Профільний елемент і спосіб виготовлення профільного елемента



Формула / Реферат
1. Профільний елемент, зокрема будівельний профіль, наприклад профіль для сухого будівництва, фасадний, штукатурний, цокольний профіль, профіль для наливної підлоги, кахельної плитки або кабеленесучий профіль, або стелажна або дренажна шина, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), причому тіло (2) профілю містить щонайменше два окремо виконаних подовжніх відрізки (10, 11),
у кожного подовжнього відрізка (10, 11) є виконана в формі меандру подовжня кромка (12, 13),
подовжні відрізки (10, 11) містять перекривні області (28, 29), які в окремих місцях обмежені подовжніми кромками (12, 13) в формі меандру,
в перекривних областях (28, 29) виконані з'єднувальні засоби (16, 17; 30, 31; 37, 40), за допомогою яких подовжні відрізки (10, 11) зчеплені один з одним в напрямку, поперечному їх подовжній протяжності,
і отвори (5) утворені між ділянками (24, 25) виконаних в формі меандру подовжніх кромок (12, 13) обох подовжніх відрізків (10, 11),
який відрізняється тим, що,
починаючись від відповідної подовжньої кромки (12, 13) в формі меандру, в перекривні області (28, 29) подовжніх відрізків (10, 11) проходять прорізи (16, 17), орієнтовані упоперек подовжній протяжності відповідного подовжнього відрізка (10, 11), причому подовжні відрізки (10, 11) зчеплені за рахунок цих прорізів (16, 17).
2. Профільний елемент, зокрема будівельний профіль, наприклад профіль для сухого будівництва, фасадний, штукатурний, цокольний профіль, профіль для наливної підлоги, кахельної плитки або кабеленесучий профіль, або стелажна або дренажна шина, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), причому тіло (2) профілю містить щонайменше два окремо виконаних подовжніх відрізки (10, 11),
у кожного подовжнього відрізка (10, 11) є виконана в формі меандру подовжня кромка (12, 13),
подовжні відрізки (10, 11) мають перекривні області (28, 29), які в окремих місцях обмежені подовжніми кромками (12, 13) в формі меандру,
в перекривних областях (28, 29) виконані з'єднувальні засоби (16, 17; 30, 31; 37, 40), за допомогою яких подовжні відрізки (10, 11) зчеплені один з одним в напрямку, поперечному їх подовжній протяжності,
і отвори (5) утворені між ділянками (24, 25) виконаних в формі меандру подовжніх кромок (12, 13) обох подовжніх відрізків (10, 11),
який відрізняється тим, що
в перекривних областях (28, 29) одного або обох подовжніх відрізків (10, 11) виконані вставні лапки (30, 37), які входять в приймальні отвори (31, 40), виконані в перекривних областях (28, 29) відповідно іншого подовжнього відрізка (10, 11).
3. Профільний елемент за п. 1 або 2, який відрізняється тим, що кожний подовжній відрізок (10, 11) містить множину, зокрема, Т-подібних ділянок або ділянок (18, 19, 41, 42), що мають форму ребра, які обрамовані подовжніми кромками (12, 13) в формі меандру і розташовуються на відстані, зокрема, від виконаної у вигляді прямолінійної подовжньої смуги (36) області відповідного подовжнього відрізка (10, 11).
4. Профільний елемент за одним з пп. 1-3, який відрізняється тим, що з'єднувальні засоби виконані у вигляді стопорних з'єднувальних засобів (37, 40).
5. Профільний елемент за одним з пп. 1-4, який відрізняється тим, що подовжні відрізки (10, 11) додатково до вставного з'єднання за допомогою з'єднувальних засобів (16, 17; 30, 31; 37, 40) з'єднані один з одним іншими з'єднувальними засобами (27).
6. Профільний елемент за п. 5, який відрізняється тим, що подовжні відрізки (10, 11) додатково з'єднані один з одним, зокрема з використанням тиску, таким способом, як кріплення скобами або відбортовка, за допомогою затиснення, плющення, спресовування, зварювання, склеювання або клепання.
7. Спосіб виготовлення профільного елемента, зокрема будівельного профілю, наприклад профілю для сухого будівництва, фасадного, штукатурного, цокольного профілю, профілю для наливної підлоги, кахельної плитки або кабеленесучого профілю, або стелажної або дренажної шини, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), при якому для одержання тіла (2) профілю виконуються два окремих подовжніх відрізки (10, 11), у кожного з яких є подовжня кромка (12, 13) в формі меандру, причому ці подовжні відрізки (10, 11) містять області (28, 29), які в окремих місцях обмежуються подовжніми кромками (12, 13) в формі меандру,
в цих областях (28, 29) виконують з'єднувальні засоби (16, 17; 30, 31; 37, 40) для зчеплення подовжніх відрізків (10, 11), і
ці подовжні відрізки (10, 11) розводять упоперек їх подовжньої протяжності так, що вказані області обох цих подовжніх відрізків (10, 11) перекриваються, подовжні відрізки (10, 11) зчіплюють за допомогою з'єднувальних засобів (16, 17; 30, 31; 37, 40), і між ділянками (24, 25) подовжніх кромок (12, 13) в формі меандру обох цих подовжніх відрізків (10, 11) утворюються отвори (5),
який відрізняється тим,
що для одержання з'єднувальних засобів виконують, прорізи (16, 17), що починаються від відповідної подовжньої кромки (12, 13) в формі меандру, що проходять в області (28, 29) подовжніх відрізків (10, 11) і орієнтовані упоперек подовжньої протяжності відповідного подовжнього відрізка (10, 11).
8. Спосіб за п. 7, який відрізняється тим, що подовжні відрізки (10, 11) зчіплюються вздовж прорізів (16, 17).
9. Спосіб виготовлення профільного елемента, зокрема будівельного профілю, наприклад профілю для сухого будівництва, фасадного, штукатурного, цокольного профілю, профілю для наливної підлоги, кахельної плитки або кабеленесучого профілю, або стелажної або дренажної шини, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), при якому для одержання тіла (2) профілю виконують два окремі подовжніх відрізки (10, 11), у кожного з яких є подовжня кромка (12, 13) в формі меандру, причому ці подовжні відрізки (10, 11) містять області (28, 29), які в окремих місцях обмежуються подовжніми кромками (12, 13) в формі меандру,
в цих областях (28, 29) виконують з'єднувальні засоби (16, 17; 30, 31; 37, 40) для зчеплення подовжніх відрізків (10, 11), і
ці подовжні відрізки (10, 11) розводять в напрямку упоперек їх подовжньої протяжності так, що вказані області обох цих подовжніх відрізків (10, 11) перекриваються, подовжні відрізки (10, 11) зчіплюються за допомогою з'єднувальних засобів (16, 17; 30, 31; 37, 40), і між ділянками (24, 25) подовжніх кромок (12, 13) в формі меандру обох цих подовжніх відрізків (10, 11) утворюються отвори (5),
який відрізняється тим, що для одержання з'єднувальних засобів у вказаних областях подовжніх відрізків (10, 11) виконують вставні лапки (30, 37) і приймальні отвори (31, 40), і при розведенні подовжніх відрізків (10, 11) вставні лапки (30, 37) входять із зачепленням в приймальні отвори (31, 40).
