Спосіб видалення корундових керамічних стержнів із внутрішніх порожнин виробів
Номер патенту: 8363
Опубліковано: 29.03.1996
Автори: Богуслаєв Вячеслав Олександрович, Котяхов Леонід Олександрович, Гончаров Валентин Іванович, Клочихін Валерій Григорович, Морозов Анатолій Олексійович, Логвинов Юрій Іванович
Формула / Реферат
Способ удаления корундовых керамических стержней из внутренних полостей изделий, включающий обработку изделий водными растворами гидроксидов натрия, калия или их смесями в автоклаве при температуре 250-400°С, отличающийся тем, что обработку производят при концентрации щелочей в растворах 450-750 г/дм, объеме заполнения автоклава до 80% и перемешивании раствора посредством вращения автоклава.
Текст
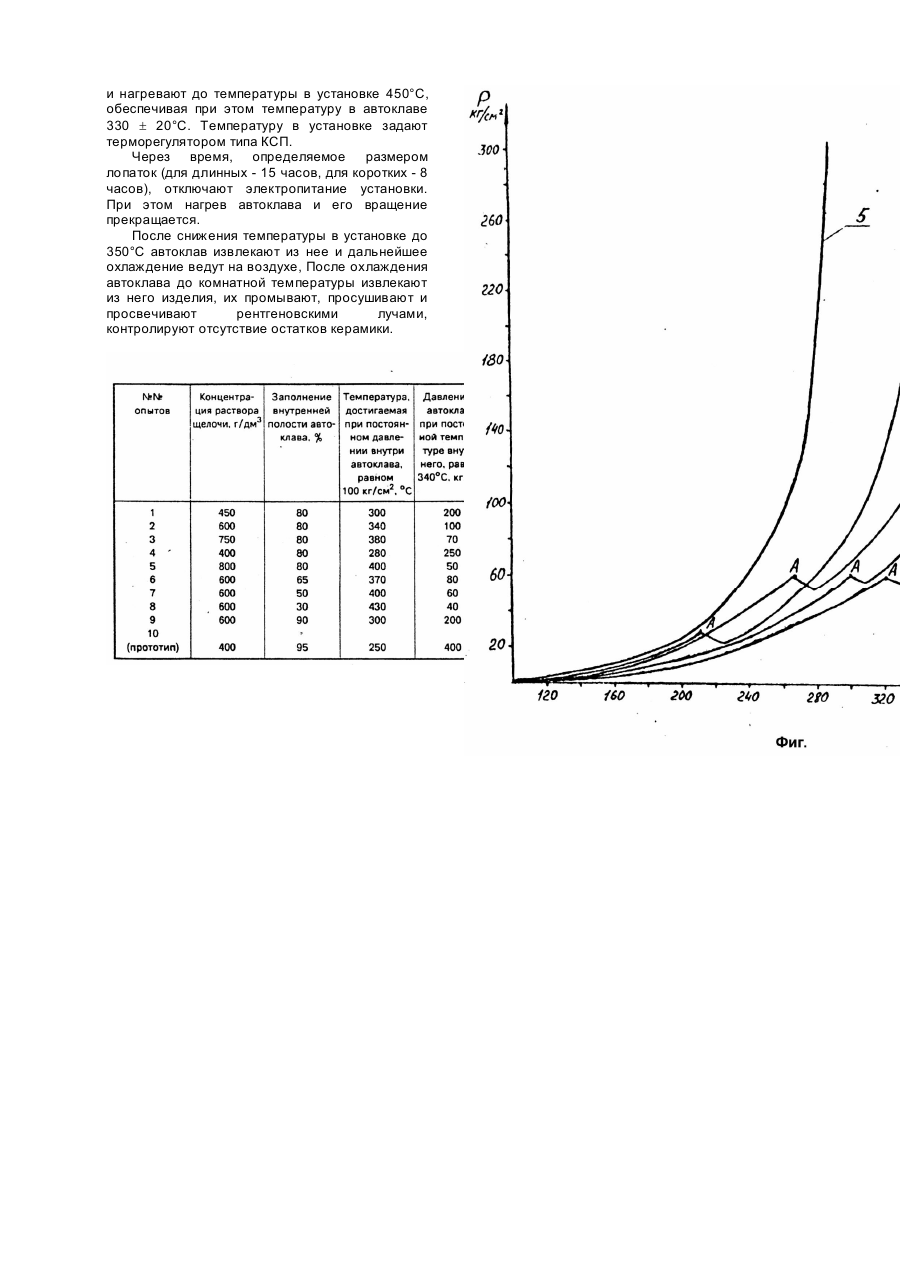
Изобретение относится к литейному производству, а именно, к удалению керамических стержней из внутренних полостей отливок турбинных лопаток, отливаемых методом направленной кристаллизации. Наиболее близким техническим решением, выбранным заявителем в качестве прототипа, является способ удаления корундовых керамических стержней из внутренних полостей изделий [1]. Способ заключается в том, что обработку изделий производят водными растворами гидроксидов натрия, калия или их смесями в автоклавах при концентрации щелочей в растворах 250 ... 400г/дм3 и температуре 250 ... 450°C. Известный способ имеет следующие недостатки: 1. Резкое повышение давления (до 1000кг/см2 и выше) внутри автоклава при увеличении температуры свыше 300°C, что требует усложнения конструкции установок и приводит к уменьшению производительности и ухудшению условий труда и техники безопасности, т.е. повышенной опасности работы вследствие возможности разрушения стенок автоклава. 2. В указанном способе совершенно упущены данные по уровню заполнений автоклава, хотя это существенно влияет на изменение давления внутри автоклава. 3. Плохой отвод продуктов реакции из внутренней полости лопаток вследствие отсутствия перемешивания раствора. 4. Низкая производительность при обработке лопаток со сложной внутренней конфигурацией, вследствие недостаточного отвода продуктов реакции. В основу изобретения поставлена задача создания способа удаления корундовых керамических стержней из внутренних полостей изделий, при котором за счет перемешивания рабочей среды путем вращения автоклава, увеличения концентрации раствора щелочи и уменьшения уровня заполнения автоклава рабочей средой достигается уменьшение давления внутри автоклава, что обеспечивает качественное выщелачивание стержней с одновременным повышением производительности процесса и срока службы автоклавов. Для этого в способе удаления корундовых керамических стержней из внутренних полостей изделий обработку изделий растворами гидроксидов натрия, калия или их смесей производят при концентрации щелочей в растворах 450 ... 