Термальна регенерація формувального піску

Формула / Реферат
1. Спосіб регенерації застосовуваного формувального піску з рідким склом, що прилипло до нього, що включає етапи, на яких:
- забезпечують застосовуваний формувальний пісок, змішаний зі зв'язуючим агентом на основі рідкого скла, до якого додають тверді частинки оксиду металу; і
- піддають застосовуваний формувальний пісок термічній обробці, де застосовуваний формувальний пісок нагрівають до температури щонайменше 200 °С, тим самим отримують регенерований формувальний пісок,
де тверді частинки оксиду металу вибрані з групи, що включає діоксид кремнію, оксид алюмінію, оксид титану, оксид цинку та їх суміші.
2. Спосіб за п. 1, де термічну обробку проводять доки витрата кислоти формувального піску, виміряна витратою 0,1 N HC1 у кількості 50 г формувального піску, знизиться щонайменше до 10 %.
3. Спосіб за п. 1 або 2, де застосовуваний формувальний пісок знаходиться у вигляді форми для лиття.
4. Спосіб за п. 3, де застосовувана форма для лиття включає відливок.
5. Спосіб за п. 4, де форма для лиття відділена від відливка перед термічною обробкою.
6. Спосіб за будь-якими з пп. 3-5, де форму для лиття розбили щонайменше на великі частки перед термічною обробкою.
7. Спосіб за будь-яким з попередніх пунктів, де перед або після термічної обробки проводять механічну обробку формувального піску для руйнування зернистої структури.
8. Спосіб за будь-якими з пп. 3-7, де форму для лиття переносять до пічки для термічної обробки.
9. Спосіб за будь-яким одним з попередніх пунктів, де застосовуваний формувальний пісок струшують протягом термічної обробки.
10. Спосіб за будь-яким з попередніх пунктів, де термічну обробку проводять при подачі повітря.
11. Спосіб за будь-яким з попередніх пунктів, де проводять суху регенерацію.
12. Спосіб за будь-яким з попередніх пунктів, де застосовуваний формувальний пісок отримують із застосовуваної форми для лиття на етапах, де:
- забезпечують формувальну суміш матеріалу, який включає щонайменше один формувальний пісок і щонайменше один зв'язуючий агент, що містить рідке скло, а також тверді частини оксиду металу,
- обробляють формувальну суміш матеріалу у нову форму для лиття і вулканізують, і
- проводять лиття металу з новою формою для лиття, так що отримують застосовувану форму для лиття з відливком,
де тверді частинки оксиду металу вибрані з групи, що включає діоксид кремнію, оксид алюмінію, оксид титану, оксид цинку та їх суміші.
13. Спосіб за п. 12, де рідке скло має модулі SiO2/M2O у діапазоні 1,6-4,0, зокрема 2,0-3,5, де М означає іони натрію і/або іони калію.
14. Спосіб за п. 12 або 13, де рідке скло має вміст твердих речовин SiO2 і М2О у діапазоні 30-60 мас.%.
15. Спосіб за будь-яким з пп. 12-14, де діоксид кремнію є аморфним діоксидом кремнію.
16. Спосіб за пп. 1 або 12, де тверді частини оксиду кремнію вибирають з групи осадженої кремнієвої кислоти і пірогенної кремнієвої кислоти.
17. Спосіб за будь-якими з пп. 12-16, де органічну добавку додають до суміші формувального матеріалу.
18. Спосіб за п. 17, де органічною добавкою є вуглеводень.
19. Спосіб за будь-якими з пп. 12-18, де фосфоровмісну добавку додають до суміші формувального матеріалу.
20. Спосіб за будь-яким з пп. 12-19, де щонайменше деяку кількість формувального піску утворюють з регенерованого формувального піску.
21. Регенерований формувальний пісок, отриманий способом за будь-яким з пп. 1-20.
