Упаковка



Формула / Реферат
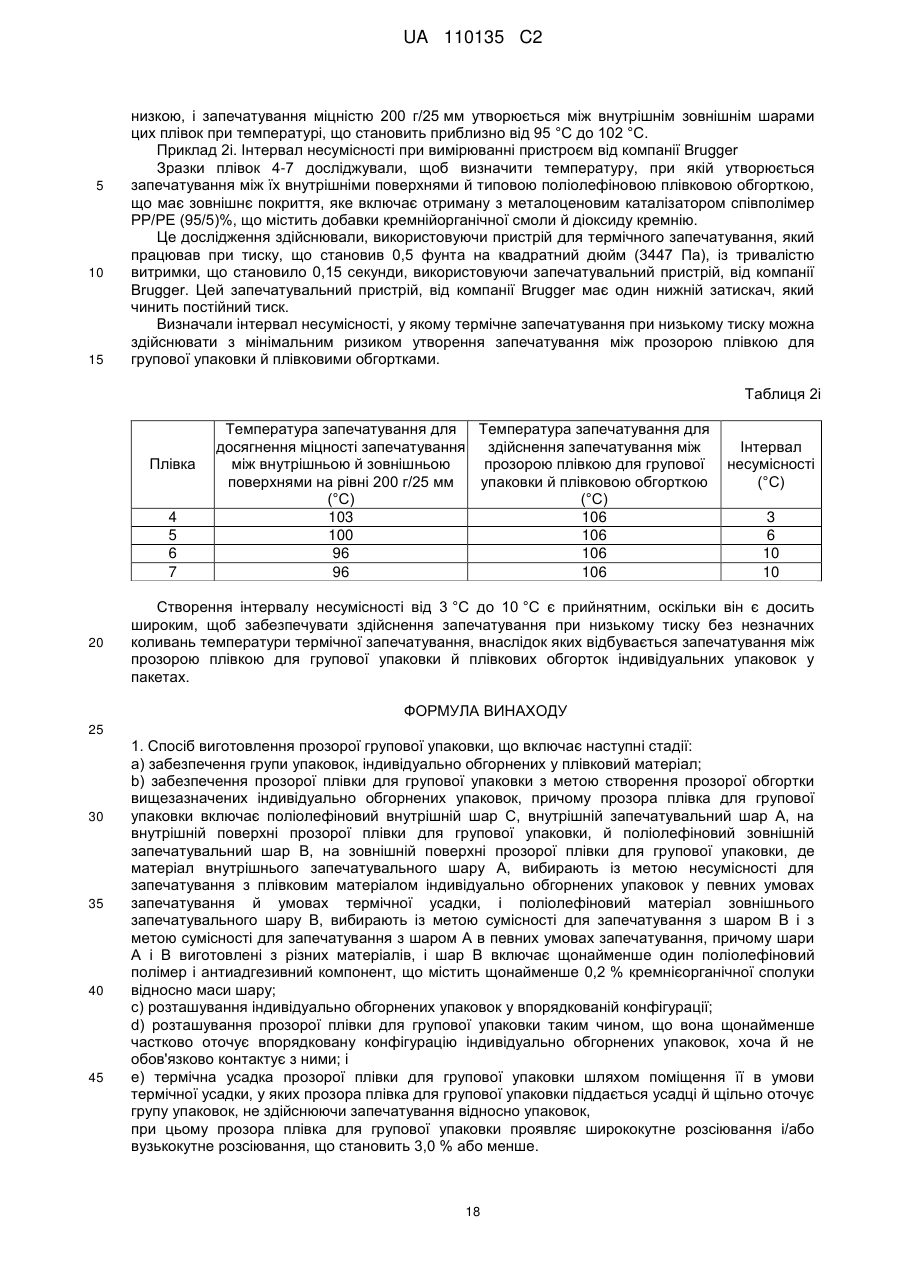
1. Спосіб виготовлення прозорої групової упаковки, що включає наступні стадії:
a) забезпечення групи упаковок, індивідуально обгорнених у плівковий матеріал;
b) забезпечення прозорої плівки для групової упаковки з метою створення прозорої обгортки вищезазначених індивідуально обгорнених упаковок, причому прозора плівка для групової упаковки включає поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А, на внутрішній поверхні прозорої плівки для групової упаковки, й поліолефіновий зовнішній запечатувальний шар В, на зовнішній поверхні прозорої плівки для групової упаковки, де матеріал внутрішнього запечатувального шару А, вибирають із метою несумісності для запечатування з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування й умовах термічної усадки, і поліолефіновий матеріал зовнішнього запечатувального шару В, вибирають із метою сумісності для запечатування з шаром В і з метою сумісності для запечатування з шаром А в певних умовах запечатування, причому шари А і В виготовлені з різних матеріалів, і шар В включає щонайменше один поліолефіновий полімер і антиадгезивний компонент, що містить щонайменше 0,2 % кремнієорганічної сполуки відносно маси шару;
с) розташування індивідуально обгорнених упаковок у впорядкованій конфігурації;
d) розташування прозорої плівки для групової упаковки таким чином, що вона щонайменше частково оточує впорядковану конфігурацію індивідуально обгорнених упаковок, хоча й не обов'язково контактує з ними; і
e) термічна усадка прозорої плівки для групової упаковки шляхом поміщення її в умови термічної усадки, у яких прозора плівка для групової упаковки піддається усадці й щільно оточує групу упаковок, не здійснюючи запечатування відносно упаковок,
при цьому прозора плівка для групової упаковки проявляє ширококутне розсіювання і/або вузькокутне розсіювання, що становить 3,0% або менше.
2. Спосіб за п. 1, який додатково, у випадку необхідності, включає одну або декілька з наступних стадій, які можна здійснювати до або після будь-якої із стадій (a)-(d):
а-1) формування плівкової трубки і перекривними краями;
а-2) формування кільцевого шва шляхом взаємного запечатування перекривних країв плівкової трубки;
а-3) формування конвертних швів на кожному краю упаковки шляхом складання плівкової трубки й запечатування складених країв.
3. Спосіб за п. 2, у якому стадію (а-1) здійснюють шляхом обгортання прозорої плівки для групової упаковки навколо впорядкованої конфігурації індивідуально обгорнених упаковок для формування плівкової трубки.
4. Спосіб за п. 2 або 3, у якому кільцевий шов, який формується на стадії (а-2), утворюють між шарами А і В.
5. Спосіб за будь-яким з пп. 2-4, у якому конверти і шви, які формуються на стадії (а-1), утворюють між шарами В і В і/або А і В, і/або А і А, і в поєднаннях двох або більше із вищезазначених варіантів.
6. Спосіб за будь-яким з пп. 1-5, у якому прозора плівка для групової упаковки проявляє блиск під кутом 45º, що становить приблизно 95 % або більше.
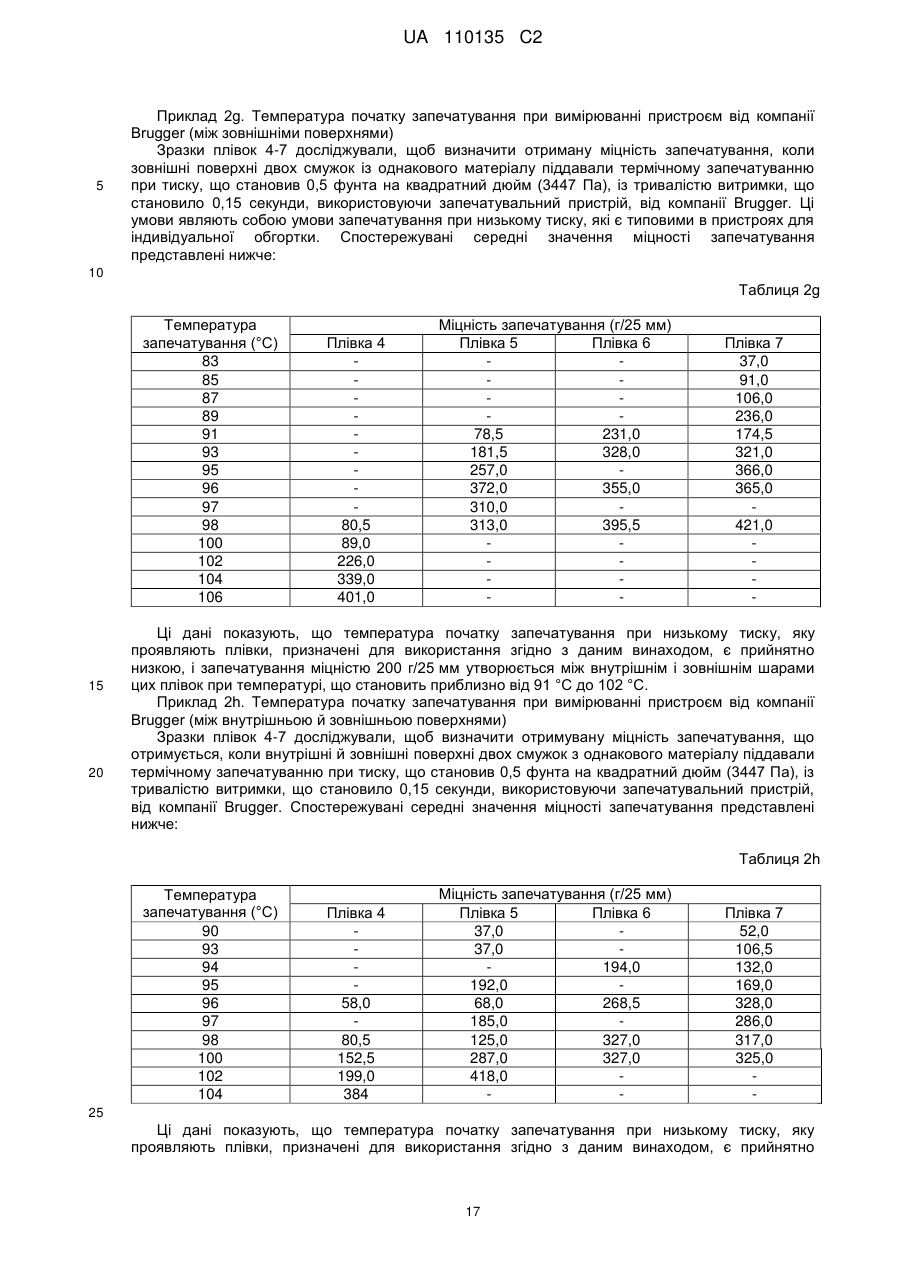
7. Спосіб за будь-яким з пп. 1-6, у якому прозора плівка для групової упаковки пристосована для формування шва між даним або кожним запечатувальним шаром відносно себе і/або відносно іншого запечатувального шару, причому міцність шва становить 200 г/25 мм після операції запечатування при температурі, що становить 90 °С або менше, при тиску 5 фунтів на квадратний дюйм (34470 Па) і тривалості витримки, що становить 0,5 с.
8. Спосіб за будь-яким з пп. 1-7, у якому прозора плівка для групової упаковки пристосована для формування шва між даним або кожним запечатувальним шаром відносно себе і/або відносно іншого запечатувального шару, причому міцність шва становить 200 г/25 мм після операції запечатування при температурі, що становить 80 °С або менше, при тиску 5 фунтів на квадратний дюйм (34470 Па) і тривалості витримки, що становить 0,5 с.
9. Спосіб за будь-яким з пп. 1-8, у якому прозора плівка для групової упаковки проявляє при температурі навколишнього середовища статичний і/або динамічний коефіцієнт тертя, що становить приблизно 0,5 або менше, при 60 °С - 1 або менше, або при 80 °С - 4 або менше.
10. Спосіб за будь-яким з пп. 1-9, у якому шари А і/або В включають суміш поліолефінових співполімерів.
