Верстат для спірального намотування виробів з композиційних матеріалів
Номер патенту: 70150
Опубліковано: 15.09.2004
Автори: Заворітько Іван Євсійович, Малий Микола Андрійович, Семенов Лев Петрович, Желтов Павло Миколайович

Формула / Реферат
Верстат для спірального намотування виробів з композиційних матеріалів, що містить станину, оправку, яка оперта на шпиндельну та задню бабки, супорт з рухомим у поперечному напрямі до осі оправки столом, на якому розміщені просочувально-формуючий тракт та розкладаючий ролик, шпулярник, блок програмного управління, який забезпечує синхронізацію усіх рухів, який відрізняється тим, що супорт та шпулярник встановлені стаціонарно, а шпиндельна та задня бабки зчеплені між собою за допомогою двох стяжок і оснащені роликами для переміщення по напрямних станини, при цьому шпиндельна бабка оснащена приводом, який забезпечує зворотно-поступальний рух оправки по напрямних станини та її обертання навколо осі.
Текст
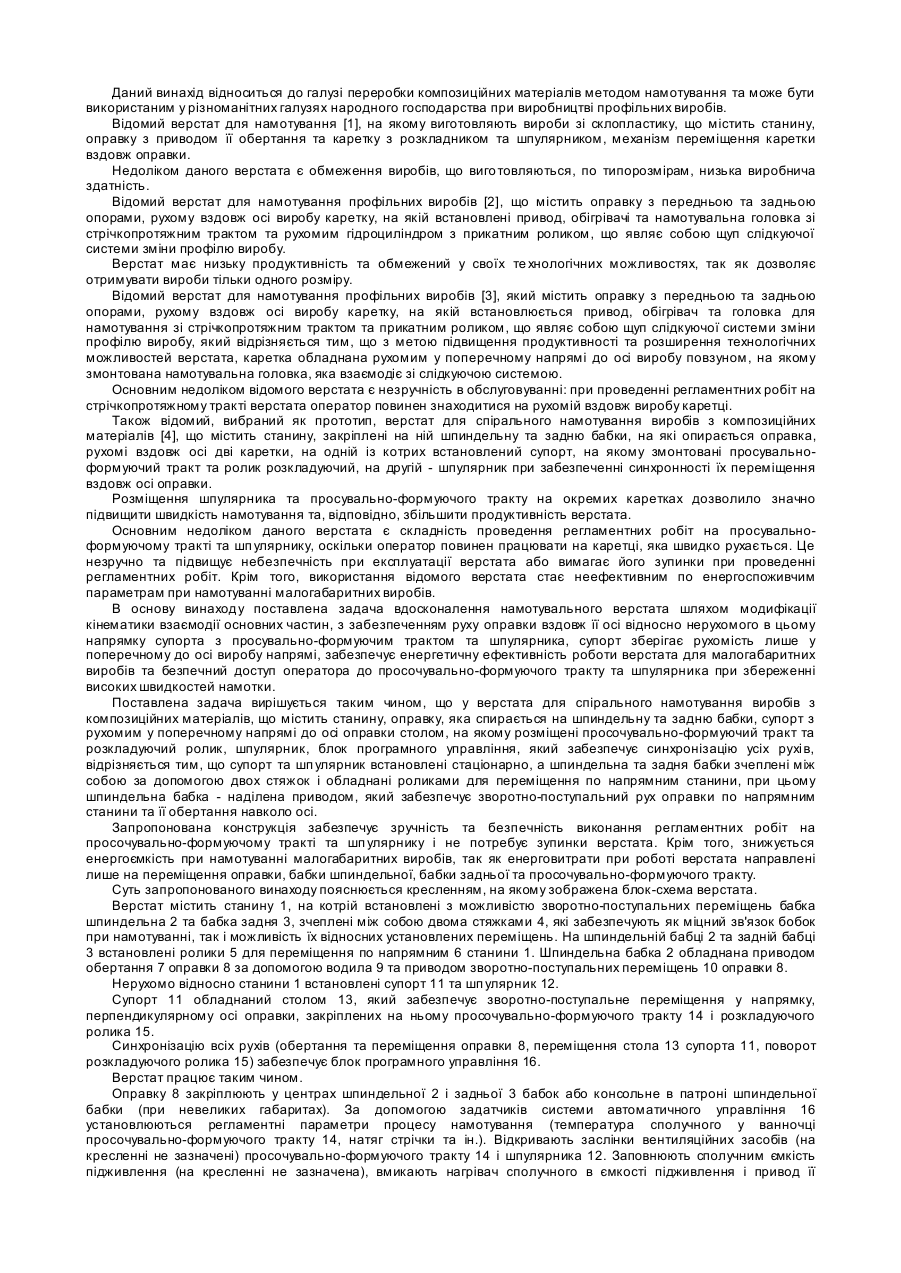
Даний винахід відноситься до галузі переробки композиційних матеріалів методом намотування та може бути використаним у різноманітних галузях народного господарства при виробництві профільних виробів. Відомий верстат для намотування [1], на якому виготовляють вироби зі склопластику, що містить станину, оправку з приводом її обертання та каретку з розкладником та шпулярником, механізм переміщення каретки вздовж оправки. Недоліком даного верстата є обмеження виробів, що виго товляються, по типорозмірам, низька виробнича здатність. Відомий верстат для намотування профільних виробів [2], що містить оправку з передньою та задньою опорами, рухому вздовж осі виробу каретку, на якій встановлені привод, обігрівачі та намотувальна головка зі стрічкопротяжним трактом та рухомим гідроциліндром з прикатним роликом, що являє собою щуп слідкуючої системи зміни профілю виробу. Верстат має низьку продуктивність та обмежений у своїх те хнологічних можливостях, так як дозволяє отримувати вироби тільки одного розміру. Відомий верстат для намотування профільних виробів [3], який містить оправку з передньою та задньою опорами, рухому вздовж осі виробу каретку, на якій встановлюється привод, обігрівач та головка для намотування зі стрічкопротяжним трактом та прикатним роликом, що являє собою щуп слідкуючої системи зміни профілю виробу, який відрізняється тим, що з метою підвищення продуктивності та розширення технологічних можливостей верстата, каретка обладнана рухомим у поперечному напрямі до осі виробу повзуном, на якому змонтована намотувальна головка, яка взаємодіє зі слідкуючою системою. Основним недоліком