Кришка для колодязя зі зміцненого волокном полімерного матеріалу
Номер патенту: 115494
Опубліковано: 10.11.2017
Автори: Гвіллім Роберт, Біч Браян Ентоні, Бьорк Едвард Дж., Аткінс Томас
Формула / Реферат
1. Кришка для колодязя зі зміцненого волокном полімерного матеріалу, яка включає ненасичену поліестерну термореактивну смоляну матрицю, зміцнювальні волокна та неорганічний наповнювач, виготовлена способом формування з листів, при цьому над зміцнювальними волокнами утворено збагачений смолою шар за допомогою текстури з заглиблень у поверхні кришки.
2. Кришка за п. 1, яка відрізняється тим, що також включає додаток для зниження усадки, ініціатор тужавіння, загусник, технологічний додаток та розділювальний засіб для форм.
3. Кришка за п. 1, яка відрізняється тим, що також включає УФ-стійкий пігмент.
4. Кришка за п. 1, яка відрізняється тим, що смоляна матриця включає інгібітор ультрафіолету.
5. Кришка за п. 1, яка відрізняється тим, що поліестерна смола є ортофталевою смолою.
6. Кришка за п. 5, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 10 % до 40 % ортофталевої смоли.
7. Кришка за п. 1, яка відрізняється тим, що смоляна матриця включає полістирол.
8. Кришка за п. 7, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 5 % до 30 % полістиролу.
9. Кришка за п. 1, яка відрізняється тим, що зміцнювальні волокна є рубленим скловолокном.
10. Кришка за п. 9, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 5 % до 60 % рубленого скловолокна.
11. Кришка за п. 1, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 15 % до 50 % неорганічного наповнювача.
12. Кришка за п. 1, яка відрізняється тим, що неорганічний наповнювач є мінералом.
13. Кришка за п. 12, яка відрізняється тим, що мінерал є тригідратом глинозему.
14. Кришка для колодязя зі зміцненого волокном полімерного матеріалу, яка включає:
стійку до ультрафіолетового випромінення ненасичену поліестерну термореактивну смоляну матрицю та зміцнювальне скловолокно;
по суті плоску верхню поверхню, що має текстуру заглиблень у по суті плоскій верхній поверхні, створюючи збагачений смолою шар над зміцнювальним скловолокном;
нижню поверхню, яка має обід навколо зовнішнього периметра з заглибленою внутрішньою порожниною;
принаймні одне безперервне несуче ребро, яке простягається через заглиблену внутрішню порожнину від протилежних сторін обода навколо зовнішнього периметра, при цьому принаймні одне безперервне несуче ребро має вигнутий зовнішній радіус, який забезпечує більшу висоту ребра у центрі, ніж на стику з зовнішнім ободом.
15. Кришка за п. 14, яка відрізняється тим, що принаймні одне безперервне несуче ребро безперервно простягається через порожнину і не включає перехресних несучих ребер.
16. Кришка за п. 14, яка відрізняється тим, що по суті плоска верхня поверхня включає малюнок з виступів, які виступають над по суті плоскою верхньою поверхнею.
17. Кришка за п. 16, яка відрізняється тим, що виступи мають множину різних значень висоти.
18. Кришка за п. 14, яка відрізняється тим, що по суті плоска верхня поверхня має заглиблення для прикріплення розпізнавальної мітки.
19. Кришка за п. 14, яка відрізняється тим, що кришка має засіб закріплення кришки на колодязі.
20. Кришка за п. 19, яка відрізняється тим, що засіб закріплення кришки на колодязі включає болт, який проходить через наскрізний отвір у кришці.
21. Кришка за п. 19, яка відрізняється тим, що засіб закріплення кришки на колодязі включає самоблокований кріпильний вузол.
22. Кришка за п. 14, яка відрізняється тим, що також включає захоплювальний отвір для знімання кришки з колодязя.
23. Кришка для колодязя, яка включає:
шар зміцненого скловолокном полімерного матеріалу, який має розмір, придатний для розташування на отворі колодязя;
інгібітор ультрафіолету у шарі зміцненого скловолокном матеріалу; та
по суті плоску верхню поверхню, яка має текстуру з заглиблень у по суті плоскій верхній поверхні, створюючи збагачений смолою шар над окремими скловолокнами зміцненого скловолокном полімерного матеріалу.
24. Кришка за п. 23, яка відрізняється тим, що також включає малюнок з виступів, які виступають над по суті плоскою верхньою поверхнею.
25. Кришка за п. 24, яка відрізняється тим, що виступи включають текстуру і мають принаймні два різні значення висоти.
Текст
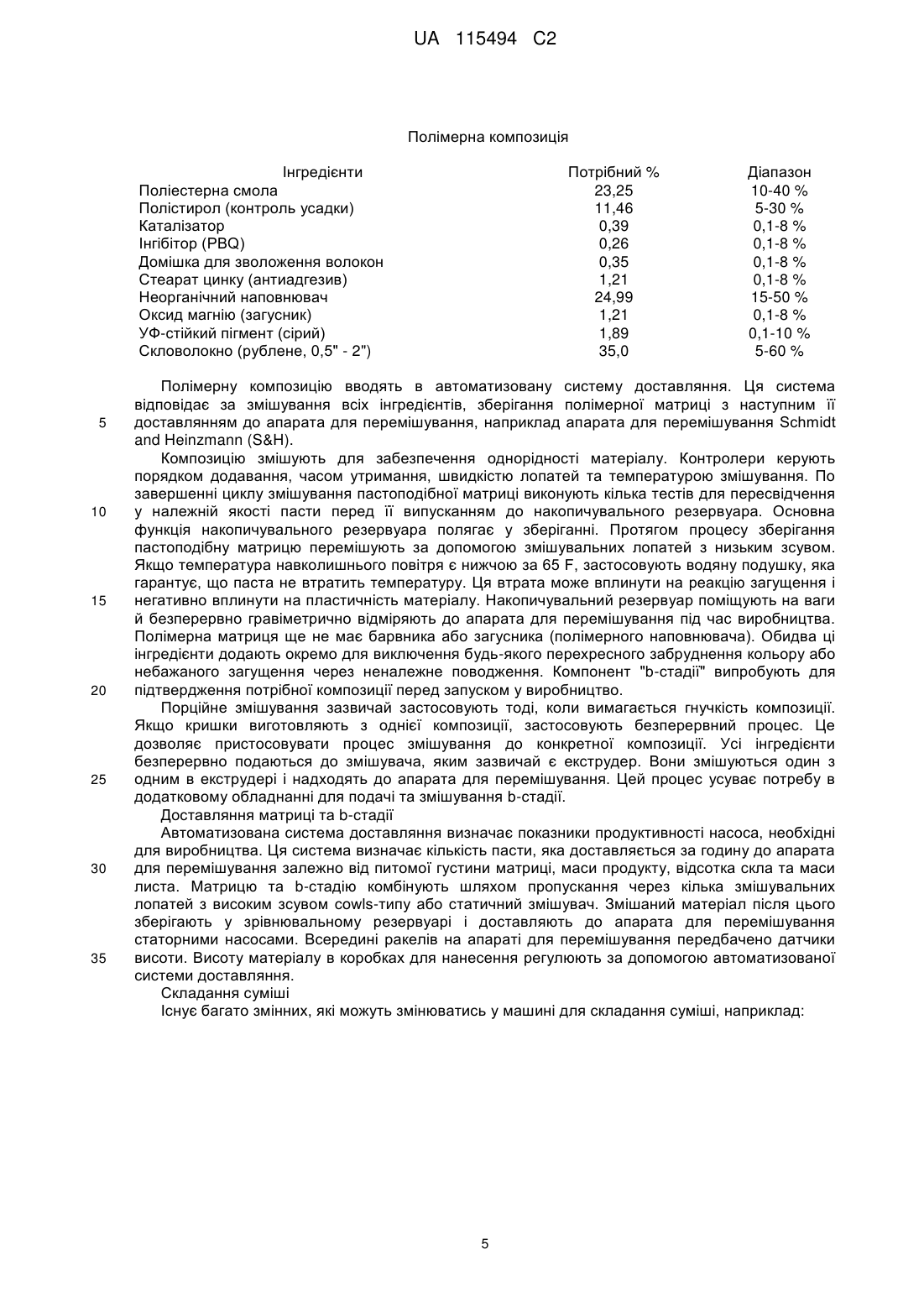
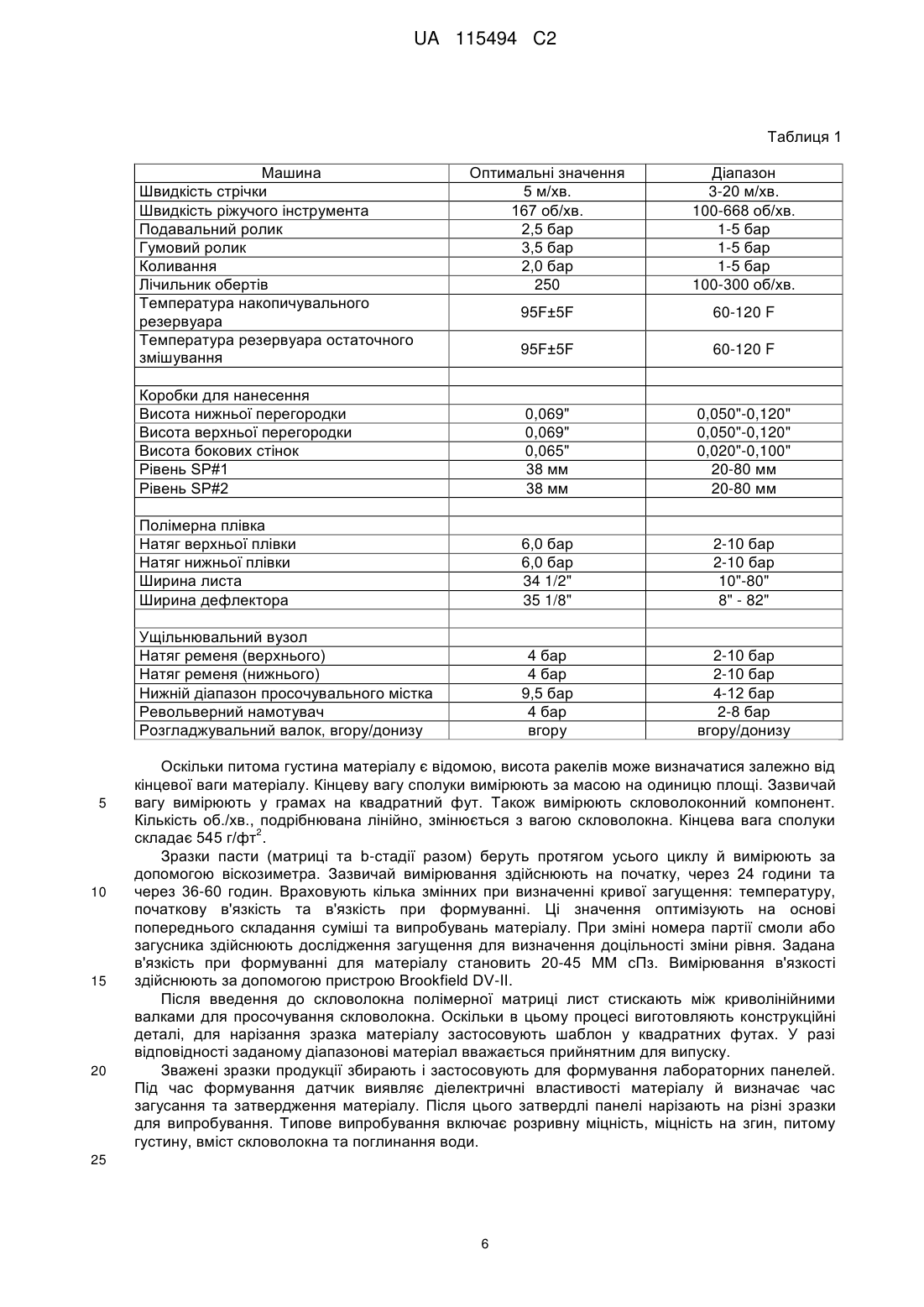
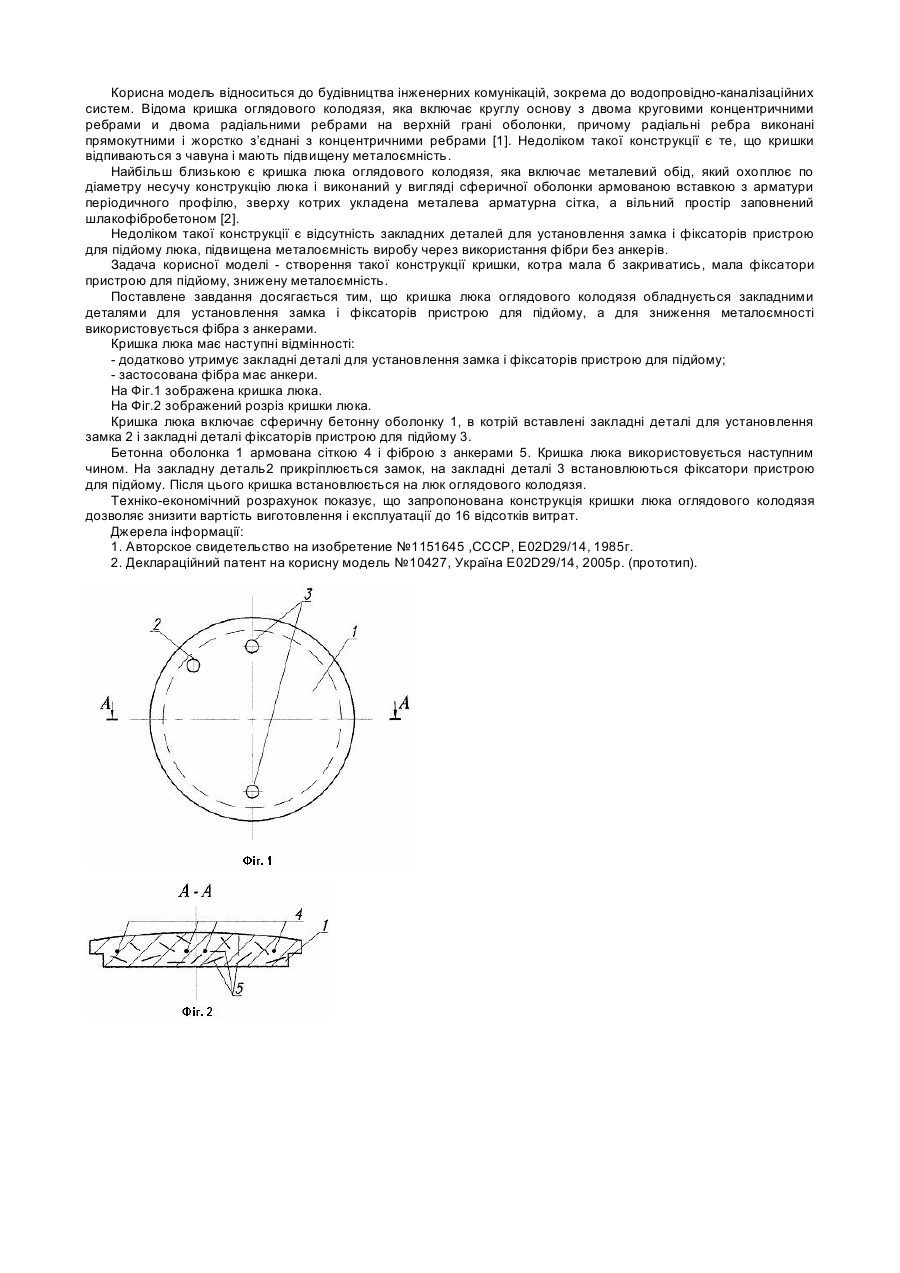
Реферат: Даний винахід стосується кришки зі зміцненого волокном полімерного матеріалу для колодязя комунального призначення. Кришка включає ненасичену поліестерну термореактивну смоляну матрицю, зміцнювальні волокна, неорганічний наповнювач та інгібітор ультрафіолету. Верхня поверхня кришки має текстуру з заглиблень, яка створює збагачений смолою шар над зміцнювальними волокнами. Нижня поверхня кришки має обід навколо зовнішнього периметра з заглибленою внутрішньою порожниною, певну кількість безперервних несучих ребер, які простягаються через заглиблену внутрішню порожнину від сторін обода навколо зовнішнього периметра, при цьому принаймні одне несуче ребро має вигнутий зовнішній радіус. UA 115494 C2 (12) UA 115494 C2 UA 115494 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Винахід стосується кришки або люка з термореактивного полімеру та способу їх виробництва для колодязя підземного або нульового рівня, які застосовуються у підземних комунікаціях. Рівень техніки Підземні або заглиблені колодязь, канави, камери або коробки, які застосовуються у комунальному секторі, у захищених каналах і на залізницях або в інших галузях, можуть містити співвісні або оптоволоконні, мідні кабелі, а також газопроводи та лінії електропередачі та інші трубопроводи, промислові клапани, Wi-Fi-антени і т. ін. Колодязі та канави для підземних комунікацій часто вимагають відкривання для здійснення ремонту або робіт з розширення. Зазвичай колодязі та канави комунального призначення мають кришку з бетону, полімербетону, чавуну, оцинкованої сталі або пластику, яка відкривається за допомогою інструмента або підчеплюється гаком на одному кінці. Гак вставляють через отвір кришки або люка і застосовують для знімання кришки або люка з отвору вгорі колодязя або канави. Оскільки підземні колодязі або канави комунального призначення часто мають бути розташовані на тротуарах, зелених вулицях, коридорах та вулицях або інших ділянках з інтенсивним рухом, кришка повинна мати таку конструкцію, щоб витримувати значні навантаження. Таким чином, нині конструкції кришок або люків виконують з бетону, полімербетону та чавуну з метою витримування потрібних навантажень. Ці матеріали можуть витримувати значні навантаження і мають ступінь довговічності, який вимагається для різних зон руху. Недолік цих типів кришок полягає в тому, що вони є досить важкими і важать понад 100 фунтів або більше, залежно від конкретного випадку застосування. Таким чином, через їх вагу, вони важко піддаються зніманню для ремонту, технічного обслуговування або додавання функцій у межах пристрою, який міститься у колодязі або канаві комунального призначення. Важкі кришки можуть викликати травмування та інші проблеми у робітників під час знімання та перевстановлення кришок. Кришки колодязів та канав комунального призначення також виконують з пластику але їх застосування обмежується зонами, де вони піддаються меншому навантаженню, тобто, у лісопаркових зонах та садах. Проблема з пластиковими кришками полягає в тому, що, оскільки вони не можуть витримувати значні навантаження, вони мають меншу застосовність, і пластикові кришки забезпечують менший коефіцієнт тертя у вологому стані порівняно з полімерними кришками. Отже, існує потреба у новій конструкції кришки для колодязів та канав комунального призначення, яка мала б легку вагу і при цьому була довговічною й могла витримувати значні навантаження і забезпечувати поліпшений опір ковзанню порівняно з наявними нині кришками. Короткий опис винаходу У своєму втіленні даний винахід забезпечує поліпшені кришки або люки для