10. Спосіб за одним з пп. 7-9, який відрізняється тим, що в подовженому смуговому вихідному матеріалі (6) виконують щонайменше один проріз (9) в формі меандру, який проходить в напрямку подовжньої протяжності вихідного матеріалу (6), який ділить вихідний матеріал (6) на два окремих подовжніх відрізки (10, 11).
11. Спосіб за одним з пп. 7-10, який відрізняється тим, що подовжні відрізки (10, 11) розводять по суті перпендикулярно їх подовжній протяжності.
12. Спосіб за одним з пп. 7-11, який відрізняється тим, що подовжні відрізки (10, 11) перед їх розведенням в напрямку упоперек їх подовжньої протяжності зміщують один відносно одного по суті в подовжньому напрямку.
13. Спосіб за одним з пп. 7-12, який відрізняється тим, що подовжні відрізки (10, 11) фіксуються один з одним.
14. Спосіб за одним з пп. 7-13, який відрізняється тим, що перед розведенням області (28, 29) подовжніх відрізків (10, 11) щонайменше в окремих місцях відводять вгору.
15. Спосіб за одним з пп. 7-14, який відрізняється тим, що подовжні відрізки (10, 11) після розведення додатково з'єднуються один з одним, зокрема з використанням тиску, таким способом, як кріплення скобами або відбортовка, за допомогою затиснення, плющення, спресовування, зварювання, склеювання або клепання.
16. Спосіб за одним з пп. 7-15, який відрізняється тим, що виготовляють профільний елемент (1) за одним з пп. 1-6.
Текст
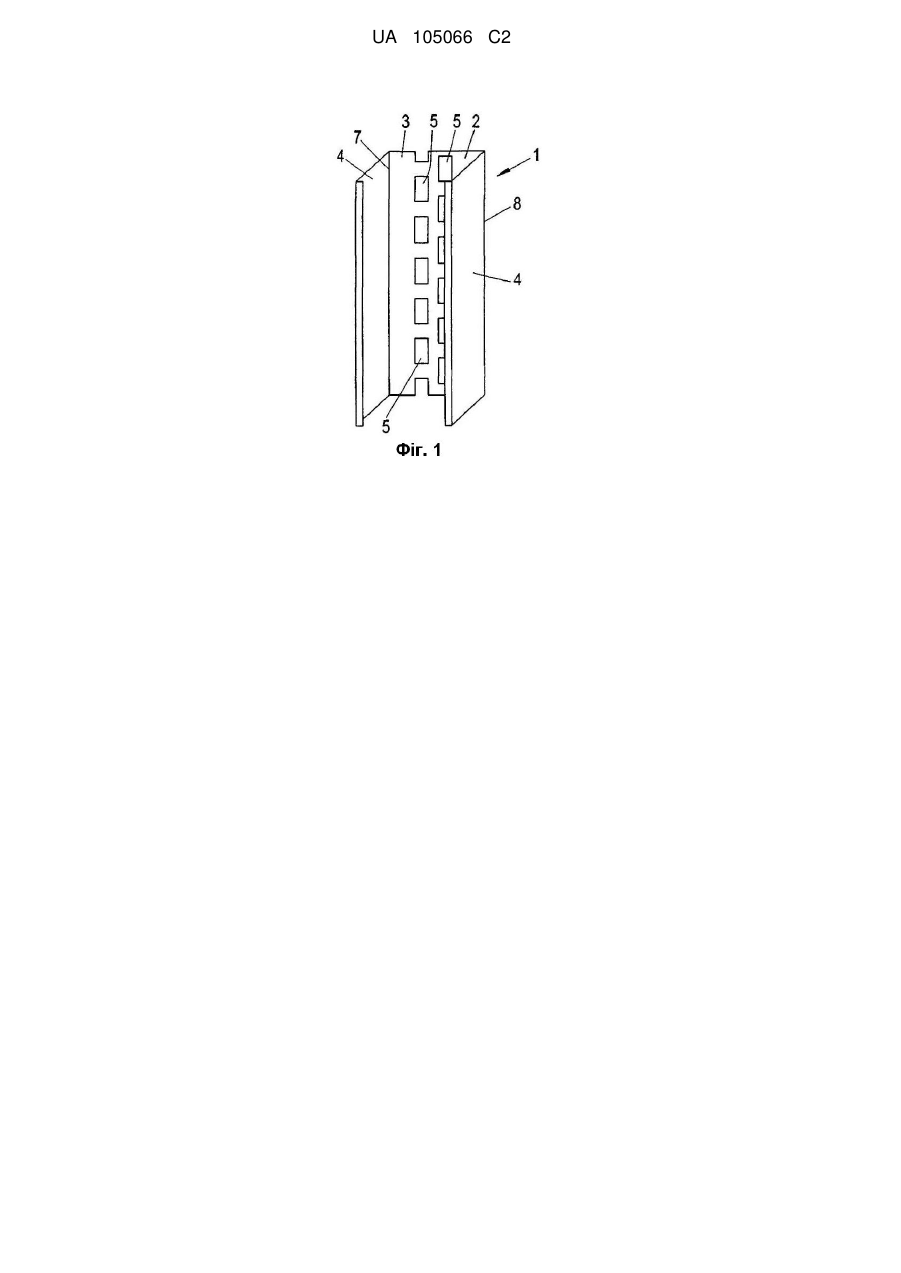
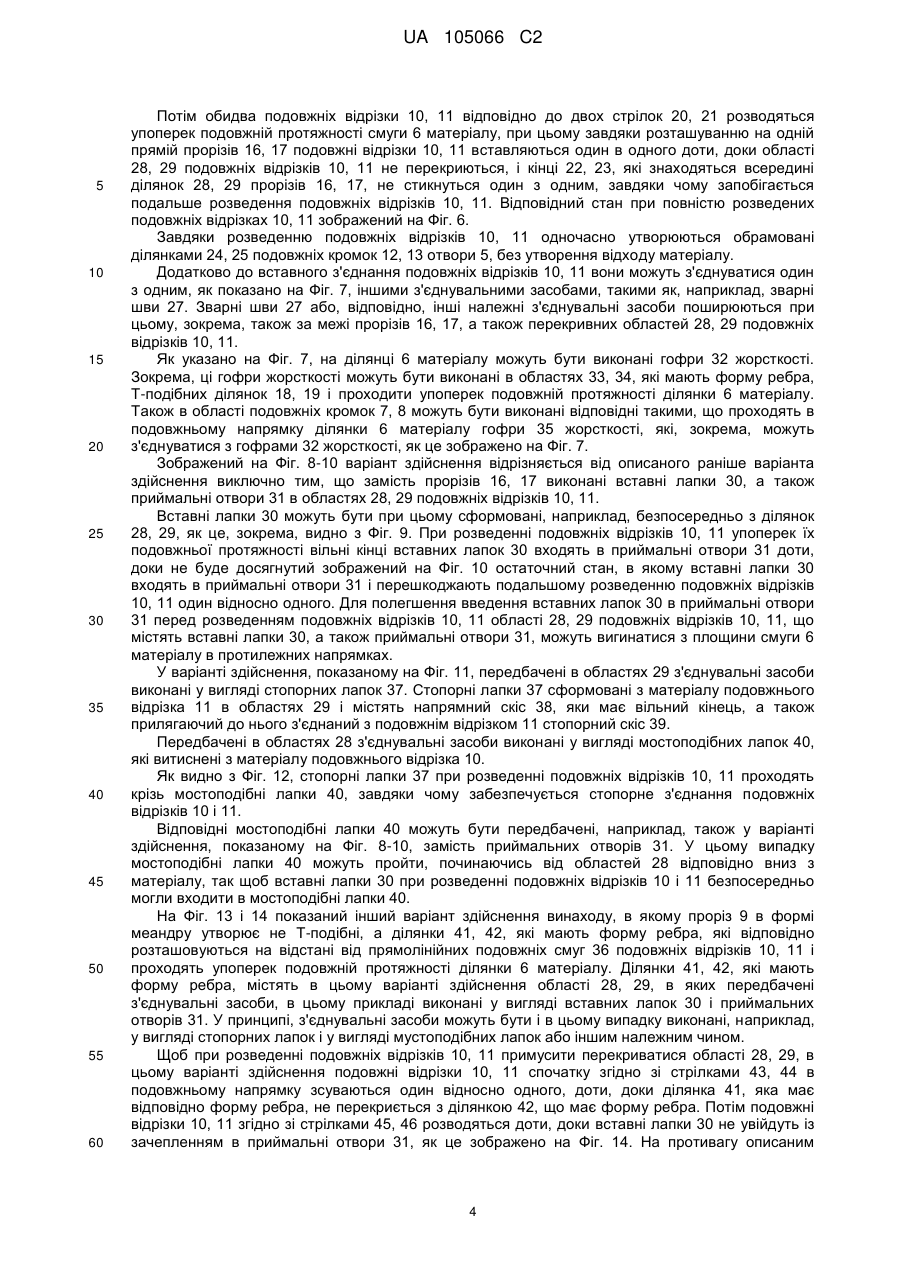
Реферат: Описується профільний елемент (1), зокрема будівельний профіль, наприклад профіль для сухого будівництва, фасадний, штукатурний, цокольний профіль, профіль для наливної підлоги, кахельної плитки або кабеленесучий профіль, або стелажна або дренажна шина, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів. Тіло (2) профілю містить щонайменше два окремо виконаних подовжніх відрізки (10, 11), у кожного з яких є подовжня кромка (12, 13) в формі меандру. Подовжні відрізки (10, 11) містять перекривні області (28, 29), які в окремих місцях обмежені подовжніми кромками (12, 13) в формі меандру. У перекривних (28, 29) виконані з'єднувальні засоби (16, 17; 30, 31; 37, 40), за допомогою яких подовжні відрізки (10, 11) зчеплені один з одним в напрямку, поперечному їх подовжній протяжності. Отвори (5) утворені між ділянками (24, 25) виконаних в формі меандру подовжніх кромок (12, 13) обох подовжніх відрізків (10, 11). Крім того, описується спосіб виготовлення відповідного профільного елемента (1). UA 105066 C2 (12) UA 105066 C2 UA 105066 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується профільного елемента, зокрема, будівельного профілю, наприклад, профілю для сухого будівництва, фасадного, штукатурного, цокольного профілю, профілю для наливної підлоги, кахельної плитки або кабеленесучого профілю, або стелажної або дренажної шини, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло профілю, в якому виконана множина отворів. Крім того, винахід стосується способу виготовлення такого профільного елемента. Профільні елементи такого роду застосовуються, наприклад, у вигляді С-подібних стійкових профілів для сухого будівництва, при цьому передбачені в тілі профільного елемента отвору, наприклад, можуть служити прохідними отворами для кабелів, проводів або інших довгих стрічкових або дротових елементів, а також труб або інших порожнистих тіл. Крім того, ці отвори можуть також служити для вентиляції або забезпечувати можливість потрапляння наповнювальних мас, таких як, наприклад, ізоляційний матеріал. У відомих профільних елементів ці отвори виконуються, наприклад, методом вирубування. Його недолік полягає в тому, що вирубаний матеріал утворює відхід, через що витрати на виготовлення таких профільних елементів підвищуються. Задачею даного винаходу є створити профільний елемент вищеназваного роду, який може виготовлятися просто і з оптимальними витратами і з меншою витратою матеріалу. Крім того, повинен бути запропонований спосіб виготовлення такого профільного елемента. Виходячи з профільного елемента вищеназваного роду, задача, що стосується профільного елемента, вирішується за рахунок того, що тіло профілю містить щонайменше два окремо виконаних подовжніх відрізки, що у кожного подовжнього відрізка є виконана в формі меандру подовжня кромка, що подовжні відрізки містять перекриваючі одна одну області, які в окремих місцях обмежені подовжніми кромками в формі меандру, що в перекривних областях виконані з'єднувальні засоби, за допомогою яких подовжні відрізки зчеплені один з одним в напрямку, поперечному їх подовжній протяжності, і що отвори виконані між ділянками подовжніх кромок в формі меандру двох подовжніх відрізків. Частина задачі, що стосується способу, відповідно до винаходу вирішується, виходячи зі способу вищеназваного роду, за рахунок того, що для одержання тіла профілю виконуються два окремих подовжніх відрізки, у кожного з яких є подовжня кромка в формі меандру, причому ці подовжні відрізки містять області, які в окремих місцях обмежуються подовжніми кромками в формі меандру, причому в цих областях виконуються з'єднувальні засоби, що служать для зчеплення подовжніх відрізків, і ці подовжні відрізки відводять один від одного в напрямку упоперек їх подовжньої протяжності так, що області двох цих подовжніх відрізків перекриваються, подовжні відрізки зчіплюються за допомогою з'єднувальних засобів, і між ділянками подовжніх кромок в формі меандру двох цих подовжніх відрізків утворюються отвори. Таким