Площинний металевий елемент (варіанти), профільний елемент та спосіб виготовлення металевого елемента (варіанти)
Формула / Реферат
1. Площинний металевий елемент з поверхнею (13), що простягається від першої зовнішньої кромки (8) до протилежної першій зовнішній кромці (8) другої зовнішньої кромки (9), причому прилегла до першої зовнішньої кромки (8) зона металевого елемента утворює першу крайову зону (26), а прилегла до другої зовнішньої кромки (9) зона металевого елемента утворює другу крайову зону (27), вказані крайові зони (26, 27) зв’язані між собою розміщеною між ними середньою зоною (28), принаймні у одній із крайових зон (26, 27) виконаний принаймні один повністю оточений наскрізний отвір (22, 23), оточення якого утворене частково цією крайовою зоною (26, 27) і частково середньою зоною (28), середня зона (28) має принаймні дві ділянки (29, 30), які складаються із двох розміщених зовні субділянок (31, 33, 34, 36) і розміщених між ними середніх субділянок (32, 35), розміщені зовні субділянки (31, 33, 34, 36) для утворення наскрізного отвору (22, 23) відігнуті відносно середніх субділянок (32, 35), ділянки (29, 30) утворюють частину оточення наскрізного отвору (22, 23), а середня зона (28) включно з ділянками (29, 30) виконана як одне ціле з обома крайовими зонами (26, 27) металевого елемента, який відрізняється тим, що у середній зоні (28) утворена відповідна кожній ділянці (29, 30) принаймні одна однотипна наступна ділянка (29, 30), причому відповідні одна одній ділянки (29, 29; 30, 30) розміщені одна за одною у напрямку від першої крайової зони (26) до другої крайової зони (27), а кожна із двох зовнішніх субділянок (31, 33; 34, 36) цієї ділянки (29, 30) безпосередньо з’єднана з відповідною зовнішньою субділянкою (31, 33; 34, 36) іншої ділянки (29, 30) плоскою зоною (24, 25) металевого елемента.
2. Площинний металевий елемент з поверхнею (13), що простягається від першої зовнішньої кромки (8) до протилежної першій зовнішній кромці (8) другої зовнішньої кромки (9), причому прилегла до першої зовнішньої кромки (8) зона металевого елемента утворює першу крайову зону (26), а прилегла до другої зовнішньої кромки (9) зона металевого елемента утворює другу крайову зону (27), вказані крайові зони (26, 27) зв’язані між собою розміщеною між ними середньою зоною (28), принаймні у одній із крайових зон (26, 27) виконаний принаймні один повністю оточений наскрізний отвір (22, 23), оточення якого утворене частково цією крайовою зоною (26, 27) і частково середньою зоною (28), середня зона (28) має принаймні дві ділянки (29, 30), які складаються із двох розміщених зовні субділянок (31, 33, 34, 36) і розміщених між ними середніх субділянок (32, 35), розміщені зовні субділянки (31, 33, 34, 36) для утворення наскрізного отвору (22, 23) відігнуті відносно середніх субділянок (32, 35), ділянки (29, 30) утворюють частину оточення наскрізного отвору (22, 23), а середня зона (28) включно з ділянками (29, 30) виконана як одне ціле з обома крайовими зонами (26, 27) металевого елемента, який відрізняється тим, що передбачено два утворених згинанням зовнішніх субділянок (31, 33, 34, 36) відносно середньої субділянки (32, 35) згинальних ребра (16, 17; 18, 19), з яких згинальне ребро (17; 19), розміщене ближче до першої зовнішньої кромки (8) металевого елемента, орієнтоване у напрямку першої зовнішньої кромки (8), а згинальне ребро (16; 18), розміщене ближче до другої зовнішньої кромки (9), орієнтоване у напрямку другої зовнішньої кромки (9).
3. Металевий елемент за п. 1 або 2, який відрізняється тим, що принаймні частина зовнішніх субділянок (31, 33, 34, 36) зігнуті одна відносно іншої у протилежних напрямках.
4. Металевий елемент за п. 3, який відрізняється тим, що одна із зовнішніх субділянок (31, 34) відігнута до верхньої поверхні середньої субділянки (32, 35), а інша зовнішня субділянка (33, 36) відігнута до нижньої поверхні середньої субділянки (32, 35).
5. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що принаймні частина зовнішніх субділянок відігнуті однаково, тобто у одному напрямку.
6. Металевий елемент за п. 5, який відрізняється тим, що обидві зовнішні субділянки відігнуті в один бік, тобто обидві або до верхньої поверхні, або до нижньої поверхні середньої субділянки.
7. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що принаймні у одній крайовій зоні (26, 27) виконано кілька наскрізних отворів (22, 23).
8. Металевий елемент за п. 7, який відрізняється тим, що у кожній крайовій зоні (26, 27) виконано кілька наскрізних отворів (22, 23).
9. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що у середній зоні (28) виконані додаткові наскрізні отвори.
10. Металевий елемент за п. 9, який відрізняється тим, що наскрізні отвори у середній зоні (28) виконані відповідно до наскрізних отворів (22, 23) у крайових зонах (26, 27).
11. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що ділянка (29, 30) виконана у вигляді перемички (10, 10', 10", 11, 11', 11") з паралельними бічними кромками.
12. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що бічні кромки різних перемичок (10, 10', 10", 11, 11', 11") орієнтовані паралельно одна до одної або похило одна до одної.
13. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що відстань (12, 12') між першою і другою зовнішніми кромками (8, 9) з відігнутими субділянками (31, 33, 34, 36) значно більша, ніж з невідігнутими субділянками (31, 33, 34, 36).
14. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що відстань (12') з відігнутими субділянками (31, 33, 34, 36) в 1,3-4 рази, зокрема в 2-3 рази більша, ніж відстань (12) з невідігнутими субділянками (31, 33, 34, 36).
15. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що наскрізні отвори (22, 23) повторюються через однакові відстані.
16. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що матеріал металевого елемента в основному нерозтягнутий, тобто при виготовленні наскрізних отворів матеріал не зазнає розтягу.
17. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що крайові зони (26, 27) за винятком наскрізних отворів (22, 23) мають в основному рівну поверхню.
18. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що поверхня (13) металевого елемента за винятком наскрізних отворів (22, 23) виконана в основному рівною.
19. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що відігнуті зовнішні субділянки (31, 33, 34, 36) утворюють з середньою субділянкою (32, 35) кут від 110º до 0º, переважно від 90º до 0º, особливо переважно від 45º до 0º, зокрема від 10º до 0º.
20. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що кожна відігнута зовнішня субділянка (31, 33, 34, 36), безпосередньо зв’язана з крайовою зоною (26, 27), плавно, зокрема плоско переходить у зв’язану з нею крайову зону (26, 27).
21. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що до першої і/або до другої зовнішньої кромки (8, 9) примикає інша металева ділянка (53, 54), яка разом із розміщеним між першою і другою крайовими кромками (8, 9) матеріалом утворює кутовий профіль (51, 52).
22. Металевий елемент за п. 21, який відрізняється тим, що кутовий профіль (51, 52) виконаний L-подібним, V-подібним, U-подібним, С-подібним, Т-подібним, І-подібним чи Z-подібним.
23. Металевий елемент за п. 21 або 22, який відрізняється тим, що інша металева ділянка (53, 54) чи інші металеві ділянки виконані як одне ціле з рештою металевого елемента.
24. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що він додатково до першої і другої крайових зон (26, 27) має третю і четверту крайові зони, розміщені одна навпроти іншої і орієнтовані перпендикулярно до першої і другої крайових зон (26, 27), а також тим, що виконання поверхні (13) у напрямку від третьої крайової зони до четвертої крайової зони в основному відповідає виконанню поверхні (13) у напрямку від першої до другої крайової зони (26, 27).
25. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що для підвищення жорсткості проти згинання виконані одна за одною по довжині металевого елемента ділянки (29, 30) розміщені не виключно вздовж прямої лінії, зокрема у поздовжньому напрямку металевого елемента, а принаймні деякі ділянки (29, 30) розміщені з бічним зміщенням одна відносно іншої.