11. Спосіб за п. 10, у якому один з поліолефінових співполімерів являє собою або співполімер пропілену й етилену або бутену, або потрійний полімер пропілену, етилену й бутилену.
12. Спосіб за будь-яким з пп. 1-11, у якому антиадгезивний компонент включає діоксид кремнію і/або силікати.
13. Спосіб за будь-яким з пп. 1-12, у якому температура початку запечатування прозорої плівки для групової упаковки даного або кожного запечатувального шару відносно себе і/або відносно іншого запечатувального шару прозорої плівки, для групової упаковки становить щонайменше на 10-15 °С менше, ніж порогова температура термозапечатування між вищезазначеним запечатувальним шаром і плівковим матеріалом індивідуальних упаковок.
14. Прозора групова упаковка, що включає групу індивідуальних упаковок, індивідуально упакованих у плівковий матеріал, які упаковані спільно у вищезазначеній прозорій груповій упаковці в прозору плівку для групової упаковки, причому прозора плівка для групової упаковки включає поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А на внутрішній поверхні прозорої плівки для групової упаковки й поліолефіновий зовнішній запечатувальний шар В на зовнішній поверхні прозорої плівки для групової упаковки, де матеріал внутрішнього запечатувального шару А є таким, що не піддається запечатуванню з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування й умовах термічної усадки, і поліолефіновий матеріал зовнішнього запечатувального шару В пристосований для запечатування з шаром В і шаром А в певних умовах запечатування, причому шари А і В виготовлені з різних матеріалів, і шар В включає щонайменше один поліолефіновий полімер і антиадгезивний компонент, що містить щонайменше 0,2 % кремнієорганічної сполуки відносно маси шару; при цьому індивідуальні упаковки розташовані у впорядкованій конфігурації, і прозора плівка для групової упаковки є підданою усадці й щільно оточує групу упаковок, не здійснюючи запечатування відносно упаковок.
Текст
Реферат: Даний винахід пропонує спосіб виготовлення прозорої групової упаковки, що включає наступні стадії: а) забезпечення групи упаковок, індивідуально обгорнених у плівковий матеріал; b) забезпечення прозорої плівки для групової упаковки з метою створення прозорої обгортки вищезазначених індивідуально обгорнених упаковок, причому прозора плівка для групової упаковки містить поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А, на внутрішній поверхні прозорої плівки для групової упаковки, й поліолефіновий зовнішній запечатувальний шар В, на зовнішній поверхні прозорої плівки для групової упаковки, де матеріал внутрішнього запечатувального шару А, вибирають із метою несумісності для запечатування з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування й умовах термічної усадки, і поліолефіновий матеріал зовнішнього шару В вибирають із метою сумісності для запечатування з шаром В і з метою сумісності для запечатування з шаром А в певних умовах запечатування, причому шари А і В виготовлені з різних матеріалів, і шар В містить щонайменше один поліолефіновий полімер і антиадгезивний компонент що містить щонайменше 0,2 % кремнієорганічної сполуки відносно маси шару; с) розташування індивідуально обгорнених упаковок у впорядкованій конфігурації; d) розташування прозорої плівки для групової упаковки таким чином, що вона щонайменше частково оточує впорядковану конфігурацію індивідуально обгорнених упаковок, хоча й не UA 110135 C2 (12) UA 110135 C2 обов'язково контактує з ними; і e) термічна усадка прозорої плівки для групової упаковки шляхом поміщення її в умови термічної усадки, у яких прозора плівка для групової упаковки усаджується й щільно оточує групу упаковок, не здійснюючи запечатування відносно упаковок. Окрім того, описані упаковки, обгорнені прозорою плівкою для групової упаковки. UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується способу виготовлення прозорих групових упаковок, а також таких самих упаковок. Даний винахід пропонує, насамперед, обгорткові плівки для прозорої групової упаковки. Прозора групова упаковка являє собою ефективний спосіб скорочення пакувальних витрат і матеріалів. Коли ряд індивідуально упакованих виробів (наприклад, сигаретних пачок) необхідно згрупувати разом і упаковувати у вигляді більшого пакету для доставки або для роздрібної торгівлі оптовими упаковками, як правило, індивідуальні упаковки вміщують у більший ящик або коробку перед подальшим обгортанням. Прозора групова упаковка виключає необхідність такого ящика або коробки. Однак одна з проблем прозорої групової упаковки в обгорткову плівку полягає в тому, що під час виготовлення групової упаковки стає необхідним запечатування плівкової упаковки. Так спричиняє проблему запечатування плівки для групової упаковки не тільки відносно себе, але також відносно плівки, використовуваної для обгортки кожної індивідуальної пачки. Це є певною проблемою у виробництві сигарет, у якому індивідуальні пачки, як правило, обгортають у поліпропіленову плівку. Виробник часто віддає перевагу використанню поліпропіленової плівки для своїх групових упаковок, використовуючи перевагу сприятливих оптичних і механічних властивостей таких плівок, але в цьому випадку ризикує також здійснити запечатування між плівкою для групової упаковки й плівкою індивідуальних пачок. Такі проблеми в минулому вирішували за рахунок використання поліпропіленової обгорткової плівки для прозорої групової упаковки з акриловим покриттям, що забезпечує гарне запечатування тільки відносно себе, але не відносно поліпропіленової обгорткової плівки індивідуальних пачок. Однак акрилові покриття підвищують вартість такого способу виготовлення плівок, у тому числі відносно матеріалу, який використовують для нанесення покриття й, що, можливо, значно важливіше, відносно необхідності операції покриття після екструзії плівки. WO 03/089336 розкриває спосіб упаковки пачок сигарет, згідно з яким упорядковану групу індивідуальних пачок упаковують виключно в лист прозорого термозапечатуваного пластмасового пакувального матеріалу, який складають навколо впорядкованої групи, формуючи трубчасту обгортку. Потім здійснюють кільцеве запечатування, щоб запечатати трубку, і конвертне запечатування на кожному краю упаковки. US № 6358579 розкриває ще один тип прозорої групової упаковки, у якому пакувальна плівка є поліолефіновою плівкою, що містить модифіковані поліолефінові запечатувальні шари. Запечатувані зовнішні шари включають співполімер складного поліефіру, причому вказано, що комбінована плівка запечатується відносно себе, але не відносно двовісноорієнтованих поліпропіленових плівок індивідуальних упаковок. Хоча підходи, описані в WO 03/089336 і в US № 6358579, вирішують проблему прозорої плівки для групової упаковки, яка запечатується з плівковою обгорткою індивідуальних виробів, виникають і додаткові проблеми. Конкретніше, коли пакет із виробами обгортають прозорою плівкою для групової упаковки, обгорнений пакет буде, як правило, містити залишкове тепло внаслідок процесу обгортання. Пакет може нагріватися в процесі термозапечатування прозорої плівки для групової упаковки. Як доповнення або альтернатива, пакет може нагріватися від термоусадкового пристрою, якщо його використовують, і внаслідок цього відбувається термічна усадка прозорої плівки для групової упаковки навколо пакету. Після здійснення процесу обгортання, як правило, виявляється бажаним розташування обгорнених пакетів поруч один з одним і/або переміщення їх один відносно одного, наприклад, коли їх упаковують у контейнери для відвантаження. Однак якщо такі стадії здійснюють у той час, коли пакети зберігають залишкове тепло, це може спричиняти деяку міру злипання або блокування, яке виникає між прозорими груповими пакувальними обгортками прилеглих пакетів або між нагрітими пакетами й деталями пакувальних машин. Фахівцям у даній галузі техніки відомі певні способи й добавки, які поліпшують антиадгезивні властивості плівок у стані нагрівання. Однак їх використання неминуче супроводжується зниженням якості плівки. Наприклад, їх використання супроводжується, як правило, збільшенням температури початку запечатування плівки, що розглядається. Це збільшення температури початку запечатування є проблематичним, оскільки підвищується імовірність того, що буде відбуватися запечатування між прозорою плівкою для групової упаковки й індивідуальними плівковими обгортками виробів у пакеті. Окрім того, для підтримання термозапечатувального пристрою, при підвищеній температурі потрібна більша кількість енергії, що збільшує витрати. 1 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 Один тип добавок, які традиційно вводять у плівки для поліпшення їх антиадгезивних властивостей, являють собою кремнійорганічні сполуки. Однак, згідно із спостереженнями, використання кремнійорганічних сполук у значних кількостях супроводжується рядом несприятливих змін властивостей плівок, до яких їх додають, що робить дані плівки непридатними для використання як усадкових прозорих плівок для групової упаковки. У зв'язку з цим, потрібно звернутися до фіг. 6 і 7 US № 4343852, які показують, що використання більш ніж 0,15 % кремнійорганічної сполуки відносно маси співполімерів, присутніх у запечатувальному шарі, призводить до неприйнятного зниження міцності термічного запечатування й якості герметичної упаковки, а також до неприйнятного збільшення помутніння. Задача даного винаходу полягає в тому, щоб запропонувати поліпшений спосіб виготовлення прозорих групових упаковок, які проявляють поліпшені антиадгезивні властивості в гарячому стані без неприйнятного збільшення температури початку запечатування, клейкості і/або погіршення оптичних властивостей. Таким чином, згідно з першим аспектом даного винаходу, запропонований спосіб виготовлення прозорої групової упаковки, що включає наступні стадії: а) забезпечення групи упаковок, індивідуально обгорнених у плівковий матеріал; b) забезпечення прозорої плівки для групової упаковки з метою створення прозорої обгортки вищезазначених індивідуально обгорнених упаковок, причому прозора плівка для групової упаковки включає поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А, на внутрішній поверхні прозорої плівки для групової упаковки й поліолефіновий зовнішній запечатувальний шар В, на зовнішній поверхні прозорої плівки для групової упаковки, причому матеріал внутрішнього запечатувального шару А, вибирають із метою несумісності для запечатування з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування і умовах термічної усадки, і поліолефіновий матеріал зовнішнього запечатувального шару В, вибирають із метою сумісності для запечатування з шаром В і з метою сумісності для запечатування з шаром А в певних умовах запечатування, причому шари А й В виготовлені з різних матеріалів, і шар В включає щонайменше один поліолефіновий полімер і антиадгезивний компонент, що містить, щонайменше, 0,2 % кремнійорганічної сполуки відносно маси шару; с) розташування індивідуально обгорнених упаковок у впорядкованій конфігурації; d) розташування прозорої плівки для групової упаковки таким чином, що вона щонайменше частково оточує впорядковану конфігурацію індивідуально обгорнених упаковок, хоча й не обов'язково контактує з ними; і e) термічна усадка прозорої плівки для групової упаковки шляхом поміщення її в умови термічної усадки, у яких прозора плівка для