чином, відповідно до винаходу при одержанні отворів тіла профілю не утворюється відходів, так що можлива економія в порівнянні, наприклад, з їх одержанням шляхом вирубування матеріалу. Іншими словами, при розведенні двох окремо виконаних подовжніх відрізків при однаковій кількості матеріалу забезпечується виконання ширшого профільного елемента. Завдяки виконаним в формі меандру подовжнім кромкам утворюються області подовжніх відрізків, які після їх розведення перекриваються, причому в цих областях виконані з'єднувальні засоби. Таким чином, виготовлення виконаного відповідно до винаходу профільного елемента може здійснюватися дуже просто, оскільки, незважаючи на спочатку окреме виконання двох подовжніх відрізків, при розведенні вони автоматично знов з'єднуються один з одним, причому подовжні відрізки при розведенні зчіплюються. Під поняттям "упоперек" при цьому потрібно розуміти будь-який напрямок, який проходить не виключно в подовжньому напрямку профільного елемента або, відповідно, його подовжніх відрізків. Але зокрема, поняття "упоперек" може означати при цьому також під кутом до подовжньої протяжності профільного елемента або, відповідно, подовжніх відрізків. З'єднувальні засоби можуть бути виконані переважно суцільно з подовжніми відрізками. Однак можливо також, щоб з'єднувальні засоби були виконані у вигляді окремих конструктивних елементів, які закріплені на перекривних областях подовжніх відрізків. За одним з переважних варіантів здійснення винаходу, відповідно починаючись від подовжньої кромки в формі меандру, в перекривні області подовжніх відрізків проходять прорізи, орієнтовані упоперек подовжнього напрямку відповідного подовжнього відрізка, при цьому подовжні відрізки зчеплені за рахунок цих прорізів. Таким чином, з'єднувальні засоби в цьому варіанті здійснення утворюються простими прорізами, що забезпечує можливість дуже простого і оптимального по витратах процесу виготовлення. Переважно альтернативно або додатково в перекривних областях одного або двох подовжніх відрізків можуть бути виконані вставні лапки, які входять в приймальні отвори, 1 UA 105066 C2 5 10 15 20 25 30 35 40 45 50 55 виконані в перекривних областях відповідного іншого подовжнього відрізка. Вставні лапки можуть бути при цьому сформовані, наприклад, безпосередньо з матеріалу подовжніх відрізків. При цьому варіанті здійснення також можливо дуже просте і оптимальне по витратах виконання з'єднувальних засобів у вигляді вставних лапок і приймальних отворів. Переважно кожний подовжній відрізок містить множину, зокрема, Т-подібних ділянок або ділянок, що мають форму ребра, які обрамовані подовжніми кромками в формі меандру і розташовуються на відстані, зокрема, від виконаної у вигляді прямолінійної подовжньої смуги області відповідного подовжнього відрізка. Завдяки цим ділянкам, які, зокрема, мають форму ребра або, відповідно, поперечкам відповідних Т-подібних ділянок утворюються вказані перекривні області, які виступають відносно прилеглих одна до одної подовжніх областей подовжніх відрізків упоперек подовжньої протяжності подовжніх відрізків. При виконанні у вигляді Т-подібних ділянок перекривні області, крім того, виступають уперед в подовжньому напрямку відносно середніх вертикальних ліній Т-подібних ділянок в подовжньому напрямку подовжніх відрізків. Переважно з'єднувальні засоби виконані у вигляді стопорних з'єднувальних засобів. Завдяки цьому не тільки обмежується розведення подовжніх відрізків, але і після повного зчеплення запобігається також протилежний рух роз'єднання такого вставного з'єднання. За іншим переважним варіантом здійснення винаходу подовжні відрізки, додатково до вставного з'єднання за допомогою цих з'єднувальних засобів, з'єднані один з одним іншими з'єднувальними засобами. Так, подовжні відрізки можуть бути додатково з'єднані один з одним, наприклад, з використанням тиску, таким способом, як кріплення скобами або відбортовка, за допомогою затиснення, плющення, спресовування, зварювання, склеювання або клепання або іншого належного методу з'єднання. Це додаткове з'єднання може бути при цьому, зокрема, передбачене в перекривних областях, а також при необхідності в додаткових областях подовжніх відрізків. Окремі подовжні відрізки можуть вже спочатку виготовлятися з окремих ділянок матеріалу. Вони можуть, наприклад, мати однакову або різну товщину матеріалу, а також складатися з однакових або різних матеріалів. Переважно окремі подовжні відрізки можуть виготовлятися з початково єдиної ділянки матеріалу. У цьому випадку в подовженому смуговому вихідному матеріалі може бути виконаний щонайменше один поширюваний в подовжній протяжності вихідного матеріалу проріз в формі меандру, яким вихідний матеріал ділиться на два окремих подовжніх відрізки. В обох випадках вставне з'єднання між двома подовжніми відрізками може забезпечуватися відповідним розведенням подовжніх відрізків. У той час як при виготовленні з спочатку суцільного вихідного матеріалу два цих подовжніх відрізки після виконання прорізу в формі меандру вже можуть бути розташовані в своєму вихідному положенні для розведення; при виготовленні з двох різних ділянок матеріалу два цих подовжніх відрізки спочатку можуть бути приведені у відповідне вихідне положення один відносно одного, в якому, наприклад, ділянка кромок в формі меандру двох подовжніх відрізків в напрямку, поперечному подовжній протяжності профільного елемента або, відповідно, подовжніх відрізків, утворюють піднутрення. В обох випадках