Електродний матеріал на основі заліза
Номер патенту: 84231
Опубліковано: 25.09.2008
Автори: Кириленко Степан Миколайович, Паустовський Олександр Васильович, Бережницька Марія Пилипівна


Формула / Реферат
Електродний матеріал на основі заліза, що містить кремній та нікель, який відрізняється тим, що він додатково містить карбід хрому Cr3C2 при такому співвідношенні компонентів, мас. %:
кремній
2-3
карбід хрому Cr3C2
15-35
нікель
12-16
залізо
решта.
Текст
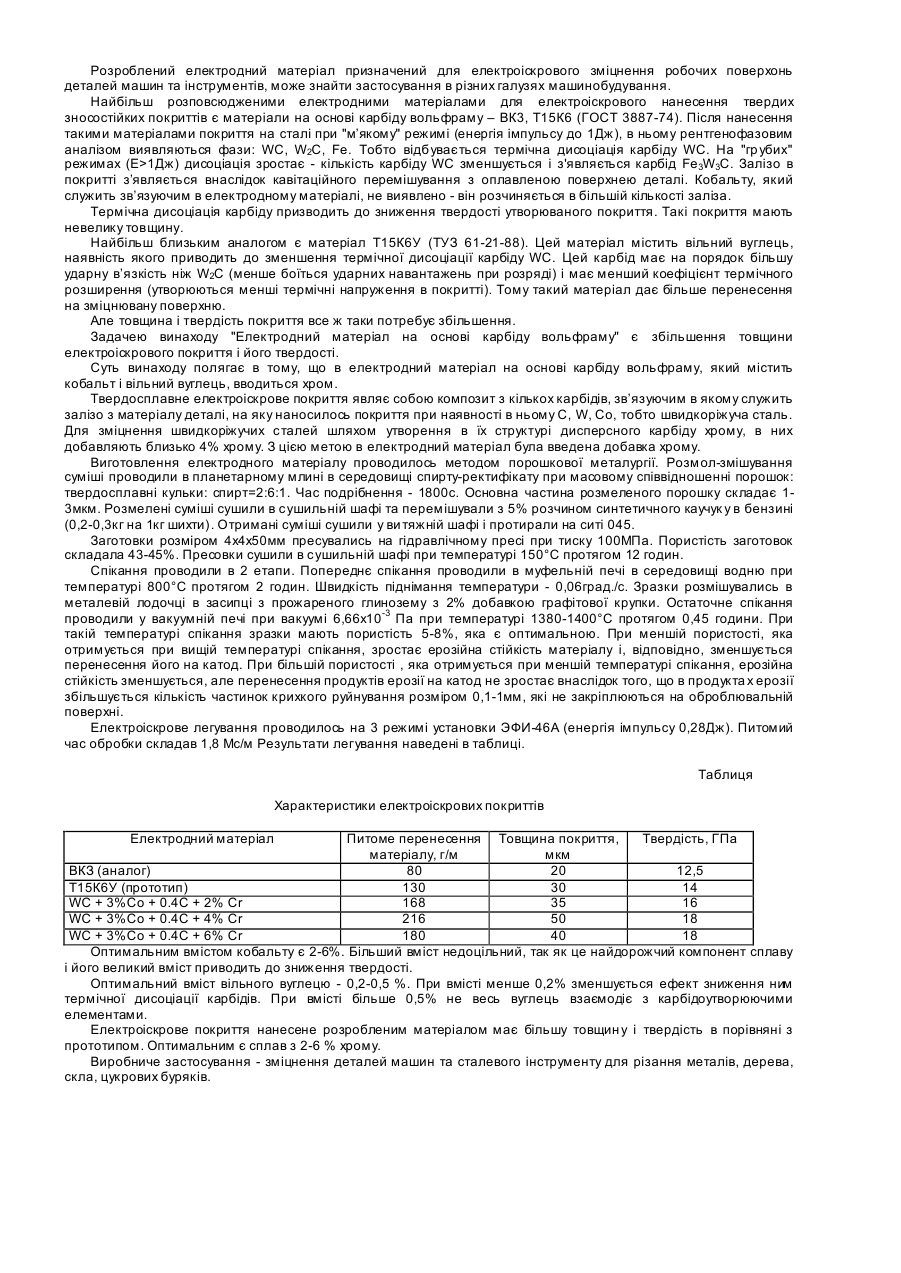
Електродний матеріал на основі заліза, що містить кремній та нікель, який відрізняється тим, що він додатково містить карбід хрому Cr3C2 при такому співвідношенні компонентів, мас. %: кремній 2-3 карбід хрому Cr3C2 15-35 нікель 12-16 залізо решта. Розроблений електродний матеріал на основі заліза стосується галузі машинобудування, призначений для виготовлення електродів для електроіскрового відновлення робочих поверхонь деталей машин, може знайти застосування для ремонту різних машин. Найбільш розповсюдженими електродними матеріалами для електроіскрового відновлення робочих поверхонь є матеріали типу стеліт ВЗК та сормайт С-27 (ГОСТ 21449-75). [Г.А.Либенсон, Производство порошковых изделий. - M.: Ме таллургия, 1990. - с.133]. Після нанесення такими матеріалами покриття на сталь на «грубому» режимі (Е>1Дж) утворюється шар товщиною до 1мм і твердістю HRC 40-52. Найбільш близьким аналогом є сормайт типу С-27 склад якого, мас.%: вуглець 3,3-4,5 хром 25-28 кремній 1-2 марганець 1,0-1,5 нікель 1,5-2,0 вольфрам 0,2-0,4 залізо решта Цим електродним матеріалом можна одержати покриття твердістю HRC 38-44 і товщиною до 1мм. Товщина покриття потребує збільшення, а твердість- регулювання, в залежності від вимог до поверхні деталі (для деталей з негартованої сталі або гартованої з високим відпуском - HRC 20-30, для деталей з гартованої сталі з низьким відпуском - HRC 50-60). Задачею винаходу «Електродний матеріал на основі заліза» є збільшення товщини електроіскрового покриття і регулювання його твердості. Електродний матеріал на основі заліза, що містить кремній та нікель, який відрізняється тим, що додатково містить карбід хрому Cr3C2 при такому співвідношенні компонентів, мас.%: кремній 2-3 карбід хрому 15-35 UA (11) 84231 (13) (21) a200707514 (22) 04.07.2007 (24) 25.09.2008 (46) 25.09.2008, Бюл.№ 18, 2008 р. (72) КИРИЛЕНКО СТЕПАН МИКОЛАЙОВИЧ, UA, ПАУСТОВСЬКИЙ ОЛЕКСАНДР ВАСИЛЬОВИЧ, UA, БЕРЕЖНИЦЬКА МАРІЯ ПИЛИПІВНА, U A (73) ІНСТИТУТ ПРОБЛЕМ МАТЕРІАЛОЗНАВСТВА ІМ. І.М.