26. Застосування металевого елемента за будь-яким із попередніх пунктів як профільного елемента (51, 52), зокрема як кутового чи стоякового профілю, як захисної решітки, як секції паркану, як фільтрувальної мати, як звукоізоляційного елемента, як підвісного каркаса, як підніжки, як армувальної сітки, як вкладки у композиційні матеріали, як кабельного каналу, як перфорованої смуги, як монтажного елемента чи як облицювального профілю.
27. Спосіб виготовлення металевого елемента з ознаками будь-якого із попередніх пунктів, згідно з яким, для виготовлення ділянок (29, 30) у полотні (1) матеріалу виконують надрізи (2, 3, 37, 38) за попередньо заданим шаблоном, а для виготовлення наскрізних отворів (22, 23) зовнішні субділянки (31, 33, 34, 36) відгинають відносно середніх субділянок (32, 35), який відрізняється тим, що для відгинання зовнішніх субділянок (31, 33, 34, 36) відносно середніх субділянок (32, 35) крайові зони (26, 27) металевого елемента переміщують одну відносно іншої у протилежних напрямках доти, доки вони після взаємного відхилення не розмістяться знову в одній площині.
28. Спосіб виготовлення металевого елемента з ознаками будь-якого із попередніх пунктів, згідно з яким для виготовлення ділянок (29, 30) у полотні (1) матеріалу виконують надрізи (2, 3, 37, 38) за попередньо заданим шаблоном, а для виготовлення наскрізних отворів (22, 23) зовнішні субділянки (31, 33, 34, 36) відгинають відносно середніх субділянок (32, 35), зокрема за п. 27, який відрізняється тим, що надрізи (2, 3, 37, 38) у полотні (1) матеріалу виконують методом ротаційного різання або методом лазерного різання.
29. Спосіб за п. 27 або 28, який відрізняється тим, що після відгинання металевий елемент вирівнюють у вальцювальному пристрої.
30. Спосіб за п. 27 або 28, який відрізняється тим, що за допомогою вальцювального пристрою, зокрема у середній зоні (28), здійснюють наклеп полотна матеріалу.
Текст
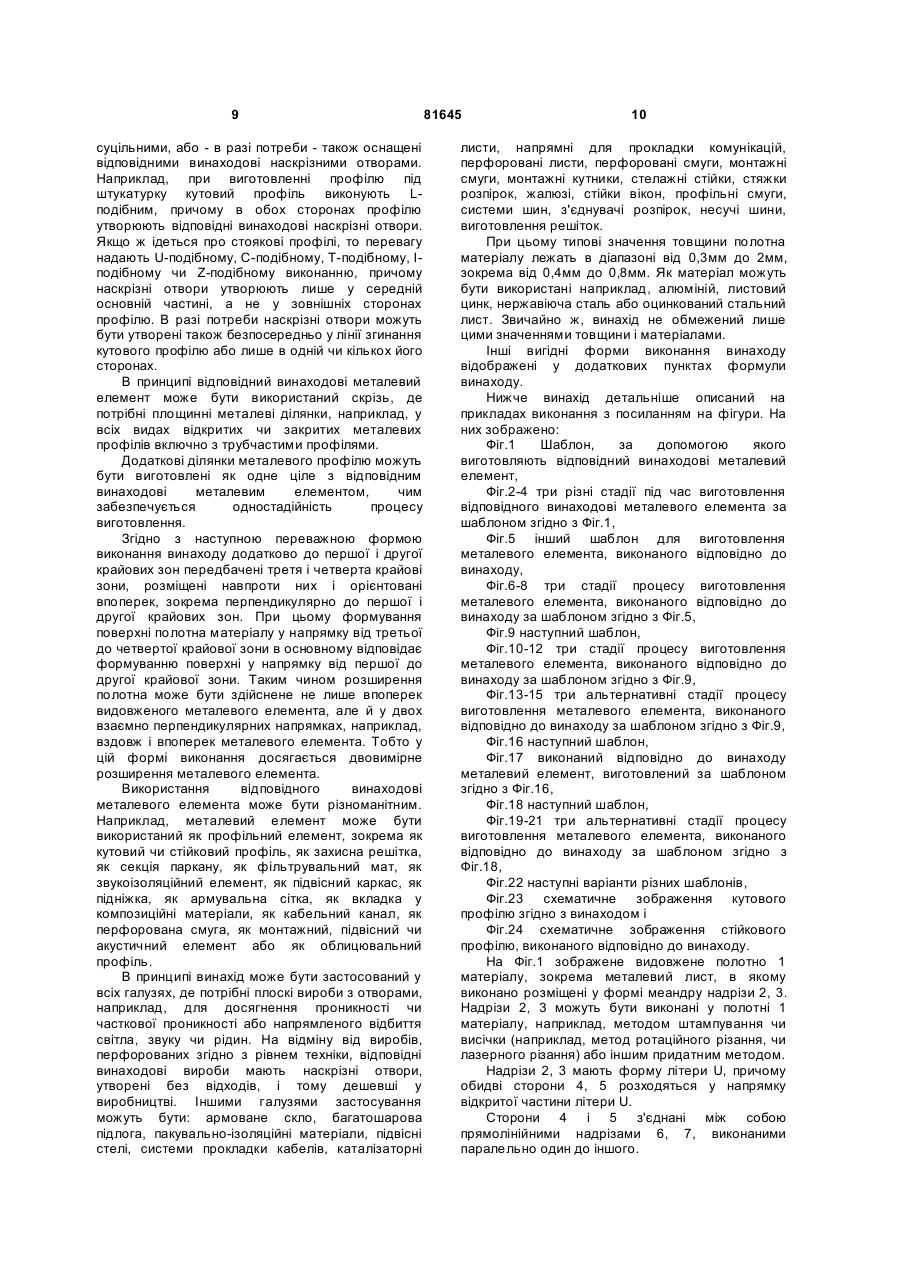
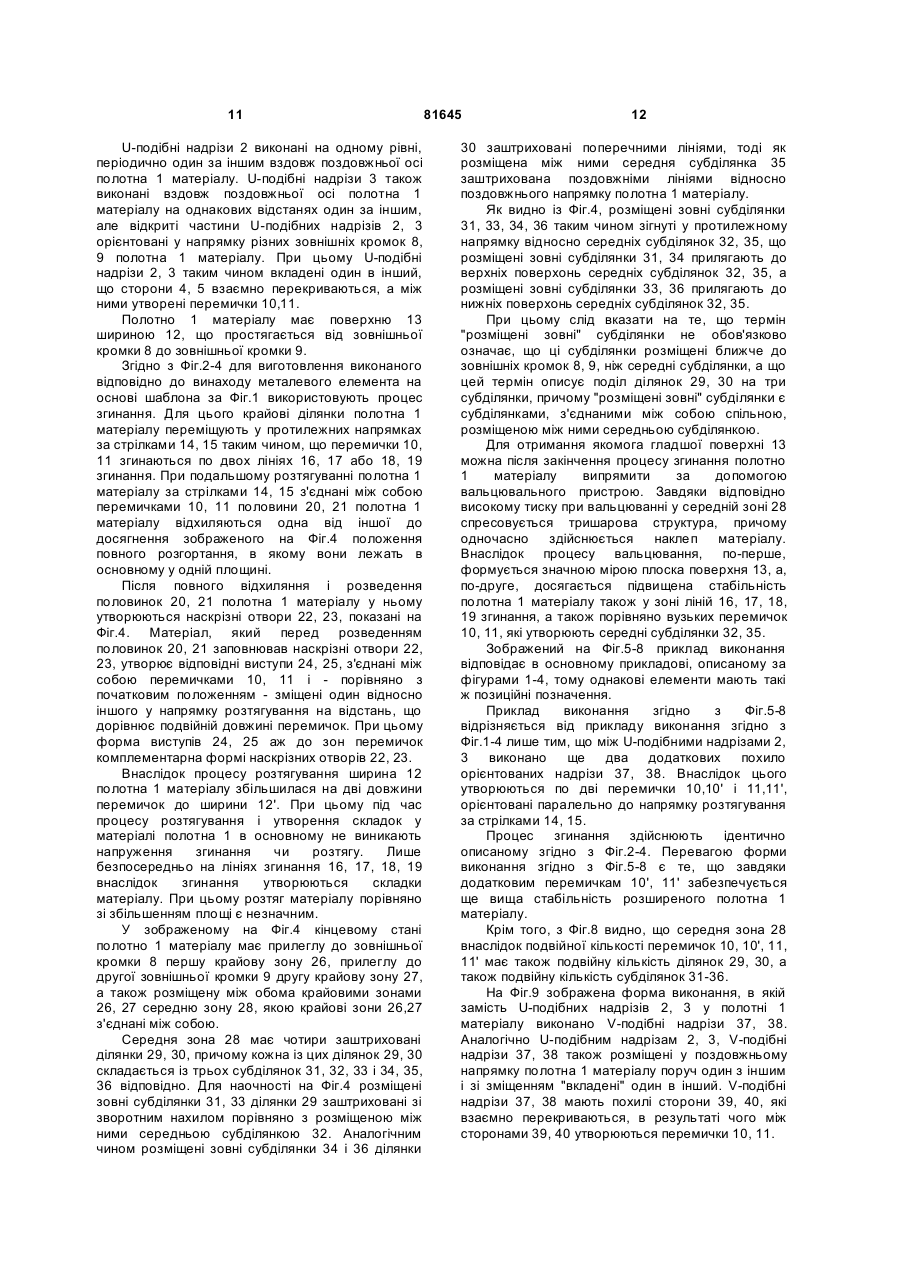
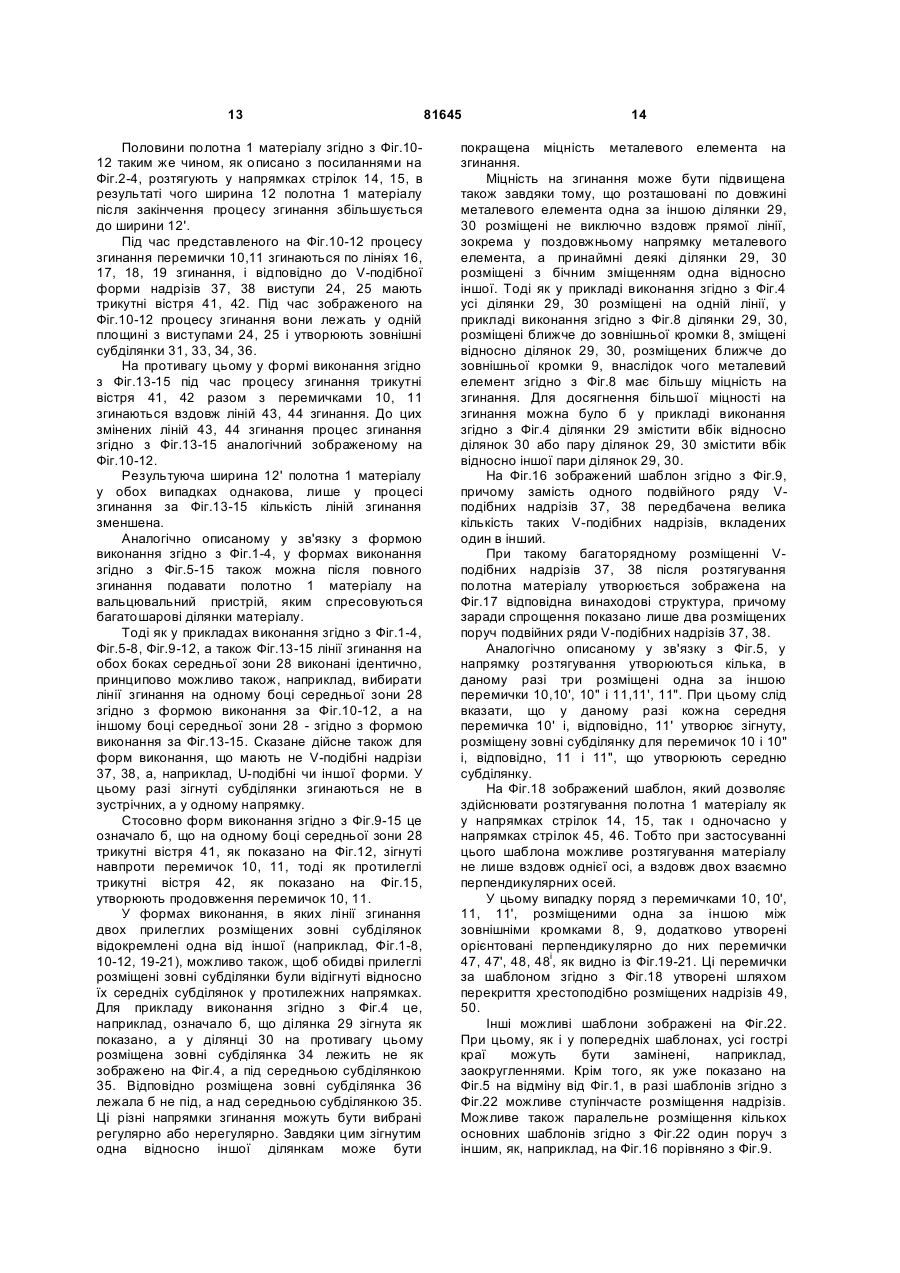
1. Площинний металевий елемент з поверхнею (13), що простягається від першої зовнішньої кромки (8) до протилежної першій зовнішній кромці (8) другої зовнішньої кромки (9), причому прилегла до першої зовнішньої кромки (8) зона металевого елемента утворює першу крайову зону (26), а прилегла до другої зовнішньої кромки (9) зона металевого елемента утворює другу крайову зону (27), вказані крайові зони (26, 27) зв’язані між собою розміщеною між ними середньою зоною (28), принаймні у одній із крайових зон (26, 27) виконаний принаймні один повністю оточений наскрізний отвір (22, 23), оточення якого утворене частково цією крайовою зоною (26, 27) і частково середньою зоною (28), середня зона (28) має принаймні дві ділянки (29, 30), які складаються із двох розміщених зовні субділянок (31, 33, 34, 36) і розміщених між ними середніх субділянок (32, 35), розміщені зовні субділянки (31, 33, 34, 36) для утворення наскрізного отвору (22, 23) відігнуті відносно середніх субділянок (32, 35), ділянки (29, 30) утворюють частину оточення наскрізного отвору (22, 23), а середня зона (28) включно з ділянками (29, 30) виконана як одне ціле з обома крайовими зонами (26, 27) металевого елемента, який відрізняється тим, що у середній зоні (28) утворена відповідна кожній ділянці (29, 30) принаймні одна однотипна наступна ділянка (29, 30), причому відповідні одна одній ділянки (29, 29; 2 (19) 1 3 зовнішніх субділянок (31, 33, 34, 36) зігнуті одна відносно іншої у протилежних напрямках. 4. Металевий елемент за п. 3, який відрізняється тим, що одна із зовнішніх субділянок (31, 34) відігнута до верхньої поверхні середньої субділянки (32, 35), а інша зовнішня субділянка (33, 36) відігнута до нижньої поверхні середньої субділянки (32, 35). 5. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що принаймні частина зовнішніх субділянок відігнуті однаково, тобто у одному напрямку. 6. Металевий елемент за п. 5, який відрізняється тим, що обидві зовнішні субділянки відігнуті в один бік, тобто обидві або до верхньої поверхні, або до нижньої поверхні середньої субділянки. 7. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що принаймні у одній крайовій зоні (26, 27) виконано кілька наскрізних отворів (22, 23). 8. Металевий елемент за п. 7, який відрізняється тим, що у кожній крайовій зоні (26, 27) виконано кілька наскрізних отворів (22, 23). 9. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що у середній зоні (28) виконані додаткові наскрізні отвори. 10. Металевий елемент за п. 9, який відрізняється тим, що наскрізні отвори у середній зоні (28) виконані відповідно до наскрізних отворів (22, 23) у крайових зонах (26, 27). 11. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що ділянка (29, 30) виконана у вигляді перемички (10, 10', 10", 11, 11', 11") з паралельними бічними кромками. 12. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що бічні кромки різних перемичок (10, 10', 10", 11, 11', 11") орієнтовані паралельно одна до одної або похило одна до одної. 13. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що відстань (12, 12') між першою і другою зовнішніми кромками (8, 9) з відігнутими субділянками (31, 33, 34, 36) значно більша, ніж з невідігнутими субділянками (31, 33, 34, 36). 14. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що відстань (12') з відігнутими субділянками (31, 33, 34, 36) в 1,3-4 рази, зокрема в 2-3 рази більша, ніж відстань (12) з невідігнутими субділянками (31, 33, 34, 36). 15. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що наскрізні отвори (22, 23) повторюються через однакові відстані. 16. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що матеріал металевого елемента в основному нерозтягнутий, тобто при виготовленні наскрізних отворів матеріал не зазнає розтягу. 17. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що крайові зони (26, 27) за винятком наскрізних отворів (22, 23) мають в основному рівну поверхню. 18. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що поверхня (13) 81645 4 металевого елемента за винятком наскрізних отворів (22, 23) виконана в основному рівною. 19. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що відігнуті зовнішні субділянки (31, 33, 34, 36) утворюють з середньою субділянкою (32, 35) кут від 110º до 0º, переважно від 90º до 0º, особливо переважно від 45º до 0º, зокрема від 10º до 0º. 20. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що кожна відігнута зовнішня субділянка (31, 33, 34, 36), безпосередньо зв’язана з крайовою зоною (26, 27), плавно, зокрема плоско переходить у зв’язану з нею крайову зону (26, 27). 21. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що до першої і/або до другої зовнішньої кромки (8, 9) примикає інша металева ділянка (53, 54), яка разом із розміщеним між першою і другою крайовими кромками (8, 9) матеріалом утворює кутовий профіль (51, 52). 22. Металевий елемент за п. 21, який відрізняється тим, що кутовий профіль (51, 52) виконаний L-подібним, V-подібним, U-подібним, Сподібним, Т-подібним, І-подібним чи Z-подібним. 23. Металевий елемент за п. 21 або 22, який відрізняється тим, що інша металева ділянка (53, 54) чи інші металеві ділянки виконані як одне ціле з рештою металевого елемента. 24. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що він додатково до першої і другої крайових зон (26, 27) має третю і четверту крайові зони, розміщені одна навпроти іншої і орієнтовані перпендикулярно до першої і другої крайових зон (26, 27), а також тим, що виконання поверхні (13) у напрямку від третьої крайової зони до четвертої крайової зони в основному відповідає виконанню поверхні (13) у напрямку від першої до другої крайової зони (26, 27). 25. Металевий елемент за будь-яким із попередніх пунктів, який відрізняється тим, що для підвищення жорсткості проти згинання виконані одна за одною по довжині металевого елемента ділянки (29, 30) розміщені не виключно вздовж прямої лінії, зокрема у поздовжньому напрямку металевого елемента, а принаймні деякі ділянки (29, 30) розміщені з бічним зміщенням одна відносно іншої. 26. Застосування металевого елемента за будьяким із попередніх пунктів як профільного елемента (51, 52), зокрема як кутового чи стоякового профілю, як захисної решітки, як секції паркану, як фільтрувальної мати, як звукоізоляційного елемента, як підвісного каркаса, як підніжки, як армувальної сітки, як вкладки у композиційні матеріали, як кабельного каналу, як перфорованої смуги, як монтажного елемента чи як облицювального профілю. 27. Спосіб виготовлення металевого елемента з ознаками будь-якого із попередніх пунктів, згідно з яким, для виготовлення ділянок (29, 30) у полотні (1) матеріалу виконують надрізи (2, 3, 37, 38) за попередньо заданим шаблоном, а для виготовлення наскрізних отворів (22, 23) зовнішні 5 81645 6 субділянки (31, 33, 34, 36) відгинають відносно середніх субділянок (32, 35), який відрізняється тим, що для відгинання зовнішніх субділянок (31, 33, 34, 36) відносно середніх субділянок (32, 35) крайові зони (26, 27) металевого елемента переміщують одну відносно іншої у протилежних напрямках доти, доки вони після взаємного відхилення не розмістяться знову в одній площині. 28. Спосіб виготовлення металевого елемента з ознаками будь-якого із попередніх пунктів, згідно з яким для виготовлення ділянок (29, 30) у полотні (1) матеріалу виконують надрізи (2, 3, 37, 38) за попередньо заданим шаблоном, а для виготовлення наскрізних отворів (22, 23) зовнішні субділянки (31, 33, 34, 36) відгинають відносно середніх субділянок (32, 35), зокрема за п. 27, який відрізняється тим, що надрізи (2, 3, 37, 38) у полотні (1) матеріалу виконують методом ротаційного різання або методом лазерного різання. 29. Спосіб за п. 27 або 28, який відрізняється тим, що після відгинання металевий елемент вирівнюють у вальцювальному пристрої. 30. Спосіб за п. 27 або 28, який відрізняється тим, що за допомогою вальцювального пристрою, зокрема у середній зоні (28), здійснюють наклеп полотна матеріалу. Винахід стосується площинного металевого елемента з поверхнею, що простягається від першої зовнішньої кромки до протилежної першій зовнішній кромці другої зовнішньої кромки, причому прилегла до першої зовнішньої кромки зона металевого елемента утворює першу крайову зону, а прилегла до другої зовнішньої кромки зона металевого елемента утворює другу крайову зоні, вказані крайові зони зв'язані між собою розміщеною між ними середньою зоною, принаймні у одній із крайових зон виконаний принаймні один повністю оточений наскрізний отвір, оточення якого утворене частково цією крайовою зоною і частково середньою зоною. Крім того, винахід стосується профільного елемента, виготовленого із такого площинного металевого елемента. Площинні металеві елементи вказаного виду використовуються, наприклад, при виготовленні профілів. Такі профілі можуть бути, наприклад, стояковими профілями, використовуваними зокрема при внутрішньому опорядженні для укріплення плитоподібних конструктивних елементів, або також кутовими профілями, використовуваними для захисту кутових конструктивних елементів під штукатурку. Зокрема для таких профілів під штукатурку необхідно, щоб вони мали наскрізні отвори у матеріалі, щоб штукатурка могла проникати крізь профілі і забезпечувати кріплення профілів. Зазвичай такі наскрізні отвори виконують штампуванням, в результаті чого утворюються відходи. Це є недоліком, оскільки виштампувані частини матеріалу мають бути або утилізовані, або подані на повторне використання. Крім того, суттєвий недолік полягає у тому, що витрати на виготовлення відповідного профілю переважним чином визначаються витратами на матеріали. Тому виштамповування частин поверхні є неекономічним, особливо коли виштампувані частини мають бути утилізовані як відходи. Для подолання цього недоліку використовують просічно-витяжні металеві листи. При виготовленні просічно-витяжних листів спочатку у металевих листах виконують надрізи, які потім при розтягуванні металевого листа у протилежних напрямках розширюються до бажаних наскрізних отворів. При цьому ділянки металу між надрізами деформуються, в результаті чого відбувається видовження матеріалу. Одначе внаслідок розтягу матеріалу у ньому виникають напруження, які можуть призвести до небажаного ослаблення. Зменшується також і жорсткість проти згинання, внаслідок чого просічно-витяжні металеві листи для багатьох областей застосування не придатні. Зрештою часто отримане при виготовленні просічно-витяжних металевих листів розширення матеріалу є недостатнім. Задачею винаходу є виготовлення площинного металевого елемента