Текст
Реферат: Винахід належить до способу регенерації застосовуваного формувального піску, який забруднений рідким склом, де: забезпечують застосовуваний формувальний пісок, змішаний зі зв'язуючим агентом, на основі рідкого скла, до якого додають оксид металу у формі частинок; і застосовуваний формувальний пісок піддають термічній обробці, де формувальний пісок нагрівають до температури щонайменше 200 °С, таким чином одержують регенерований формувальний пісок. Винахід також належить до регенерованого формувального піску, одержаного зазначеним способом. UA 100853 C2 (12) UA 100853 C2 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу регенерації формувальних пісків, змішаних з рідким склом, а також формувального матеріалу, який можна отримати даним способом. Форми для лиття для виготовлення металічних корпусів головним чином виготовили у двох зразках. Перша група формує так названі ядра або форми. Форма для лиття скомпонована з цього, формуючи, головним чином, утворену негативну форму для лиття. Друга група формує порожні корпуси, так називані завантажники, що діють як компенсуюча ємність. Отримали рідкий метал, придатними мірами забезпечили, що метал залишається довше у рідкій фазі, ніж метал, розміщений у формі для лиття, утворюючий негативну форму. Якщо метал твердне у негативній формі, рідкий метал може витікати з компенсуючої ємності, щоб компенсувати зменшення об’єму, що супроводжує тверднення металу. Форми для лиття складаються з вогнетривкого матеріалу, наприклад, кварцового піску, зерна якого сполучені придатним зв’язуючим агентом після формування форми для лиття для забезпечення достатньої механічної міцності форми для лиття. Таки чином, формувальний пісок, який обробили придатним зв’язуючим агентом, застосовували для виготовлення форм для лиття. Вогнетривкий матеріал на основі форми переважно знаходиться у сипкій формі, так що його можна висипати у придатну порожню форму і там стискувати. Зв’язуючий агент утворює тверде зчеплення між частинами матеріалу на основі форми, так що форма для лиття здобуває необхідну механічну стійкість. Форми для лиття мають задовольняти різним вимогам. Протягом самого процесу лиття, вони перш за все мають проявляти достатню стійкість і термостійкість для вміщення рідкого металу у порожню форму, утворену з однієї або більше форм (неповних) для лиття. Після початку процесу тверднення за допомогою затверділого шару металу, який утворюється вздовж стінок порожньої форми, забезпечили механічну стабільність форми для лиття. Матеріал форми для лиття тепер має розпадатись під впливом теплоти, що вивільнена металом, таким чином, що він втрачає механічну міцність, тобто, зчеплення між окремими частинами вогнетривкого матеріалу виключене. Цього досягають за допомогою зв’язуючого агента, наприклад, розпадом під дією тепла. Після охолодження, отверділий виливок струшували, при цьому матеріал форм для лиття оптимально розпадається на дрібний пісок, який можна висипати з порожніх просторів металічної форми. І органічний, і неорганічний зв’язуючі агенти можна застосовувати для утворення форм для лиття, які можуть бути вулканізовані у кожному випадку низькотемпературними або високотемпературними способами. У даному контексті, низькотемпературні способи означають такі способи, що головним чином проходять при кімнатній температурі без нагрівання форми для лиття. Звичайно вулканізація виникає у даному випадку при хімічній реакції, яка виникає, наприклад, при пропусканні газу, як каталізатора, через форму, яку вулканізують. При високотемпературних способах, суміш формувального матеріалу нагрівають до достатньо високої температури після надання форми для, наприклад, видалення розчинника, що містився у зв’язуючому агенті або для початку хімічної реакції, за допомогою чого зв’язуючий агент вулканізується, наприклад, зшиванням. В даний час, такі органічні зв’язуючі агенти часто застосовують для утворення форм для лиття, в яких реакції вулканізації прискорюються газоподібним каталізатором або які вулканізуються реакцією з газоподібним агентом вулканізації. Дані способи називають способи “холодного