групової упаковки піддається усадці й щільно оточує групу упаковок, не здійснюючи запечатування відносно упаковок. Несподівано було виявлено, що використання кремнійорганічної сполуки в кількостях, що дорівнюють або що становлять більше ніж 0,2 % відносно маси зовнішнього шару плівки, призводить до того, що прозора плівка для групової упаковки, яка проявляє гарні адгезивні властивості при підвищених температурах, одночасно проявляє гарні оптичні властивості й переважно низьку температуру початку запечатування. Важливо зазначити, що плівки, використовувані в способі згідно з даним винаходом, мають загальну структуру АСВ, у якій внутрішній запечатувальний шар А, і зовнішній шар В, що запечатує, виготовлені з різних матеріалів, на відміну від плівок, що мають структуру АСА, у якій внутрішній і зовнішні запечатувальні шари, виготовлені із однакового матеріалу. Щоб уникнути сумніву, термін "щільне оточення" використовують для позначення варіантів здійснення, у яких група пачок повністю оточена, або, як альтернатива, у яких група пачок частково оточена усадковою прозорою плівкою для групової упаковки. Наприклад, у тих випадках, де група пачок має шість граней (наприклад, у блоках сигаретних пачок типу 2 × 5), прозора плівка для групової упаковки може щільно оточувати чотири із цих шести граней. Термін "щільне оточення" використовують для позначення того, що індивідуальні упаковки щільно обгорнуті прозорою плівкою для групової упаковки і, як правило, тісно контактують з цією плівкою. Спосіб згідно з даним винаходом може включати одну або декілька з наступних стадій, які можна здійснювати до або після будь-якої зі стадій (a)-(d), якщо це доцільно: а-1) формування плівкової трубки з перекривними краями; а-2) формування кільцевого шва шляхом взаємного запечатування перекривних країв, плівкової трубки; а-3) формування конвертних швів на кожному краю упаковки шляхом складання плівкової трубки й запечатування складених країв. 2 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 Вищезазначену стадію (а-1) можна здійснювати шляхом обгортання прозорої плівки для групової упаковки навколо впорядкованої конфігурації індивідуально обгорнених упаковок для формування плівкової трубки. Трубку, у якої краї запечатують на стадії (а-3), можна формувати шляхом кільцевого шва, формованого на стадії (а-2), або шляхом запечатування трубки, яке здійснюють на стадії (а-1) яким-небудь іншим способом. Як альтернатива, прозору плівку для групової упаковки можна використовувати у формі заздалегідь виготовленої трубки. Переважно, будь-який формований кільцевий шов являє собою шов між шарами А і В. Конвертний шов, якщо він використовується, можна формувати між шарами В і В і/або А і В і/або А і А, і можна використовувати поєднання двох або більше з вищезазначених варіантів. Як згадано вище, плівки, використовувані в способі згідно з даним винаходом, проявляють гарні оптичні властивості, такі як прийнятний рівень прозорості, який робить плівки придатними для використання як прозорі плівки для групової упаковки. Конкретніше, прозора плівка для групової упаковки переважно проявляє значення ширококутного розсіювання, що становить приблизно 15,0 % або менше, приблизно 10,0 % або менше, приблизно 5,0 % або менше, приблизно 3,0 % або менше, приблизно 2,5 % або менше, приблизно 2,0 % або менше, приблизно 1,8 % або менше, приблизно 1,6 % або менше, приблизно 1,4 % або менше, приблизно 1,2 % або менше або приблизно 1 % або менше. Ширококутне розсіювання (WAH) плівки являє собою відсоткову частку пропускаючого світла, яке проходить через плівку й відхиляється від падаючого променя більше ніж на 2,5° прямого розсіювання. Вимірювання ширококутного розсіювання плівок можна здійснювати, використовуючи сферичний нефелометр від компанії E.EL Spherical Haze Meter. Метод дослідження описаний у стандарті ASTM D1003. Як доповнення або альтернатива, прозора плівка для групової упаковки, яке використовується в способі згідно з даним винаходом, переважно проявляє значення вузькокутного розсіювання, що становить приблизно 3,0 % або менше, приблизно 2,5 % або менше, приблизно 2,0 % або менше, приблизно 1,5 % або менше, або приблизно 1 % або менше. Вузькокутне розсіювання (NAH) плівки являє собою кількість паралельного світла, яке розсіюється від падаючого променя більше ніж на 6 хвилин (0,1°) дуги під час проходження через зразок плівки. Вузькокутне розсіювання вимірюють як відсоткову частку всього світла, що пропускається через плівку. Вимірювання вузькокутного розсіювання плівок можна здійснювати, використовуючи лазерні вимірники вузькокутного розсіювання. Як доповнення або альтернатива, прозора плівка для групової упаковки, яке використовується в способі згідно з даним винаходом, переважно проявляє блиск під кутом 45°, що становить приблизно 95 % або більше, приблизно 96 % або більше, приблизно 97 % або більше, приблизно 98 % або більше, або приблизно 99 % або більше. Поверхневий або дзеркальний блиск являє собою співвідношення відбитого потоку світла й падаючого потоку світла зразка, що вимірюється для певних тілесних кутів у дзеркальному напрямку, тобто кути падіння й відбиття є рівними. Якщо згадуються значення блиску під кутом 45°, використовуваний кут становить 45°. Метод дослідження описаний у стандарті ASTM D2457. Вимірювання поверхневого блиску плівок можна здійснювати під кутом 45°, використовуючи вимірник блиску Novo Gloss від компанії Rhopoint. Плівки, які використовуються в способі згідно з даним винаходом, проявляють переважно низьку температуру початку запечатування. Це дозволяє формувати шви (у тому числі кільцевий і/або конвертний шви у разі їх використання) між різними частинами прозорої плівки для групової упаковки (наприклад, між шарами А і А, А і В і/або В і В) в умовах термічного запечатування (наприклад, при тиску, що становить 5 фунтів на квадратний дюйм (34470 Па) при тривалості витримки, що становить 0,5 с), коли температура становить приблизно 95 °C або менше, приблизно 90 °C або менше, приблизно 85 °C або менше, приблизно 80 °C або менше або приблизно 75 °C або менше. Згідно з переважними варіантами здійснення, плівки, які використовуються в даному винаході, можна запечатати, отримуючи міцність запечатування на рівні 200 г/25 мм, коли запечатування здійснюється при температурах, згаданих вище, при тиску, що становить 5 фунтів на квадратний дюйм (34470 Па) і тривалість витримки, що становить 0,5 с. Згідно з іншими переважними варіантами здійснення, плівки, використовувані в даному винаході, можна запечатати, отримуючи міцність запечатування на рівні 200 г/25 мм, коли запечатування здійснюється при температурах, що становлять між приблизно 80 °C і приблизно 120 °C, при тиску, що становить 0,5 фунта на квадратний дюйм (3447 Па), і тривалість витримки, що становить 0,15 с. 3 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 Умови запечатування можуть включати умови підвищеного тиску й тривалість витримки. Як правило, коли плівка проявляє високі температури початку запечатування, збільшують тиск і/або тривалість витримки, щоб забезпечувати формування надійного шва. Однак, в результаті переважно низької температури початку запечатування плівок, яка використовується в способі згідно з даним винаходом, потрібні знижені рівні тривалості витримки й тиску, що дозволяє швидше сформувати шви. Тиск запечатування, як правило, становить, наприклад, щонайменше приблизно 0,1 фунта на квадратний дюйм (689,5 Па), приблизно 0,2, приблизно 0,5 або від приблизно 1 до приблизно 5, приблизно 10, приблизно 20, або приблизно 25 фунтів на квадратний дюйм (1379, 3447, від 6895 до 13790, 68950, 137900, 172400 Па, відповідно). Тривалість витримки можна вибирати відповідно до добре відомих принципів, і, як правило, вона становить щонайменше від приблизно 0,05 с, приблизно 0,075 с, або від приблизно 0,1 с до приблизно 0,5 с, приблизно 1 с; або приблизно 2 с. Плівки, які використовуються в способі згідно з даним винаходом, проявляють гарні адгезивні властивості й переважно мають статичний і/або динамічний коефіцієнт тертя при температурі навколишнього середовища, що становить приблизно 0,5 або менше, приблизно 0,4 або менше, приблизно 0,3 або менше, приблизно 0,25 або менше, або приблизно 0,2 або менше. При температурі, що становить 60 °C, плівки, які використовуються згідно з даним винаходом, переважно проявляють статичний і/або динамічний коефіцієнт тертя, що становить приблизно 1 або менше, приблизно 0,8 або менше, приблизно 0,6 або менше, або приблизно 0,5 або менше. При температурі, що становить 80 °C, плівки, які використовуються згідно з даним винаходом, переважно проявляють статичний і/або динамічний коефіцієнт тертя, що становить приблизно 4 або менше, приблизно 3,5 або менше, приблизно 3 або менше, приблизно 2,5 або менше, приблизно 2 або менше, приблизно 1,5 або менше, приблизно 1 або менше, приблизно 0,8 або менше, або приблизно 0,6 або менше. Коефіцієнти тертя, які згадані вище, можна визначати, використовуючи будь-який спосіб, відомий фахівцям у даній галузі техніки. Наприклад, коефіцієнти тертя можна вимірювати, застосовуючи вимірник ковзання й тертя Messmer моделі № 32-90-00-0004 від компанії Testing Machines Inc. (TMI), який використовується відповідно до методу дослідження, який визначає стандарт ASTMD1894. Плівки, які використовуються в способах згідно з даним винаходом, проявляють гарні (тобто низькі) термічні адгезивні властивості. Наприклад, якщо зразки даних плівок розташовують таким чином, що їх зовнішні поверхні контактують і витримуються протягом однієї години при температурі, що становить 60 °C, і при тиску, що становить 0,5 фунта на квадратний дюйм (3447 Па), міцність запечатування між ними становить переважно, менше ніж приблизно 20 г/25 мм, переважніше, менше ніж приблизно 10 г/25 мм або, найпереважніше, менше ніж приблизно 5 г/25 мм.) Запечатувальні шари, як правило, включають один або декілька поліолефінових гомополімерів, один або декілька поліолефінових співполімерів або суміші, що містять два або більше з вищезазначених полімерів. Термін "співполімери" у даному значенні означає будь-яке число, що становлять полімери мономерів (таких як етилен, пропілен, бутен або будь-який олефін, що містить аж до десяти атомів вуглецю), таким чином, що дане визначення поширюється, наприклад, на подвійні полімери, потрійні полімери й співполімери, що містять чотири або більше мономерів, що становлять полімери. Дане визначення поширюється на статистичні співполімери й блок-співполімери, і запечатувальні шари, можуть, як доповнення або альтернативи включати суміші, що містять один або декілька гомополімерів, співполімерів або їх поєднань. Згідно з переважними варіантами здійснення даного винаходу, внутрішній і/або зовнішній запечатувальний шар, включає поєднання співполімерів типу пропілен/етилен, пропілен/бутен або пропілен/етилен/бутен або відповідні суміші. У тому випадку, коли внутрішній і/або зовнішній запечатувальний шар, включає співполімер типу пропілен/етилен, пропілен переважно присутній як основний компонент, причому він переважно присутній у кількості, що становить щонайменше приблизно 85 %, приблизно 90 %, приблизно 95 % або приблизно 98 % відносно маси співполімеру. У тому випадку, коли внутрішній і/або зовнішній запечатувальний шар, включає співполімер типу пропілен/бутен, пропілен переважно присутній як