вказаного виду таким чином, щоб наскрізні отвори формувалися без втрат матеріалу, причому одночасно всередині матеріалу в основному не повинні виникати напруження. Крім того, металевий елемент повинен мати високу жорсткість і має бути можливим значне розширення або видовження матеріалу порівняно з початковим матеріалом. Згідно з винаходом ця задача вирішена у металевому елементі вказаного вище виду тим, що середня зона має принаймні дві ділянки, які складаються із двох зовнішніх субділянок і розміщеної між ними середньої субділянки, зовнішні субділянки для утворення наскрізного отвору відігнуті відносно середньої субділянки, ділянки утворюють частину оточення наскрізного отвору, а середня зона включно з ділянками виконана як одне ціле з обома крайовими зонами металевого елемента. Таким чином, відповідно до винаходу наскрізні отвори у площинному металевому елементі виконують не методом витяжки, а шляхом згинання субділянок, завдяки чому уникається розтягування матеріалу металевого елемента, наявне у просічно-витяжних металевих листах. При цьому відігнуті субділянки розміщені таким чином, що під час робочої операції здійснюють розгортання обох зовнішніх крайових зон металевого елемента, завдяки чому досягається бажане збільшення ширини металевого елемента. Одночасно завдяки відгинанню і виконанню металевого елемента як одного цілого забезпечується утворення наскрізних отворів у 7 металевому елементі і досягнення бажаної жорсткості і стабільності. Згідно з вигідною формою виконання винаходу зовнішні субділянки відгинають у протилежних напрямках. При цьому одну із зовнішніх субділянок пригинають до верхньої поверхні середньої субділянки, а іншу зовнішню субділянку пригинають до нижньої поверхні середньої субділянки. При цьому субділянки можуть бути відігнуті як назустріч одна до іншої, так і одна від іншої. Одначе в принципі зовнішні субділянки можуть бути відігнуті також у одному напрямку. При цьому обидві субділянки пригинають до однієї і тієї ж, тобто або обидві до нижньої, або обидві до верхньої поверхні середньої субділянки. Згідно з іншою вигідною формою виконання винаходу принаймні у одній з крайових зон виконують багато наскрізних отворів. Це доцільно особливо тоді, коли площинний металевий елемент має форму, витягнуту у напрямку зовнішніх кромок, оскільки лише за рахунок наскрізних отворів може бути досягнуте відповідне збільшення ширини металевого елемента по усій його довжині. Доцільно велику кількість наскрізних отворів утворювати в обох крайових зонах. При цьому ці наскрізні отвори доцільно розміщувати поперемінно у обох крайових зонах, причому одна ділянка з її відігнутими зовнішніми субділянками одночасно належить наскрізному отвору першої крайової зони і прилеглому до нього наскрізному отвору другої крайової зони. Згідно з іншою вигідною формою виконання винаходу у середній зоні утворені додаткові наскрізні отвори. При цьому наскрізні отвори, утворені у середній зоні, виконані відповідно наскрізним отворам, утвореним у крайових зонах. Таким чином, є можливість додаткового збільшення ширини металевого елемента за рахунок того, що між зовнішніми кромками розміщені одна за іншою велика кількість субділянок, відігнутих згідно з винаходом. Таку ділянку вигідно утворювати у вигляді перемички з паралельними одна іншій бічними кромками. Одначе принципово бічні кромки ділянки можуть бути орієнтовані одна відносно іншої і похило чи, наприклад, викривлено, доки це не перешкоджає виконуваному відповідно до винаходу відгинанню субділянок. Зокрема на кінцях ділянок можуть бути передбачені відмінні від форми перемички, наприклад, виступаючі вбік поверхні. Згідно з іншою переважною формою виконання винаходу бічні кромки і перемички орієнтовані одна відносно іншої паралельно чи похило. І в цьому разі обмеження на геометричну форму накладаються лише у тому смислі, щоб не було перешкод відгинанню зовнішніх субділянок і, тим самим, розгортанню обох крайових зон. Відповідно до винаходу відстань між першою і другою зовнішніми кромками у металевому елементі з відігнутими субділянками значно більша, ніж з невідігнутими субділянками. Таким чином досягається бажане збільшення ширини металевого елемента. Зокрема відповідно до 81645 8 винаходу вказана відстань з відігнутими субділянками у 1,3-4 рази, зокрема у 2-3 рази більша, ніж з невідігнутими субділянками. Таким чином, виконані відповідно до винаходу металеві елементи завдяки відповідному винаходові відгинанні субділянок можуть мати значно більше розширення, ніж просічно-витяжні листи. Наскрізні отвори повторюються через регулярні відстані, причому сказане дійсне як для наскрізних отворів, розміщених у крайових зонах, так і для наскрізних отворів, можливо утворених у середній зоні. Принципово наскрізні отвори можуть бути розміщені також і на неоднакових відстанях. Згідно з наступною вигідною формою виконання винаходу крайові зони за винятком наскрізних отворів мають в основному рівну поверхню. Поверхня металевого елемента за винятком наскрізних отворів також є переважно рівною. Це може бути досягнуто за рахунок того, що після відгинання металевий елемент вирівнюють вальцюванням. Завдяки цьому на лініях згинання відбувається додаткове холодне зміцнення (наклеп), в результаті чого жорсткість відігнутих ділянок принаймні відповідає жорсткості початкового матеріалу. Це особливо важливо у разі вузьких перемичок, оскільки завдяки наклепу не зважаючи на малу ширину з'єднувальних елементів між обома крайовими зонами забезпечується висока жорсткість усього металевого елемента. Згідно з наступною переважною формою виконання кут між відігнутими зовнішніми субділянками і середньою субділянкою становить від 110° до 0°, переважно від 90° до 0°, особливо переважно від 45° до 0°, зокрема від 10° до 0°. Для виготовлення плоского, розширеного металевого елемента зовнішні субділянки відгинають повністю, в результаті чого вони утворюють з середньою субділянкою кут близько 0°. Одначе в принципі відгинання може бути здійснене і не повністю, в результаті чого можуть бути отримані тривимірні структури. Вони можуть бути використані, наприклад, при виробництві композиційних матеріалів, фільтрів чи інших подібних виробів. Згідно з наступною переважною формою виконання кожна відігнута зовнішня субділянка, безпосередньо зв'язана з крайовою