шляхом розведення подовжніх відрізків в напрямку, поперечному їх подовжній протяжності, може автоматично забезпечуватися бажане вставне з'єднання, оскільки під час перекривання областей двох подовжніх відрізків при розведенні відповідні з'єднувальні засоби автоматично входять в зачеплення. Додатково за допомогою з'єднувальних засобів забезпечується з'єднання, при якому повне розведення подовжніх відрізків один від одного виявляється неможливим, і цей рух після повного зчеплення подовжніх відрізків обмежується прилеглими одна до одної кромками з'єднувальних засобів. Можливо також, щоб перед рухом розведення подовжніх відрізків упоперек їх подовжньої протяжності подовжні відрізки по суті в подовжньому напрямку зміщувалися один відносно одного для досягнення бажаного вихідного положення для розведення. При цьому вихідне положення переважно вибирається так, щоб при подальшому розведенні подовжніх відрізків області, які повинні перекриватися, перекривалися так, щоб з'єднувальні засоби входили із зачепленням один в одного. Переважно перед рухом розведення області подовжніх відрізків, які повинні перекриватися щонайменше в окремих місцях відводяться вгору, наприклад, загинаються вгору. Тим самим забезпечується, що передбачені з'єднувальні засоби дійсно входять із зачепленням один в одного, і два подовжніх відрізки не можуть відводитися один від одного без взаємного входження в зачеплення з'єднувальних засобів. Інші переважні варіанти здійснення винаходу вказані в залежних пунктах формули винаходу. 2 UA 105066 C2 5 10 15 20 25 30 35 40 45 50 55 Нижче винахід описується детальніше за допомогою прикладів здійснення з посиланням на креслення; на них показано: Фіг. 1: схематичне зображення в перспективі виконаного відповідно до винаходу профільного елемента, Фіг. 2: різні проміжні кроки при виготовленні виконаного відповідно до винаходу профільного елемента, показаного на Фіг. 1, Фіг. 8: проміжний стан ділянки матеріалу, призначеної для утворення другого виконаного відповідно до винаходу профільного елемента, Фіг. 9: детальний вигляд в перспективі зображення, показаного на Фіг. 8, Фіг. 10: детальний вигляд в перспективі другого профільного елемента у другому проміжному кроці виготовлення, Фіг. 11: інший варіант здійснення винаходу, Фіг. 12: варіант здійснення, показаний на Фіг. 11, в зчепленому стані, Фіг. 13: інший варіант здійснення винаходу, Фіг. 14: варіант здійснення, показаний на Фіг. 13, в зчепленому стані, Фіг. 15: інший вигляд варіанта здійснення, показаного на Фіг. 2-7, і Фіг. 16: інший варіант здійснення винаходу. На Фіг. 1 показаний профільний елемент 1, який виконаний у вигляді С-подібного профілю. Профільний елемент 1 містить тіло 2 профілю, у якого є стінка 3 профілю, а також дві полиці 4 профілю, які прилягають до неї збоку, кожна з яких відігнута під прямим кутом відносно стінки 3 профілю. Вільні подовжні кромки полиць 4 профілю, в свою чергу, відігнуті кожна на 90°, утворюючи С-подібний профіль. У принципі запропонований винаходом профільний елемент 1 може бути також виконаний у вигляді U-подібного профілю, L-подібного профілю, Т-подібного профілю, Н-подібного профілю, коритного профілю або Z-подібного профілю. У стінці 3 профілю виконана множина отворів 5, які, наприклад, можуть служити прохідними отворами для кабелів або інших призначених для прокладення елементів. Отвори 5 профільного елемента 1 відповідно до винаходу виготовляються без втрати матеріалу, як це нижче пояснюється детальніше за допомогою Фіг. 2-7. На Фіг. 2 показана смуга 6 матеріалу, наприклад, смуга листового металу, яка служить вихідним матеріалом для тіла 2 профілю. У той час як на Фіг. 2-7 зображена відповідно тільки одна відносно вузька область смуги 6 матеріалу, яка в результаті використовується для утворення стінки 3 профілю, до її зовнішніх кромок 7, 8 можуть відповідно прилягати інші області матеріалу, за допомогою яких шляхом відповідного згинання утворюються, наприклад, полиці 4 профілю. У смузі 6 матеріалу виконаний проріз 9, що проходить в подовжній протяжності смуги 6 матеріалу, в формі меандру, якою смуга 6 матеріалу і разом з тим тіло 2 профілю розділені на два окремих подовжніх відрізки 10, 11. Завдяки прорізу 9 в формі меандру у кожного з подовжніх відрізків 10, 11 утворюється по кромці 12, 13 в формі меандру, які на зображенні, показаному на Фіг. 2, прилягають один до одного без утворення шва. Кожна подовжня кромка 12, 13 в формі меандру містить ділянки кромок, які проходять в подовжньому напрямку, а також що проходять перпендикулярно до неї, при цьому ділянки 14 подовжньої кромки 12 з ділянками 15 подовжньої кромки 13 в напрямку, поперечному подовжній протяжності смуги 6 матеріалу і, тим самим, також профільного елемента 1, утворюють піднутрення. Згідно з Фіг. 3 додатково до прорізу 9 в формі меандру прорізи 16, 17, які відповідно проходять упоперек подовжній протяжності подовжніх відрізків 10, 11, вводяться в подовжні відрізки 10, 11. Кожен з прорізів 16 проходить при цьому, починаючись від утворюючих піднутрення ділянок 14 кромок, в області 28 подовжнього відрізка 10, в той час як кожен з прорізів 17, починаючись від утворюючих піднутрення ділянок 15 кромок, проходить в області 29 подовжнього відрізка 11. При цьому по одному прорізу 16 і прорізу 17 розташовані так, що вони знаходяться на одній лінії один з одним. За рахунок подовжніх кромок 12, 13 в формі меандру утворюються відповідно Т-подібні ділянки 18, 19 подовжніх відрізків 10, 11, при цьому виступаючі в подовжньому напрямку смуги 6 матеріалу частини поперечини Т-подібних ділянок 18, 19 відповідно утворюють області 28, 29, в яких виконані прорізи 16, 17. Крім того, Т-подібні ділянки 18, 19 містять області 33, 34, які мають форму ребра, за допомогою яких поперечки Т-подібних ділянок 18, 19 з'єднані з прямолінійними подовжніми смугами 36 подовжніх відрізків 10, 11. Для одержання остаточної форми стінки 3 профілю спочатку утворюючі піднутрення ділянки 14, 15 відповідних кромок в однаковому напрямку відводяться або, відповідно, загинаються вгору з площини смуги 6 матеріалу, як це зображено на Фіг. 4. 