ящика”. Прикладом виготовлення форм для лиття, застосовуючи органічні зв’язувачі, є так названий поліуретановий спосіб холодного ящика. Перший компонент складається з розчину поліолу, головним чином фенольної смоли. Другий компонент є розчином поліізоціанату. Таким чином, згідно з патентом США US3409579 A, два компоненти поліуретанового зв’язувача виготовлені для реакції пропусканням газоподібного третинного аміну через суміш матеріалу на основі форми і зв’язуючого агента після надання форми. Реакція вулканізації зв’язуючих агентів поліуретану включає поліприєднання, тобто реакцію без будь-якого виключення побічних продуктів, таких як, наприклад, вода. Додаткові переваги даного способу “холодного ящика” включають гарну продуктивність, точність вимірювання форм для лиття, а також гарні технічні властивості, такі як міцність форм для лиття, час обробки суміші матеріалу на основі форми і зв’язуючого агенту, і т.д. Органічні способи гарячої вулканізації включають спосіб гарячого ящика, оснований на фенольних або фуранових смолах, спосіб теплого ящика оснований на фуранових смолах і спосіб Кронінга, оснований на фенольних новолачних смолах. У способах гарячого ящику і теплого ящику обробили рідкі смоли для отримання суміші формувального матеріалу, застосовуючи прихований агент вулканізації, який тільки і є ефективним при підвищеній температурі. При способі Кронінга, матеріали на основі форми, такі як кварц, хромова руда, 1 UA 100853 C2 0 5 10 15 20 25 30 35 40 45 50 55 60 пісок цирконію та ін. упакували при температурі приблизно 100 - 160 C з фенольною новолачною смолою, що є рідкою при даній температурі. Додали гексаметилентетрамін як учасник реакції для наступної вулканізації. У вищезгаданих методиках вулканізації гарячим способом, надання форми і вулканізація виникають у термоприладах, які нагрівають до 0 температури 300 C. Незалежно від механізму вулканізації, всі органічні системи мають сумісно те, що протягом виливання рідкого металу у форму для лиття вони термічно розпадаються і у той самий час забруднювачі, такі як, наприклад, бензол, толуол, ксилол, фенол, формальдегід і вищі, частково не ідентифіковані, продукти крекінгу, можуть бути вивільнені. Безумовно було можливим мінімізувати дані емісії різними показниками, але їх не можна повністю уникнути у випадку органічних зв’язувачів. Навіть у неорганічно-органічних гібридних системах, що містять фракцію органічних сполук, таких як, наприклад, зв’язуючі агенти, що застосовні у способі резол-CO2, такі небажані емісії проходять протягом лиття металів. Для уникнення емісії продуктів розпаду протягом способу лиття, потрібно застосовувати зв’язуючі агенти на основі неорганічних матеріалів або які головним чином містять дуже дрібну фракцію неорганічних сполук. Такі системи зв’язуючого агенту вже були відомі деякий час. Розробили системи зв’язуючого агенту, які можна вулканізувати введенням газів. Описані такі системи, наприклад, у патенті Великобританії GB782205, у яких застосовують лужне рідке скло зв’язуючий агент, який може вулканізувати при введенні CO 2. У патенті Німеччини DE19925167 описують екзотермічний завантажник сполуки, що містить силікат лужного металу як зв’язуючий агент. Більш того, розробили системи зв’язуючого агенту, які самовулканізуються при кімнатній температурі. Така система, що основана на фосфорній кислоті і оксидах металу, описана, наприклад, у патенті США US5582232. В результаті, відомі неорганічні зв’язуючі системи, які вулканізуються при більш високих температурах, наприклад, у приладах для високої температури. Такі зв’язуючі системи вулканізації гарячим способом відомі, наприклад, з патенту США US 5474606, у якому описують зв’язуючу систему, що складається з лужного рідкого скла і силікату алюмінію. Протягом виготовлення відливків, великі кількості застосовуваного формувального піску примішали з накопленими залишками зв’язуючого агенту. Таким чином, застосовуваний пісок можна або видалили, або обробити придатним способом, так що він може необов’язково повторно застосовуватись для виготовлення форм для лиття. Те саме має відношення до так