зоною, плавно, зокрема плоско переходить у зв'язану з нею крайову зону. Завдяки цьому у цій зоні досягається гладка або рівна поверхня металевого елемента без кромок, складок чи інших неоднорідностей. Згідно з наступною переважною формою виконання до першої і/або до другої зовнішньої кромки примикає інша металева ділянка, яка разом із розміщеним між першою і другою крайовими кромками матеріалом утворює кутовий профіль. Зокрема кутовий профіль може бути Lподібним, V-подібним, U-подібним, С-подібним, Тподібним, I-подібним чи Z-подібним. Завдяки такому виконанню площинний металевий елемент може бути простим чином використаний для утворення профілю. При цьому одна чи кілька додаткових металевих ділянок можуть бути або 9 суцільними, або - в разі потреби - також оснащені відповідними винаходові наскрізними отворами. Наприклад, при виготовленні профілю під штукатурку кутовий профіль виконують Lподібним, причому в обох сторонах профілю утворюють відповідні винаходові наскрізні отвори. Якщо ж ідеться про стоякові профілі, то перевагу надають U-подібному, С-подібному, Т-подібному, Іподібному чи Z-подібному виконанню, причому наскрізні отвори утворюють лише у середній основній частині, а не у зовнішніх сторонах профілю. В разі потреби наскрізні отвори можуть бути утворені також безпосередньо у лінії згинання кутового профілю або лише в одній чи кількох його сторонах. В принципі відповідний винаходові металевий елемент може бути використаний скрізь, де потрібні площинні металеві ділянки, наприклад, у всіх видах відкритих чи закритих металевих профілів включно з трубчастими профілями. Додаткові ділянки металевого профілю можуть бути виготовлені як одне ціле з відповідним винаходові металевим елементом, чим забезпечується одностадійність процесу виготовлення. Згідно з наступною переважною формою виконання винаходу додатково до першої і другої крайових зон передбачені третя і четверта крайові зони, розміщені навпроти них і орієнтовані впоперек, зокрема перпендикулярно до першої і другої крайових зон. При цьому формування поверхні полотна матеріалу у напрямку від третьої до четвертої крайової зони в основному відповідає формуванню поверхні у напрямку від першої до другої крайової зони. Таким чином розширення полотна може бути здійснене не лише впоперек видовженого металевого елемента, але й у двох взаємно перпендикулярних напрямках, наприклад, вздовж і впоперек металевого елемента. Тобто у цій формі виконання досягається двовимірне розширення металевого елемента. Використання відповідного винаходові металевого елемента може бути різноманітним. Наприклад, металевий елемент може бути використаний як профільний елемент, зокрема як кутовий чи стійковий профіль, як захисна решітка, як секція паркану, як фільтрувальний мат, як звукоізоляційний елемент, як підвісний каркас, як підніжка, як армувальна сітка, як вкладка у композиційні матеріали, як кабельний канал, як перфорована смуга, як монтажний, підвісний чи акустичний елемент або як облицювальний профіль. В принципі винахід може бути застосований у всіх галузях, де потрібні плоскі вироби з отворами, наприклад, для досягнення проникності чи часткової проникності або напрямленого відбиття світла, звуку чи рідин. На відміну від виробів, перфорованих згідно з рівнем техніки, відповідні винаходові вироби мають наскрізні отвори, утворені без відходів, і тому дешевші у виробництві. Іншими галузями застосування можуть бути: армоване скло, багатошарова підлога, пакувально-ізоляційні матеріали, підвісні стелі, системи прокладки кабелів, каталізаторні 81645 10 листи, напрямні для прокладки комунікацій, перфоровані листи, перфоровані смуги, монтажні смуги, монтажні кутники, стелажні стійки, стяжки розпірок, жалюзі, стійки вікон, профільні смуги, системи шин, з'єднувачі розпірок, несучі шини, виготовлення решіток. При цьому типові значення товщини полотна матеріалу лежать в діапазоні від 0,3мм до 2мм, зокрема від 0,4мм до 0,8мм. Як матеріал можуть бути використані наприклад, алюміній, листовий цинк, нержавіюча сталь або оцинкований стальний лист. Звичайно ж, винахід не обмежений лише цими значеннями товщини і матеріалами. Інші вигідні форми виконання винаходу відображені у додаткових пунктах формули винаходу. Нижче винахід детальніше описаний на прикладах виконання з посиланням на фігури. На них зображено: Фіг.1 Шаблон, за допомогою якого виготовляють відповідний винаходові металевий елемент, Фіг.2-4 три різні стадії під час виготовлення відповідного винаходові металевого елемента за шаблоном згідно з Фіг.1, Фіг.5 інший шаблон для виготовлення металевого елемента, виконаного відповідно до винаходу, Фіг.6-8 три стадії процесу виготовлення металевого елемента, виконаного відповідно до винаходу за шаблоном згідно з Фіг.5, Фіг.9 наступний шаблон, Фіг.10-12 три стадії процесу виготовлення металевого елемента, виконаного відповідно до винаходу за шаблоном згідно з Фіг.9, Фіг.13-15 три альтернативні стадії процесу виготовлення металевого елемента, виконаного відповідно до винаходу за шаблоном згідно з Фіг.9, Фіг.16 наступний шаблон, Фіг.17 виконаний відповідно до винаходу металевий елемент, виготовлений за шаблоном згідно з Фіг.16, Фіг.18 наступний шаблон, Фіг.19-21 три альтернативні стадії процесу виготовлення металевого елемента, виконаного відповідно до винаходу за шаблоном згідно з Фіг.18, Фіг.22 наступні варіанти різних шаблонів, Фіг.23 схематичне зображення кутового профілю згідно з винаходом і Фіг.24 схематичне зображення стійкового профілю, виконаного відповідно до винаходу. На Фіг.1 зображене видовжене полотно 1 матеріалу, зокрема металевий лист, в якому виконано розміщені у формі меандру надрізи 2, 3. Надрізи 2, 3 можуть бути виконані у полотні 1 матеріалу, наприклад, методом штампування чи висічки (наприклад, метод ротаційного різання, чи лазерного різання) або іншим придатним методом. Надрізи 2, 3 мають форму літери U, причому обидві сторони 4, 5 розходяться у напрямку відкритої частини літери U. Сторони 4 і 5 з'єднані між собою прямолінійними надрізами 6, 7, виконаними паралельно один до іншого. 