ФРАНЦЕВИЧА Н АЦІОН АЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, UA (56) SU, 411 974, A, 25.01.1974 UA, 75 593, C2, 17.03.2003 UA, 64 429, A, 16.02.2004 RU, 2 129 619, C1, 27.04.1999 RU, 2 181 646, C2, 28.01.2000 RU, 2 228 824, C2, 10.04.2002 C2 2 (19) 1 3 84231 нікель 12-16 залізо решта Своєю здатністю схоплення з легованою поверхнею, внаслідок своїх фізичних характеристик, нікель значно збільшує перенос електродного матеріалу. Присутність у сплаві всього вуглецю у виді сполуки (карбіду хрому) знижує пористість нанесеного сплавом покриття, основним джерелом якої є утворення газів (CO, CO2) при взаємодії вільного вуглецю з киснем (який є в розчині в компонентах сплаву та в повітрі, в якому ведеться процес нанесення покриття). Зміною вмісту карбіду хрому проводиться регулювання твердості утворюваного покриття. Виготовлення електродного матеріалу проводилось методом порошкової металургії. Розмолзмішування проводили в кульовому млині в середовищі спирту-ректифікату при масовому співвідношенні порошок:твердосплавні кульки:спирт=2:6:1. Час розмолу-змішування - 24год. Основна частина розмеленого порошку складає фракція 2-5мкм. Розмелену суміш сушили в сушильній шафі та замішували з 5% розчином синтетичного каучук у в бензині (0,4-0,5кг на 1кг шихти). Отримані суміші сушили у ви тяжній шафі і протирали на ситі 045. 4 Заготовки розміром 4x4x70мм пресувались на гідравлічному пресі при тиску 300МПа. Пористість заготовок складала 40-42%. Пресовки сушили в сушильній шафі при температурі 150°C протягом 12 год. Спікання проводили в 2 етапи. Попереднє спікання проводили в муфельній печі в середовищі водню при температурі 800°C протягом 2 год. Швидкість піднімання температури 0,06 град/с. Зразки розміщувались в металевій лодочці в засипці з прожареного глинозему з 2% добавкою графітової крупки. Остаточне спікання проводили у вакуумній печі при вакуумі 6,66x10~3Па при температурі 1180-1200°C протягом 2год. При такій температурі спікання зразки мають пористість до 10%, яка є оптимальною. При більшій пористості, яка отримується при меншій температурі спікання, електрод в процесі нанесення покриття перегрівається до 800-1000°C внаслідок зниження його теплопровідності і відбувається значне окислення матеріалу покриття. Електроіскрове легування проводилось на нульовому режимі установки ЭЛИТРОН-52 (енергія імпульсу 7,5Дж). Питомий час обробки складав 1,2Мс/м 2. Результати випробувань наведені в таблиці. Таблиця Характеристики електроіскрових покриттів №п/п Електродний матеріал, мас. % 1 2 3 4 5 6 75Fe+2Si+8Ni+15Cr3C2 71Fe+2Si+12Ni+15CnC2 61Fe+2Si+12%Ni+25Cr3C2 51Fe+2Si+12Ni+35Cr3C2 67Fe+2Si+16Ni+15Cr3C2 Сплав С-27 Питоме перенесен- Товщина покриття, Твердість покритня матеріалу, г/м 2 MM тя, ГПа 2100-2300 0,7 4,10-4,40 9500-9800 2,1 3,90-4,30 8100-8400 1,9 5,00-5,50 7600-7800 1,8 5,30-6,80 8300-8800 1,9 3,90-4,20 2000-2200 0,7 3,8-4,30 Оптимальний вміст нікелю є 12-16мас.