називаного пересипного піску, тобто піску, який змішали зі зв’язуючим агентом, але який не вулканізували, а також до ядер або фрагментів ядра, які не піддавались відливанню. Найбільш широко застосовують механічну регенерацію, де залишок зв’язуючого агенту або продукти розпаду, що лишаються на застосовуваному формувальному піску після лиття, видалили за допомогою розтирання. З цією метою, пісок може, наприклад, бути енергійно переміщеним, так що залишки зв’язуючого агенту, які прилипають до цих гранул піску, видаляються зіткненням між прилягаючими гранулами піску. Залишки зв’язуючого агенту потім можна відділити від піску просіюванням і видаленням пилу. Однак, часто залишки зв’язуючого агенту не можуть бути повністю видалені з піску механічною регенерацією. Більш того, в результаті значних сил, що діють на гранули піску протягом механічної регенерації, може виникнути сильне стирання або гранули піску можуть розколотись. Пісок, оброблений механічною регенерацією, таким чином, звичайно не має тієї ж якості, що новий пісок. Якщо механічно регенерований пісок, таким чином, застосовують для виготовлення форм для лиття, це призвести до того, що отримують відливки нижчої якості. Для видалення залишків органічних зв’язуючих агентів, застосовуваний формувальний пісок можна нагріти під час запускання повітря, так що залишки зв’язуючого агенту згорають. У патенті Німеччини DE4111643 описують прилади для безперервної регенерації синтетичних зв’язаних смолою застосовуваних формувальних пісків. У даному випадку, після механічної попередньої очистки, застосовуваний формувальний пісок поставляють на етап термальної регенерації, на якому залишки органічного зв’язуючого агенту, що залишаються на гранулах піску, згоріли. Етап термальної регенерації включає попередній нагрівач піску, каскадну шафу, що діє безперервно на принцип противотоку з псевдозріджених шарів, розміщених один над іншим окремими щаблинами, а також охолоджувач піску. Сильне холодне повітря, що протікає через охолоджувач піску у котушці, поставляється до пічки як гаряче повітря для створення турбулентності. Воно також застосовується як повітряний пальник. Більш того, гаряче повітря з внутрішнього простору охолоджувача піску подають до попереднього нагрівача піску для нагрівання піску. Таким чином, досягається температурне розподілення у печі, що в жодному сенсі не призводить до згорання, яке є неповним і, таким чином, утворюються шкідливі вихлопні гази. 2 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 Звичайно застосовуваний пісок відділили від відливки перед повторною обробкою. Однак, спосіб є також відомим, у якому відливки разом з ядрами і формами, що отримані при застосовуванні органічних зв’язуючих агентів, нагрівають у печі до температури приблизно 400 0 – 550 C для досить тривалого часу безпосередньо після лиття. Разом з видаленням органічного зв’язуючого агента, термічна обробка також викликає металургійну модифікацію відливку. Таким чином, Європейський патент EP0612276B2 описує спосіб теплової обробки відливку з ядром піску, що до нього прилипло, який включає зв’язування піску з займистим зв’язуючим агентом, тим самим пісок може бути відновлений з ядра піску. У даному випадку відливок вводять у піч і нагрівають у печі, так що частини ядра піску відділені від відливку. Відділені частині піску, що зібрані всередині пічки, відновили. Етап способу відновлення у даному випадку включає, щонайменше, одне псевдорозрідження відділених частин ядра піску всередині пічки. Псевдорозрідження відділених частин ядра піску можна виконати, наприклад, введенням стиснутого повітря, тим самими частини піску утримувались суспендованими. Застосовувані формувальні піски, що забруднені неорганічними зв’язуючими агентами, такими як рідке скло, наприклад, можна повторно обробити механічною регенерацією. У даному контексті, теплова попередня обробка застосовуваного піску може досягатись виникненням ламкості плівки зв’язуючого агенту, що знаходиться навколо гранул піску, так що плівка зв’язуючого агенту може стиратись механічно більш легко. У патенті Німеччини DE4306007A1 описують