колодязів комунального призначення, виконані зі зміцненого скловолокном матеріалу полімерної матриці, що забезпечує кришку зменшеної ваги та підвищеної міцності, яка є легшою, міцнішою, має поліпшені УФ-характеристики та опір ковзанню і є дешевшою у виробництві порівняно з існуючими конструкціями кришок. Кришку або люк застосовують для колодязів, канав, камер або коробок, які для спрощення далі вказуватимуться як колодязь. Колодязі застосовують у багатьох різних галузях, включаючи комунальне господарство, безпека, газопроводи та залізниці, наприклад, де вони розташовуються заритими під землею або на рівні ґрунту. Зміцнений скловолокном матеріал полімерної матриці (FRPM) є зміцненим скловолокном полімерним матеріалом, який складається з матриці з ненасиченої поліестерної термореактивної смоли, зміцнювального скловолокна та неорганічного або мінерального наповнювача. Додатковими інгредієнтами є добавки для зниження усадки, включаючи інгібітор ультрафіолету, ініціатори тужавіння, загусники, технологічні домішки та протиадгезійні засоби. Композиція піддається реакції зшивання, коли тужавіє при нагріванні й під тиском. Зміцнений скловолокном полімерний матеріал для кришки зберігає свої властивості первісного матеріалу та розмірну точність у широкому діапазоні температур. Кришка є в середньому на п'ятдесят відсотків легшою за бетонні та полімербетонні кришки і на шістдесят відсотків легшою за чавунні люки. Зміцнений скловолокном полімерний матеріал виготовляють як безперервний лист, причому пастоподібна смола переноситься у коробку для нанесення, в якій вона осаджується на рухому несучу плівку, яка проходить безпосередньо знизу. Скловолоконні пучки подають у ротаційний ніж над вкритою смолою несучою плівкою. Рублені волокна невпорядковано осаджуються на пастоподібну смолу. Другу несучу плівку вкривають пастоподібною смолою і укладають смоляною стороною донизу згори на рублені волокна. Після цього шари спрямовуються через 1 UA 115494 C2 5 10 15 20 25 30 35 40 45 50 55 60 кілька ущільнювальних роликів, де скловолокна зв'язуються з пастоподібною смолою, і з листа видаляється повітря. Лист зміцненого скловолокном полімерного матеріалу підтримують при кімнатній температурі до досягнення потрібної для формування в'язкості. Коли полімерний матеріал є готовим до формування, його нарізають на шматки заданого розміру. Нарізані шматки після цього складають у стоси й збирають у завантажувальний шаблон, який має оптимальну форму та об'єм для заповнення порожнини форми. Після цього форму закривають і полімерний матеріал пресують. Форму тримають закритою протягом заданого періоду часу для затверднення кришки. Після затверднення форму відкривають і кришку виштовхують через нижню поверхню форми за допомогою суцільно виконаних виштовхувальних штифтів. Кришці дають охолонути до кімнатної температури перед будьякими операціями верстатної обробки. Виробничий процес може бути автоматизований через застосування роботів. Виробничий процес включає формування під низьким тиском у комбінації з конструкцією форми, яка включає паровий резервуар для нагрівання форми, в результаті забезпечує зниження вартості форми, зниження витрат на матеріал і прискорює час циклу. Конструкція форми забезпечує можливість формування під низьким тиском, що забезпечує скорочення часу циклів, в результаті чого знижуються виробничі витрати і водночас виготовляється кришка зі зменшеною вагою та поліпшеними функціональними якостями. Кришка складається з верхньої поверхні, яка є плоскою і у встановленому стані на колодязі перебуває врівень з ґрунтом. Нижня сторона кришки або люка має зовнішній обід з заглибленою внутрішньою зоною або порожниною. Порожнина включає деталі, які дозволяють прикріплювати аксесуари, та необхідні наскрізні отвори. Нижня частина кришки має безперервні несучі ребра, розташовані з інтервалами у порожнині для перенесення навантаження та мінімізації відхилення під навантаженням на зовнішній обід. Зовнішній обід утримується колодязем, рамою або іншим типом опорного гнізда. У даному варіанті втілення ребра є суцільними по всій порожнині до обода для забезпечення міцності кришки. Верхня поверхня кришки має текстуру або стан поверхні, що створюється порядком розташування деталей на різній глибині. Зміна глибини плоских поверхонь створює невеликий виступ у поверхню для видавлювання скляного компонента матеріалу з поверхні, що створює збагачену смолою поверхню. Верхня поверхня також має певну кількість виступів, які мають форми різної висоти для врахування можливих агресивних переміщень на поверхні кришки. Ці форми розташовуються у порядку, що дозволяє додатковим периферійним поверхням зчеплюватися з рухомими поверхнями, які можуть входити у контакт з верхньою частиною кришки. Комбінація інгібітору ультрафіолету, будови виступів та текстури поверхні створює поліпшені УФ-характеристики і запобігає вицвітанню скловолокна. Підвищення виступів, проміжки та кути, разом з текстуруванням поверхні збільшує коефіцієнт тертя поверхні зчеплення, в результаті чого поліпшується опір ковзанню. Кришка або люк має конструкцію, яка забезпечує можливість установлення "L-болта" або "стяжного болта" для прикріплення кришки до колодязя. Також можуть бути включені самоблоковані кріпильні вузли. Кришка також включає деталі, що дозволяють установлювати утримувальну чашку захоплювального отвору для застосування у зніманні кришки з колодязя. Ці та інші особливості даного винаходу стануть повніше зрозумілими по ознайомленню з представленим нижче детальним описом та супровідними фігурами. Короткий опис фігур Фіг. 1 є перспективним зображенням варіанта втілення кришки або люка для колодязя або канави комунального призначення зі зміцненого скловолокном полімерного матеріалу згідно з даним винаходом; Фіг. 2 є технологічною схемою процесу змішування для виробництва зміцненого скловолокном полімерного матеріалу; Фіг. 3 є виглядом у розрізі форми для виробництва кришки; Фіг. 4 є детальним виглядом форми з Фіг. 3; Фіг. 5 є детальним виглядом форми з Фіг. 3; Фіг. 6 є детальним виглядом форми з Фіг. 3; Фіг. 7 є перспективним зображенням кришки, розташованої на колодязі комунального призначення; Фіг. 8 є перспективним зображенням нижньої поверхні кришки; Фіг. 9 є розрізом бокової проекції з Фіг. 7; Фіг. 10 є перспективним зображенням нижньої поверхні кришки альтернативної конструкції; Фіг. 11 є виглядом у розрізі з Фіг. 8; Фіг. 12 є детальним виглядом верхньої поверхні кришки; 2 UA 115494 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 13 є розрізом деталі поверхні кришки з Фіг. 12; Фіг. 14 є перспективним зображенням кришки; Фіг. 15 є детальним виглядом кріплення для кришки з застосуванням L-болта; Фіг. 16 є детальним виглядом фланця для прикріплення кришки; Фіг. 17 є детальним виглядом самоблокованого кріпильного механізму для кришки; Фіг. 18 є детальним виглядом утримувальної чашки захоплювального отвору кришки; і Фіг. 19 є схематичним зображенням автоматизованого виробничого процесу. Детальний опис винаходу Як показано на Фіг. 1, втілення винаходу стосується кришки або люка 10 для колодязя або канави комунального призначення зі зміцненого скловолокном полімерного матеріалу, який складається з матриці з ненасиченої поліестерної термореактивної смоли, зміцнювального скловолокна та неорганічного або мінерального наповнювача. Слід розуміти, що винахід стосується кришки або люка, і ці терміни вживаються взаємозамінно по всьому тексту опису, для колодязя або канави комунального призначення, які також є взаємозамінними термінами по всьому тексту опису. Матриця також включає домішку для зниження усадки, ініціатор тужавіння, загусник, технологічну домішку та протиадгезійний засіб. До домішок належить інгібітор ультрафіолету. Додаткові компоненти застосовують для підвищення технологічності матеріалу та функціональних характеристик кришки. Менше, ніж приблизно 30 % композиції зміцненої скловолокном полімерної матриці складає продукт на нафтовій основі, який включає