основний компонент і переважно присутній у кількості, що становить від приблизно 50 %, приблизно 60 %, приблизно 65 % або 4 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 60 приблизно 70 % до приблизно 80 %, приблизно 85 %, приблизно 90 % або приблизно 95 % відносно маси співполімеру. У тому випадку, коли внутрішній і/або зовнішній запечатувальний шар, включає співполімер типу пропілен/етилен/бутен, пропілен переважно присутній у кількості, що становить від приблизно 70 %, приблизно 75 %, або приблизно 80 % до приблизно 85 %, приблизно 90 % або приблизно 95 % відносно маси співполімеру. Етилен переважно присутній у кількості, що становить від приблизно 0,5 %, приблизно 1 %, приблизно 2 %, приблизно 4 %, або приблизно 6 % до приблизно 10 % відносно маси співполімеру. Бутен переважно присутній у кількості, що становить від приблизно 3 %, приблизно 5 %, приблизно 7,5 %, приблизно 10 %, або приблизно 12,5 % до приблизно 15 %, приблизно 17,5 %, приблизно 20 %, або приблизно 25 % відносно маси співполімеру. Плівки, які використовуються згідно з даним винаходом, включають антиадгезивний компонент. Цей компонент становить приблизно 0,2 % кремнійорганічної сполуки відносно маси зовнішнього шару. Згідно з варіантами здійснення даного винаходу, антиадгезивний компонент включає приблизно 0,2 %, приблизно 0,5 %, приблизно 0,75 %, або приблизно 1 % до приблизно 1,5 %, приблизно 1,75 % або приблизно 2 % кремнійорганічної сполуки. Кремнійорганічні сполуки можуть бути будь-якими полімеризованими силоксанами, у тому числі ті, які заміщені алкільними групами, такими як полідиметилсилоксан, зшиті силоксани, метилтриметоксисилани тощо. Приклади переважного кремнійорганічного полімеру для введення в плівки, використовувані згідно з даним винаходом, продаються під назвою Tospearl. Полімери Tospearl містять як основу сферичні частинки зшитих силоксанів, які отримують шляхом регульованого гідролізу й конденсації метилтриметоксисилану. Сферична природа, вузький розподіл за розміром, а також хімічна й термічна стійкості цих частинок роблять їх ідеальними для використання в антиадгезивній речовині. Кремнійорганічна сполука можна використовувати у формі кремнійорганічної олії, полімеру, смоли, воску або мастила. Антиадгезивний компонент може включати інші компоненти як доповнення до кремнійорганічної сполуки. Наприклад, можна використати діоксид кремнію (у тому числі тонкодисперсний, колоїдний, синтетичний і аморфний діоксид кремнію) або силікати (у тому числі силікат кальцію). У разі їх присутності діоксид кремнію і/або силікати присутні в кількості, що становить приблизно 0,1 %, приблизно 0,15 %, приблизно 0,2 %, приблизно 0,25 % або приблизно 0,3 % до приблизно 0,4 %, приблизно 0,5 %, приблизно 0,7 % до приблизно 1 % відносно маси шару. Якщо вони присутні в зернистій формі, діоксид кремнію і/або силікати переважно мають середній розмір частинок, що становить від приблизно 3 до приблизно 7 мкм. Як доповнення або альтернатива, антиадгезивний компонент може включати інші антиадгезивні домішки, у тому числі мікрокристалічний віск (наприклад, що має середній розмір частинок, який становить від приблизно 0,1 до приблизно 0,6 мкм), карнаубський віск, жирні амідні воски тощо. Щоб уникнути сумніву, внутрішній шар плівки, яка використовується в способі згідно з даним винаходом, може додатково включати один або декілька матеріалів антиадгезивного компонента, необов'язково в кількостях, які згадані вище. У разі їх використання антиадгезивні матеріали присутні у внутрішньому шарі, можуть бути такими самими як антиадгезивний компонент зовнішнього шару, або відрізнятися від нього. Прозора плівка для групової упаковки має сумісність для запечатування відносно себе (між шарами А і В, А і А і/або В і В) в умовах запечатування, але є несумісними при запечатуванні в умовах запечатування й умовах термічної усадки з плівковим матеріалом індивідуально обгорнених упаковок. Один спосіб, згідно з яким таку несумісність для запечатування можна забезпечувати, вводячи щонайменше у запечатувальний внутрішній шар прозорої плівки, для групової упаковки щонайменше один поліолефіновий матеріал, отриманий із мономеру, що має довжину ланцюга, відмінну від довжини ланцюга мономеру, з якого отримують щонайменше один поліолефіновий матеріал для плівкового матеріалу в обгортці індивідуальних упаковок. Переважно, зовнішня поверхня плівкового поліолефінового матеріалу індивідуально обгорнених упаковок включає щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, у якого довжина вуглецевого ланцюга становить x, і матеріал внутрішнього запечатувального шару А, включає щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить у, причому у відмінний від х. Опційно, поліолефіновий матеріал зовнішнього запечатувального шару В, може також включати щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить у. Таким чином, у тому випадку, коли 5 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхня поліолефінового матеріалу індивідуально обгорнених упаковок включає поліетиленовий компонент, поліолефіновий матеріал внутрішнього запечатувального шару А, переважно включає поліпропіленовий компонент і/або полібутиленовий компонент. У цьому випадку поліолефіновий матеріал зовнішнього запечатувального шару В, може також включати поліпропіленовий компонент і/або полібутиленовий компонент. У тому випадку, коли поверхня поліолефінового матеріалу індивідуально обгорнених упаковок включає поліпропіленовий компонент, поліолефіновий матеріал внутрішнього запечатувального шару А, переважно включає поліетиленовий компонент і/або полібутиленовий компонент. У цьому випадку поліолефіновий матеріал зовнішнього запечатувального шару В, може також включати поліетиленовий компонент і/або полібутиленовий компонент. У тому випадку, коли поверхня поліолефінового матеріалу індивідуально обгорнених упаковок включає полібутиленовий компонент, поліолефіновий матеріал внутрішнього запечатувального шару А, переважно включає поліетиленовий компонент і/або поліпропіленовий компонент. У цьому випадку поліолефіновий матеріал зовнішнього запечатувального шару В, може також включати поліетиленовий компонент і/або поліпропіленовий компонент. Щоб уникнути сумніву, потрібно зазначити, що коли зовнішня поверхня плівкового поліолефінового матеріалу індивідуально обгорнених упаковок включає щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить х, і поліолефіновий матеріал внутрішнього запечатувального шару А, включає щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить у, причому у відрізняється від х, поліолефіновий матеріал внутрішнього запечатувального шару А, може додатково включати щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить х. У цьому випадку, поліолефіновий матеріал внутрішнього запечатувального шару А, включає щонайменше два поліолефінових компоненти, причому один із них отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить у, а інший отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить х. Поліолефіновий матеріал зовнішнього запечатувального шару В, може також додатково включати щонайменше один поліолефіновий компонент, отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить х, і в такому випадку поліолефіновий матеріал зовнішнього запечатувального шару В, також включає щонайменше два поліолефінових компоненти, причому один із них отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить у, а інший отриманий із мономерного олефіну, в якого довжина вуглецевого ланцюга становить х. Окрім того, у межах об'єму даного винаходу передбачено виготовлення запечатувального шару, і/або плівкового поліолефінового матеріалу, що містить полімерний компонент, отриманий із множини похідних мономерів (наприклад, статистичний співполімер або блок-співполімер поліпропілену й поліетилену і/або суміш поліпропілену й поліетилену). Слід зазначити, що в цьому випадку плівковий поліолефіновий матеріал і матеріал запечатувального шару, може складати повністю або частково такий самий поліолефіновий матеріал, наприклад, блок-співполімер або статистичний співполімер або суміш, яка отримана з множини похідних мономерів, причому щонайменше один похідний мономер (наприклад, етилен) має довжину ланцюга, відмінну від довжини ланцюга, яку має щонайменше ще один похідний мономер (наприклад, пропілен). Переважно, обидва числа x і у становлять від 2 до 4. Як доповнення або альтернатива, несумісність для запечатування між прозорою плівкою для групової упаковки й плівковими обгортками можна забезпечувати шляхом включення неполіолефінового матеріалу в прозору плівку для групової упаковки, найпереважніше у внутрішній запечатувальний шар, і/або в плівкові обгортки. Приклади таких матеріалів включають складні поліефіри, полімери складних ефірів акрилової кислоти, полівініліденхлорид, співполімери етилену й вінілацетату або їх суміші. Як доповнення або альтернатива, несумісність для запечатування між прозорою плівкою для групової упаковки й плівковими обгортками індивідуальних упаковок можна забезпечувати, вибираючи матеріал зовнішнього запечатувального шару (і/або внутрішній запечатувальний шар), який має низьку температуру початку запечатування, при якій запечатувальний шар, буде сумісним для запечатування відносно себе в умовах запечатування і/або відносно іншого запечатувального шару прозорої плівки, для групової упаковки, але він буде несумісним для запечатування в цих умовах відносно поліолефінового плівкового матеріалу обгорнених індивідуальних упаковок. У цьому випадку прозора плівка для групової упаковки має таку структуру, яка містить, щонайменше, один шар, що має низьку температуру початку запечатування. 6 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 60 Запечатування при низькій температурі перешкоджає прилипанню прозорої плівки для групової упаковки до індивідуальних обгорток. Термін "низька температура початку запечатування" переважно означає, що запечатування запечатувального шару, який має низьку температуру початку запечатування, відносно себе і/або відносно іншого запечатувального шару прозорої плівки, для групової упаковки здійснюється при температурі, що становить приблизно 95 °C або менше, приблизно 90 °C або менше, приблизно 85 °C або менше, приблизно 80 °C або менше або приблизно 75 °C або менше, при відвідуванні в умови запечатування, включаючи, наприклад, тиск, що становить 5 фунтів на квадратний дюйм (34470 Па), і тривалість видержування, що становить 0,5 с. Умови запечатування можна вибирати відповідно до вищезазначеної температури початку запечатування, або можна вибирати вишу температуру, беручи до уваги, що умови запечатування не треба вибирати такими, що починає здійснюватися запечатування між внутрішнім запечатувальним шаром прозорої плівки, для групової упаковки й плівковим матеріалом обгорнених індивідуальних упаковок. Міцність термічного запечатування внутрішнього запечатувального шару, відносно себе і/або відносно зовнішнього запечатувального шару, за визначених умов запечатування становить переважно вище 100 г/25 мм, переважніше вище 200 г/25 мм, ще переважніше вище 300 г/25 мм і найпереважніше вище 400 г/25 мм. Температура початку запечатування прозорої плівки для групової упаковки або кожного запечатувального шару, відносно себе і/або відносно іншого шару прозорої плівки, що запечатує, для групової упаковки повинна бути в будь-якому випадку