термальну обробку формувального піску, забрудненого рідким склом. Застосовуваний формувальний пісок отримали з форм, які вулканізували з кислотними газами, головним чином діоксидом карбону. Застосовуваний формувальний пісок спочатку механічно роздробили і потім нагрівали до температури, що 0 перевищує 200 C. Через термічну обробку, забруднюючі компоненти знищені або перетворені таким способом, що формувальний пісок є придатним для додаткового способу формування. Опис не включає жодних прикладів, так що точне виконання способу залишається невизначеним. Особливо не описали, чи буде зв’язуючий агент стиратись механічно гранулами ріску після термічної обробки застосовуваного піску. У патенті Німеччини DE1806842A також описують спосіб регенерації застосовуваних формувальних пісків, у якому застосовуваний пісок спочатку обпалили і потім спеціально обробили для видалення залишків зв’язуючого агенту. У даному випадку, всі застосовувані формувальні піски можна застосовувати по суті, незважаючи, чи буде це пов’язано органічними або неорганічними зв’язуючими агентами. Обробка промиванням водою лише рекомендована для зв’язаних цементом формувальних пісків. Для видалення залишків зв’язуючого агенту з обпаленого застосовуваного формувального піску, обпалений пісок спочатку охолодили і будьякі залишки зв’язуючого агенту, які все ще можуть знаходитись, видалили з нього легким перетиранням або зіткненням гранул піску. Потім пісок просіяли і видалили пил. Обпалений пісок переважно охолодили ударним способом водою до температури декілька 0 вище 100 C, тим самим стиснення на напругу починається у залишках зв’язуючого агенту, і внаслідок несподіваного утворення пару залишки зв’язуючого агенту пробили отвір з поверхні гранули піску, в результаті чого залишки зв’язуючого агенту можна видалили більш легко з гранул піску. M. Ruzbehi, Giesserei 74, 1987, p. 318-321 повідомляють відносно досліджень термомеханічної регенерації формувальних матеріалів, що мають систему рідке скло-складний ефір. Через термічну обробку застосовуваного піску, система рідке скло-ефір, яку застосовували як зв’язуючий агент, почала ставати ламкою і, таким чином, може стиратись механічно більш легко з гранул піску. Автор допускає, що вміст Na2O є критичним для регенерації піску, зв’язаного з рідким склом. Оскільки вміст Na2O підвищується, вогнестійкість піску знижується. Залишки ефіру, що залишаються у застосовуваному піску, при застосуванні системи рідке скло-складний ефір, призводять до неконтролюємої поведінки вулканізації, коли її повторно застосовують. Так як концентрація залишків ефіру у застосовуваному піску може тільки визначаться з проблемою, автор застосовує вміст Na2O регенерованого піску як масштаб для повторної обробки, тобто видалення зв’язуючого агенту з застосовуваного піску. Після повторної циркуляції піску рівновага вмісту Na2O у регенерованому застосовуваному піску встановилась приблизно з сьомого обороту. Протягом термічної обробки застосовуваний пісок нагрівали приблизно до 0 200 C. В результаті, не виникає ніякого спікання гранул піску. На мікроскопічних фотографіях термально оброблених гранул піску, можна спостерігати деяке утворення ламкості і розрив плівки зв’язуючого агенту, так що це може стиратись механічно з гранули піску. Однак, показали, що стирання зв’язуючого агенту виникає, тільки дуже неповно і гранули мають грубу поверхню після обробки. У порівнянні з новим піском, регенерований 3 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 застосовуваний пісок проявляє велику кількість недоліків. Таким чином, регенерований застосовуваний пісок можна запустити менш ефективно на звичайних піскометних стрижневих машинах. Це показано, наприклад, при більш низькій щільності пресувань, отриманих з регенерованого застосовуваного піску. Пресування, отримані з регенерованого застосовуваного піску, також проявляють меншу міцність. В результаті, час обробки сумішей формувального матеріалу, отриманий з регенерованого застосовуваного піску, коротше, ніж для сумішей, які були отримані, застосовуючи новий пісок. Суміші формувального матеріалу, отримані з механічно регенерованого застосовуваного піску, стають інкрустованими значно більш швидко. Час обробки таких сумішей формувального матеріалу, отриманих з механічно регенерованого застосовуваного піску, можна покращити додаванням приблизно 0,1 - 0,5 ваг.