відомого верстата є незручність в обслуговуванні: при проведенні регламентних робіт на стрічкопротяжному тракті верстата оператор повинен знаходитися на рухомій вздовж виробу каретці. Також відомий, вибраний як прототип, верстат для спірального намотування виробів з композиційних матеріалів [4], що містить станину, закріплені на ній шпиндельну та задню бабки, на які опирається оправка, рухомі вздовж осі дві каретки, на одній із котрих встановлений супорт, на якому змонтовані просувальноформуючий тракт та ролик розкладуючий, на другій - шпулярник при забезпеченні синхронності їх переміщення вздовж осі оправки. Розміщення шпулярника та просувально-формуючого тракту на окремих каретках дозволило значно підвищити швидкість намотування та, відповідно, збільшити продуктивність верстата. Основним недоліком даного верстата є складність проведення регламентних робіт на просувальноформуючому тракті та шп улярнику, оскільки оператор повинен працювати на каретці, яка швидко рухається. Це незручно та підвищує небезпечність при експлуатації верстата або вимагає його зупинки при проведенні регламентних робіт. Крім того, використання відомого верстата стає неефективним по енергоспоживчим параметрам при намотуванні малогабаритних виробів. В основу винаходу поставлена задача вдосконалення намотувального верстата шляхом модифікації кінематики взаємодії основних частин, з забезпеченням руху оправки вздовж її осі відносно нерухомого в цьому напрямку супорта з просувально-формуючим трактом та шпулярника, супорт зберігає рухомість лише у поперечному до осі виробу напрямі, забезпечує енергетичну ефективність роботи верстата для малогабаритних виробів та безпечний доступ оператора до просочувально-формуючого тракту та шпулярника при збереженні високих швидкостей намотки. Поставлена задача вирішується таким чином, що у верстата для спірального намотування виробів з композиційних матеріалів, що містить станину, оправку, яка спирається на шпиндельну та задню бабки, супорт з рухомим у поперечному напрямі до осі оправки столом, на якому розміщені просочувально-формуючий тракт та розкладуючий ролик, шпулярник, блок програмного управління, який забезпечує синхронізацію усіх рухі в, відрізняється тим, що супорт та шп улярник встановлені стаціонарно, а шпиндельна та задня бабки зчеплені між собою за допомогою двох стяжок і обладнані роликами для переміщення по напрямним станини, при цьому шпиндельна бабка - наділена приводом, який забезпечує зворотно-поступальний рух оправки по напрямним станини та її обертання навколо осі. Запропонована конструкція забезпечує зручність та безпечність виконання регламентних