3 UA 105066 C2 5 10 15 20 25 30 35 40 45 50 55 60 Потім обидва подовжніх відрізки 10, 11 відповідно до двох стрілок 20, 21 розводяться упоперек подовжній протяжності смуги 6 матеріалу, при цьому завдяки розташуванню на одній прямій прорізів 16, 17 подовжні відрізки 10, 11 вставляються один в одного доти, доки області 28, 29 подовжніх відрізків 10, 11 не перекриються, і кінці 22, 23, які знаходяться всередині ділянок 28, 29 прорізів 16, 17, не стикнуться один з одним, завдяки чому запобігається подальше розведення подовжніх відрізків 10, 11. Відповідний стан при повністю розведених подовжніх відрізках 10, 11 зображений на Фіг. 6. Завдяки розведенню подовжніх відрізків 10, 11 одночасно утворюються обрамовані ділянками 24, 25 подовжніх кромок 12, 13 отвори 5, без утворення відходу матеріалу. Додатково до вставного з'єднання подовжніх відрізків 10, 11 вони можуть з'єднуватися один з одним, як показано на Фіг. 7, іншими з'єднувальними засобами, такими як, наприклад, зварні шви 27. Зварні шви 27 або, відповідно, інші належні з'єднувальні засоби поширюються при цьому, зокрема, також за межі прорізів 16, 17, а також перекривних областей 28, 29 подовжніх відрізків 10, 11. Як указано на Фіг. 7, на ділянці 6 матеріалу можуть бути виконані гофри 32 жорсткості. Зокрема, ці гофри жорсткості можуть бути виконані в областях 33, 34, які мають форму ребра, Т-подібних ділянок 18, 19 і проходити упоперек подовжній протяжності ділянки 6 матеріалу. Також в області подовжніх кромок 7, 8 можуть бути виконані відповідні такими, що проходять в подовжньому напрямку ділянки 6 матеріалу гофри 35 жорсткості, які, зокрема, можуть з'єднуватися з гофрами 32 жорсткості, як це зображено на Фіг. 7. Зображений на Фіг. 8-10 варіант здійснення відрізняється від описаного раніше варіанта здійснення виключно тим, що замість прорізів 16, 17 виконані вставні лапки 30, а також приймальні отвори 31 в областях 28, 29 подовжніх відрізків 10, 11. Вставні лапки 30 можуть бути при цьому сформовані, наприклад, безпосередньо з ділянок 28, 29, як це, зокрема, видно з Фіг. 9. При розведенні подовжніх відрізків 10, 11 упоперек їх подовжньої протяжності вільні кінці вставних лапок 30 входять в приймальні отвори 31 доти, доки не буде досягнутий зображений на Фіг. 10 остаточний стан, в якому вставні лапки 30 входять в приймальні отвори 31 і перешкоджають подальшому розведенню подовжніх відрізків 10, 11 один відносно одного. Для полегшення введення вставних лапок 30 в приймальні отвори 31 перед розведенням подовжніх відрізків 10, 11 області 28, 29 подовжніх відрізків 10, 11, що містять вставні лапки 30, а також приймальні отвори 31, можуть вигинатися з площини смуги 6 матеріалу в протилежних напрямках. У варіанті здійснення, показаному на Фіг. 11, передбачені в областях 29 з'єднувальні засоби виконані у вигляді стопорних лапок 37. Стопорні лапки 37 сформовані з матеріалу подовжнього відрізка 11 в областях 29 і містять напрямний скіс 38, яки має вільний кінець, а також прилягаючий до нього з'єднаний з подовжнім відрізком 11 стопорний скіс 39. Передбачені в областях 28 з'єднувальні засоби виконані у вигляді мостоподібних лапок 40, які витиснені з матеріалу подовжнього відрізка 10. Як видно з Фіг. 12, стопорні лапки 37 при розведенні подовжніх відрізків 10, 11 проходять крізь мостоподібні лапки 40, завдяки чому забезпечується стопорне з'єднання подовжніх відрізків 10 і 11. Відповідні мостоподібні лапки 40 можуть бути передбачені, наприклад, також у варіанті здійснення, показаному на Фіг. 8-10, замість приймальних отворів 31. У цьому випадку мостоподібні лапки 40 можуть пройти, починаючись від областей 28 відповідно вниз з матеріалу, так щоб вставні лапки 30 при розведенні подовжніх відрізків 10 і 11 безпосередньо могли входити в мостоподібні лапки 40. На Фіг. 13 і 14 показаний інший варіант здійснення винаходу, в якому проріз 9 в формі меандру утворює не Т-подібні, а ділянки 41, 42, які мають форму ребра, які відповідно розташовуються на відстані від прямолінійних подовжніх смуг 36 подовжніх відрізків 10, 11 і проходять упоперек подовжній протяжності ділянки 6 матеріалу. Ділянки 41, 42, які мають форму ребра, містять в цьому варіанті здійснення області 28, 29, в яких передбачені з'єднувальні засоби, в цьому прикладі виконані у вигляді вставних лапок 30 і приймальних отворів 31. У принципі, з'єднувальні засоби можуть бути і в цьому випадку виконані, наприклад, у вигляді стопорних лапок і у вигляді мустоподібних лапок або іншим належним чином. Щоб при розведенні подовжніх відрізків 10, 11 примусити перекриватися області 28, 29, в цьому варіанті здійснення подовжні відрізки 10, 11 спочатку згідно зі стрілками 43, 44 в подовжньому напрямку зсуваються один відносно одного, доти, доки ділянка 41, яка має відповідно форму ребра, не перекриється з ділянкою 42, що має форму ребра. Потім подовжні відрізки 10, 11 згідно зі