% води, яку необов’язково змішали з поверхнево-активною речовиною для суміші формувального матеріалу. Це вимірювання також може покращити міцність формування, отриману з даної суміші формувального матеріалу. Однак, регенерований застосовуваний пісок не досягає якості нового піску внаслідок даного вимірювання. Більш того, результати тільки відтворюються до обмеженого ступеню, так що з’являється невизначеність у способі отримання форм для лиття, що не можуть бути прийнятими у промисловому виробництві по суті. Неорганічні зв’язуючі агенти, зокрема ті, що основані на рідкому склі, значно розчинні у воді, навіть після вулканізації форми для лиття. Обробка формувального піску, таким чином, також може бути виконана вимиванням залишку неорганічного зв’язуючого агенту на піску водою. Воду можна вже застосовувати для очистки відливку від прилиплого застосовуваного піску. Таким чином, наприклад, технологічний потік, що описаний у Європейському патенті EP1626830, забезпечує вологе видалення ядра. Однак, регенерація застосовуваного піску не обговорюється. У патенті Німеччини DE102005029742 описують спосіб обробки ливарних формувальних матеріалів, де деяку кількість застосовуваного формувального піску промили водою. З даною метою застосовуваний пісок, зв’язаний з неорганічним зв’язуючим агентом, відділили сухим від відливку після лиття. Комкуваті шматки роздробили у сухому вигляді. Роздроблений пісок просіяли для отримання точно визначеного розміру гранул і видалили небажані дрібні частини. Просіяний пісок розділили на два окремих потоки, один окремий потік подавали до проміжного сховища. Інший окремий потік промивали водою, доки поверхня гранул достатньо не очиститься від залишку зв’язуючого агенту і продуктів способу лиття. Після промивання промивну воду відділили і пісок висушили. Фракцію просіяного застосовуваного піску, що видалили з проміжного сховища, потім можна додати знов до промитого піску. Вологе очищення застосовуваного формувального піску, по суті, є дуже ефективним. Міцність ядер, що зібрані з промитого регенерованого застосовуваного піску, приблизно відповідають значенням, що досягають при застосуванні нового піску. Однак, час обробки даних сумішей формувального матеріалу, отриманих з регенерованого застосовуваного піску, трохи коротший, ніж при застосуванні нового піску. Однак, очищення застосовуваного піску є дуже дорогим, так як накопляються великі кількості промивної води, яку потрібно знову промивати. Іншим недоліком є те, що вологий пісок потрібно знову сушити перед повторним застосуванням. У патенті Німеччини DE3815877C1 в результаті описують спосіб відділення систем неорганічного зв’язуючого агенту протягом регенерації застосовуваних формувальних пісків, при якому суспензію застосовуваного піску, наприклад, у воді обробили ультразвуком. Бетоніт, рідке скло і цемент визначили як зразкові системи зв’язуючого агенту. Згідно переважним варіантом здійснення, застосовуваний пісок можна піддати термальній обробці перед обробкою ультразвуком. Переважні температурні діапазони для термальної попередньої обробки точно 0 0 встановлені як 400 - 1200 C, зокрема переважно 600 - 950 C. Обробка застосовуваного піску, до якого бетоніт/карбон прилипають як залишки зв’язуючого агенту, описана у прикладах. Термічну обробку застосовують для видалення карбону, який стає збагаченим у формі поліароматичних карбонів у концентрації у бетоніті, який не дозволяє безпосереднє повторне застосування. Як пояснювалось вище, важливість зв’язуючих агентів на основі рідкого скла підвищується для виготовлення форм для лиття, так як шкідливі емісії протягом способу лиття можуть значно знижуватись таким чином. Нещодавно, були розроблені дуже ефективні зв’язуючі агенти на основі рідкого скла для ливарної промисловості, що містять фракції тонкодисперсного оксиду металу, зокрема, тонкодисперсного