ненасичену поліестерну смолу та термопластичні домішки, а решту складають неорганічний або мінеральний наповнювач та зміцнювальні скловолокна, порубані на шматки, наприклад, в один дюйм завдовжки. Мінеральний наповнювач може включати, наприклад, тригідрат глинозему, карбонат кальцію, тальк або глину. Полімерний матеріал піддається реакції зшивання при затвердженні під нагріванням та тиском. Добра термостійкість є характерною для всіх термореактивних матеріалів, і вони відрізняються від термопластичного матеріалу тим, що після тужавіння сполуки до жорсткого твердого стану він вже не розм'якшується при підвищених температурах і не стає крихким при низьких температурах. Зберігає свої властивості первісного матеріалу та розмірну точність у широкому діапазоні температур. Стійкість до УФ-випромінення оптимізують через комбінацію застосування ортофталевої смоли, полістиролу як домішки для регулювання усадки та тригідрату глинозему як наповнювача для забезпечення найкращого захисту від складних погодних умов. Низький рівень органічного матеріалу у поєднанні з застосуванням неорганічних наповнювачів, наприклад, тригідрату глинозему, в результаті надає матеріалові високої вогнетривкості. За протоколом UL Bulletin 94, який застосовували як міру, матеріал відповідає максимально можливій класифікації вогнетривкості 5V. Як показано на Фіг. 2, зміцнену скловолокном полімерну матрицю виготовляють як безперервний лист 12. Змішану пастоподібну смолу 14 переносять у коробку 16 для нанесення, де вона осаджується на рухому несучу плівку, 18 яка проходить безпосередньо під коробкою для нанесення. Коробка для нанесення регулює кількість пастоподібної смоли, яку наносять на несучу плівку. Скловолоконні пучки 20 подають у ротаційний ніж 22 над вкритою смолою несучою плівкою. Пучки рубленого скловолокна 24 невпорядковано осаджуються на пастоподібну смолу. Кількість рубленого скловолокна, яке осаджується, регулюється ножем та швидкістю переміщення несучої плівки. Після операції рублення другу несучу плівку 26 також вкривають пастоподібною смолою 14 з застосуванням другої коробки 16 для нанесення і укладають смоляною стороною донизу згори на рублені волокна 24. Цей процес забезпечує багатошарову структуру з пастоподібної смоли та скловолокна, яку потім спрямовують через кілька ущільнювальних роликів 28, де скловолокна просочуються пастоподібною смолою, і повітря витискається з листа 12 для утворення однорідного листа зі скловолокна та смоли. Перед застосуванням листа зміцненої скловолокном полімерної матриці для формування вона повинна дозріти. Цей час дозрівання є необхідним для хімічного загущення смоли відносно низької в'язкості. Лист тримають при кімнатній температурі до досягнення потрібної для формування в'язкості. Коли лист стає готовим до формування, його нарізають на шматки заданого розміру. Як показано на Фіг. 3, нарізані шматки після цього складають у стоси й збирають у завантажувальний шаблон 30, який має оптимальну форму та об'єм для заповнення порожнини форми у формі 31. Після цього завантажувальний шаблон зважують для перевірки належної маси завантаження. Потім попередньо складений матеріал для завантаження поміщують на нагріті поверхні 34 форми у заданому місці. Форма 31 являє собою комплект штампів з конструкційної сталі, яка включає порожнинний штамп 32 та серцевинний штамп 36. Порожнина форми розташовується між порожнинним штампом та серцевинним штампом. Форму нагрівають, наприклад, парою. Після поміщення завантажуваного матеріалу у порожнину форми форму закривають і завантажуваний матеріал пресують. Зміцнений 3 UA 115494 C2 5 10 15 20 25 30 35 40 45 волокнами матеріал полімерної матриці є текучою сполукою і під нагріванням та тиском перетворюється з густої пасти на рідину в'язко-пружного стану з дуже низькою й оптимізованою в'язкістю. Матеріал тече для заповнення порожнини форми. Як видно на Фіг. 4, порожнинний штамп 32 та серцевинний штамп 36 стикуються за допомогою телескопічного відтискного краю 38, який забезпечує зазор між серцевинним штампом та порожнинним штампом, таким чином, щоб серцевинний штамп міг входити у порожнинний штамп. Телескопічний відтискний край дозволяє контролювати матеріал під час формувальної або штампувальної фази процесу. Зазор на відтискному краю дозволяє випускати повітря перед фронтом потоку матеріалу. Малий зазор відтискного краю дозволяє повітрю проходити, але він є надто малим для проходження суттєвої кількості полімерного матеріалу. Форму тримають закритою протягом заданого періоду часу для затверднення кришки. Після затверднення форму відкривають і кришку відкидають від поверхні форми осердя за допомогою суцільно виконаних виштовхувальних штифтів. Виконану гарячим пресуванням кришку поміщують в охолоджувальний стенд і дають охолонути до кімнатної температури перед верстатною обробкою. На Фіг. 3 також можна побачити, що форма 31 включає ежекторну систему 40 для викидання готової сформованої деталі. Форма може бути виконана, наприклад, з інструментальної сталі А36, однак можуть застосовуватися й інші матеріали. Серцевинний штамп та порожнинний штамп вирівнюються відносно один одного компонентами інструмента, наприклад напрямними штирями та втулками. Для регулювання товщини деталі застосовують упорні подушки. Як показано на Фіг. 5, серцевинний штамп та порожнинний штамп оснащено засобами контролю температури блоків. Наприклад, може бути включений паровий резервуар 41. Температуру форми відстежують за допомогою термопари 42. Паровий резервуар є герметизованою порожниною 44, яка має внутрішні опори 46, оточені зовнішнім периметром 48 і герметизовані додатковою пластиною 50 для підтримання тиску та регулювання пари. Паровий резервуар застосовують у серцевинному штампі та порожнинному штампі і дозволяє застосовувати пару для забезпечення постійної й рівномірної передачі теплоти на поверхні 34 форми. Площа поверхні порожнини парового резервуара дозволяє збільшувати площу поверхні для передачі на відміну від просвердлених ліній. До інших засобів регулювання температури блоків належать просвердлені отвори або прорізи, які застосовують з олійними або електричними нагрівальними елементами. Як показано на Фіг. 6, ежекторна система 40 включає виштовхувальні штифти 52, які застосовують для виштовхування сформованої деталі з серцевинного штампа 36 наприкінці процесу формування. Ежекторна система включає виштовхувальну пластину 54, яка штовхає групу виштовхувальних штифтів, розташованих врівень з верхньою частиною серцевинного штампа або дном частини, яка піднімається від серцевинного штампа. Виштовхувальні штифти 52 утримуються на виштовхувальній пластині 54 за допомогою притискної пластини 56, яка має протилежні просвердлені отвори для захоплення головки виштовхувальних штифтів. Комплект виштовхувальної пластини спрямовується за допомогою напрямних штирів 58 та втулок 60. Виштовхувальна пластина приводиться в дію гідравлічними циліндрами 61 (Фіг. 3), які контролюються циклом формування. Приведення в дію виштовхувальної пластини може досягатись іншими засобами, такими, як ланцюгові засоби або вибивані у пристрої. Комплект виштовхувальної пластини підтримується рейками 62, опорними колонами 64 та нижньою пластиною 66. Виштовхувальна пластина також передбачає нагрівання форми через просвердлені отвори для пари. Верх, низ та бокові частини комплекту форми можуть бути ізольованими для утримання теплоти, необхідної для процесу. Також ізолюється теплота від машини або гідравлічного преса для виготовлення деталі. Приклад виробничого процесу для втілення винаходу Змішування та зберігання 50 4 UA 115494 C2 Полімерна композиція Інгредієнти Поліестерна смола Полістирол (контроль усадки) Каталізатор Інгібітор (PBQ) Домішка для зволоження волокон Стеарат цинку (антиадгезив) Неорганічний наповнювач Оксид магнію (загусник) УФ-стійкий пігмент (сірий) Скловолокно (рублене, 0,5" - 2") 5 10 15 20 25 30 35 Потрібний % 23,25 11,46 0,39 0,26 0,35 1,21 24,99 1,21 1,89 35,0 Діапазон 10-40 % 5-30 % 0,1-8 % 0,1-8 % 0,1-8 % 0,1-8 % 15-50 % 0,1-8 % 0,1-10 % 5-60 % Полімерну композицію вводять в автоматизовану систему доставляння. Ця система відповідає за змішування всіх інгредієнтів, зберігання полімерної матриці з наступним її доставлянням до апарата для перемішування, наприклад апарата для перемішування Schmidt and Heinzmann (S&H). Композицію змішують для забезпечення однорідності матеріалу. Контролери керують порядком додавання, часом утримання, швидкістю лопатей та температурою змішування. По завершенні циклу змішування пастоподібної матриці виконують кілька тестів для пересвідчення у належній якості пасти перед її випусканням до накопичувального резервуара. Основна функція накопичувального резервуара полягає у зберіганні. Протягом процесу зберігання пастоподібну матрицю перемішують за допомогою змішувальних лопатей з низьким зсувом. Якщо температура навколишнього повітря є нижчою за 65 F, застосовують водяну подушку, яка гарантує, що паста не втратить температуру. Ця втрата може вплинути на реакцію загущення і негативно вплинути на пластичність матеріалу. Накопичувальний резервуар поміщують на ваги й безперервно гравіметрично відміряють до апарата для перемішування під час виробництва. Полімерна матриця ще не має барвника або загусника (полімерного наповнювача). Обидва ці інгредієнти додають окремо для виключення будь-якого перехресного забруднення кольору або небажаного загущення через неналежне поводження. Компонент "b-стадії" випробують для підтвердження потрібної композиції перед запуском у виробництво. Порційне змішування зазвичай застосовують тоді, коли вимагається гнучкість композиції. Якщо кришки виготовляють з однієї композиції, застосовують безперервний процес. Це дозволяє пристосовувати процес змішування до конкретної композиції. Усі інгредієнти безперервно подаються до змішувача, яким зазвичай є екструдер. Вони змішуються один з одним в екструдері і надходять до апарата для перемішування. Цей процес усуває потребу в додатковому обладнанні для подачі та змішування b-стадії. Доставляння матриці та b-стадії Автоматизована система доставляння визначає показники продуктивності насоса, необхідні для виробництва. Ця система визначає кількість пасти, яка доставляється за годину до апарата для перемішування залежно від питомої густини матриці, маси продукту, відсотка скла та маси листа. Матрицю та b-стадію комбінують шляхом пропускання через кілька змішувальних лопатей з високим зсувом cowls-типу або статичний змішувач. Змішаний матеріал після цього зберігають у зрівнювальному резервуарі і доставляють до апарата для перемішування статорними насосами. Всередині ракелів на апараті для перемішування передбачено датчики висоти. Висоту матеріалу в коробках для нанесення регулюють за допомогою автоматизованої системи доставляння. Складання суміші Існує багато змінних, які можуть змінюватись у машині для складання суміші, наприклад: 5 UA 115494 C2 Таблиця 1 Машина Швидкість стрічки Швидкість ріжучого інструмента Подавальний ролик Гумовий ролик Коливання Лічильник обертів Температура накопичувального резервуара Температура резервуара остаточного змішування 20 60-120 F 95F±5F 60-120 F 0,069" 0,069" 0,065" 38 мм 38 мм 0,050"-0,120" 0,050"-0,120" 0,020"-0,100" 20-80 мм 20-80 мм 6,0 бар 6,0 бар 34 1/2" 35 1/8" 2-10 бар 2-10 бар 10"-80" 8" - 82" Ущільнювальний вузол Натяг ременя (верхнього) Натяг ременя (нижнього) Нижній діапазон просочувального містка Револьверний намотувач Розгладжувальний валок, вгору/донизу 15 95F±5F Полімерна плівка Натяг верхньої плівки Натяг нижньої плівки Ширина листа Ширина дефлектора 10 Діапазон 3-20 м/хв. 100-668 об/хв. 1-5 бар 1-5 бар 1-5 бар 100-300 об/хв. Коробки для нанесення Висота нижньої перегородки Висота верхньої перегородки Висота бокових стінок Рівень SP#1 Рівень SP#2 5 Оптимальні значення 5 м/хв. 167 об/хв. 2,5 бар 3,5 бар 2,0 бар 250 4 бар 4 бар 9,5 бар 4 бар вгору 2-10 бар 2-10 бар 4-12 бар 2-8 бар вгору/донизу Оскільки питома густина матеріалу є відомою, висота ракелів може визначатися залежно від кінцевої ваги матеріалу. Кінцеву вагу сполуки вимірюють за масою на одиницю площі. Зазвичай вагу вимірюють у грамах на квадратний фут. Також вимірюють скловолоконний компонент. Кількість об./хв., подрібнювана лінійно, змінюється з вагою скловолокна. Кінцева вага сполуки 2 складає 545 г/фт . Зразки пасти (матриці та b-стадії разом) беруть протягом усього циклу й вимірюють за допомогою віскозиметра. Зазвичай вимірювання здійснюють на початку, через 24 години та через 36-60 годин. Враховують кілька змінних при визначенні кривої загущення: температуру, початкову в'язкість та в'язкість при формуванні. Ці значення оптимізують на основі попереднього складання суміші та випробувань матеріалу. При зміні номера партії смоли або загусника здійснюють дослідження загущення для визначення доцільності зміни рівня. Задана в'язкість при формуванні для матеріалу становить 20-45 ММ сПз. Вимірювання в'язкості здійснюють за допомогою пристрою Brookfield DV-II. Після введення до скловолокна полімерної матриці лист стискають між криволінійними валками для просочування скловолокна. Оскільки в цьому процесі виготовляють конструкційні деталі, для нарізання зразка матеріалу застосовують шаблон у квадратних футах. У разі відповідності заданому діапазонові матеріал вважається прийнятним для випуску. Зважені зразки продукції збирають і застосовують для формування лабораторних панелей. Під час формування датчик виявляє діелектричні властивості матеріалу й визначає час загусання та затвердження матеріалу. Після цього затвердлі панелі нарізають на різні зразки для випробування. Типове випробування включає розривну міцність, міцність на згин, питому густину, вміст скловолокна та поглинання води. 25 6 UA 115494 C2 Таблиця 2 Фізичні властивості, виміряні на панелі 0,120" завтовшки, сформованій через 24 год. після виготовлення Умови формування: 3 хв при 330 °F. Тиск формування = 200 psi. Покриття = 60 % Властивість (одиниці) Час загусання (с) Час затверднення (с) 2 Кінцева вага (г/фт ) 3 Питома густина (гсм ) В'язкість від D3 до D5 (сПз) Розривна міцність (psi) Міцність на згин (psi) 5 10 15 20 25 30 35 40 45 Потрібний діапазон 35-50 87-105 534-556 1,63-1,67 23-35 15 700-18 300 26 000-31 500 Відразу після досягнення заданих значень при випробуванні якості матеріал запускають у виробництво. Процес формування FRPM Композицію зміцненої волокнами полімерної матриці (FRPM) доставляють до зони саморегульованої привідної форми (SAAM) на роликових візках для перевезення (8) рулонів сполуки масою приблизно по 200-500 фунтів або у ящику з 500-6000 фунтів. Кожен рулон має ярлик, на якому вказується дата виготовлення, композиція, номер партії, номер рулону та маса. Матеріал не запускається у виробництво до підтвердження відповідності вимогам якості, які детально вказуються у розділі про складання суміші. Візки ставлять у зону нарізання FRPM, де розташовується автоматичний агрегат для нарізання. Використовують протокол "SSAAM Production Molding Operation Notebook", у якому показано розмір та масу завантаження для конкретної кришки, яка має бути сформована. Відразу після належного розташування листа агрегат для нарізання встановлюють на автоматичне нарізання завантаженої заготовки у потрібному розмірі та звільнення сполуки від плівки. Нарізані листи після цього зважують у належній для завантаження вазі і укладають в окремі повні завантажувальні пакети, готові до виробництва. SAAM-ПРЕС Система SAAM дозволяє конструювати і встановлювати преси з великою площею плити без потреби у встановлювальних ямах. Також можуть застосовуватися й інші типи пресів. Застосування саморегульованого преса відбувається шляхом обернення гідравлічних циліндрів, які забезпечують пресувальний тоннаж. Застосування саморегульованого преса також дозволяє змінювати розташування преса, забезпечувати відповідність потребам виробництва, яке має здійснюватися з мінімальними простоями виробничих потужностей. Для підтримання роботи системи