%. Більший вміст недоцільний, так як це найдорожчий компонент сплаву і значно зростає схоплення електродів в процесі нанесення покриття. При меншому вмісті зменшується перенос. Оптимальний вміст кремнію - 2-3мас.%. Менший вміст недостатній для розкислення матеріалу покриття. Більший вміст ніякого позитивного ефекту не дає. Вмістом карбіду хрому регулюється твердість покриття. Для відновлення деталей з сирої сталі чи гартованої сталі з високим відпуском доцільним є використання сплаву з 15% карбіду хрому. Для Комп’ютерна в ерстка В. Клюкін відновлення деталей з гартованої сталі з середнім відпуском раціональним є використання сплаву з 25% карбіду хрому. Для відновлення деталей з гартованої сталі з низьким відпуском необхідно використовува ти сплав з високим вмістом карбіду хрому - 35%. Електроіскрове покриття, нанесене розробленим матеріалом, має більшу товщин у, ніж нанесене сормайтом С-27. Виробниче застосування - відновлення робочих поверхонь деталей машин, які зношуються в процесі експлуатації. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode material based on iron
Автори англійськоюKyrylenko Stepan Mykolaiovych, Paustovskyi Oleksandr Vasyliovych, Berezhnytska Mariia Pylypivna
Назва патенту російськоюЭлектродный материал на основе железа
Автори російськоюКириленко Степан Николаевич, Паустовский Александр Васильевич, Бережницькая Мария Филипповна
МПК / Мітки
МПК: B23H 7/00, C22C 29/06, C22C 29/02, C22C 30/00, C22C 29/00, C22C 32/00
Мітки: заліза, основі, матеріал, електродний
Код посилання
<a href="https://ua.patents.su/2-84231-elektrodnijj-material-na-osnovi-zaliza.html" target="_blank" rel="follow" title="База патентів України">Електродний матеріал на основі заліза</a>
Електродний матеріал на основі карбіду вольфраму
Номер патенту: 64429
Опубліковано: 16.02.2004
Автори: Паустовський Олександр Васильович, Кириленко Степан Миколайович, Бережницька Марія Пилипівна
МПК: C22C 29/06, B23H 7/26
Мітки: карбіду, матеріал, вольфраму, основі, електродний
Формула / Реферат:
Електродний матеріал на основі карбіду вольфраму, що містить кобальт, як зв'язуюче, та вуглець, як легуючу добавку, який відрізняється тим, що містить хром при такому співвідношенні компонентів, мас. %: кобальт 2 - 6 вуглець 0,2 - 0,5 хром 2 - 6 карбід вольфраму решта.