діоксиду кремнію. Ці зв’язуючі агенти піддали вулканізації гарячим способом, тобто випарюванням води, що міститься у рідкому склі. При додаванні тонкодисперсного оксиду металу, між іншим, міцність безпосередньо після видалення з гарячого інструменту, підвищується, так що дуже складні ядра також можна отримати, застосовуючи даний неорганічний зв’язуючий агент. Такий зв’язуючий агент на основі рідкого скла описаний, наприклад, у міжнародній заявці WO 2006/024540 A. 4 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 Протягом регенерації застосовуваних пісків, які попередньо зробили твердими у гарячому стані, застосовуючи такий зв’язуючий агент на основі рідкого скла, однак, спостерігали, що регенерований застосовуваний пісок знизив час обробки, коли повторно застосовувався зі зв’язуючим агентом на основі рідкого скла. Для протистояння даній проблемі і досягнення придатного часу обробки для промислових застосувань, найвищу кількість нового піску, наприклад, можна додати до регенерованого застосовуваного піску для зниження відносної фракції зв’язуючого агенту, що захоплена регенерованим застосовуваним піском. Також можливо змішати регенерований застосовуваний пісок з іншими регенерованими застосовуваними пісками, що мають різні властивості. Застосовувані піски вибрані так, що достатній час обробки досягається після подовженого додавання зв’язуючого агенту, що містить рідке скло. Застосовуючи новорозроблені зв’язуючі агенти на основі рідкого скла, як вже описано, також можливо отримувати ядра і форми, що мають дуже складну геометрію. Так як очікувалось як результат все більш точної емісії і інструкцій захисту роботи, що важливість неорганічних зв’язуючих агентів для ливарної промисловості буде зростати, більші кількості застосовуваних пісків, змішаних з рідким склом, будуть накопичуватися далі, що мають бути повторно перероблені. Таким чином, існують високі вимоги для способів для регенерації застосовуваного сформованого піску, де він повинен легко виходити і повинен забезпечити відтворену якість регенерованого застосовуваного піску, тобто, регенерований застосовуваний пісок повинен суттєво бути здатним оброблятись однаково як і новий пісок. Таким чином, об’єктом даного винаходу є забезпечення способу повторної обробки формувальних пісків, змішаних з рідким склом, який можна проводити просто і сприятливо, так що пісок має високу якість для виготовлення ливарних форм навіть після повтореної повторної обробки. Зокрема, даний спосіб має бути здатним до регенерації тих застосовуваних пісків, які попередньо отверділи, застосовуючи зв’язуючий агент на основі рідкого скла, до якого, між іншим, особливий оксид металу, зокрема діоксид кремнію, додали для підвищення міцності. Даний об’єкт досягли за допомогою способу, що має ознаки пункту формули 1. Переважні варіанти здійснення винаходу способу за даним винаходом є об’єктом залежних пунктів формули. З’ясували, що зчеплення між гранулами формувального піску значно знижується, якщо застосовувану форму для лиття, оскільки присутня після металевого лиття, нагрівали протягом 0 фактично довгого часу до температури, щонайменше, 200 C. Формувальний пісок, повторно перероблений термічною обробка, не показує жодної попередньої вулканізації, коли повторно застосовують зі зв’язуючим агентом на основі води. Спосіб обробки регенерованого застосовуваного піску порівнюється з часом обробки нового піску. У даному випадку не є необхідним для зв’язуючого агенту бути механічно витертим з гранул піску після термічної обробки. Переважно, регенерований застосовуваний пісок може повторно застосовуватись безпосередньо після термічної обробки. Класифікація необов’язково може бути виконана для видалення надлишку гранул, наприклад, просіюванням або повітряним розсіюванням. Винахідники вважають, що протягом регенерації застосовуваного піску механічним стиранням зв’язуючого агенту з гранул піску або протягом, щонайменше, часткової вологої обробки, невеликі кількості твердого/ у формі частин оксиду металу, зокрема, діоксиду кремнію, захопились регенерованим застосовуваним піском у заново приготовану суміш