формування SAAM було розроблено спеціальну композицію для пресування під низьким тиском (LPMC), і FRPM (зміцнений скловолокном полімерний матеріал) являє собою форму LPMC. Система плит SAAM дозволяє у нормальний спосіб міняти сталеві інструменти (форми). Нині інструменти є такими: коло 15" (1400) форма для кришки 13"×24" (1324) форма для кришки 17"×30" (1730) форма для кришки 24"×36" (2436) форма для кришки 24"×48" (2448) форма для подвійної кришки 30"×48" (3048) Типовий робочий тиск SAAM: 3 000 psi Внутрішній діаметр циліндра: 12 дюймів Діаметр штока: 5,5 дюйма Корисна площа циліндра: 89,34 квадратних дюйма При гідравлічному тиску 3 000 psi циліндр розвиває силу 268 017 фунтів Таким чином, чотири (4) циліндри розвивають загальну силу 1 072 068 фунтів / 536 тонн Кришка 17"×30" має площу поверхні у плані 17" × 30": 510 квадратних дюймів 7 UA 115494 C2 1072068 фунтів сили, ділені на 510 квадратних дюймів, дорівнює тискові формування 2 102 psi Кришка 24"×36" має площу поверхні у плані 24"×36": 864 квадратних дюймів 1072068 фунтів сили, ділені на 864 квадратні дюйми, дорівнює тискові формування 1 241 psi Кришка 24"×30" має площу поверхні у плані 24"×30": 720 квадратних дюймів 1072068 фунтів сили, ділені на 720 квадратних дюймів, дорівнює тискові формування 1 489 5 psi. 10 15 Значення тиску формування зменшуються удвічі при формуванні двох виробів в одній SAAM. Площа поверхні у плані є меншою за загальну площу поверхні, тому при використанні площі у плані застосовують тиск формування 400 psi. Процедури формування Прес попередньо нагрівають для забезпечення належних установок. Для листа для конкретної кришки, що підлягає формуванню, застосовують протокол "Master Control Settings", і екрани 1 та 2 встановлюють на відповідні контрольні настройки. Цей протокол "Master Control Settings" показує належні установки для кожного з таких показників: Екран 1 1. Відкрита позиція 2. Позиція навантаження 3. Позиція уповільнення 4. Закрита позиція 5. Час затверднення 6. Висока швидкість 7. Низька швидкість Екран 2 1. Автоматичний час верхнього тарілчастого клапана 2. Автоматичний час нижнього тарілчастого клапана 3. Ручний час верхнього тарілчастого клапана 4. Ручний час нижнього тарілчастого клапана 5. Час викидання 6. Максимальний час повільного затверднення 20 25 30 35 Значення 52" 42" 34" 31,5" 400 сек. 0,8 IPS 0,2 IPS Діапазон 42" - 60" 35" - 52" 33" - 35" 32" - 25" 150-600 сек. 0,1-1,0 IPS 0,1-1,0 IPS 50 сек. 0-100 сек. 50 сек. 0-100 сек. 10 сек. 15 сек. 25 сек. 99 сек. 0-100 сек. 0-100 сек. 0-100 сек. 0-100 сек. Оператор переглядає індикатори температури на головному пульті керування для перевірки º відповідності форм належній температурі, 325-270 °F для верхніх інструментів і 320-265 F для нижніх інструментів. Після перевірки екранів оператор за допомогою портативного датчика температури перевіряє відповідність температур форми показникам термопар на екрані. Він також перевіряє, чи є верхня форма завжди гарячішою за нижню форму для запобігання будь-якому пошкодженню телескопічного відтискного краю форми. Після перевірки температури оператор візуально оглядає поверхні форми на чистоту та наявність ознак дрібних уламків або піни. Якщо такі спостерігаються, їх видаляють латунними інструментами та повітряними потоками. Після цього прес установлюють на автоматичний режим і підготовляють до формування першої деталі. Операція формування Доставлений завантажуваний матеріал оглядають і вимірюють для пересвідчення у належному розмірі та вазі. Перший завантажуваний матеріал установлюють на ваги і записують вагу. На протоколі головних контрольних установок "Дані та параметри процесу" є напис "Розміри завантажуваного матеріалу". Під цим заголовком вказуються представлені нижче пункти, які містять належну інформацію стосовно завантажуваного матеріалу, наприклад, розміру 17×30 (1730): 1. Маса у фунтах: 2. Розміри: 3. Кількість шарів: Значення 26,1 фунтів 28,5"×16" 8 8 Діапазон 26,1-26,6 фунтів 16"-30"×8"-17" 5-15 UA 115494 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відразу після підтвердження завантажуваного матеріалу технічним вимогам натискають зелену кнопку "Початок циклу" для активації циклу автоматичного формування, і форма опускається у Позицію навантаження. Коли форма зупиняється у позиції навантаження, завантажуваний матеріал доставляється у форму через завантажувальний пристрій, і завантажуваний матеріал точно розташовується на нижній формі, яка відцентровується у кожному напрямку. Після того, як завантажувальний інструмент залишає форму, оператор знову натискає зелену кнопку "Початок циклу", і прес опускається з "Позиції уповільнення" у "Закриту позицію". Щойно датчики пресів підтверджують, що кожен кут перебуває у повністю закритій позиції, розпочинається цикл "Час затвердження". Коли розпочинається автоматизований цикл, оператор знову оглядає й розміщує наступний завантажуваний матеріал на ваги для перевірки його ваги. Після завершення циклу "Час затверднення" повітряний тарілчастий клапан автоматично активується, і прес відкривається у позицію "Низька швидкість", а потім відкривається у позицію "Висока швидкість" і повертається у "Відкриту позицію" циклу. Коли прес відкривається у "Відкриту позицію", і форма розкривається на повний розмір виштовхувальних штифтів і досягає заданої висоти зазору, активується ежекторна система, і деталь піднімається над нижньою поверхнею форми на повну висоту виштовхувальних штифтів. Коли ежектори досягають повної висоти, під деталь вставляється вивантажувальний інструмент, і виштовхувальні стрижні автоматично опускаються. Коли ежектори повертаються у позицію повного спокою, вивантажувальні інструменти виступають до передньої частини преса, і деталь доставляється до оператора для здійснення візуального огляду, зачищення країв та поміщення до охолоджувального блока. Після видалення деталі та вивантажувального інструмента з преса оператор візуально оглядає поверхні форми і видуває дрібні уламки повітряним потоком. Цикл починається знову з повторенням кожного з задокументованих етапів. Верстатна обробка Кожен охолоджувальний блок обробляє кілька деталей. Коли блоки заповнюються, їх видаляють із зони SAAM і поміщують у проміжну зону для охолодження та стабілізації. Протягом цього періоду деталі вибірково перевіряються системою контролю якості на відповідність технічним вимогам стосовно розмірів, ваги та зовнішнього вигляду. Деталі мають охолоджуватися до температури, нижчої за 150 °F, перед здійсненням будьякої верстатної обробки. Цей процес охолодження забезпечує стійкість розмірів та рівність деталі перед верстатною обробкою. Оператор верстатної обробки ознайомлюється з пусковою технологічною картою, що міститься у посібнику з експлуатації верстата з числовим програмним керуванням (ЧПК), і по завершенні ознайомлення з технологічною картою встановлює машину на відповідну програму верстатної обробки, що відповідає розмірам кришки, що підлягає обробці. ЧПК програмують для обробки однієї деталі за один раз. Кожна кришка має власну програму. Оператор виймає деталь з охолоджувального блока й розташовує її у вказаній позиції для циклу верстатної обробки. Відразу після розташування деталі оператор активує вакуум, який дозволяє утримувати деталь у належній позиції. Оператор натискає зелену кнопку початку циклу, і ЧПК перевіряє, чи активовано вакуум, а потім переміщується від центральної вихідної позиції для перевірки належної позиції деталі, і відразу після перевірки машиною вона автоматично розпочинає верстатну обробку деталі на зовнішньому кінці станини верстата з ЧПК. Після виконання цієї верстатної обробки оператор розташовує наступну деталь у її позиції на внутрішньому кінці станини верстата з ЧПК. По завершенні верстатної обробки ЧПК повертається до центральної позиції спокою й скидає вакуум на готовій деталі. Потім оператор знову активує вакуум на наступній деталі і натискає зелену кнопку початку циклу. Під час верстатної обробки оператор виймає попередню оброблену