нижча, ніж порогова температура термічного запечатування вищезазначеного запечатувального шару, відносно плівкового матеріалу індивідуальних упаковок, переважно істотно нижча, наприклад, щонайменше приблизно на 5 °C нижча, приблизно на 10 °C нижча, приблизно на 15 °C нижча, приблизно на 20 °C нижча або приблизно на 25 °C нижча. За певних умов запечатування міцність запечатування прозорої плівки для групової упаковки або кожного запечатувального шару, відносно себе і/або відносно іншого запечатувального шару прозорої плівки, для групової упаковки повинна бути вищою, ніж міцність запечатування вищезазначеного запечатувального шару, відносно плівкового матеріалу індивідуальних упаковок, переважно істотно вища, наприклад щонайменше приблизно на 50 г/25 мм вища, переважно щонайменше приблизно на 100 г/25 мм вища, переважніше щонайменше приблизно на 150 г/25 мм вища. Термін "несумісність для запечатування" або "запечатувальна несумісність" переважно означає, що міцність запечатування за умов запечатування становить менше ніж 100 г/25 мм, переважно менше ніж 80 г/25 мм, переважніше, менше ніж 60 г/25 мм, ще переважніше, менше ніж 40 г/25 мм, ще переважніше, 30 г/25 мм, ще переважніше, менше ніж 20 г/25 мм і, найпереважніше, менше ніж 10 г/25 мм, або навіть менше ніж 5 г/25 мм, або близько до 0 г/25 мм або нулю. Внутрішній і/або зовнішній запечатувальний шар плівки, можна необов'язково обробляти деяким способом, щоб додатково посилювати несумісність для запечатування між запечатувальними шарами, і плівковим матеріалом. Однак плівки згідно з даним винаходом переважно не піддають обробці яким-небудь способом. Плівковий матеріал може мати будь-яку відому структуру, у тому числі одношарову й багатошарову. Запечатувальні шари (А і В), переважно утворюють покривні шари або покриття на протилежних поверхнях внутрішнього шару С. Ці шари можна виготовляти шляхом спільної екструзії з внутрішнім шаром, шляхом послідовного нанесення одного або декількох покриттів на поверхню вже виготовленого внутрішній шар, шляхом екструзійного покриття або шляхом поєднання вищезазначених способів. Як правило, виявляється переважним, щоб запечатувальні шари, були спільно екструдовані разом із внутрішнім шаром під час виготовленні прозорої плівки для групової упаковки. Внутрішній шар являє собою поліолефіновий шар, який може також включати один або декілька гомополімерів, один або декілька співполімерів або суміші двох або більше полімерів. Переважно, однак, внутрішній шар включає гомополімер, переважніше поліпропілен, найпереважніше двовісноорієнтований поліпропілен. Матеріал внутрішнього шару можна, однак, змішувати з одним або декількома додатковими матеріалами, які вибирають, якщо виявляються бажаними додаткові або альтернативні функціональні властивості або естетичні характеристики. Поліолефіновий внутрішній шар може включати полімер у кількості, що становить, наприклад, приблизно 5 %, приблизно 7 %, або від приблизно 9 % до приблизно 12 %, приблизно 15 % або приблизно 20 %. Приклади полімерів, які можна використовувати у 7 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 60 внутрішніх шарах плівок для застосування в способі згідно з даним винаходом, включають гідровані вуглецеві полімери, такі як полімери, які продає компанія Arakawa (наприклад, Arkon P-125) або компанія Eastman (наприклад, Regalite R1125), полімери на основі ароматичних вуглеців С9, полімери на основі аліфатичних вуглеців С5, циклопентадієнові полімери або їх суміші. Переважно в полімері (полімерів) температура розм'якшення становить менше ніж 140 °C або менше ніж 130 °C. Слід розуміти, що прозора плівка для групової упаковки може включати додаткові шари, а також визначені вище внутрішній шар і запечатувальні шари С, А і В. Такі додаткові шари можуть, наприклад, включати ламіновані шари, придатні для друку шари, непроникні для ультрафіолетового випромінювання шари, проникні або непроникні для кисню шари, проникні або непроникні для водяного пару шари тощо. Такі додаткові шари можна виготовляти також шляхом співекструзії, нанесення покриття після співекструзії, шляхом співекструзійного покриття або шляхом поєднання двох або більше вищезазначених способів. Як альтернатива, шар А і/або В можна розташувати поруч і в контакті з внутрішнім шаром С. У своєму внутрішньому шарі і/або в одному або декількох із своїх запечатувальних шарів, і/або в будь-якому додатковому шарі (шарах) прозора плівка для групової упаковки може включати функціональні матеріали для інших цілей, що стосуються функціональних властивостей або естетичних характеристик плівки. Відповідні функціональні матеріали можна вибирати з одного або декількох із наступних матеріалів, їх сумішей і/або поєднань: поглинаючі ультрафіолетове випромінювання речовини, барвники; пігменти, забарвлюючі речовини, металізовані і/або псевдометалізоване покриття; мастильні речовини, антистатичні речовини (катіонні, аніонні і/або неіонні, наприклад, моноолеат поліоксіетиленсорбіту), антиоксиданти (наприклад, тріс(2,4-ди-трет-бутилфеніловий) ефір фосфорної кислоти), поверхнево-активні речовини, підсилювачі жорсткості; підсилювачі блиску, які сприяють розкладенню речовини, захисні покривні речовини, що змінюють властивості газопроникності і/або вологопроникності плівки, такі як полівініліденгалогеніди, наприклад, полівініліденхлорид (PVdC); тонкодисперсні матеріали (наприклад, тальк); домішки для поліпшення адгезії фарби або придатності до друкування, домішки для збільшення жорсткості (наприклад, вуглецевий полімер); домішки для збільшення усадки (наприклад, твердий полімер). Деякі або всі із домішок, які перераховані вище, можна вводити спільно у формі композиції для нанесення плівок згідно з даним винаходом і/або в формі нового шару, на який можна також наносити покриття, і/або який може утворювати зовнішній або поверхневий шар у формі листа. Як альтернатива, деякі або всі із вищезазначених добавок можна вводити окремо і/або додавати безпосередньо в об'єм внутрішнього шару опційно в процесі утворення плівки (наприклад, як частини початкової полімерної композиції), і, таким чином, вони можуть утворювати або не утворювати шари або покриття як такі. Плівки згідно з даним винаходом можна також виготовляти шляхом ламінування двох спільно екструдованих плівок. Нанесення зовнішнього шару (шарів) на внутрішній шар належним чином здійснюють, використовуючи будь-який з способів ламінування або нанесення покриття, які традиційно використовують для виготовлення композитних багатошарових плівок. Переважно, однак, один або декілька зовнішніх шарів наносять на підкладку, використовуючи спосіб спільної екструзії, згідно з яким полімерні компоненти внутрішнього шару й зовнішніх шарів спільно екструдують, забезпечуючи їх тісний контакт, у той час, коли вони ще залишаються в розплавленому стані. Переважно співекструзію здійснюють, використовуючи багатоканальну кільцеву матрицю, сконструйовану таким чином, що розплавлені полімерні компоненти, які становлять індивідуальні шари композитної плівки, зливаються на своїх межах всередині матриці, утворюючи єдину композитну структуру, яку потім екструдують, використовуючи спільний матричний отвір, у формі трубчастого екструдату. Слід зазначити, що можна також використовувати матрицю будь-якої іншої відповідної форми, таку як плоску матрицю. Використовуючи будь-який спосіб, відомий у техніці, можна виготовляти полімерну плівку, у тому числі, але не обмежуючись цим, литий лист, литу плівку або роздувну плівку. Даний винахід може виявитися особливо застосовним до плівок, що включають спінені або неспінені поліпропіленові плівки, що містять внутрішній шар із блок-співполімеру поліпропілену й поліетилену й покривні шари, у яких товщина становить значно менше, ніж у внутрішнього шару, і які включають, наприклад, статистичні співполімери етилену й пропілену або статистичні потрійні полімери пропілену, етилену й бутилену. Плівки можуть являти собою плівки з двовісноорієнтованого поліпропілену (ВОРР), які можна виготовляти як рівнорозтягнуті в двох напрямках плівки, використовуючи практично однакові машинний напрямок і поперечний напрямок коефіцієнти розтягнення, або плівки можуть бути розтягнутими в нерівній мірі в двох 8 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 60 напрямках, коли вони виявляються орієнтованими в значно більшій мірі в одному напрямку (машинному напрямку або поперечному напрямку). Можна використати послідовне розтягнення, в якому нагріті ролики здійснюють розтягнення плівки в машинному напрямку, і після цього використовують розтягуючу піч, щоб здійснювати розтягнення в поперечному напрямку. Як альтернатива, можна використати одночасне розтягнення, наприклад, застосовуючи так званий бульбашковий спосіб, або одночасне розтягнення на розтягуючій рамі. Прозору плівку для групової упаковки можна піддавати термічній усадці, використовуючи будь-який пристрій для термічної усадки пакувальних матеріалів або подібний пристрій, що включає здійснюючі або не здійснюючі зворотно-поступальний рух плити і/або термоусадковий тунель або канали. Як правило, використовують температуру термічної усадки, яка становить від приблизно 50 °C, приблизно 60 °C, приблизно 70 °C, приблизно 80 °C, або приблизно 85 °C до приблизно 90 °C, приблизно 95 °C, приблизно 100 °C, приблизно 110 °C, приблизно 120 °C, приблизно 130 °C, приблизно 140 °C, приблизно 150 °C, приблизно 170 °C, або приблизно 200 °C. Зразковий пристрій для термічної усадки, який можна використати, включає усадковий пристрій Focke 409. Цей пристрій включає одну здійснюючу зворотно-поступальний рух неконтактну плиту, яку можна встановлювати тільки зверху пакета, або множини здійснюючих зворотно-поступальний рух плит, які можна встановлювати зверху й знизу пакета. Додатковий приклад пристрою для термічної усадки, який можна використати, являє собою обгортковий тунель від компанії Marden Edwards. Фахівцям у даній галузі техніки повинно бути зрозуміло, що існує множина доступних пристроїв і способів для здійснення усадки. Належне обладнання потрібно вибирати на основі бажаної міри усадки, а також на основі заводських умов і вимог. Згідно з переважними варіантами здійснення, прозора плівка для групової упаковки, яка використовується згідно з даним винаходом, буде проявляти при температурі, що становить приблизно 60 °C, приблизно 70 °C, приблизно 80 °C, приблизно 90 °C, приблизно 100 °C; приблизно 110 °C, приблизно 120 °C, приблизно 130 °C або приблизно 140 °C, міра усадки в машинному і/або поперечному напрямку, яка становить приблизно 10 % або більше, приблизно 15 % або більше, приблизно 20 % або більше, приблизно 25 % або більше, приблизно 30 % або більше, приблизно 35 % або більше, приблизно 40 % або більше, приблизно 45 % або більше, або приблизно 50 % або більше. Міра усадки може бути однаковою в двох напрямках, або вона може бути більша в машинному або поперечному напрямку. Плівки, використовувані відповідно до даного винаходу, можуть мати різну товщину залежно від вимог їх застосування. Наприклад, їх товщина може становити від приблизно 10 до приблизно 240 мкм, переважно від приблизно 12 до приблизно 50 мкм і найпереважніше від приблизно 20 до приблизно 30 мкм. У багатошаровій плівці відповідно до даного винаходу, що має щонайменше внутрішній шар, внутрішній запечатувальний шар, й зовнішній запечатувальний шар, кожний