11 U-подібні надрізи 2 виконані на одному рівні, періодично один за іншим вздовж поздовжньої осі полотна 1 матеріалу. U-подібні надрізи 3 також виконані вздовж поздовжньої осі полотна 1 матеріалу на однакових відстанях один за іншим, але відкриті частини U-подібних надрізів 2, 3 орієнтовані у напрямку різних зовнішніх кромок 8, 9 полотна 1 матеріалу. При цьому U-подібні надрізи 2, 3 таким чином вкладені один в інший, що сторони 4, 5 взаємно перекриваються, а між ними утворені перемички 10,11. Полотно 1 матеріалу має поверхню 13 шириною 12, що простягається від зовнішньої кромки 8 до зовнішньої кромки 9. Згідно з Фіг.2-4 для виготовлення виконаного відповідно до винаходу металевого елемента на основі шаблона за Фіг.1 використовують процес згинання. Для цього крайові ділянки полотна 1 матеріалу переміщують у протилежних напрямках за стрілками 14, 15 таким чином, що перемички 10, 11 згинаються по двох лініях 16, 17 або 18, 19 згинання. При подальшому розтягуванні полотна 1 матеріалу за стрілками 14, 15 з'єднані між собою перемичками 10, 11 половини 20, 21 полотна 1 матеріалу відхиляються одна від іншої до досягнення зображеного на Фіг.4 положення повного розгортання, в якому вони лежать в основному у одній площині. Після повного відхиляння і розведення половинок 20, 21 полотна 1 матеріалу у ньому утворюються наскрізні отвори 22, 23, показані на Фіг.4. Матеріал, який перед розведенням половинок 20, 21 заповнював наскрізні отвори 22, 23, утворює відповідні виступи 24, 25, з'єднані між собою перемичками 10, 11 і - порівняно з початковим положенням - зміщені один відносно іншого у напрямку розтягування на відстань, що дорівнює подвійній довжині перемичок. При цьому форма виступів 24, 25 аж до зон перемичок комплементарна формі наскрізних отворів 22, 23. Внаслідок процесу розтягування ширина 12 полотна 1 матеріалу збільшилася на дві довжини перемичок до ширини 12'. При цьому під час процесу розтягування і утворення складок у матеріалі полотна 1 в основному не виникають напруження згинання чи розтягу. Лише безпосередньо на лініях згинання 16, 17, 18, 19 внаслідок згинання утворюються складки матеріалу. При цьому розтяг матеріалу порівняно зі збільшенням площі є незначним. У зображеному на Фіг.4 кінцевому стані полотно 1 матеріалу має прилеглу до зовнішньої кромки 8 першу крайову зону 26, прилеглу до другої зовнішньої кромки 9 другу крайову зону 27, а також розміщену між обома крайовими зонами 26, 27 середню зону 28, якою крайові зони 26,27 з'єднані між собою. Середня зона 28 має чотири заштриховані ділянки 29, 30, причому кожна із цих ділянок 29, 30 складається із трьох субділянок 31, 32, 33 і 34, 35, 36 відповідно. Для наочності на Фіг.4 розміщені зовні субділянки 31, 33 ділянки 29 заштриховані зі зворотним нахилом порівняно з розміщеною між ними середньою субділянкою 32. Аналогічним чином розміщені зовні субділянки 34 і 36 ділянки 81645 12 30 заштриховані поперечними лініями, тоді як розміщена між ними середня субділянка 35 заштрихована поздовжніми лініями відносно поздовжнього напрямку полотна 1 матеріалу. Як видно із Фіг.4, розміщені зовні субділянки 31, 33, 34, 36 таким чином зігнуті у протилежному напрямку відносно середніх субділянок 32, 35, що розміщені зовні субділянки 31, 34 прилягають до верхніх поверхонь середніх субділянок 32, 35, а розміщені зовні субділянки 33, 36 прилягають до нижніх поверхонь середніх субділянок 32, 35. При цьому слід вказати на те, що термін "розміщені зовні" субділянки не обов'язково означає, що ці субділянки розміщені ближче до зовнішніх кромок 8, 9, ніж середні субділянки, а що цей термін описує поділ ділянок 29, 30 на три субділянки, причому "розміщені зовні" субділянки є субділянками, з'єднаними між собою спільною, розміщеною між ними середньою субділянкою. Для отримання якомога гладшої поверхні 13 можна після закінчення процесу згинання полотно 1 матеріалу випрямити за допомогою вальцювального пристрою. Завдяки відповідно високому тиску при вальцюванні у середній зоні 28 спресовується тришарова структура, причому одночасно здійснюється наклеп матеріалу. Внаслідок процесу вальцювання, по-перше, формується значною мірою плоска поверхня 13, а, по-друге, досягається підвищена стабільність полотна 1 матеріалу також у зоні ліній 16, 17, 18, 19 згинання, а також порівняно вузьких перемичок 10, 11, які утворюють середні субділянки 32, 35. Зображений на Фіг.5-8 приклад виконання відповідає в основному прикладові, описаному за фігурами 1-4, тому однакові елементи мають такі ж позиційні позначення. Приклад виконання згідно з Фіг.5-8 відрізняється від прикладу виконання згідно з Фіг.1-4 лише тим, що між U-подібними надрізами 2, 3 виконано ще два додаткових похило орієнтованих надрізи 37, 38. Внаслідок цього утворюються по дві перемички 10,10' і 11,11', орієнтовані паралельно до напрямку розтягування за стрілками 14, 15. Процес згинання здійснюють ідентично описаному згідно з Фіг.2-4. Перевагою форми виконання згідно з Фіг.5-8 є те, що завдяки додатковим перемичкам 10', 11' забезпечується ще вища стабільність розширеного полотна 1 матеріалу. Крім того, з Фіг.8 видно, що середня зона 28 внаслідок подвійної кількості перемичок 10, 10', 11, 11' має також подвійну кількість ділянок 29, 30, а також подвійну кількість субділянок 31-36. На Фіг.9 зображена форма виконання, в якій замість U-подібних надрізів 2, 3 у полотні 1 матеріалу виконано V-подібні надрізи 37, 38. Аналогічно U-подібним надрізам 2, 3, V-подібні надрізи 37, 38 також розміщені у поздовжньому напрямку полотна 1 матеріалу поруч один з іншим і зі зміщенням "вкладені" один в інший. V-подібні надрізи 37, 38 мають похилі сторони 39, 40, які взаємно перекриваються, в результаті чого між сторонами 39, 40 утворюються перемички 10, 11. 