деталь, здійснює візуальний огляд, обтирає, продуває й поміщує на піддон для відправлення на остаточне складання. На Фіг. 1 також показано, що кришка або люк 10 включає верхню поверхню 70, яка є практично плоскою і при встановленні на колодязі або канаві 72 перебуває врівень з поверхнею ґрунту. Як показано на Фіг. 8, нижня сторона 74 має зовнішній обід 76 навколо периметра кришки з заглибленою внутрішньою зоною або порожниною 78. Порожнина має деталі 80 та 82, 9 UA 115494 C2 5 10 15 які дозволяють кріпити аксесуари, які детальніше описуються далі, та наскрізні отвори 84 для прикріплення до колодязя 72. Кілька безперервних несучих ребер 86 виступають від протилежних сторін зовнішнього обода у межах порожнини. Несучі ребра розташовуються з проміжками для передачі навантаження та мінімізації відхилення кришки під навантаженням на зовнішній обід. Як показано на Фіг. 9, зовнішній обід підтримується полицею 88 у зовнішніх стінках 90 колодязя 72. Хоча кришку показано як підтримувану полицею 88 у стінках колодязя, передбачаються й інші типи опорних гнізд колодязя для підтримки кришки. Ребра 86, наприклад три ребра, простягаються безперервно по боках, проходячи через порожнину між протилежними сторонами периметра обода. Як показано на Фіг. 10, випробували альтернативні конструкції для визначення ефекту додаткових опорних структур у межах порожнини 92 кришки 94. Ребра 86 (як показано на Фіг. 8) переважали альтернативні конструкції з включенням перехресних ребер 96, які проходять по довжині або частинах порожнини. Кришка з Фіг. 10 також включала перехресні виступи 98, і випробування продемонструвало, що лише ребра 86 поліпшують несучу здатність, а отже у перехресних ребрах 96 та виступах 98 немає необхідності. Результати випробувань, показані у Таблиці 3, ілюструють, що конструкція кришки, показаної на Фіг. 8, яка включає полімерний матеріал, як описано авторами, забезпечує більшу несучу здатність за відсутності перехресних ребер 96, виступів 98 та малих ребер 100. Таблиця 3 Варіант 1730 з перехресними ребрами 1730 з боковими суцільними ребрами 1730 з боковими суцільними поглибленими ребрами 20 25 30 35 40 45 50 Номінальне навантаження до першого дефекту конструкції Фунт-сила 22 000 Номінальне навантаження до виходу з ладу Фунт-сила 29 000 30 000 31 000 33 700 39 000 Крім того, глибші ребра 86, як показано на Фіг. 11, забезпечували більшу несучу здатність. Ребра 86 також можуть мати криволінійний зовнішній радіус 102, який забезпечує більшу висоту ребра у центрі, ніж на стику з зовнішнім ободом. Як показано на Фігурах 12 та 13, верхня поверхня 70 включає текстуровану поверхню 104 або стан поверхні, утворений малюнком деталей різної глибини на поверхні форми. Текстурована поверхня 104 включає зміну глибини плоскої поверхні, що створює невелике виступання 105 у поверхню для виштовхування скловолокон 24 матеріалу з поверхні, створюючи збагачену смолою поверхню 107 під час формування. Розташування скловолокон 24 далі від текстурованої поверхні подовжує стійкість кришки до погодних умов. Текстурована поверхня являє собою, наприклад, коринфську текстуру. Комбінація текстури та УФ-стійкості дозволяє досягати значень дельта-Е, менших за 9,0 при впливі середовища протягом 5000 годин, згідно з тестом SAE J2527. Верхня поверхня 70 також включає певну кількість виступів 106 різної висоти для створення поверхні зчеплення. Виступи 106 формують на різній висоті для врахування можливих агресивних переміщень на поверхні кришки. Виступи розташовуються у порядку переміжних груп, що дозволяє додатковим периферійним поверхням зчеплюватися з рухомими поверхнями, такими, як шини транспортних засобів, які можуть входити у контакт з верхньою поверхнею кришки. Виступи створюють більшу площу поверхні для гнучких матеріалів, з якими вона контактує. В результаті виступи забезпечують відповідність поверхні кришки вимогам опору ковзанню. Хоча на Фіг. 12 показано малюнок виступів, які являють собою переміжні групи з трьох брусків зі скругленими кінцями, слід розуміти, що можливими є й інші геометричні форми та розміри та варіанти розташування для створення поверхонь з необхідним малюнком протектора або з опором ковзанню. Інші випробувальні вимоги до кришки згідно з даним винаходом є такими: Технічні вимоги до полімерної кришки: Кришку випробують згідно з визнаними у промисловості стандартами на: Хімічну стійкість згідно з: Telcordia R3-14 та ASTM D543-06 Вплив ультрафіолетових променів згідно з: ASTMG154 Стійкість до грибкових уражень згідно з: ASTM G21 Займистість згідно з: UL 94-5 VA та ASTM D635-06 Поглинання води згідно з: ASTM D570-05 10 UA 115494 C2 5 10 15 20 25 30 35 40 45 50 55 60 Кришку випробують згідно з визнаними у промисловості стандартами на: AS 4586: класифікація 2013 опору ковзанню для нових матеріалів поверхні, яка піддається пішохідному навантаженню - Додаток А. ANSI/SCTE 77-2010 - технічні вимоги для цілісності замкнених підземних комунікацій, SCTE, 2010 GR-902-CORE, Загальні вимоги для люків та інших підземних стикових колодязів, Telcordia, 2013 ASTM C857-11, Стандартна практика для мінімального навантаження на конструкцію для підземних литих бетонних конструкцій комунального призначення, ASTM, 2011 AS 3996 2006, Кришки люків та грати BS EN 124:1994, включаючи поправку № 1 для кришок канав та колодязів для проїжджих та пішохідних ділянок - вимоги до конструкції, випробування типу, маркування, контроль якості. Як показано на Фіг. 1, верхня поверхня 70 має заглиблення 108 для прикріплення розпізнавального компонента 109, такого, як мітка власника, як показано на Фіг. 14. Мітка власника має штир, який входить в отвір 110. Розпізнавальна мітка може бути знята й замінена у разі зміни власника кришки. На Фіг. 1 також показано, що кришка включає отвори 112 та 114, які проходять крізь кришку, забезпечуючи можливість пригвинчування болтами або обтискання для прикріплення кришки до колодязя. Як показано на Фіг. 14 L-болт 116 або, в альтернативному варіанті, стяжний болт 118 проходить через отвір 112 або 114 і обертається для зачеплення з пазом 120, розташованим у стінці 90 колодязя, як показано на Фіг. 15. L-болт 116 утримується у корпусі 122, прикріпленому до кріпильної деталі 82, що розташовується на нижній стороні кришки. Як показано на Фіг. 16, фланець 124 має приєднуватися до кріпильних поверхонь 80, які мають зачеплюватися з пазом 126 у стінці 90 колодязя. Можуть застосовуватися й інші кріпильні механізми додатково до конструкції L-болта, як вказано у виданому Заявникові Патенті США № 7,547,051, зміст якого включено до цього опису шляхом посилання у повному обсязі. Наприклад, у кришці може застосовуватися самоблокований або блокувальний комплект 127 для прикріплення кришки до колодязя, як показано на Фіг. 17 і детально пояснюється у виданому Заявникові Патенті США № 8,220,298, зміст якого включено до цього опису шляхом посилання. Будь-які невикористані отвори 112, 114, які не застосовуються для конкретної системи кріплення, можуть бути закриті знімною пробкою 130 (Фіг. 14), яка у будь-який час може бути вийнята для застосування іншого можливого кріплення. Як показано на Фіг. 1, кришка включає захоплювальний отвір 132 для знімання кришки з колодязя. Як показано на Фіг. 18, утримувальна чашка 134 захоплювального отвору (також показана на Фіг. 8) розташовується у межах захоплювального отвору 132, який має стрижень 136, розташований у заглибленні через отвір, який може зачеплюватися гаком для знімання кришки з колодязя. Як показано на Фіг. 14, кришка включає ковпачок 138 захоплювального отвору для запобігання накопиченню дрібних уламків у захоплювальному отворі під час застосування. Інші характеристики та особливості утримувальної чашки захоплювального отвору для знімання кришки з колодязя показано у виданому Заявникові Патенті США № 8,708,183, повний зміст якого включено до цього опису шляхом посилання. Як показано на Фіг. 19, операції формування та верстатної обробки можуть бути автоматизовані через застосування