750г/дм3 и температуре 250 ... 400°C во вращающемся со скоростью 10 ... 20об/мин, автоклаве при заполнении внутренней полости автоклава до 80%. Давление внутри, автоклава при указанных условиях не превышает 200кг/см2. Предлагаемый способ реализуется следующим образом. В автоклав объемом 1,3 литра с толщиной стенок 12мм, изготовленный из высокопрочной стали, загружали лопатки, отлитые методом направленной кристаллизации и имеющие примерно одинаковые габариты корундового стержня. Автоклав заполняли раствором гидроксида натрия и повышали температуру в объеме автоклава до 330 ± 20°C. Обработку проводили до полного удаления стержней, подбирая при этом оптимальный режим, обеспечивающий высокую скорость растворения стержней, стойкость автоклавов и безопасные условия работы при простой конструкции установки. Для этого изменяли; - объем заполнения внутренней полости автоклава, выбирая его 90, 80, 65, 50, 30% (опыты №9, 2, 6, 7, 8, соответственно); - концентрацию щелочей в растворе 450, 600, 750, 400, 800г/дм3 (опыты №1, 2, 3, 4, 5, соответственно). Испытания проводили при неподвижном и при вращающемся со скоростью 10 ... 20об/мин, автоклаве. В процессе испытаний измеряли: - температуру и давление внутри автоклава; - время качественного удаления стержня из изделия. При этом определяли также; максимальное количество изделий, качественно очищаемых за 1 цикл обработки; - количество циклов работы автоклава до разрушения; -общее количество изделий, качественно очищаемых автоклавом до разрушения (его ресурс). Полученные данные приведены в табл.1. Из графика видно, что с момента вращения автоклава высокие температуры, при которых эффективно осуществляется удаление стержней, достигаются при более низком давлении, чем при неподвижном автоклаве. Точка TA - начало вращения автоклава, является точкой экстремума графика, характеризующего изменение давления в автоклаве в зависимости от нарастания температуры, при всех значениях концентрации щелочи в растворе. Данные, приведенные в таблице 1 (опыты №1 - 9), получены при вращающемся автоклаве. В опыте №10, где приведены результаты испытания способа по прототипу автоклав был неподвижным. Как видно из приведенной таблицы, заявляемые режимы способа: - концентрация щелочи в растворе в пределах 450 - 750г/дм3 (опыты №1, 2, 3); - степень заполнения внутренней полости автоклава 50 - 80% объема (опыты №2, 6, 7) при осуществлении дополнительной операции вращения автоклава, в совокупности с известным режимом - температурой нагрева изделий до 250 400°C обеспечивает наиболее эффективные условия удаления корундовых керамических стержней из внутренних полостей изделий. При этом достигается одновременно и высокий ресурс автоклава и высокая скорость очистки изделий. Аналогичные результаты получены при использовании в качестве щелочи гидроксида калия и смеси гидроксидов натрия и калия, а