13 Половини полотна 1 матеріалу згідно з Фіг.1012 таким же чином, як описано з посиланнями на Фіг.2-4, розтягують у напрямках стрілок 14, 15, в результаті чого ширина 12 полотна 1 матеріалу після закінчення процесу згинання збільшується до ширини 12'. Під час представленого на Фіг.10-12 процесу згинання перемички 10,11 згинаються по лініях 16, 17, 18, 19 згинання, і відповідно до V-подібної форми надрізів 37, 38 виступи 24, 25 мають трикутні вістря 41, 42. Під час зображеного на Фіг.10-12 процесу згинання вони лежать у одній площині з виступами 24, 25 і утворюють зовнішні субділянки 31, 33, 34, 36. На противагу цьому у формі виконання згідно з Фіг.13-15 під час процесу згинання трикутні вістря 41, 42 разом з перемичками 10, 11 згинаються вздовж ліній 43, 44 згинання. До цих змінених ліній 43, 44 згинання процес згинання згідно з Фіг.13-15 аналогічний зображеному на Фіг.10-12. Результуюча ширина 12' полотна 1 матеріалу у обох випадках однакова, лише у процесі згинання за Фіг.13-15 кількість ліній згинання зменшена. Аналогічно описаному у зв'язку з формою виконання згідно з Фіг.1-4, у формах виконання згідно з Фіг.5-15 також можна після повного згинання подавати полотно 1 матеріалу на вальцювальний пристрій, яким спресовуються багатошарові ділянки матеріалу. Тоді як у прикладах виконання згідно з Фіг.1-4, Фіг.5-8, Фіг.9-12, а також Фіг.13-15 лінії згинання на обох боках середньої зони 28 виконані ідентично, принципово можливо також, наприклад, вибирати лінії згинання на одному боці середньої зони 28 згідно з формою виконання за Фіг.10-12, а на іншому боці середньої зони 28 - згідно з формою виконання за Фіг.13-15. Сказане дійсне також для форм виконання, що мають не V-подібні надрізи 37, 38, а, наприклад, U-подібні чи іншої форми. У цьому разі зігнуті субділянки згинаються не в зустрічних, а у одному напрямку. Стосовно форм виконання згідно з Фіг.9-15 це означало б, що на одному боці середньої зони 28 трикутні вістря 41, як показано на Фіг.12, зігнуті навпроти перемичок 10, 11, тоді як протилеглі трикутні вістря 42, як показано на Фіг.15, утворюють продовження перемичок 10, 11. У формах виконання, в яких лінії згинання двох прилеглих розміщених зовні субділянок відокремлені одна від іншої (наприклад, Фіг.1-8, 10-12, 19-21), можливо також, щоб обидві прилеглі розміщені зовні субділянки були відігнуті відносно їх середніх субділянок у протилежних напрямках. Для прикладу виконання згідно з Фіг.4 це, наприклад, означало б, що ділянка 29 зігнута як показано, а у ділянці 30 на противагу цьому розміщена зовні субділянка 34 лежить не як зображено на Фіг.4, а під середньою субділянкою 35. Відповідно розміщена зовні субділянка 36 лежала б не під, а над середньою субділянкою 35. Ці різні напрямки згинання можуть бути вибрані регулярно або нерегулярно. Завдяки цим зігнутим одна відносно іншої ділянкам може бути 81645 14 покращена міцність металевого елемента на згинання. Міцність на згинання може бути підвищена також завдяки тому, що розташовані по довжині металевого елемента одна за іншою ділянки 29, 30 розміщені не виключно вздовж прямої лінії, зокрема у поздовжньому напрямку металевого елемента, а принаймні деякі ділянки 29, 30 розміщені з бічним зміщенням одна відносно іншої. Тоді як у прикладі виконання згідно з Фіг.4 усі ділянки 29, 30 розміщені на одній лінії, у прикладі виконання згідно з Фіг.8 ділянки 29, 30, розміщені ближче до зовнішньої кромки 8, зміщені відносно ділянок 29, 30, розміщених ближче до зовнішньої кромки 9, внаслідок чого металевий елемент згідно з Фіг.8 має більшу міцність на згинання. Для досягнення більшої міцності на згинання можна було б у прикладі виконання згідно з Фіг.4 ділянки 29 змістити вбік відносно ділянок 30 або пару ділянок 29, 30 змістити вбік відносно іншої пари ділянок 29, 30. На Фіг.16 зображений шаблон згідно з Фіг.9, причому замість одного подвійного ряду Vподібних надрізів 37, 38 передбачена велика кількість таких V-подібних надрізів, вкладених один в інший. При такому багаторядному розміщенні Vподібних надрізів 37, 38 після розтягування полотна матеріалу утворюється зображена на Фіг.17 відповідна винаходові структура, причому заради спрощення показано лише два розміщених поруч подвійних ряди V-подібних надрізів 37, 38. Аналогічно описаному у зв'язку з Фіг.5, у напрямку розтягування утворюються кілька, в даному разі три розміщені одна за іншою перемички 10,10', 10" і 11,11', 11". При цьому слід вказати, що у даному разі кожна середня перемичка 10' і, відповідно, 11' утворює зігнуту, розміщену зовні субділянку для перемичок 10 і 10" і, відповідно, 11 і 11", що утворюють середню субділянку. На Фіг.18 зображений шаблон, який дозволяє здійснювати розтягування полотна 1 матеріалу як у напрямках стрілок 14, 15, так ι одночасно у напрямках стрілок 45, 46. Тобто при застосуванні цього шаблона можливе розтягування матеріалу не лише вздовж однієї осі, а вздовж двох взаємно перпендикулярних осей. У цьому випадку поряд з перемичками 10, 10', 11, 11', розміщеними одна за іншою між зовнішніми кромками 8, 9, додатково утворені орієнтовані перпендикулярно до них перемички 47, 47', 48, 48і, як видно із Фіг.19-21. Ці перемички за шаблоном згідно з Фіг.18 утворені шляхом перекриття хрестоподібно розміщених надрізів 49, 50. Інші можливі шаблони зображені на Фіг.22. При цьому, як і у попередніх шаблонах, усі гострі краї можуть бути замінені, наприклад, заокругленнями. Крім того, як уже показано на Фіг.5 на відміну від Фіг.1, в разі шаблонів згідно з Фіг.22 можливе ступінчасте розміщення надрізів. Можливе також паралельне розміщення кількох основних шаблонів згідно з Фіг.22 один поруч з іншим, як, наприклад, на Фіг.16 порівняно з Фіг.9. 15 Спільним для усіх шаблонів є те, що лінії згинання, що утворюються при процесі згинання, завжди перпендикулярні до напрямку розтягування. Зрештою, на Фіг.23 і 24 представлені ще два приклади застосування винаходу. На Фіг.23 схематично зображений кутовий профіль 51, використаний, наприклад, як профіль під штукатурку. При цьому кутовий профіль 51 виконаний у вигляді L-подібного профілю, причому обидві сторони кутового профілю 51 мають наскрізні отвори 22, 23 згідно з винаходом. Наскрізними отворами 22, 23 забезпечується, що використовувана штукатурка може проникати крізь кутовий профіль 51 і надійно закріплювати його. Завдяки відповідному винаходові виконанню кутового профілю 51 із відповідно до винаходу розтягнутого металевого елемента одночасно знижуються витрати матеріалу на виготовлення кутового профілю і забезпечується його жорсткість. На Фіг.24 зображено два стоякових профілі 52, виконаних у вигляді С-подібних кутових профілів. Тоді як обидві сторони 53, 54 профілю, до яких гвинтами 56 прикріплена пластина 55, виконані із суцільного матеріалу, обидві базові ділянки 57 стоякових профілів 52 виготовлені у вигляді відповідних винаходові металевих елементів і мають відповідні наскрізні отвори 22, 23. Таким чином забезпечується значне зменшення використання матеріалу для виготовлення стоякових профілів 52 порівняно зі звичайними способами виготовлення. Перелік позиційних позначень 1 Полотно матеріалу 2 