стрілками 45, 46 розводяться доти, доки вставні лапки 30 не увійдуть із зачепленням в приймальні отвори 31, як це зображено на Фіг. 14. На противагу описаним 4 UA 105066 C2 5 10 15 20 25 30 35 40 45 50 55 60 раніше варіантам здійснення в цьому варіанті здійснення отвору 5 виконані не чергуючись зі зміщенням, а розташовуючись в подовжньому напрямку, безпосередньо один за одним, і мають велику ширину, як це видно з Фіг. 14. З зображення, показаного на Фіг. 15, видно, що відведення вгору областей 28, 29 перед розведенням подовжніх відрізків 10, 11 може також здійснюватися таким чином, щоб зовнішні окремі області 28', 29', які утворюються завдяки прорізам 16, 17, на своїх вільних кінцях підводилися, так щоб прорізи 16, 17 дещо розширювалися. Таким чином, забезпечується надійне зчеплення подовжніх відрізків 10, 11 при їх розведенні. На Фіг. 16 показаний варіант здійснення винаходу, який, з одного боку, дійсно оснований на зображеному на Фіг. 2 малюнку перерізу, тобто проріз 9 в формі меандру виконаний таким чином, що утворюються Т-подібні ділянки 18, 19. Однак з іншого боку, для виготовлення профільного елемента 1 подовжні відрізки 10, 11, як описано в зв'язку з Фіг. 13 і 14, спочатку зміщуються один відносно одного в подовжньому напрямку згідно зі стрілками 43, 44, доти, доки області 33, 34, які мають форму ребра, Тподібних ділянок 18, 19 не будуть прилягати одна до одної. Тільки в наступному кроці подовжні відрізки 10, 11 розводяться упоперек їх подовжній протяжності доти, доки вони за рахунок прорізів 16, 17 не будуть вставлені один в одного, як це показано на Фіг. 16. У цьому варіанті отвори, що утворюються 5 в порівнянні з описаними раніше варіантами здійснення мають збільшені розміри, як в подовжньому напрямку, так і в поперечному напрямку. У цьому варіанті також з'єднувальні засоби, як у всіх інших варіантах, можуть бути утворені не тільки прорізами, але й іншими описаними видами з'єднувальних засобів. В іншому варіанти здійснення, показані на Фіг. 8-16, можуть мати всі ознаки, описані в зв'язку з варіантом здійснення, показаним на Фіг. 2-7. Зокрема, також подовжні відрізки 10, 11 цих інших варіантів здійснення можуть з'єднуватися один з одним додатковими з'єднувальними засобами після повного розведення, як це вже було описано в зв'язку з першим прикладом здійснення. СПЕЦИФІКАЦІЯ ПОЗИЦІЙ 1 Профільний елемент 2 Тіло профілю 3 Стінка профілю 4 Полиця профілю 5 Отвори 6 Смуга матеріалу 7 Зовнішня кромка 8 Зовнішня кромка 9 Проріз в формі меандру 10 Подовжній відрізок 11 Подовжній відрізок 12 Подовжня кромка в формі меандру 13 Подовжня кромка в формі меандру 14 Ділянки кромки 15 Ділянки кромки 16 Прорізи 17 Прорізи 18 Т-подібні ділянки 19 Т-подібні ділянки 20 Стрілка 21 Стрілка 22 Кінець прорізу 16 23 Кінець прорізу 17 24 Ділянки подовжніх кромок 12, 13 в формі меандру 25 Ділянки подовжніх кромок 12, 13 в формі меандру 27 Зварні шви 28 Перекривні області 28' Окрема область поз. 28 29 Перекривні області 29' Окрема область поз. 29 30 Вставні лапки 31 Приймальні отвори 32 Гофри жорсткості 5 UA 105066 C2 5 10 33 Області, що мають форму ребра 34 Області, що мають форму ребра 35 Гофри жорсткості 36 Подовжня смуга 37 Стопорна лапка 38 Напрямний скіс 39 Стопорний скіс 40 Мостоподібні лапки 41 Ділянки, що мають форму ребра 42 Ділянки, що мають форму ребра 43 Стрілка 44 Стрілка 45 Стрілка 46 Стрілка 15 ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Профільний елемент, зокрема будівельний профіль, наприклад профіль для сухого будівництва, фасадний, штукатурний, цокольний профіль, профіль для наливної підлоги, кахельної плитки або кабеленесучий профіль, або стелажна або дренажна шина, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), причому тіло (2) профілю містить щонайменше два окремо виконаних подовжніх відрізки (10, 11), у кожного подовжнього відрізка (10, 11) є виконана в формі меандру подовжня кромка (12, 13), подовжні відрізки (10, 11) містять перекривні області (28, 29), які в окремих місцях обмежені подовжніми кромками (12, 13) в формі меандру, в перекривних областях (28, 29) виконані з'єднувальні засоби (16, 17; 30, 31; 37, 40), за допомогою яких подовжні відрізки (10, 11) зчеплені один з одним в напрямку, поперечному їх подовжній протяжності, і отвори (5) утворені між ділянками (24, 25) виконаних в формі меандру подовжніх кромок (12, 13) обох подовжніх відрізків (10, 11), який відрізняється тим, що, починаючись від відповідної подовжньої кромки (12, 13) в формі меандру, в перекривні області (28, 29) подовжніх відрізків (10, 11) проходять прорізи (16, 17), орієнтовані упоперек подовжній протяжності відповідного подовжнього відрізка (10, 11), причому подовжні відрізки (10, 11) зчеплені за рахунок цих прорізів (16, 17). 2. Профільний елемент, зокрема будівельний профіль, наприклад профіль для сухого будівництва, фасадний, штукатурний, цокольний профіль, профіль для наливної підлоги, кахельної плитки або кабеленесучий профіль, або стелажна або дренажна шина, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), причому тіло (2) профілю містить щонайменше два окремо виконаних подовжніх відрізки (10, 11), у кожного подовжнього відрізка (10, 11) є виконана в формі меандру подовжня кромка (12, 13), подовжні відрізки (10, 11) мають перекривні області (28, 29), які в окремих місцях обмежені подовжніми кромками (12, 13) в формі меандру, в перекривних областях (28, 29) виконані з'єднувальні засоби (16, 17; 30, 31; 37, 40), за допомогою яких подовжні відрізки (10, 11) зчеплені один з одним в напрямку, поперечному їх подовжній протяжності, і отвори (5) утворені між ділянками (24, 25) виконаних в формі меандру подовжніх кромок (12, 13) обох подовжніх відрізків (10, 11), який відрізняється тим, що в перекривних областях (28, 29) одного або обох подовжніх відрізків (10, 11) виконані вставні лапки (30, 37), які входять в приймальні отвори (31, 40), виконані в перекривних областях (28, 29) відповідно іншого подовжнього відрізка (10, 11). 