также при других температурах нагрева щелочи в автоклаве. В настоящее время на предприятии "Мотор Січ" осуществляется опытно-промышленная реализация способа. Способ удаления корундовых керамических стержней из внутренних полостей изделий осуществляют следующим образом. В автоклав загружают партию - 10 штук изделий - лопаток изделий Д-18 и Д-27. Раствор гидроксида натрия с концентрацией 600г/дм3 заливают в автоклав до общего объема его заполнения на 80%. Автоклав после герметизации размещают в установке, где его вращают со скоростью 15об/мин и нагревают до температуры в установке 450°C, обеспечивая при этом температуру в автоклаве 330 ± 20°C. Температуру в установке задают терморегулятором типа КСП. Через время, определяемое размером лопаток (для длинных - 15 часов, для коротких - 8 часов), отключают электропитание установки. При этом нагрев автоклава и его вращение прекращается. После снижения температуры в установке до 350°C автоклав извлекают из нее и дальнейшее охлаждение ведут на воздухе, После охлаждения автоклава до комнатной температуры извлекают из него изделия, их промывают, просушивают и просвечивают рентгеновскими лучами, контролируют отсутствие остатков керамики.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for removal of corundum ceramic cores from internal cavities of articles
Автори англійськоюBohuslaiev Viacheslav Oleksandrovych, Honcharov Valentyn Ivanovych, Klochykhin Valerii Hryhorovych, Kotiakhov Leonid Oleksandrovych, Lohvynov Yurii Ivanovych, Morozov Anatolii Oleksiiovych
Назва патенту російськоюСпособ удаления корундовых керамических стержней из внутренних полостей изделий
Автори російськоюБогуслаев Вячеслав Александрович, Гончаров Валентин Иванович, Клочихин Валерий Григорьевич, Котяхов Леонид Александрович, Логвинов Юрий Иванович, Морозов Анатолий Алексеевич
МПК / Мітки
МПК: B22D 29/00
Мітки: виробів, спосіб, внутрішніх, стержнів, керамічних, видалення, порожнин, корундових
Код посилання
<a href="https://ua.patents.su/2-8363-sposib-vidalennya-korundovikh-keramichnikh-sterzhniv-iz-vnutrishnikh-porozhnin-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб видалення корундових керамічних стержнів із внутрішніх порожнин виробів</a>
Спосіб виготовлення металізованих керамічних виробів
Номер патенту: 5639
Опубліковано: 28.12.1994
Автори: Гур'янов Ігор Валерійович, Кожушко Григорій Мефодійович, Самусенко Юрій Васильович, Вов'янко Сергій Олександрович, Магда Віктор Іванович
МПК: C04B 41/85, C04B 41/88
Мітки: спосіб, виготовлення, металізованих, керамічних, виробів
Формула / Реферат:
Способ изготовления металлизированных керамических изделий путем пропитки поверхности предварительно обожженной керамики водным раствором вольфрамата аммония с последующим обжигом, отличающийся тем, что пропитку осуществляют 20-23% водно-аммиачным раствором вольфрамата аммония.