запечатувальний шар, може незалежно мати товщину, що становить від приблизно 0,05 мкм до приблизно 2 мкм, переважно, від приблизно 0,075 мкм до приблизно 1,5 мкм переважніше, від приблизно 0,1 мкм до приблизно 1,0 мкм, найпереважніше, від приблизно 0,15 мкм до приблизно 0,5 мкм. Внутрішній і/або зовнішній запечатувальний шар, може бути придатними для друкування внаслідок своєї природи або за допомогою відповідної обробки. Згідно з другим аспектом даного винаходу, запропонована прозора групова упаковка, що включає групу індивідуальних упаковок, індивідуально упакованих у плівковий матеріал, які упаковані спільно у вищезазначену прозору групову упаковку за допомогою прозорої плівки для групової упаковки, причому прозора плівка для групової упаковки включає поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А, на внутрішній поверхні прозорої плівки для групової упаковки й поліолефіновий зовнішній запечатувальний шар В, на зовнішній поверхні прозорої плівки для групової упаковки, причому матеріал внутрішнього запечатувального шару А, вибирають із метою несумісності для запечатування з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування й умовах термічної усадки, і поліолефіновий матеріал зовнішнього запечатувального шару В, вибирають із метою сумісності для запечатування із шаром В і з метою сумісності для запечатування із шаром А в певних умовах запечатування, причому шари А і В виготовлені з різних матеріалів, і шар В включає щонайменше один поліолефіновий полімер і антиадгезивний компонент, що містить щонайменше 0,2 % кремнійорганічної сполуки відносно маси шару; індивідуальні упаковки розташовані у впорядкованій конфігурації, і прозору плівку для групової упаковки піддають усадці, щоб щільно оточувати групу пачок, не здійснюючи запечатування відносно упаковок. 9 UA 110135 C2 5 Щоб уникнути будь-якого сумніву, описи відмітних характеристик першого аспекту даного винаходу, які обговорюються вище, опціонально застосовуються до виробу згідно з другим аспектом даного винаходу, наскільки це доцільно. Даний винахід додатково проілюстрований за допомогою обговорення наступних прикладів, які являють собою виключно ілюстрації й не обмежують обсяг даного винаходу, описаний у даному документі. Приклад 1. Виготовлення плівок Використовуючи "бульбашковий спосіб", виготовляли три плівки, складові яких надані нижче: 10 Таблиця 1 Шар Компонент Плівка 1 Плівка 2 Плівка 3 Товщина Товщина Товщина Пропорція шару Пропорція шару Пропорція шару (мкм) (мкм) (мкм) Суміш співполімерів РР/РВ і РР/РЕ Внутрішній Кремнійорганічна шар сполука Діоксид кремнію Гомополімер пропілену Централь- Гідрований ний шар вуглеводний твердий сир Співполімер РР/РВ Потрійний Полімер РР/РЕ/РВ' Зовнішній Аморфний діоксид шар кремнію Кремнійорганічна смола 15 99,4 0,5 99,4 0,28 0,1 92,7 7,3 0,5 99,4 0,28 0,1 90,0 24,44 10,0 0,28 0,5 0,1 90,0 24,44 10,0 49,225 49,225 49,225 49,225 49,225 24,32 49,225 0,35 0,28 1,2 0,35 1,2 0,28 0,35 0,4 1,2 Приклад 1а. Оптичні властивості плівок Оптичні властивості визначали для плівок 1-3. Зокрема, значення блиску під кутом 45° і розсіювання (ширококутне й вузькокутне) даних плівок визначали, використовуючи пристрій і способи, які описані вище.) Таблиця 1а Плівка 1 2 3 20 Блиск під кутом 45° (%) 95,4 95,7 95,8 Ширококутне розсіювання (%) 1,5 1,4 1,7 Вузькокутне розсіювання 2-3 1-2 1,5-2,5 Як буде очевидно фахівцям у даній галузі техніки, оптичні властивості, зокрема, низькі значення розсіювання, що проявляються плівками 1-3, роблять їх приданими для використання як прозорі плівки для групової упаковки. Приклад 1b. Коефіцієнт тертя (при температурі навколишнього середовища) Зразки плівок 1-3 досліджували, використовуючи вимірник ковзання й тертя Messmer моделі № 32-90-00-0004 відповідно до стандарту ASTM D1894, й отримані середні коефіцієнти тертя подані нижче: 25 10 UA 110135 C2 Таблиця 1b Плівка 1 2 3 5 10 15 20 Коефіцієнт тертя Статичний 0,27 0,24 0,26 Динамічний 0,23 0,21 0,21 Ці результати підтверджують, що при температурі навколишнього середовища плівки, які використовуються в способі згідно з даним винаходом, проявляють низькі коефіцієнти тертя. Приклад 1с. Тришарове дослідження ковзання Зразки плівок 1-3 піддавали тришаровому дослідженню ковзання. Дане дослідження дозволяє визначати ковзання між поверхнею плівки й металом, використовуючи лише дуже малу площу контакту. Тверду пластину (600 мм × 150 мм) із плоскою поверхнею встановлювали з нахилом під фіксованим кутом (12°) відносно основи. Досліджувану плівку поміщали на похилу площину, причому досліджувана поверхня була найбільш верхньою. Полозки (50 мм×50 мм×6,4 мм) у формі пластини з алюмінієвого сплаву тримали три встановлених на них шарикопідшипника з карбіду вольфраму діаметром 8 мм. Шарики виступали на 1,5 мм і являли собою вершини рівнобедреного трикутника на основі полозків. Полозки поміщали на плівку переднім краєм на лінію верхнього рівня нахилу. Вимірювали час у секундах, який був потрібен полозкам для досягнення нижнього рівня нахилу й являв собою час спуску. Ковзання плівки відносно металу являє собою важливу властивість, яка може визначати пакувальні якості плівки, яка використовується на машинах для виготовлення, наповнення й запечатування упаковок. Середні результати даного дослідження подані нижче: Таблиця 1с Плівка 1 2 3 25 Результат (секунди) 6,13 4,69 4,68 Приклад 1d. Коефіцієнт тертя (при підвищеній температурі) Зразки плівок 1-3 досліджували, використовуючи вимірник ковзання й тертя Messmer моделі № 32-90-00-0004 відповідно до стандарту ASTM D1894, й отримані середні коефіцієнти тертя надані нижче: Таблиця 1d 30 °С 40 °С 50 °С 60 °С 70 °С 80 °С Ста- Дина- Ста- Дина- Ста- Дина- Ста- Дина- Ста- Дина- Ста- ДинаПлівка тичний мічний тичний мічний тичний мічний тичний мічний тичний мічний тичний мічний 1 0,35 0,25 0,36 0,25 0,47 0,28 0,82 0,39 1,69 0,51 3,60 0,79 2 0,30 0,23 0,31 0,24 0,31 0,27 0,89 0,39 1,64 0,51 3,20 0,70 3 0,35 0,23 0,33 0,25 0,62 0,27 0,80 0,40 1,32 0,50 2,45 0,64 30 35 Як можуть визначити фахівці в даній галузі техніки, коефіцієнти тертя залишаються відносно низькими навіть при підвищених температурах, і, таким чином плівки, які використовуються в способах згідно з даним винаходом, проявляють гарні антиадгезивні властивості в гарячому стані. Приклад 1е. Температура початку запечатування (між зовнішніми поверхнями) Зразки плівок 1-3 досліджували, щоб визначити міцність запечатування, що отримується, коли зовнішні поверхні двох смужок з однакового матеріалу піддавали термічному запечатуванню при тиску, що становив 5 фунтів на квадратний дюйм (34470 Па), і тривалості витримки, що становила 0,5 секунди. Спостережувані середні значення міцності запечатування представлені нижче. 11 UA 110135 C2 Таблиця 1е Температура запечатування (°С) 76 78 80 82 84 86 90 5 10 Плівка 1 123,7 177,5 224,5 282,5 368,0 395,0 405,5 Міцність запечатування (г/25 мм) Плівка 2 85,4 165,5 187,0 365,5 300,5 333,5 389,0 Плівка 3 85,2 132,0 130,5 229,5 236,5 276,0 336,0 Ці дані підтверджують, що температура початку запечатування, яку проявляють плівки, призначені для використання згідно з даним винаходом, є прийнятно низкою, і запечатування міцністю 200 г/25 мм утворюється між зовнішніми шарами цих плівок при температурі, що становить навколо 80 °C або трохи вище. Приклад 1f. Температура початку запечатування (між внутрішньою й зовнішньою поверхнями) Зразки плівок 1-3 досліджували, щоб визначити міцність запечатування, що отримується, коли внутрішній і зовнішні поверхні двох смужок з однакового матеріалу піддавали термічному запечатуванню при тиску, що становив 5 фунтів на квадратний дюйм (34470 Па), і тривалості витримки, що становила 0,5 секунди. Спостережувані середні значення міцності запечатування представлені нижче: Таблиця 1f Температура запечатування (°С) 84 86 88 90 92 94 Плівка 1 59,5 128,0 241,3 261,3 261,0 381,8 Міцність запечатування (г/25 мм) Плівка 2 61,9 194,0 177,0 294,0 289,5 286,5 Плівка 3 20,9 56,7 138,5 336,5 279,0 * Отримана міцність запечатування перевищувала рівень, прийнятний для визначення 15 20 25 30 Ці дані підтверджують, що температура початку запечатування, яку проявляють плівки, призначені для використання згідно з даним винаходом, є прийнятно низкою, і запечатування міцністю 200 г/25 мм утворюється між внутрішнім і зовнішнім шарами цих плівок при температурі, що становить приблизно від 88 °C до 90 °C. Приклад 1g. Інтервал несумісності Зразки плівок 1-3 досліджували, щоб визначити температуру, при якій утворюється запечатування між їх внутрішніми поверхнями й типовою поліолефіновою плівковою обгорткою, що має зовнішнє покриття, яке включає отриману з металоценовим каталізатором співполімер РР/РЕ (95/5)%, що містить домішки кремнійорганічної смоли й діоксиду кремнію. Дане дослідження здійснювали, використовуючи пристрій для термічного запечатування, який працював при тиску, що становив 5 фунтів на квадратний дюйм (34470 Па), із тривалість витримки, що становила 0,5 секунд. Нижній затискач пристрою для термічного запечатування знімали, щоб відтворювати бічне запечатування прозорої групової упаковки. Шляхом визначення температури, при якій утворюється запечатування між прозорою плівкою для групової упаковки й поліолефіновою плівковою обгорткою, можна визначати інтервал несумісності, у якому термічне запечатування можна здійснювати з мінімальним ризиком утворення запечатування між прозорою плівкою для групової упаковки й плівковими обгортками. 12 UA 110135 C2 Таблиця 1g Температура запечатування для Температура запечатування для досягнення міцності запечатування Інтервал здійснення запечатування між Плівка між внутрішньою й зовнішньою несумісності прозорою плівкою для групової поверхнями на рівні 200 г/25 мм (°С) упаковки й плівковою обгорткою (°С) (°С) 1 88 102 14 2 90 104 14 3 90 102 12 5 10 Створення інтервалу несумісності від 12 до 14 °C є переважним, оскільки він є досить широким, щоб забезпечувати здійснення запечатування без коливань температури термічного запечатування, в результаті яких відбувається запечатування між прозорою плівкою для групової упаковки й плівкових обгорток індивідуальних упаковок у пакетах. Приклад 1h. Термічна адгезія Зразки плівок 1-3 розташовували таким чином, що їх зовнішні поверхні контактували, і витримували протягом однієї години при температурі, що становила 60 °C, і при тиску, що становив 0,5 фунта на квадратний дюйм (3447 Па). Після цього вимірювали зусилля, необхідне для розділення листів, і відповідні середні результати подані нижче. Таблиця 1h Плівка 1 2 3 15 20 25 Зусилля, необхідне для розділення листів (г/25 мм) 4 4 4 Як можна бачити, навіть коли зовнішні поверхні прозорих плівок для групової упаковки, які використали в способі згідно з даним винаходом, витримували разом при підвищеному тиску протягом тривалих періодів часу, між ними не створювалося жодне запечатування якої-небудь значної міцності. Це показує, що обгорнені пакети можна упаковувати й транспортувати в теплому або гарячому стані після процедури обгортання без ризику того, що обгорнені упаковки будуть прикріплятися одна до одної. Приклад 1і. Усадкові характеристики Зразки плівок 1 і 2 досліджували, використовуючи вимірник усадки TST1 від компанії Lenzing Instruments. Криві усадки отримували шляхом настройки печі для автоматичного нагрівання при певній швидкості (від 40 °C до 140 °C при швидкості 