роботів 140. Робот 142, який має програмований логічний контролер, має переміщуватися з нейтральної позиції до пункту завантаження 144, де оператор має завантажити завантажувальний шаблон 146 у завантажувач 148, розташованого на кінці маніпулятора 150 робота. Програмований логічний контролер робота після цього переміщує завантажувач у нейтральну позицію перед формувальним пресом 31. Робот очікує в нейтральній позиції, доки формувальний прес не відкриється, і контролер не пересвідчиться в тому, що деталі є чистими, і виштовхувальний пристрій форми є відведеним. Після цього робот переміщується до відкритого преса й поміщує завантажувач 148 у порожнину 43 форми 31. Контролер активує завантажувач, який скидає завантажуваний матеріал у порожнину форми, і відводить завантажувач від форми. По завершенні процесу формування і після виштовхування сформованої кришки з форми робот включає відвідний пристрій 152, який включає пластину 154 та групу присосок 156. Контролер відкриває прес у належний час циклу і активує механізм виштовхування кришки, причому робот розташовує відвідний пристрій 152 над сформованою кришкою, таким чином, щоб присоски 156 могли зачепитися за кришку й перемістити сформовану кришку до конвеєрної системи 158, і відпускає кришку на конвеєрній системі. Після цього конвеєрна система доставляє сформовану кришку до пункту верстатної обробки 160, який включає певну кількість 11 UA 115494 C2 5 10 обертальних щіток 162 для зачищення сформованої кришки. Пункт верстатної обробки також включає свердління отворів для кріпильних механізмів колодязя. Кінцеве складання кришки включає поміщення стрижня захоплювального отвору в заглиблення чашки захоплювального отвору і закріплення чашки та ковпачка на кришці, прикріплення розпізнавальної мітки до кришки, закріплення L-болта, наскрізного болта або самоблокованого механізму уздовж утримувального фланця і закривання отворів ковпачками для не використовуваних кріпильних механізмів. Хоча винахід було описано й пояснено з посиланням на різні варіанти його втілення, слід розуміти, що можливими є зміни та модифікації, які відповідають повному передбаченому обсягові винаходу, заявленому далі у формулі винаходу. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Кришка для колодязя зі зміцненого волокном полімерного матеріалу, яка включає ненасичену поліестерну термореактивну смоляну матрицю, зміцнювальні волокна та неорганічний наповнювач, виготовлена способом формування з листів, при цьому над зміцнювальними волокнами утворено збагачений смолою шар за допомогою текстури з заглиблень у поверхні кришки. 2. Кришка за п. 1, яка відрізняється тим, що також включає додаток для зниження усадки, ініціатор тужавіння, загусник, технологічний додаток та розділювальний засіб для форм. 3. Кришка за п. 1, яка відрізняється тим, що також включає УФ-стійкий пігмент. 4. Кришка за п. 1, яка відрізняється тим, що смоляна матриця включає інгібітор ультрафіолету. 5. Кришка за п. 1, яка відрізняється тим, що поліестерна смола є ортофталевою смолою. 6. Кришка за п. 5, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 10 % до 40 % ортофталевої смоли. 7. Кришка за п. 1, яка відрізняється тим, що смоляна матриця включає полістирол. 8. Кришка за п. 7, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 5 % до 30 % полістиролу. 9. Кришка за п. 1, яка відрізняється тим, що зміцнювальні волокна є рубленим скловолокном. 10. Кришка за п. 9, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 5 % до 60 % рубленого скловолокна. 11. Кришка за п. 1, яка відрізняється тим, що зміцнений волокном полімерний матеріал включає від 15 % до 50 % неорганічного наповнювача. 12. Кришка за п. 1, яка відрізняється тим, що неорганічний наповнювач є мінералом. 13. Кришка за п. 12, яка відрізняється тим, що мінерал є тригідратом глинозему. 14. Кришка для колодязя зі зміцненого волокном полімерного матеріалу, яка включає: стійку до ультрафіолетового випромінення ненасичену поліестерну термореактивну смоляну матрицю та зміцнювальне скловолокно; по суті плоску верхню поверхню, що має текстуру заглиблень у по суті плоскій верхній поверхні, створюючи збагачений смолою шар над зміцнювальним скловолокном; нижню поверхню, яка має обід навколо зовнішнього периметра з заглибленою внутрішньою порожниною; принаймні одне безперервне несуче ребро, яке простягається через заглиблену внутрішню порожнину від протилежних сторін обода навколо зовнішнього периметра, при цьому принаймні одне безперервне несуче ребро має вигнутий зовнішній радіус, який забезпечує більшу висоту ребра у центрі, ніж на стику з зовнішнім ободом. 15. Кришка за п. 14, яка відрізняється тим, що принаймні одне безперервне несуче ребро безперервно простягається через порожнину і не включає перехресних несучих ребер. 16. Кришка за п. 14, яка відрізняється тим, що по суті плоска верхня поверхня включає малюнок з виступів, які виступають над по суті плоскою верхньою поверхнею. 17. Кришка за п. 16, яка відрізняється тим, що виступи мають множину різних значень висоти. 18. Кришка за п. 14, яка відрізняється тим, що по суті плоска верхня поверхня має заглиблення для прикріплення розпізнавальної мітки. 19. Кришка за п. 14, яка відрізняється тим, що кришка має засіб закріплення кришки на колодязі. 20. Кришка за п. 19, яка відрізняється тим, що засіб закріплення кришки на колодязі включає болт, який проходить через наскрізний отвір у кришці. 21. Кришка за п. 19, яка відрізняється тим, що засіб закріплення кришки на колодязі включає самоблокований кріпильний вузол. 12 UA 115494 C2 5 10 22. Кришка за п. 14, яка відрізняється тим, що також включає захоплювальний отвір для знімання кришки з колодязя. 23. Кришка для колодязя, яка включає: шар зміцненого скловолокном полімерного матеріалу, який має розмір, придатний для розташування на отворі колодязя; інгібітор ультрафіолету у шарі зміцненого скловолокном матеріалу; та по суті плоску верхню поверхню, яка має текстуру з заглиблень у по суті плоскій верхній поверхні, створюючи збагачений смолою шар над окремими скловолокнами зміцненого скловолокном полімерного матеріалу. 24. Кришка за п. 23, яка відрізняється тим, що також включає малюнок з виступів, які виступають над по суті плоскою верхньою поверхнею. 25. Кришка за п. 24, яка відрізняється тим, що виступи включають текстуру і мають принаймні два різні значення висоти. 13 UA 115494 C2 14 UA 115494 C2 15 UA 115494 C2 16 UA 115494 C2 17 UA 115494 C2 18 UA 115494 C2 19 UA 115494 C2 20 UA 115494 C2 21 UA 115494 C2 22 UA 115494 C2 Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 23
ДивитисяДодаткова інформація
Автори російськоюBurke, Edward, J., Atkins Thomas, BEACH Brian Anthony, Gwillim Robert
МПК / Мітки
МПК: C08K 7/14, B29C 70/06, C08L 67/06, C08K 3/00, E02D 29/14, B65D 90/10, B32B 17/04, C08J 5/04
Мітки: зміцненого, матеріалу, волокном, колодязя, полімерного, кришка
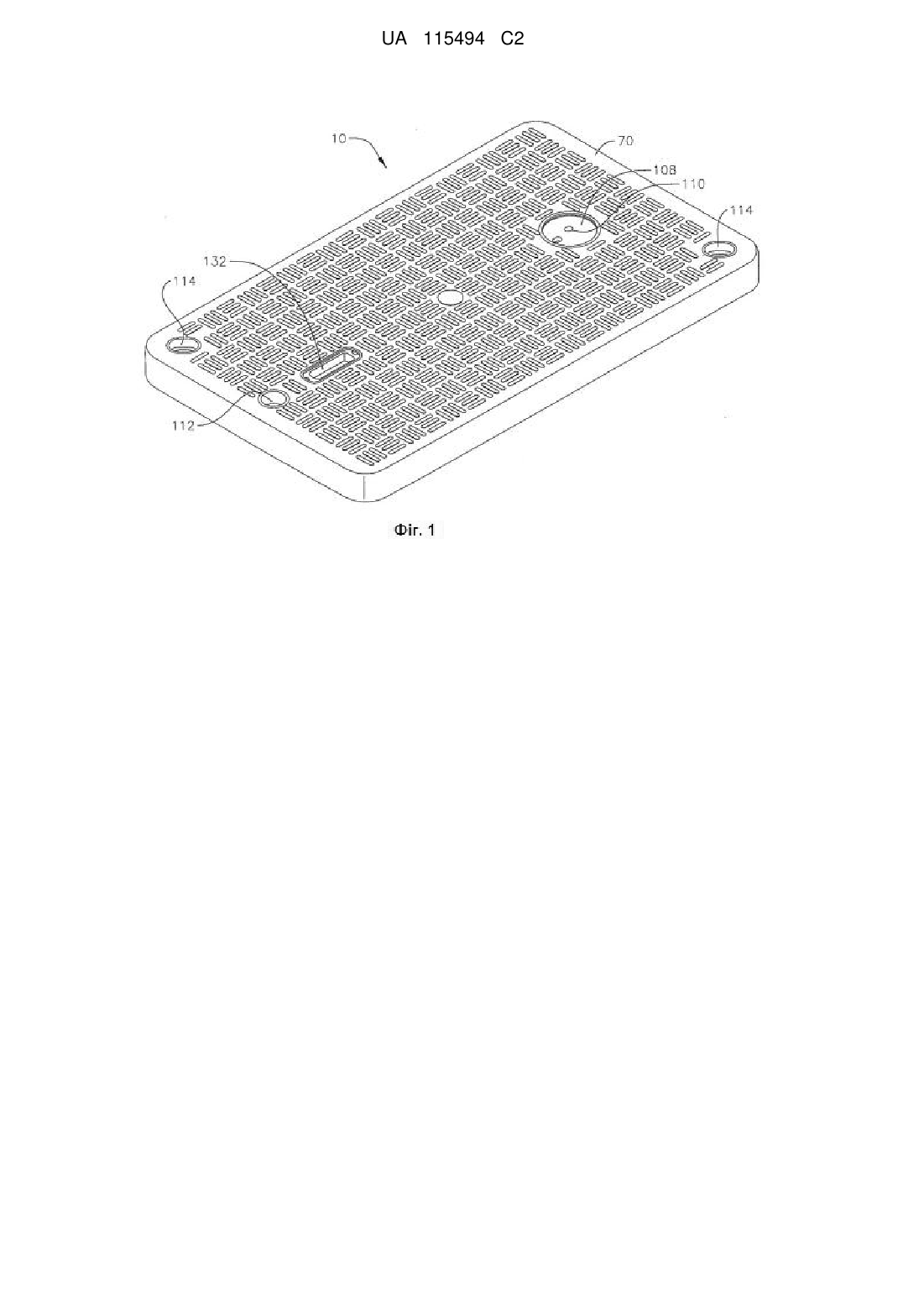
Код посилання
<a href="https://ua.patents.su/25-115494-krishka-dlya-kolodyazya-zi-zmicnenogo-voloknom-polimernogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Кришка для колодязя зі зміцненого волокном полімерного матеріалу</a>
Спосіб виготовлення кришки зі зміцненого волокнами полімерного матеріалу для колодязя комунального призначення
Номер патенту: 115493
Опубліковано: 10.11.2017
Автори: Бьорк Едвард Дж., Біч Браян Ентоні, Аткінс Томас, Гвіллім Роберт, Ніт Джон А.
МПК: B29C 33/44, E02D 29/14, B29C 43/00
Мітки: спосіб, комунального, кришки, призначення, волокнами, виготовлення, зміцненого, колодязя, матеріалу, полімерного
Формула / Реферат:
1. Спосіб виготовлення кришки зі зміцненого волокнами полімерного матеріалу для колодязя комунального призначення, спосіб включає етапи:змішування ненасиченого поліестерного термореактивного матеріалу у смоляну пасту;компонування пасти у лист зміцненого волокнами композитного матеріалу;дозрівання скомпонованого листа зміцненого волокнами композитного матеріалу;нарізання дозрілого скомпонованого листа на...