робіт на просочувально-формуючому тракті та шп улярнику і не потребує зупинки верстата. Крім того, знижується енергоємкість при намотуванні малогабаритних виробів, так якенерговитрати при роботі верстата направлені лише на переміщення оправки, бабки шпиндельної, бабки задньої та просочувально-формуючого тракту. Суть запропонованого винаходу пояснюється кресленням, на якому зображена блок-схема верстата. Верстат містить станину 1, на котрій встановлені з можливістю зворотно-поступальних переміщень бабка шпиндельна 2 та бабка задня 3, зчеплені між собою двома стяжками 4, які забезпечують як міцний зв'язок бобок при намотуванні, так і можливість їх відносних установлених переміщень. На шпиндельній бабці 2 та задній бабці 3 встановлені ролики 5 для переміщення по напрямним 6 станини 1. Шпиндельна бабка 2 обладнана приводом обертання 7 оправки 8 за допомогою водила 9 та приводом зворотно-поступальних переміщень 10 оправки 8. Нерухомо відносно станини 1 встановлені супорт 11 та шп улярник 12. Супорт 11 обладнаний столом 13, який забезпечує зворотно-поступальне переміщення у напрямку, перпендикулярному осі оправки, закріплених на ньому просочувально-формуючого тракту 14 і розкладуючого ролика 15. Синхронізацію всіх рухів (обертання та переміщення оправки 8, переміщення стола 13 супорта 11, поворот розкладуючого ролика 15) забезпечує блок програмного управління 16. Верстат працює таким чином. Оправку 8 закріплюють у центрах шпиндельної 2 і задньої 3 бабок або консольне в патроні шпиндельної бабки (при невеликих габаритах). За допомогою задатчиків системи автоматичного управління 16 установлюються регламентні параметри процесу намотування (температура сполучного у ванночці просочувально-формуючого тракту 14, натяг стрічки та ін.). Відкривають заслінки вентиляційних засобів (на кресленні не зазначені) просочувально-формуючого тракту 14 і шпулярника 12. Заповнюють сполучним ємкість підживлення (на кресленні не зазначена), вмикають нагрівач сполучного в ємкості підживлення і привод її мішалки. При досягненні в ємкості підживлення заданої температури на пульті управління системи 16 загоряється лампочка готовності верстата до намотування. Ванночка просочувально-формуючого тракту 14 заповнюється сполучним з ємкості підживлення до заданого рівня автоматично. Усі виконавчі механізми верстата, а саме привод обертання 7оправки 8, привод переміщення 10 оправки 8, стіл 13 супорта 11, ролик розкладуючий 15 переводять у вихідне положення натисканням відповідної кнопки на пульті управління системи 16. Сформовану з окремих джгутів (ниток) стрічку пропускають через просочувально-формуючий тракт 