10 °C на хвилину), у той час як прилад вимірював відповідні зміни усадки. Вимірювання здійснювали з кроком, що становив 0,1 °C. Середні міри усадки в машинному й поперечному напрямках даних зразків при різних температурах подані нижче: Таблиця 1і Температура (°С) 40 50 60 70 80 90 100 110 120 Плівка 1 Усадка в Усадка в машинному поперечному напрямку (%) напрямку (%) -0,115 -0,081 -0,074 -0,068 0,895 0,449 1,399 1,530 2,228 2,930 3,094 4,617 3,946 6,693 5,333 9,431 7,493 13,337 13 Плівка 2 Усадка в Усадка в машинному поперечному напрямку (%) напрямку (%) -0,128 -0,088 -0,047 -0,068 0,801 0,568 1,776 1,770 2,753 3,334 3,741 5,134 4,733 7,327 6,223 10,170 8,535 14,404 UA 110135 C2 Таблиця 1і Температура (°С) 130 140 5 Плівка 1 Усадка в Усадка в машинному поперечному напрямку (%) напрямку (%) 11,600 20,023 21,421 31,518 Плівка 2 Усадка в Усадка в машинному поперечному напрямку (%) напрямку (%) 13,074 22,616 22,980 33,487 Ці дані підтверджують, що плівки, використовувані в способі згідно з даним винаходом, ефективно функціонують як термоусадкові плівки при температурах, що традиційно використовуються в пристрої для термічної усадки. Приклад 2. Виготовлення плівок Використовуючи "бульбашковий спосіб", виготовляли чотири плівки, склади яких подані нижче: Таблиця 2 Шар Компонент Суміш співполімерів РР/РВ і РР/РЕ Кремнійорганічна Внутрішній сполука шар Діоксид кремнію Централь- Гомополімер ний шар пропілену Співполімер РР/РВ Потрійний Зовнішній полімер шар РР/РЕ/РВ' Аморфний діоксид кремнію Кремнійорганічна смола 10 Плівка 4 ТовВміст у щина шарі шару (%) (мкм) 99,4 Плівка 5 Тов Вміст у щина шарі шару (%) (мкм) 99,4 0,28 Плівка 6 ТовВміст в щина шарі шару (%) (мкм) 99,4 0,28 Плівка 7 ТовВміст у щина шарі шару (%) (мкм) 99,4 0,28 0,28 0,5 0,5 0,5 0,5 0,1 0,1 0,1 0,1 100 24,32 49,35 24,44 100 49,35 49,35 100 0,28 74,025 49,35 24,32 24,44 74,025 24,675 0,40 100 0,28 24,675 0,40 0,1 0,1 0,1 0,1 1,2 1,2 1,2 1,2 Приклад 2а. Оптичні властивості плівок Оптичні властивості визначали для плівок 4-7. Зокрема, значення блиску під кутом 45° і розсіювання (ширококутне й вузькокутне) даних плівок визначали, використовуючи пристрій і способи, які описані вище. Таблиця 2а Плівка 4 5 6 7 Блиск під кутом 45° (%) 96,8 95,4 94,3 96,0 Ширококутне розсіювання (%) Вузькокутне розсіювання (%) 1,6 1-2 1,4 1-2 1,6 1-2 1,4 1-2 15 Як буде очевидно фахівцям у даній галузі техніки, оптичні властивості, зокрема, низькі значення розсіювання, що проявляються плівками 4-7, роблять їх придатними для використання як прозорі плівки для групової упаковки. Приклад 2b. Коефіцієнт тертя (при температурі навколишнього середовища) 14 UA 110135 C2 Зразки плівок 4-7 досліджували, використовуючи вимірник ковзання й тертя Messmer, як у прикладі 1b. Отримані середні коефіцієнти тертя подані нижче: Таблиця 2b Коефіцієнт тертя при 23 °C Статичний Динамічний 0,36 0,25 0,37 0,23 0,40 0,28 0,42 0,27 Плівка 4 5 6 7 5 Ці результати підтверджують, що при температурі навколишнього середовища плівки, які використовуються в способі згідно з даним винаходом, проявляють низькі коефіцієнти тертя. Приклад 2с. Коефіцієнт тертя (при підвищеній температурі) Зразки плівок 4-7 досліджували, використовуючи вимірник ковзання й тертя Messmer, як у прикладі Id. Отримані середні коефіцієнти тертя подані нижче: 10 Таблиця 2c 30 °С 40 °С 50 °С 60 °С 70 °С Плівка Статич- Дина- Статич- Дина- Статич- Дина- Статич- Дина- Статич- Динаний мічний ний мічний ний мічний ний мічний ний мічний 4 0,37 0,27 0,49 0,31 0,64 0,36 1,60 0,64 2,72 0,64 5 0,41 0,23 0,53 0,26 0,85 0,45 1,99 0,85 3,51 0,68 6 0,43 0,29 0,62 0,36 0,95 0,55 2,08 0,78 3,77 0,76 7 0,48 0,27 0,69 0,33 1,37 0,70 2,67 0,77 4,49 2,15 15 20 25 Як відомо, коефіцієнти тертя у високій мірі залежать від поверхневих характеристик плівки, а також запечатувальних властивостей, полімеру. Із даних результатів можна бачити, що при підвищенні маси зовнішнього покриття плівки знижуються коефіцієнти тертя. Без наміру обмежуватися теорією, вважається, що збільшення маси покриття здійснює ефект підвищення рівня антиадгезивних властивостей поверхні цих плівок, що, у свою чергу, знижує коефіцієнти тертя при підвищених температурах. У результаті, коефіцієнти тертя залишаються відносно низькими для всіх плівок навіть при підвищених температурах, і, таким чином, плівки, використовувані в способах згідно з даним винаходом, проявляють гарні антиадгезивні властивості в гарячому стані. Приклад 2d. Температура початку запечатування при вимірюванні пристроєм від компанії RDM (між зовнішніми поверхнями) Зразки плівок 4-7 досліджували, щоб визначити отриману міцність запечатування, коли зовнішні поверхні двох смужок з однакового матеріалу піддавали термічному запечатуванню при тиску, що становив 5 фунтів на квадратний дюйм (34470 Па), і тривалості витримки, що становила 0,5 секунди. Спостережувані середні значення міцності запечатування представлені нижче: Таблиця 2d Температура запечатування (°С) 84 86 88 90 92 94 96 98 100 Плівка 4 143,0 317,0 444,0 458,0 138,0 158,0 319,0 431,0 439,0 Міцність запечатування (г/25 мм) Плівка 5 Плівка 6 130,5 152,0 201,0 280,5 405,0 406,0 406,5 393,5 442,0 399,0 15 Плівка 7 146,0 335,0 413,5 434,5 442,0 456,0 UA 110135 C2 5 10 Ці дані підтверджують, що температура початку запечатування, яку проявляють плівки, призначені для використання згідно з даним винаходом, є прийнятно низкою, і запечатування міцністю 200 г/25 мм утворюється між зовнішніми шарами цих плівок при температурі, що становить приблизно від 85°Сдо91 °C. Приклад 2с. Температура початку запечатування при вимірюванні пристроєм від компанії RDM (між внутрішньою й зовнішньою поверхнями) Зразки плівок 4-7 досліджували, щоб визначити міцність запечатування, що отримувалася, коли внутрішні й зовнішні поверхні двох смужок з однакового матеріалу піддавали термічному запечатуванню при тиску, що становив 5 фунтів на квадратний дюйм (34470 Па), і тривалості витримки, що становила 0,5 секунди. Спостережувані середні значення міцності запечатування представлені нижче: Таблиця 2e Температура запечатування (°С) 90 92 94 96 98 100 102 15 20 25 30 Плівка 4 141,5 233,5 298,5 444,0 Міцність запечатування (г/25 мм) Плівка 5 Плівка 6 38,3 112,0 144,0 185,5 223,5 289,0 348,5 303,5 412,0 403,5 Плівка 7 139,0 318,0 341,0 401,0 280,0 Ці дані підтверджують, що температура початку запечатування, яку проявляють плівки, призначені для використання згідно з даним винаходом, є прийнятно низкою, і запечатування міцністю 200 г/25 мм утворюється між внутрішнім і зовнішнім шарами цих плівок при температурі, що становить приблизно від 91 °C до 99 °C. Приклад 2f. Інтервал несумісності при вимірюванні пристроєм від компанії RDM Зразки плівок 4-7 досліджували, щоб визначити температуру, при якій утворюється запечатування між їх внутрішніми поверхнями й типовою поліолефіновою плівковою обгорткою, що має зовнішнє покриття, яке включає отриману із металоценовим каталізатором співполімер РР/РЕ (95/5)%, що містить домішки кремнійорганічної смоли й діоксиду кремнію. Це дослідження здійснювали, використовуючи пристрій для термічного запечатування, який працював при тиску, що становив 5 фунтів на квадратний дюйм (34470 Па), при тривалості витримки, що становило 0,5 секунди. Нижній затискач пристрою для термічного запечатування знімали, щоб відтворювати бічне запечатування прозорої групової упаковки. Шляхом визначення температури, при якій утворюється запечатування між прозорою плівкою для групової упаковки й поліолефіновою плівковою обгорткою, можна визначати інтервал несумісності, в якому термічне запечатування можна здійснювати з мінімальним ризиком утворення запечатування між прозорою плівкою для групової упаковки й плівковими обгортками. Таблиця 2f Плівка 4 5 6 7 35 Температура запечатування для Температура запечатування для досягнення міцності запечатування здійснення запечатування між Інтервал між внутрішньою й зовнішньою прозорою плівкою для групової несумісності (°С) поверхнями на рівні 200 г/25 мм упаковки и плівковою обгорткою (°С) (°С) 100 106 6 95 106 11 93 106 13 94 106 12 Створення інтервалу несумісності від 6 °C до 13 °C є переважним, оскільки він є досить широким, щоб забезпечувати здійснення запечатування без коливань температури термічного запечатування, внаслідок яких відбувається запечатування між прозорою плівкою для групової упаковки й плівкових обгорток індивідуальних упаковок у пакетах. 16 UA 110135 C2 5 Приклад 2g. Температура початку запечатування при вимірюванні пристроєм від компанії Brugger (між зовнішніми поверхнями) Зразки плівок 4-7 досліджували, щоб визначити отриману міцність запечатування, коли зовнішні поверхні двох смужок із однакового матеріалу піддавали термічному запечатуванню при тиску, що становив 0,5 фунта на квадратний дюйм (3447 Па), із тривалістю витримки, що становило 0,15 секунди, використовуючи запечатувальний пристрій, від компанії Brugger. Ці умови являють собою умови запечатування при низькому тиску, які є типовими в пристроях для індивідуальної обгортки. Спостережувані середні значення міцності запечатування представлені нижче: 10 Таблиця 2g Температура запечатування (°С) 83 85 87 89 91 93 95 96 97 98 100 102 104 106 15 20 Плівка 4 80,5 89,0 226,0 339,0 401,0 Міцність запечатування (г/25 мм) Плівка 5 Плівка 6 78,5 231,0 181,5 328,0 257,0 372,0 355,0 310,0 313,0 395,5 Плівка 7 37,0 91,0 106,0 236,0 174,5 321,0 366,0 365,0 421,0 Ці дані показують, що температура початку запечатування при низькому тиску, яку проявляють плівки, призначені для використання згідно з даним винаходом, є прийнятно низкою, і запечатування міцністю 200 г/25 мм утворюється між внутрішнім і зовнішнім шарами цих плівок при температурі, що становить приблизно від 91 °C до 102 °C. Приклад 2h. Температура початку запечатування при вимірюванні пристроєм від компанії Brugger (між внутрішньою й зовнішньою поверхнями) Зразки плівок 4-7 досліджували, щоб визначити отримувану міцність запечатування, що отримується, коли внутрішні й зовнішні поверхні двох смужок з однакового матеріалу піддавали термічному запечатуванню при тиску, що становив 0,5 фунта на квадратний дюйм (3447 Па), із тривалістю витримки, що становило 0,15 секунди, використовуючи запечатувальний пристрій, від компанії Brugger. Спостережувані середні значення міцності запечатування представлені нижче: Таблиця 2h Температура запечатування (°С) 90 93 94 95 96 97 98 100 102 104 Плівка 4 58,0 80,5 152,5 199,0 384 Міцність запечатування (г/25 мм) Плівка 5 Плівка 6 37,0 37,0 194,0 192,0 68,0 268,5 185,0 125,0 327,0 287,0 327,0 418,0 Плівка 7 52,0 106,5 132,0 169,0 328,0 286,0 317,0 325,0 25 Ці дані показують, що температура початку запечатування при низькому тиску, яку проявляють плівки, призначені для використання згідно з даним винаходом, є прийнятно 17 UA 110135 C2 5 10 15 низкою, і запечатування міцністю 200 г/25 мм утворюється між внутрішнім зовнішнім шарами цих плівок при температурі, що становить приблизно від 95 °C до 102 °C. Приклад 2і. Інтервал несумісності при вимірюванні пристроєм від компанії Brugger Зразки плівок 4-7 досліджували, щоб визначити температуру, при якій утворюється запечатування між їх внутрішніми поверхнями й типовою поліолефіновою плівковою обгорткою, що має зовнішнє покриття, яке включає отриману з металоценовим каталізатором співполімер РР/РЕ (95/5)%, що містить добавки кремнійорганічної смоли й діоксиду кремнію. Це дослідження здійснювали, використовуючи пристрій для термічного запечатування, який працював при тиску, що становив 0,5 фунта на квадратний дюйм (3447 Па), із тривалістю витримки, що становило 0,15 секунди, використовуючи запечатувальний пристрій, від компанії Brugger. Цей запечатувальний пристрій, від компанії Brugger має один нижній затискач, який чинить постійний тиск. Визначали інтервал несумісності, у якому термічне запечатування при низькому тиску можна здійснювати з мінімальним ризиком утворення запечатування між прозорою плівкою для групової упаковки й плівковими обгортками. Таблиця 2i Плівка 4 5 6 7 20 Температура запечатування для Температура запечатування для досягнення міцності запечатування здійснення запечатування між між внутрішньою й зовнішньою прозорою плівкою для групової поверхнями на рівні 200 г/25 мм упаковки й плівковою обгорткою (°С) (°С) 103 106 100 106 96 106 96 106 Інтервал несумісності (°С) 3 6 10 10 Створення інтервалу несумісності від 3 °C до 10 °C є прийнятним, оскільки він є досить широким, щоб забезпечувати здійснення запечатування при низькому тиску без незначних коливань температури термічної запечатування, внаслідок яких відбувається запечатування між прозорою плівкою для групової упаковки й плівкових обгорток індивідуальних упаковок у пакетах. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 1. Спосіб виготовлення прозорої групової упаковки, що включає наступні стадії: a) забезпечення групи упаковок, індивідуально обгорнених у плівковий матеріал; b) забезпечення прозорої плівки для групової упаковки з метою створення прозорої обгортки вищезазначених індивідуально обгорнених упаковок, причому прозора плівка для групової упаковки включає поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А, на внутрішній поверхні прозорої плівки для групової упаковки, й поліолефіновий зовнішній запечатувальний шар В, на зовнішній поверхні прозорої плівки для групової упаковки, де матеріал внутрішнього запечатувального шару А, вибирають із метою несумісності для запечатування з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування й умовах термічної усадки, і поліолефіновий матеріал зовнішнього запечатувального шару В, вибирають із метою сумісності для запечатування з шаром В і з метою сумісності для запечатування з шаром А в певних умовах запечатування, причому шари А і В виготовлені з різних матеріалів, і шар В включає щонайменше один поліолефіновий полімер і антиадгезивний компонент, що містить щонайменше 0,2 % кремнієорганічної сполуки відносно маси шару; с) розташування індивідуально обгорнених упаковок у впорядкованій конфігурації; d) розташування прозорої плівки для групової упаковки таким чином, що вона щонайменше частково оточує впорядковану конфігурацію індивідуально обгорнених упаковок, хоча й не обов'язково контактує з ними; і e) термічна усадка прозорої плівки для групової упаковки шляхом поміщення її в умови термічної усадки, у яких прозора плівка для групової упаковки піддається усадці й щільно оточує групу упаковок, не здійснюючи запечатування відносно упаковок, при цьому прозора плівка для групової упаковки проявляє ширококутне розсіювання і/або вузькокутне розсіювання, що становить 3,0 % або менше. 18 UA 110135 C2 5 10 15 20 25 30 35 40 45 50 55 2. Спосіб за п. 1, який додатково, у випадку необхідності, включає одну або декілька з наступних стадій, які можна здійснювати до або після будь-якої із стадій (a)-(d): а-1) формування плівкової трубки і перекривними краями; а-2) формування кільцевого шва шляхом взаємного запечатування перекривних країв плівкової трубки; а-3) формування конвертних швів на кожному краю упаковки шляхом складання плівкової трубки й запечатування складених країв. 3. Спосіб за п. 2, у якому стадію (а-1) здійснюють шляхом обгортання прозорої плівки для групової упаковки навколо впорядкованої конфігурації індивідуально обгорнених упаковок для формування плівкової трубки. 4. Спосіб за п. 2 або 3, у якому кільцевий шов, який формується на стадії (а-2), утворюють між шарами А і В. 5. Спосіб за будь-яким з пп. 2-4, у якому конверти і шви, які формуються на стадії (а-1), утворюють між шарами В і В і/або А і В, і/або А і А, і в поєднаннях двох або більше із вищезазначених варіантів. 6. Спосіб за будь-яким з пп. 1-5, у якому прозора плівка для групової упаковки проявляє блиск під кутом 45°, що становить приблизно 95 % або більше. 7. Спосіб за будь-яким з пп. 1-6, у якому прозора плівка для групової упаковки пристосована для формування шва між даним або кожним запечатувальним шаром відносно себе і/або відносно іншого запечатувального шару, причому міцність шва становить 200 г/25 мм після операції запечатування при температурі, що становить 90 °С або менше, при тиску 5 фунтів на квадратний дюйм (34470 Па) і тривалості витримки, що становить 0,5 с. 8. Спосіб за будь-яким з пп. 1-7, у якому прозора плівка для групової упаковки пристосована для формування шва між даним або кожним запечатувальним шаром відносно себе і/або відносно іншого запечатувального шару, причому міцність шва становить 200 г/25 мм після операції запечатування при температурі, що становить 80 °С або менше, при тиску 5 фунтів на квадратний дюйм (34470 Па) і тривалості витримки, що становить 0,5 с. 9. Спосіб за будь-яким з пп. 1-8, у якому прозора плівка для групової упаковки проявляє при температурі навколишнього середовища статичний і/або динамічний коефіцієнт тертя, що становить приблизно 0,5 або менше, при 60 °С - 1 або менше, або при 80 °С - 4 або менше. 10. Спосіб за будь-яким з пп. 1-9, у якому шари А і/або В включають суміш поліолефінових співполімерів. 11. Спосіб за п. 10, у якому один з поліолефінових співполімерів являє собою або співполімер пропілену й етилену або бутену, або потрійний полімер пропілену, етилену й бутилену. 12. Спосіб за будь-яким з пп. 1-11, у якому антиадгезивний компонент включає діоксид кремнію і/або силікати. 13. Спосіб за будь-яким з пп. 1-12, у якому температура початку запечатування прозорої плівки для групової упаковки даного або кожного запечатувального шару відносно себе і/або відносно іншого запечатувального шару прозорої плівки, для групової упаковки становить щонайменше на 10-15 °С менше, ніж порогова температура термозапечатування між вищезазначеним запечатувальним шаром і плівковим матеріалом індивідуальних упаковок. 14. Прозора групова упаковка, що включає групу індивідуальних упаковок, індивідуально упакованих у плівковий матеріал, які упаковані спільно у вищезазначеній прозорій груповій упаковці в прозору плівку для групової упаковки, причому прозора плівка для групової упаковки включає поліолефіновий внутрішній шар С, внутрішній запечатувальний шар А на внутрішній поверхні прозорої плівки для групової упаковки й поліолефіновий зовнішній запечатувальний шар В на зовнішній поверхні прозорої плівки для групової упаковки, де матеріал внутрішнього запечатувального шару А є таким, що не піддається запечатуванню з плівковим матеріалом індивідуально обгорнених упаковок у певних умовах запечатування й умовах термічної усадки, і поліолефіновий матеріал зовнішнього запечатувального шару В пристосований для запечатування з шаром В і шаром А в певних умовах запечатування, причому шари А і В виготовлені з різних матеріалів, і шар В включає щонайменше один поліолефіновий полімер і антиадгезивний компонент, що містить щонайменше 0,2 % кремнієорганічної сполуки відносно маси шару; при цьому індивідуальні упаковки розташовані у впорядкованій конфігурації, і прозора плівка для групової упаковки є підданою усадці й щільно оточує групу упаковок, не здійснюючи запечатування відносно упаковок. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюPackage
Автори англійськоюSingh, Shalendra
Назва патенту російськоюУпаковка
Автори російськоюСингх Шалендра
МПК / Мітки
МПК: B65D 85/10, B32B 27/32, B65B 11/48, B65D 71/08
Мітки: упаковка
Код посилання
<a href="https://ua.patents.su/21-110135-upakovka.html" target="_blank" rel="follow" title="База патентів України">Упаковка</a>
Контурна упаковка із супозиторіями
Номер патенту: 59377
Опубліковано: 10.05.2011
Автор: Черняєв Святослав Володимирович
МПК: B65B 9/00
Мітки: упаковка, контурна, супозиторіями
Формула / Реферат:
1. Контурна упаковка із супозиторями, стінки якого з'єднані між собою і мають комірки з герметичними порожнинами для розміщення в них супозиторіїв, яка відрізняється тим, що стінки виконано з алюмінієвої відпаленої фольги, обробленої поліетиленовою плівкою, і склеєні клейовою композицією так, що сторони, які оброблено поліетиленовою плівкою, знаходяться всередині упаковки, причому комірки, в які укладені супозиторії, запаяні по їх...
Безоболонкова групова упаковка (варіанти) та спосіб виробництва безоболонкової групової упаковки (варіанти)
Номер патенту: 101543
Опубліковано: 10.04.2013
Автори: Фрізелл Баррі, Фелл Джон, Циммерер Вольфганг
МПК: B65B 11/00, B65D 5/54, B65D 85/10, B65D 75/58
Мітки: упаковка, безоболонкова, групова, варіанти, упаковки, виробництва, безоболонкової, спосіб, групової
Формула / Реферат:
1. Безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше дві межі розділення між сусідніми парами виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття...
Безкорпусна групова упаковка
Номер патенту: 104846
Опубліковано: 25.03.2014
Автори: Сінгх Шалендра, Йєшке Майкл
МПК: B32B 27/32, B65D 71/00
Мітки: групова, упаковка, безкорпусна
Формула / Реферат:
1. Спосіб одержання безкорпусної групової упаковки, який включає:a) забезпечення впорядкованих упаковок, індивідуально обгорнених у плівковий поліолефіновий матеріал;b) забезпечення наявності плівки для безкорпусної групової упаковки для безкорпусного обгортання згаданих індивідуально обгорнених упаковок, при цьому плівка для безкорпусної групової упаковки включає поліолефіновий середній шар С, поліолефіновий внутрішній...
Безкорпусна групова упаковка
Номер патенту: 109787
Опубліковано: 12.10.2015
Автори: Йєшке Майкл, Сінгх Шалендра
МПК: B65D 71/00, B32B 27/32
Мітки: групова, упаковка, безкорпусна
Формула / Реферат:
1. Спосіб одержання безкорпусної групової упаковки, в якому плівку для безкорпусної групової упаковки роблять несумісною для цілей зварювання в умовах зварювання з поліолефіновим матеріалом, що обгортає індивідуальні упаковки, де в умовах зварювання плівка для безкорпусної групової упаковки має сумісність з точки зору зварювання з самою собою А з В, А з А і/або В з В, але є несумісною в умовах зварювання з плівковим поліолефіновим матеріалом...
Упаковка для однієї порції кави
Номер патенту: 13345
Опубліковано: 15.03.2006
Автори: Ребенок Віктор Володимирович, Мрачковський Віталій Станіславович
МПК: B65B 1/00
Мітки: однієї, кави, порції, упаковка
Формула / Реферат:
1. Упаковка для однієї порції кави, що виконана у вигляді пакетика, створеного із складеної навпіл заготовки, запаяної з боків, з графічним зображенням та написами з двох сторін пакетика, яка відрізняється тим, що пакетик виконано у вигляді трикутника, запаяного з двох боків, а у верхній частині трикутника виконано відривний кутик.2. Упаковка для однієї порції кави за п. 1, яка відрізняється тим, що її виконано з основою, ширина якої...
Попередній патент: Спосіб і пристрій для наддування паливного бака ракети-носія
Наступний патент: Спосіб підвішування монорейки в гірничій виробці
Випадковий патент: Світильник