Надріз 3 Надріз 4 Стійка 5 Стійка 6 Прямолінійний надріз 7 Прямолінійний надріз 8 Зовнішня кромка 9 Зовнішня кромка 10, 10' Перемичка 11,11' Перемичка 12, 12' Ширина 13 Поверхня 14 Стрілка 15 Стрілка 16 Лінія згинання 17 Лінія згинання 18 Лінія згинання 19 Лінія згинання 20 Половина полотна 1 матеріалу 21 Половина полотна 1 матеріалу 22 Наскрізний отвір 23 Наскрізний отвір 24 Виступ 25 Виступ 26 Перша крайова зона 27 Друга крайова зона 28 Середня зона 29 Заштрихована ділянка 30 Заштрихована ділянка 31 Зовнішня субділянка 81645 16 32 Середня субділянка 37 V-подібний надріз 38 V-подібний надріз 39 Сторона V-подібного надрізу 40 Сторона V-подібного надрізу 41 Трикутне вістря 42 Трикутне вістря 43 Лінія згинання 44 Лінія згинання 45 Стрілка 46 Стрілка 47,47' Перемичка 48,48' Перемичка 49 Надріз 50 Надріз 51 Кутовий профіль 52 Стійковий профіль 53 Сторона стійкового профілю 52 54 Сторона стійкового профілю 52 56 Гвинт 55 Пластина 57 Базова ділянка профілю 52 17 81645 18 19 81645 20 21 81645 22
ДивитисяДодаткова інформація
Назва патенту англійськоюPlanar metal element (variants), profile element and method for making metal element (variants)
Автори англійськоюKrettenauer Kilian
Назва патенту російськоюПлоскостный металлический элемент (варианты), профильный элемент и способ изготовления металлического элемента (варианты)
Автори російськоюКреттенауер Килиан
МПК / Мітки
МПК: E04C 2/08, E04C 2/30, E04C 3/04
Мітки: варіанти, площинний, виготовлення, металевого, елемента, профільний, елемент, спосіб, металевій
Код посилання
<a href="https://ua.patents.su/11-81645-ploshhinnijj-metalevijj-element-varianti-profilnijj-element-ta-sposib-vigotovlennya-metalevogo-elementa-varianti.html" target="_blank" rel="follow" title="База патентів України">Площинний металевий елемент (варіанти), профільний елемент та спосіб виготовлення металевого елемента (варіанти)</a>
Захисний елемент (варіанти), спосіб виготовлення захисного елемента, захищений від підробки документ та банкнота з захисним елементом
Номер патенту: 74910
Опубліковано: 15.02.2006
Автор: Хайм Манфред
МПК: B42D 15/00
Мітки: спосіб, елементом, елемента, захисного, захисним, захисний, документ, варіанти, захищений, підробки, банкнота, виготовлення, елемент
Формула / Реферат:
1. Захисний елемент (1), що має основу (10), на яку нанесене перше покриття (40) з магнітного матеріалу, що утворює перший код і друге покриття (30) з електропровідного матеріалу, що утворює другий код, а також забезпечений третім оптичним кодом (20), що оптично зчитується, який щонайменше на локальних ділянках утворений третім покриттям (50) з немагнітного та неелектропровідного матеріалу, яке покриває щонайменше окремі ділянки захисного...
Спосіб нанесення металевого адгезійного шару /варіанти/ і металевий адгезійний шар /варіанти/
Номер патенту: 42001
Опубліковано: 15.10.2001
Автор: Райнхард Фрід
МПК: C23C 4/02, C23C 4/18, C23C 28/00
Мітки: шару, спосіб, адгезійний, металевій, шар, нанесення, адгезійного, варіанти, металевого
Формула / Реферат:
1. Способ нанесения металлического адгезионного слоя для термически напыленных керамических теплоизоляционных слоев (6) на металлические конструкционные детали (1), при котором покрываемую поверхность на первом этапе способа очищают, в результате чего образуется обезжиренная и лишенная оксидов металлическая поверхность, отличающийся тем, что на втором этапе способа на металлическую поверхность материала (2) основы наносят связку (3), затем на...
Нанокристалічний металевий матеріал, що має високу твердість, міцність і в’язкість та спосіб виготовлення нанокристалічного металевого матеріалу, сталі та чавуну
Номер патенту: 77578
Опубліковано: 15.12.2006
Автори: Ода Казуо, Міура Харумацу, Міяо Нобуакі, Кацумура Мунехіде, Мізутані Масару, Огава Хіденорі
МПК: B22F 1/00, C22C 33/02, C22C 1/05
Мітки: спосіб, чавуну, твердість, міцність, в'язкість, має, нанокристалічного, високу, виготовлення, матеріал, сталі, металевій, металевого, матеріалу, нанокристалічний
Формула / Реферат:
1. Нанокристалічний металевий матеріал, що має високу твердість, міцність і в'язкість, виконаний у вигляді агрегату з металевих нанокристалічних зерен, в якому агрегат з металевих нанокристалічних зерен містить 0,01-5,0 мас. % азоту.2. Нанокристалічний металевий матеріал за п. 1, в якому агрегат з металевих нанокристалічних зерен містить 0,1-2,0 мас. % азоту.3. Нанокристалічний металевий матеріал за будь-яким з пп. 1, 2, який...
Магнітний/металевий захисний пристрій (варіанти), спосіб його виготовлення (варіанти), спосіб встановлення його автентичності і металевий захисний пристрій
Номер патенту: 52804
Опубліковано: 15.01.2003
Автори: Уолперт Гарі Р., Гартнер Джеральд Дж., Коут Пол Ф., Кердо Стефен Б.
МПК: B42D 15/10, G07D 7/00, G06K 7/08, G08B 13/24, G06K 19/18, G06K 19/06, G01N 27/72
Мітки: варіанти, автентичності, пристрій, захисний, встановлення, спосіб, виготовлення, металевій
Формула / Реферат:
1. Магнітний/металевий захисний пристрій для застосування з предметом, щоб забезпечити велику кількість захисних ознак, який відрізняється тим, що містить несучу підкладку деякої ширини і магнітну/металеву захисну ознаку, що містить металевий шар, розташований щонайменше на частині вказаної несучої підкладки, для забезпечення металевих захисних ознак, разом з магнітним шаром, розташованим на вказаному металевому шарі і в істотно однаковому...
Ковкий металевий сплав (варіанти) та дріт з металевого сплаву
Номер патенту: 37252
Опубліковано: 15.05.2001
Автори: Кумар Прабхат, Мошейм Чарлз Едуард
МПК: C22C 27/00, C22C 32/00
Мітки: сплав, сплаву, металевій, ковкий, дріт, металевого, варіанти
Формула / Реферат:
1.Ковкий металлический сплав, содержащий основной металл, кремний в количестве 10-1000 ppm и присадку в количестве 10-1000 ppm, отличающийся тем, что в качестве основного металла он содержит тантал или ниобий, а присадка состоит из металлического и неметаллического компонентов и имеет свободную энергию образования выше, чем у соединений, образованных из основного металла и неметаллического компонента, и меньше, чем у оксидов металлического...
Попередній патент: Матеріал для захисту від рентгенівського і гамма-випромінювання (варіанти)
Наступний патент: Вітродвигун
Випадковий патент: Спосіб діагностики ступеня тяжкості перебігу гострого абсцесу легень