3. Профільний елемент за п. 1 або 2, який відрізняється тим, що кожний подовжній відрізок (10, 11) містить множину, зокрема, Т-подібних ділянок або ділянок (18, 19, 41, 42), що мають форму ребра, які обрамовані подовжніми кромками (12, 13) в формі меандру і розташовуються на відстані, зокрема, від виконаної у вигляді прямолінійної подовжньої смуги (36) області відповідного подовжнього відрізка (10, 11). 6 UA 105066 C2 5 10 15 20 25 30 35 40 45 50 55 4. Профільний елемент за одним з пп. 1-3, який відрізняється тим, що з'єднувальні засоби виконані у вигляді стопорних з'єднувальних засобів (37, 40). 5. Профільний елемент за одним з пп. 1-4, який відрізняється тим, що подовжні відрізки (10, 11) додатково до вставного з'єднання за допомогою з'єднувальних засобів (16, 17; 30, 31; 37, 40) з'єднані один з одним іншими з'єднувальними засобами (27). 6. Профільний елемент за п. 5, який відрізняється тим, що подовжні відрізки (10, 11) додатково з'єднані один з одним, зокрема з використанням тиску, таким способом, яккріплення скобами або відбортовка, за допомогою затиснення, плющення, спресовування, зварювання, склеювання або клепання. 7. Спосіб виготовлення профільного елемента, зокрема будівельного профілю, наприклад профілю для сухого будівництва, фасадного, штукатурного, цокольного профілю, профілю для наливної підлоги, кахельної плитки або кабеленесучого профілю, або стелажної або дренажної шини, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), при якому для одержання тіла (2) профілю виконуються два окремих подовжніх відрізки (10, 11), у кожного з яких є подовжня кромка (12, 13) в формі меандру, причому ці подовжні відрізки (10, 11) містять області (28, 29), які в окремих місцях обмежуються подовжніми кромками (12, 13) в формі меандру, в цих областях (28, 29) виконують з'єднувальні засоби (16, 17; 30, 31; 37, 40) для зчеплення подовжніх відрізків (10, 11), і ці подовжні відрізки (10, 11) розводять упоперек їх подовжньої протяжності так, що вказані області обох цих подовжніх відрізків (10, 11) перекриваються, подовжні відрізки (10, 11) зчіплюють за допомогою з'єднувальних засобів (16, 17; 30, 31; 37, 40), і між ділянками (24, 25) подовжніх кромок (12, 13) в формі меандру обох цих подовжніх відрізків (10, 11) утворюються отвори (5), який відрізняється тим, що для одержання з'єднувальних засобів виконують, прорізи (16, 17), що починаються від відповідної подовжньої кромки (12, 13) в формі меандру, що проходять в області (28, 29) подовжніх відрізків (10, 11) і орієнтовані упоперек подовжньої протяжності відповідного подовжнього відрізка (10, 11). 8. Спосіб за п. 7, який відрізняється тим, що подовжні відрізки (10, 11) зчіплюються вздовж прорізів (16, 17). 9. Спосіб виготовлення профільного елемента, зокрема будівельного профілю, наприклад профілю для сухого будівництва, фасадного, штукатурного, цокольного профілю, профілю для наливної підлоги, кахельної плитки або кабеленесучого профілю, або стелажної або дренажної шини, що містить, зокрема, металеве або виконане з полімерного матеріалу видовжене тіло (2) профілю, в якому виконана множина отворів (5), при якому для одержання тіла (2) профілю виконують два окремі подовжніх відрізки (10, 11), у кожного з яких є подовжня кромка (12, 13) в формі меандру, причому ці подовжні відрізки (10, 11) містять області (28, 29), які в окремих місцях обмежуються подовжніми кромками (12, 13) в формі меандру, в цих областях (28, 29) виконують з'єднувальні засоби (16, 17; 30, 31; 37, 40) для зчеплення подовжніх відрізків (10, 11), і ці подовжні відрізки (10, 11) розводять в напрямку упоперек їх подовжньої протяжності так, що вказані області обох цих подовжніх відрізків (10, 11) перекриваються, подовжні відрізки (10, 11) зчіплюються за допомогою з'єднувальних засобів (16, 17; 30, 31; 37, 40), і між ділянками (24, 25) подовжніх кромок (12, 13) в формі меандру обох цих подовжніх відрізків (10, 11) утворюються отвори (5), який відрізняється тим, що для одержання з'єднувальних засобів у вказаних областях подовжніх відрізків (10, 11) виконують вставні лапки (30, 37) і приймальні отвори (31, 40), і при розведенні подовжніх відрізків (10, 11) вставні лапки (30, 37) входять із зачепленням в приймальні отвори (31, 40). 10. Спосіб за одним з пп. 7-9, який відрізняється тим, що в подовженому смуговому вихідному матеріалі (6) виконують щонайменше один проріз (9) в формі меандру, який проходить в напрямку подовжньої протяжності вихідного матеріалу (6), який ділить вихідний матеріал (6) на два окремих подовжніх відрізки (10, 11). 11. Спосіб за одним з пп. 7-10, який відрізняється тим, що подовжні відрізки (10, 11) розводять по суті перпендикулярно їх подовжній протяжності. 12. Спосіб за одним з пп. 7-11, який відрізняється тим, що подовжні відрізки (10, 11) перед їх розведенням в напрямку упоперек їх подовжньої протяжності зміщують один відносно одного по суті в подовжньому напрямку. 7 UA 105066 C2 5 10 13. Спосіб за одним з пп. 7-12, який відрізняється тим, що подовжні відрізки (10, 11) фіксуються один з одним. 