Спосіб виготовлення стінових керамічних виробів із вуглевідходів
Номер патенту: 1920
Опубліковано: 20.12.1994
Автори: Рубін Юрій Михайлович, Михайлов Володимир Іванович
МПК: C04B 18/04, C04B 33/02
Мітки: виробів, стінових, виготовлення, керамічних, спосіб, вуглевідходів
Формула / Реферат:
Способ изготовления стеновых керамических изделий из углеотходов, включающий смешивание измельченных отходов гравитационного обогащения углей с отходами флотационного обогащения, формование и обжиг, отличающийся тем, что отходы флотации подают в смеси в виде суспензии влажностью 50-80 % в количестве 19-36 мас. % сухого вещества.
Шихта для виготування керамічних будівельних виробів
Номер патенту: 6885
Опубліковано: 31.03.1995
Автори: Шаповалова Тетяна Федорівна, Білокрис Галина Олександрівна, Малишев Ігор Петрович, Шевцов Анатолій Леонідович
МПК: C04B 18/04, C04B 33/00
Мітки: шихта, будівельних, керамічних, виготування, виробів
Формула / Реферат:
(57) Шихта для изготовления керамических строительных изделий, включающий глину и доменный шлак, отличающаяся тем, что она дополнительно содержит пыль электрофильтров шамотно-обжигового производства карбидкремниевых изделий -отработанную засыпку при следующем соотношении компонентов, мас.%: Доменный шлак 18-25 Пыль электрофильтров шамотно-обжигового производства 20-25 ...
Обладнання для термічного видалення задирок з виробів
Номер патенту: 659
Опубліковано: 15.12.1993
Автори: Пеньков Валерій Іванович, Крутіков Сергій Леонідович, Горбань Віталій Михайлович
МПК: C21D 1/82
Мітки: виробів, задирок, обладнання, видалення, термічного
Формула / Реферат:
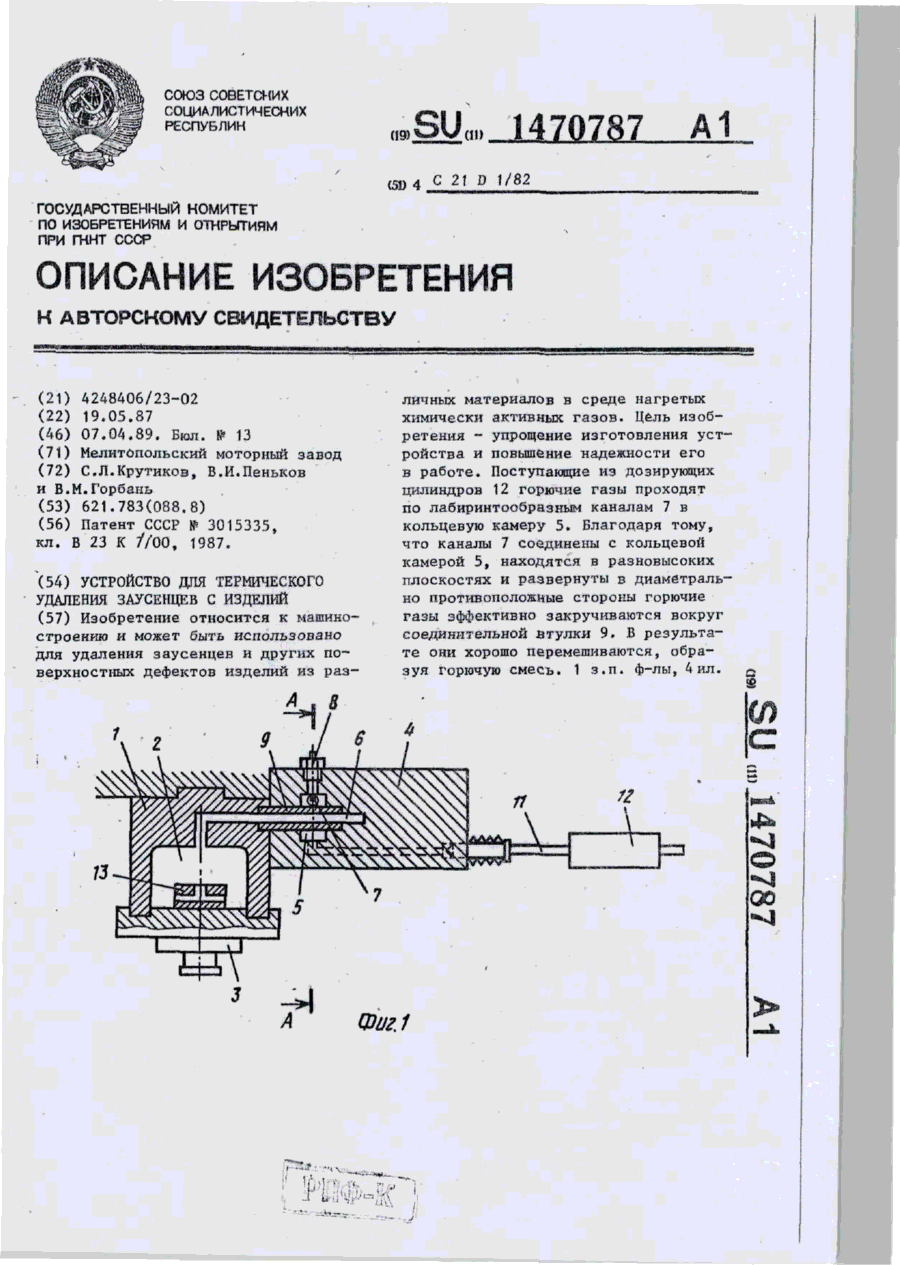
Формула изобретения1. Устройство для термического удаления заусенцев с изделий, содержащее корпус с камерой сгорания, соединительную втулку с наклонными отверстиями и газосмесителькый блок с кольцевой камерой и продольным и газоподводящими каналами для подвода газовой смеси в камеру сгорания, отличающееся тем, что с целью упрощения изготовления устройства и повышения надежности его работы, газоподводящие каналы соединены...