14, розкладуючий ролик 15 і закріплюють у заданій точці на оправці 8. З пульта управління системи 16 верстат переводять у режим намотування, задають установлену технологічним регламентом швидкість намотування. Далі у процесі намотування оператор виконує без входження в зону руху робочої частини верстата и без його зупинки слідуючі регламентні роботи: заповнення ємкості підживлення, усунення обривів ниток чи джгутів, заміна бабін у шпулярнику 12, очищення напрямних роликів просочувально-формуючого тракту 14 і розкладуючого ролика 15. Дослідний зразок верстата випробуваний в умовах машинобудівного виробництва і показана можливість намотування виробів з габаритними розмірами 1000мм (діаметр)´3000мм (довжина) при швидкості намотування 0,8м/с і енергоспоживанні не більше 15квт.год. Джерела інформації: 1. А. с. СРСР №422620, МКИ В29Д23/12, 1974. 2. А. с. СРСР №630085, МКИ В29Д23/12, 1976. 3. А. с. СРСР №910435, МКИ В29Д12/13, 1982. 4. Станок для спиральной намотки WE II - 350/1800, WE II - 220/1000, Josef Baer, Maschinen fabric.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for spiral winding of articles made of composite materials
Автори англійськоюZavoritko Ivan Yevsiiovych, ZHELTOV Pavel Nikolayevich, Zheltov Pavlo Mykolaiovych, Malyi Mykola Andriiovych, Semenov Lev Petrovych
Назва патенту російськоюСтанок для спирального наматывания изделий из композиционных материалов
Автори російськоюЗаворитько Иван Евсеевич, Желтов Павел Николаевич, Малый Николай Андреевич, Семенов Лев Петрович
МПК / Мітки
МПК: B29C 53/00, B29D 23/00
Мітки: спірального, матеріалів, намотування, композиційних, верстат, виробів
Код посилання
<a href="https://ua.patents.su/2-70150-verstat-dlya-spiralnogo-namotuvannya-virobiv-z-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для спірального намотування виробів з композиційних матеріалів</a>
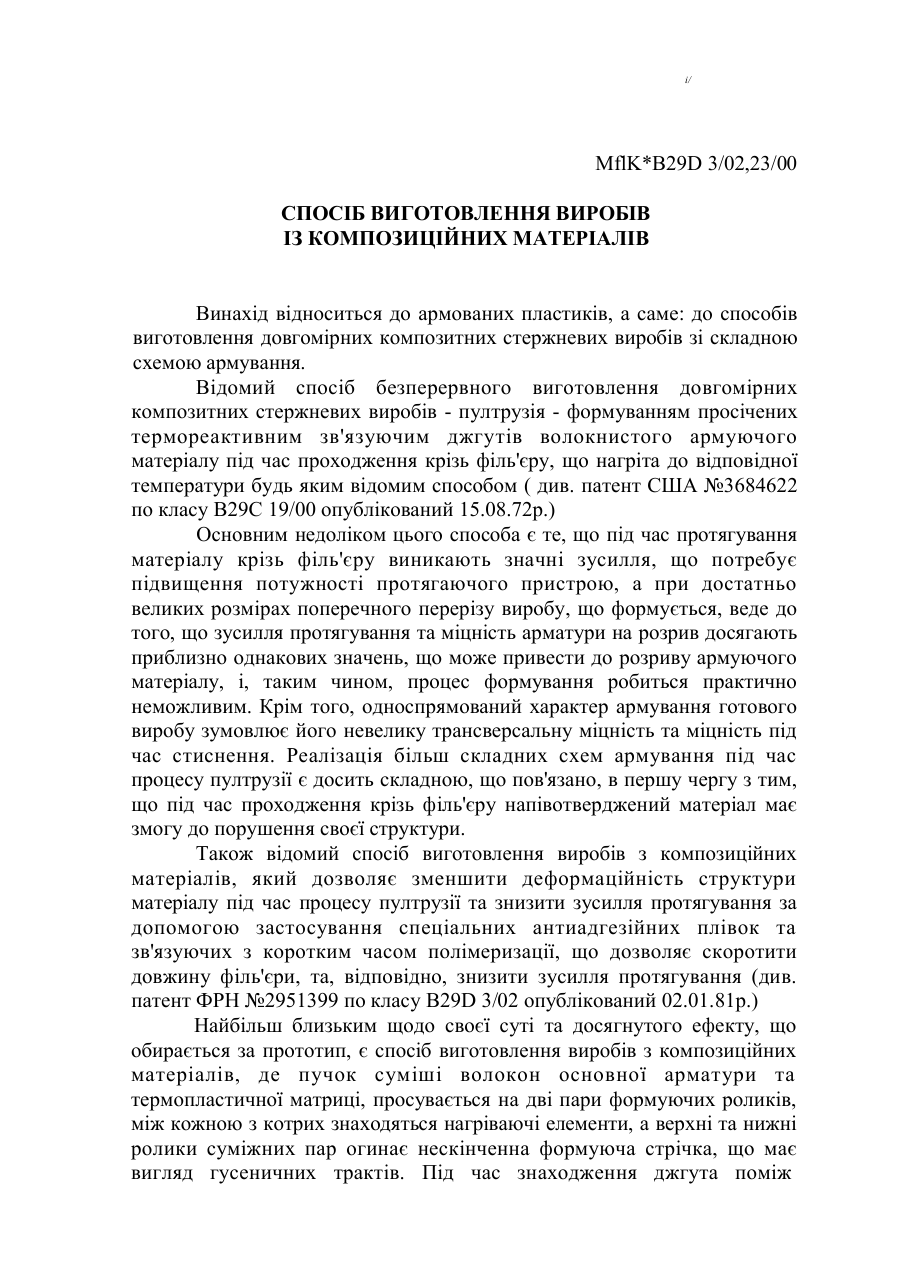
Спосіб виготовлення виробів із композиційних матеріалів
Номер патенту: 32310
Опубліковано: 15.12.2000
Автори: Харченко Євген Іванович, Фрегер Гарі Юхимович, Коструб Володимир Олексійович
МПК: B29C 33/00, B29D 23/00
Мітки: виробів, композиційних, матеріалів, спосіб, виготовлення
Текст:
...запропонованого способу. Цифрами визначено: 1 - шпулярник з джгутами основної арматури; 2 ванна із зв'язуючим з підігрівом; 3 - віджимна філь'єра; 4 - пучок просіченої арматури; 5 - філь'єра обмотувального вузла; 6 - обмотник; 7 додатковий шпулярник з основною арматурою; 8 - філь'єра обпліточного вузла; 9 - обплітаючий вузол; 10 - короткі формуючі філь'єри; 11 попередня термокамера; 12 - формуючі ролики; 13 - термокамера остаточної...