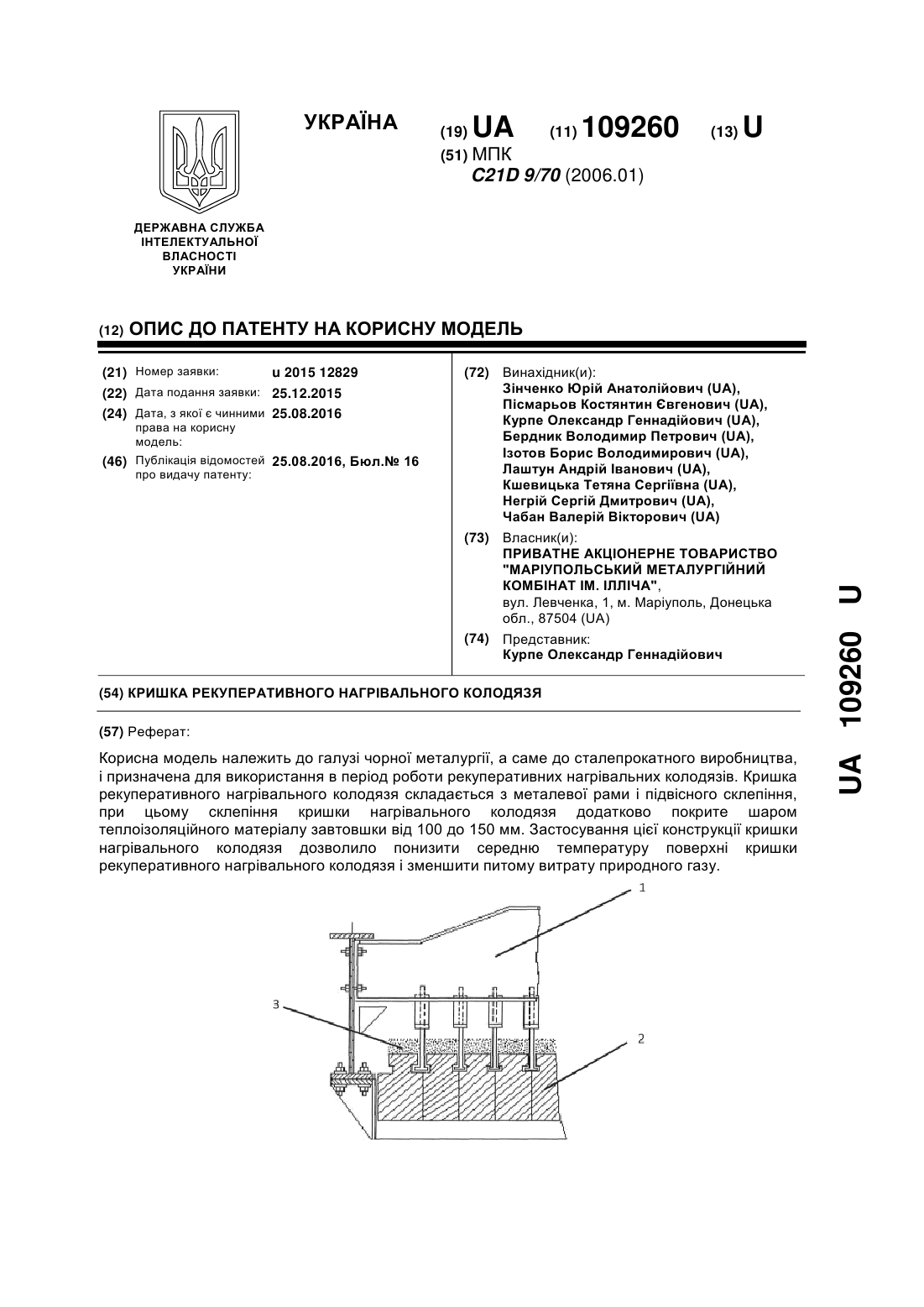
Кришка рекуперативного нагрівального колодязя
Номер патенту: 109260
Опубліковано: 25.08.2016
Автори: Зінченко Юрій Анатолійович, Чабан Валерій Вікторович, Пісмарьов Костянтин Євгенович, Негрій Сергій Дмитрович, Курпе Олександр Геннадійович, Лаштун Андрій Іванович, Бердник Володимир Петрович, Кшевицька Тетяна Сергіївна, Ізотов Борис Володимирович
МПК: C21D 9/70
Мітки: рекуперативного, кришка, колодязя, нагрівального
Формула / Реферат:
1. Кришка рекуперативного нагрівального колодязя, що складається з металевої рами і підвісного склепіння, яка відрізняється тим, що склепіння кришки нагрівального колодязя додатково покрите шаром теплоізоляційного матеріалу завтовшки від 100 до 150 мм.2. Кришка рекуперативного нагрівального колодязя за п. 1, яка відрізняється тим, що як теплоізоляційний матеріал використовують граншлак.
Кришка люка оглядового колодязя полімербетонна
Номер патенту: 6254
Опубліковано: 15.04.2005
Автори: Олексієнко Сергій Іванович, Ковшик Ігор Миколайович
МПК: E02D 29/14
Мітки: люка, кришка, полімербетонна, оглядового, колодязя
Формула / Реферат:
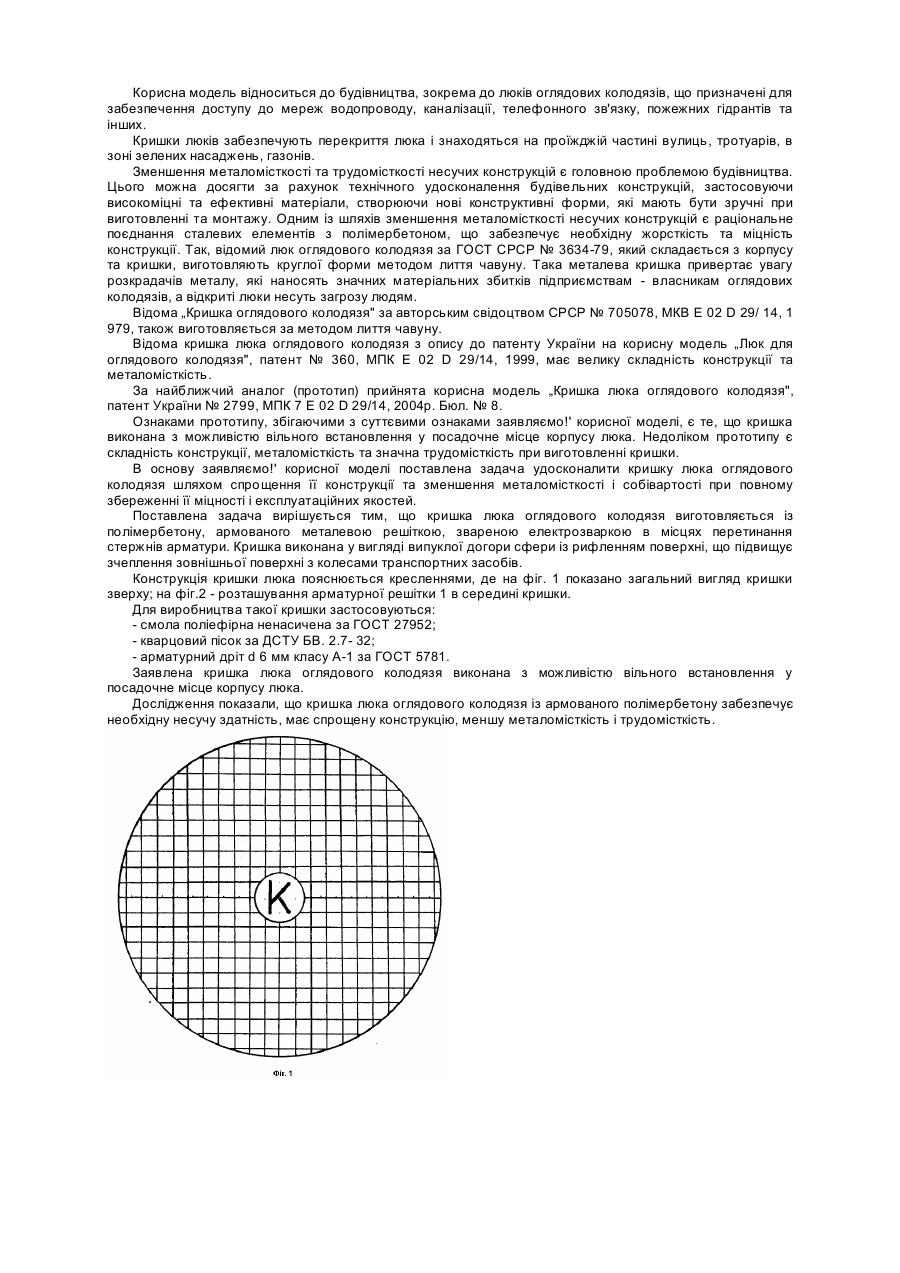
Кришка люка оглядового колодязя підземних споруд мереж водопроводу, каналізації, телефонного зв'язку та інших, що виконана з можливістю вільного встановлення у посадочне місце корпусу люка, забезпечуючи перекриття люка, яка відрізняється тим, що вона виготовлена із полімербетону, армованого металевою решіткою, звареною електрозварюванням в місцях перетинання стержнів арматури, та виконана у вигляді випуклої догори сфери з рифленням зовнішньої...
Кришка люка оглядового колодязя
Номер патенту: 18674
Опубліковано: 15.11.2006
Автори: Алімов Валерій Іванович, Шевелєв Олександр Іванович
МПК: E02D 29/14
Мітки: люка, колодязя, кришка, оглядового
Формула / Реферат:
Кришка люка оглядового колодязя, що містить тіло кришки, яка відрізняється тим, що тіло кришки виконане з гуми і порожнистим із можливістю заповнення порожнини газовими, рідкими і (або) сипучими матеріалами.
Кришка люка оглядового колодязя
Номер патенту: 21926
Опубліковано: 10.04.2007
Автори: Бєлашенко Костянтин Григорович, Шарабарін Олександр Герасимович, Кучеренко Олена Семенівна, Ковальов Ігор Миколайович, Шевчун Петро Петрович, Гололобов Борис Дмитрович
МПК: E02D 29/14
Мітки: люка, оглядового, колодязя, кришка
Формула / Реферат:
Кришка люка оглядового колодязя, що включає сферичну бетонну оболонку, армовану металевим каркасом і фіброю, яка відрізняється тим, що бетонна оболонка додатково містить закладні деталі для замка і фіксаторів пристрою підйому, при цьому фібра виконана з анкерами.
Попередній патент: Спосіб виготовлення кришки зі зміцненого волокнами полімерного матеріалу для колодязя комунального призначення
Наступний патент: Спосіб одержання поверхнево-активних речовин
Випадковий патент: Спосіб приготування корму з відходів тваринного походження