14. Спосіб за одним з пп. 7-13, який відрізняється тим, що перед розведенням області (28, 29) подовжніх відрізків (10, 11) щонайменше в окремих місцях відводять вгору. 15. Спосіб за одним з пп. 7-14, який відрізняється тим, що подовжні відрізки (10, 11) після розведення додатково з'єднуються один з одним, зокрема з використанням тиску, таким способом, як кріплення скобами або відбортовка, за допомогою затиснення, плющення, спресовування, зварювання, склеювання або клепання. 16. Спосіб за одним з пп. 7-15, який відрізняється тим, що виготовляють профільний елемент (1) за одним з пп. 1-6. 8 UA 105066 C2 9 UA 105066 C2 10 UA 105066 C2 11 UA 105066 C2 12 UA 105066 C2 13 UA 105066 C2 14 UA 105066 C2 15 UA 105066 C2 16 UA 105066 C2 17 UA 105066 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюProfile element and method for manufacturing a profile element
Автори англійськоюMaisch, Christof
Автори російськоюМайш Кристоф
МПК / Мітки
Мітки: профільний, виготовлення, елемента, профільного, елемент, спосіб
Код посилання
<a href="https://ua.patents.su/20-105066-profilnijj-element-i-sposib-vigotovlennya-profilnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Профільний елемент і спосіб виготовлення профільного елемента</a>
Площинний металевий елемент (варіанти), профільний елемент та спосіб виготовлення металевого елемента (варіанти)
Номер патенту: 81645
Опубліковано: 25.01.2008
Автор: Креттенауер Кіліан
МПК: E04C 2/08, E04C 2/30, E04C 3/04
Мітки: елемент, виготовлення, профільний, елемента, металевій, площинний, спосіб, металевого, варіанти
Формула / Реферат:
1. Площинний металевий елемент з поверхнею (13), що простягається від першої зовнішньої кромки (8) до протилежної першій зовнішній кромці (8) другої зовнішньої кромки (9), причому прилегла до першої зовнішньої кромки (8) зона металевого елемента утворює першу крайову зону (26), а прилегла до другої зовнішньої кромки (9) зона металевого елемента утворює другу крайову зону (27), вказані крайові зони (26, 27) зв’язані між собою розміщеною між...
Профільний елемент для виготовлення світлодіодних світильників
Номер патенту: 76773
Опубліковано: 10.01.2013
Автор: Дьомін Дмитро Сергійович
МПК: H05K 5/00
Мітки: світлодіодних, світильників, виготовлення, профільний, елемент
Формула / Реферат:
1. Профільний елемент для виготовлення світлодіодних світильників, який складається з центрального і бічних елементів, причому на бічних елементах виконані установні пази з можливістю розміщення в них щонайменше одного листового світлопроникного елемента, який відрізняється тим, що пази виконані ступінчастими, а на центральному елементі виконані подовжні напрямні канавки з можливістю використання їх як розмітки при установці світлодіодних...
Спосіб виготовлення елемента, що містить мінеральне волокно, елемент, виготовлений цим способом, та пристрій для виготовлення елемента
Номер патенту: 102327
Опубліковано: 25.06.2013
Автори: Розенберг Горм, Крістенсен Кенн
МПК: D04H 1/54, D01G 9/00, D04H 13/00, B27N 3/14, D04H 1/72
Мітки: спосіб, пристрій, елемента, виготовлення, способом, містить, цим, волокно, мінеральне, виготовлений, елемент
Формула / Реферат:
1. Спосіб виготовлення елемента, що містить мінеральне волокно, який включає етапи, на яких:забезпечують мінеральне волокно в кількості, що становить від 90 мас.% до 99 мас.% від загальної маси вихідних матеріалів у вигляді зібраного волокнистого полотна;забезпечують зв'язуюче в кількості, що становить від 1 мас.% до 10 мас.% від загальної маси вихідних матеріалів;піддають зібране волокнисте полотно процесу...
Фільтруючий елемент для курильного виробу, курильний виріб, що містить фільтруючий елемент, спосіб виготовлення фільтруючого елемента та нитка для фільтруючого елемента
Номер патенту: 100076
Опубліковано: 12.11.2012
Автори: Д'юк Мартін, Олівейра Пауло
Мітки: курильний, курильного, містить, нитка, фільтруючого, виробу, елемент, спосіб, виріб, виготовлення, фільтруючий, елемента
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу й нитку, що має щонайменше одну приклеєну до неї частку тютюну й витягнуту по суті подовжньо через тампон фільтруючого матеріалу.2. Фільтруючий елемент за п. 1, який відрізняється тим, що нитка витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями тампона фільтруючого матеріалу.3. Фільтруючий елемент за п. 2, який...
Елемент безпеки з ефектом зміни кольору для захисту від підробок, матеріал плівки, придатний для виготовлення елемента безпеки, і спосіб виготовлення та перевірки елемента безпеки
Номер патенту: 91012
Опубліковано: 25.06.2010
Автори: Бергсманн Мартін, Кеплінгер Юрген, Вальтер Гаральд, Бауер Георг, Кастнер Фрідріх
МПК: B42D 15/10, B42D 15/00
Мітки: елемент, перевірки, захисту, придатній, плівки, ефектом, елемента, безпеки, кольору, підробок, зміни, спосіб, матеріал, виготовлення
Формула / Реферат:
1. Елемент безпеки для захисту від підробок, який складається принаймні з одного шару, що відбиває електромагнітні хвилі, полімерного проміжного шару і шару, виконаного з металевого кластеру, який відрізняється тим, що один або кілька шарів додатково до їх функції в утворенні ефекту зміни кольору виконують електропровідну та/або магнітну, та/або флуоресцентну, та/або юридичну функцію.2. Елемент безпеки для захисту від підробок за п....
Попередній патент: Ящик
Наступний патент: Причальна споруда
Випадковий патент: Теплоагрегат газоповітряний для одержування рівномірного газопотоку