Електродний матеріал на основі карбіду вольфраму
Номер патенту: 52900
Опубліковано: 15.01.2003
Автори: Ботвинко Володимир Петрович, Паустовський Олександр Васильович
МПК: C22C 29/06, B23H 7/00
Мітки: матеріал, електродний, карбіду, вольфраму, основі
Формула / Реферат:
Електродний матеріал на снові карбіду вольфраму, що містить кобальт як зв’язуюче, який відрізняється тим, що містить мідь при такому співвідношенні компонентів, мас.%: кобальт 4-5 мідь 3-4 карбід вольфраму решта.
Керамічний електродний матеріал на основі нітриду алюмінію для електроіскрового легування алюмінію та його сплавів
Номер патенту: 79775
Опубліковано: 25.07.2007
Автори: Варюхно Володимир Васильович, Уманський Олександр Павлович, Панасюк Алла Денисівна, Григор'єв Олег Миколайович, Подчерняєва Ірина Олександрівна, Юречко Дмитро Віталійович
МПК: C04B 35/581, C22C 29/00, C04B 35/58
Мітки: алюмінію, сплавів, керамічний, матеріал, основі, електроіскрового, легування, електродний, нітриду
Формула / Реферат:
Керамічний електродний матеріал для електроіскрового легування алюмінію і його сплавів, який містить нітрид алюмінію, який відрізняється тим, що додатково містить диборид титану та/або цирконію, гексаборид лантану та карбід кремнію при такому співвідношенні компонентів, мас. %: диборид титану та/або цирконію 30-40 гексаборид лантану 10-16 карбід кремнію ...
Композиційний електродний матеріал на основі срібла для нанесення електроіскрових покриттів
Номер патенту: 57090
Опубліковано: 16.06.2003
Автори: Кохановський Сергій Павлович, Крячко Лідія Олександрівна
МПК: H01H 1/02, B23H 3/00, C22C 5/06, B22F 3/16, B22F 5/12
Мітки: основі, покриттів, електродний, срібла, електроіскрових, композиційний, матеріал, нанесення
Формула / Реферат:
Композиційний електродний матеріал на основі срібла для нанесення електроіскрових покриттів на струмопровідні контактні деталі, який відрізняється тим, що він додатково містить вуглець при такому співвідношенні компонентів, мас. %: вуглець 0,22 - 0,46 срібло решта.
Композиційний антифрикційний матеріал на основі карбіду титану

Номер патенту: 74309
Опубліковано: 15.11.2005
Автори: Недайборщ Сергій Дмитрович, Уманський Олександр Павлович, Григор'єв Олег Миколайович, Коновал Володимир Павлович, Панасюк Алла Денисівна, Петриченко Сергій Олексійович, Гулевець Вадим Дмитрович
МПК: C22C 29/06
Мітки: карбіду, матеріал, титану, основі, антифрикційний, композиційний
Формула / Реферат:
Композиційний антифрикційний матеріал на основі карбіду титану, який містить залізо, хром, який відрізняється тим, що він додатково містить карбід хрому при такому співвідношенні компонентів, мас. %: карбід хрому 8-16 залізо 16-18 хром 2-4 карбід титану решта.
Попередній патент: Знаряддя для обробітку ґрунту та сівби
Наступний патент: Штам дріжджів saccharomyces cerevisiae y-5027 для виробництва спирту
Випадковий патент: Пристрій зниження напруги