Обладнання для термічного видалення задирок з виробів
Номер патенту: 657
Опубліковано: 15.12.1993
Автори: Пеньков Валерій Іванович, Солов'євіч Валерій Валентинович, Крутіков Сергій Леонідович
МПК: B23K 7/00
Мітки: термічного, обладнання, виробів, задирок, видалення
Формула / Реферат:
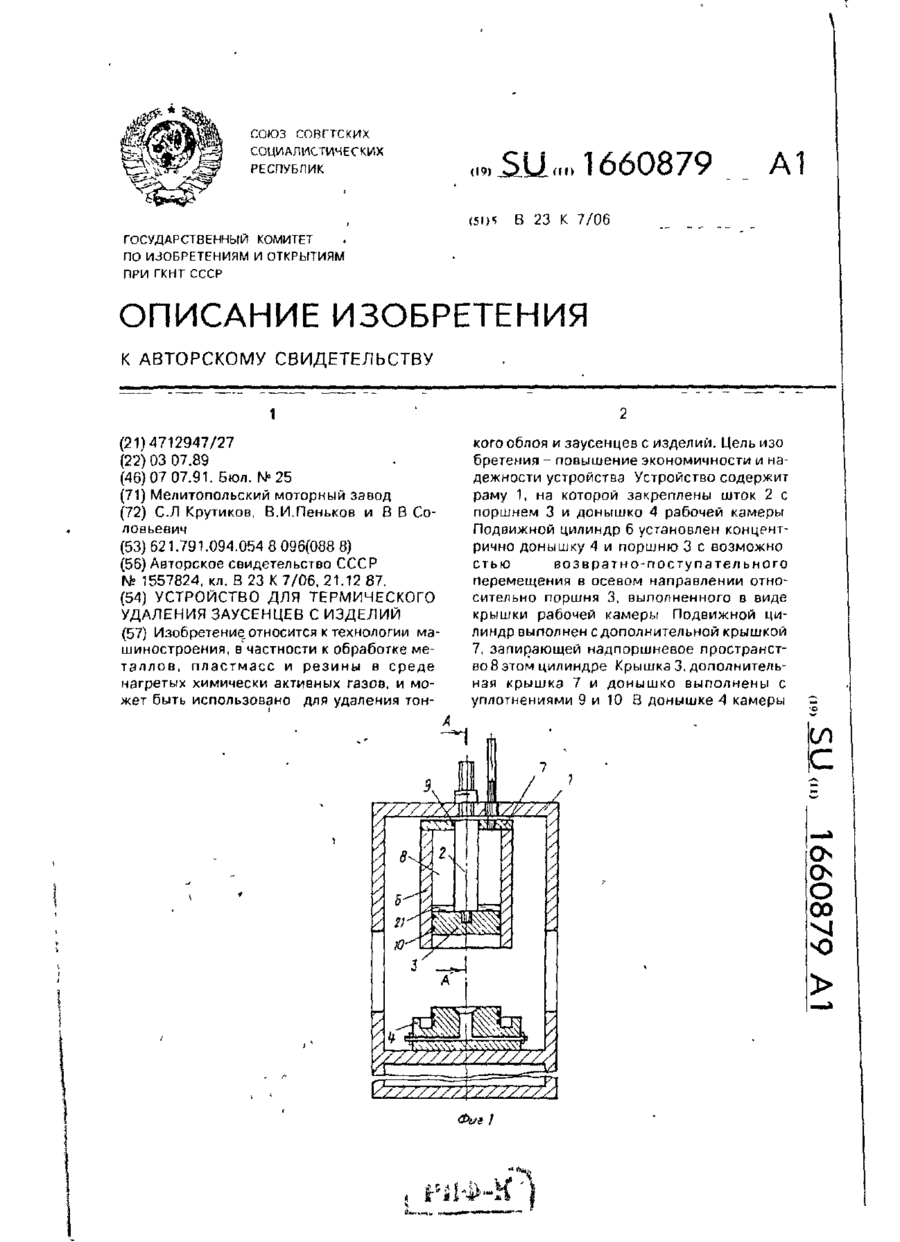
Формула изобретения1. Устройство для термического удаления заусенцев с изделий, содержащее неподвижную раму, выполненную с подвижным в осевом направлении цилиндром, рабочую камеру с впускным газовым клапаном и свечой зажигания, неподвижно установленные на раме концентрично цилиндру донышко для изделий и крышка, выполненные с уплотнениями на боковых поверхностях, наружные диаметры которых равны внутреннему диаметру цилиндра, и привод...
Попередній патент: Полімерна фрикційна безазбестова прес-композиція
Наступний патент: Сплав на основі кобальта
Випадковий патент: Пристрій для визначення міцності високоміцних чавунів на ударний розтяг