Спосіб виготовлення формованих профільованих виробів із вуглець-вуглецевих композиційних матеріалів
Номер патенту: 53726
Опубліковано: 17.02.2003
Автори: Карпенко Надія Олександрівна, Біленко Леонід Дмитрович, Єрошкін Сергій Володимирович
МПК: C01B 31/04, C04B 35/52
Мітки: профільованих, виробів, формованих, вуглець-вуглецевих, композиційних, виготовлення, спосіб, матеріалів
Формула / Реферат:
Спосіб виготовлення формованих профільованих виробів із вуглець-вуглецевих композиційних матеріалів, що включає формування заготівки шляхом нанесення вуглецевого волокнистого матеріалу, просоченого смолою, що полімеризується, обтиснення сформованої заготівки, карбонізацію заготівки, видалення засобів для обтиснення і термічну обробку заготівки при температурі, не меншій температури експлуатації виробу, який відрізняється тим, що заготівку не...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31011
Опубліковано: 15.12.2000
Автори: Магазій Петро Миколайович, Рябцев Геннадій Леонідович, Мікульонок Ігор Олегович, Лукач Юрій Юхимович
МПК: B29C 47/00
Мітки: матеріалів, виробів, листових, лінія, композиційних, погонажних, полімернаповнених, виробництва
Текст:
...приєднання розплавопроводу до екструдера-змішувача між живиль ником наповнювача і формуючим пристроєм. Гранульований або порошкоподібний полімерний матеріал надходить у розплавлювач (черв'ячно-дисковий екструдер), після чого під тиском (величина якого регулюється залежно від фізико-механічних властивостей наповнювача) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімера, який...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31919
Опубліковано: 15.12.2000
Автори: Мікульонок Ігор Олегович, Сезонов Максим Вікторович, Лукач Юрій Юхимович, Суханов Володимир Петрович
МПК: B29C 47/00
Мітки: полімернаповнених, композиційних, виробництва, матеріалів, виробів, лінія, погонажних, листових
Текст:
...зменшенню габаритів розплавліовача й ефективному плавлению полімеру й гомогенізації його розплаву. Після розплавлювана полімерного матеріалу останній під тиском (величина якого регулюється залежмо від фізико-механічних властивостей компонентів утворюваної суміші) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімеру, який надходить в об'єм наповнювача під тиском, легко та ефективно...
Спосіб поверхневого зміцнення виробів з композиційних матеріалів
Номер патенту: 25530
Опубліковано: 30.10.1998
Автори: Пилипенко Олександр Михайлович, Чорний Геннадій Петрович, Таньков Костянтин Миколайович
МПК: C23C 18/31
Мітки: матеріалів, зміцнення, виробів, спосіб, композиційних, поверхневого
Формула / Реферат:
1. Спосіб поверхневого зміцнення виробів з композиційних матеріалів шляхом хімічного відновлення на його поверхні зміцнювального покриття з наступним механічним згладженням і термообробкою, який відрізняється тим, що з поверхневого шару виробу попередньо видаляють, у крайньому разі, одну з структурних складових з наступним заповненням пор, що утворилися хімічно відновленим зносостійким покриттям.2. Спосіб за п.1, який відрізняється...
Попередній патент: Спосіб вирощування озимої пшениці на зрошуваних землях
Наступний патент: Електроліт для осадження цинкових покриттів з вмістом фосфатів цинку
Випадковий патент: Ендопротез кульшового суглоба