формувального матеріалу. Твердий оксид металу, можливо, може викликати неповну вулканізацію рідкого скла, що значно знижує час обробки суміші формувального матеріалу. Однак, якщо застосовуваний пісок термально обробити як у способі за винаходом, твердий оксид металу, що знаходиться у зв’язуючому агенті, який прилипає до зазначених гранул, можливо, виконує склоутворення рідкого скла, що прилипло. Склоподібний шар утворюється з рідкого скла на гранулах піску, що володіють тільки низькою реакційною здатністю. Це показано, наприклад, у тому, що кількість іонів натрію, що екстраговані, знижується протягом регенерації піску і є дуже низькою у регенерованому піску. Міцність застосовуваної форми для лиття, головним чином, знижується через термічну обробку, так що вона розпадається навіть у випадку легкої механічної дії. Механізм розпаду незрозумілий у даному випадку. Однак, винахідники вважали, що рідке скло, прилипаючи до формувального піску, реагує, щонайменше, частково з гранулами піску і тонкі скляні покрови можуть утворюватись на поверхні зазначеного піску під впливом твердого оксиду металу, зокрема діоксиду кремнію. Поверхня зазначених гранул, таким чином, більш рівна, так що після оновленого включення у суміш формувального матеріалу, її можна обробити без будь-яких проблем у піскометних стрижневих машинах для отримання форм. Рідке скло, що залишається на гранулах піску, ледве призводить до незначного підвищення 5 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 у розмірі гранул, так що формувальний пісок може проходити через декілька циклів перед розділенням підданих повторній обробці гранул піску, наприклад, протягом класифікації після термальної регенерації, а саме етап просіювання внаслідок надлишкового збільшення розміру. Протікання регенерації застосовуваного формувального піску можна прослідити, наприклад, визначенням витрати кислоти, що є мірою для іонів натрію, що екстрагуються, все ще присутніх у зазначеному піску. Якщо формувальний пісок все ще містить достатньо великі сукупності, їх спочатку подрібнюють, наприклад, застосовуючи молоток. Формувальний пісок потім додатково можна просіяти у ситі, яке, наприклад, має ширину меш 1 мм. Певну кількість формувального піску потім суспендували у воді і піддали реакції з певною кількістю соляної кислоти. Кількість кислоти, яка не реагувала з формувальним піском або з рідким склом, що прилипло до формувального піску, потім можна визначити зворотнім титруванням NaOH. Витрата кислоти формувального піску потім визначається з різниці між кількістю застосованої кислоти і зворотнім титруванням. На додаток до витрати кислоти, однак, інші параметри можна також застосовувати для дослідження протікання термічної обробки. Наприклад, можна застосовувати pH або електропровідність суспензії формувального піску. Суспензію можна отримати суспендуванням, наприклад, 50 г формувального піску у одному літрі дистильованої води. Протягом термічної обробки гранули піску набувають гладкої поверхні. Таким чином, наприклад, сипкість піску можна також застосовувати як параметр. Властивості суміші формувального матеріалу, яка була отримана з регенерованого формувального піску, наприклад, її час обробки, або властивості формувань, отримані з даної суміші формувального матеріалу, наприклад, її густина або міцність на вигині, можуть додатково застосовуватись для визначення термічної обробки застосовуваного формувального піску. При здійсненні способу за даним винаходом для промислового застосування, можливо продовжувати, наприклад, таки способом, що параметри визначаються систематичними дослідженнями серій. Таким чином, зразки застосовуваного формувального піску можна обробити термально, температура обробки і час обробки систематично змінювались. Витрату кислоти можна потім визначити у кожному випадку для термально повторно оброблених зразків. У кожному випадку, суміш формувального матеріалу отримують з окремих зразків і визначають час її обробки. Більш того, тіла зразка отримані з суміші формувального матеріалу і визначалась їх густина або міцність на вигин. Потім, з тіл зразків властивості тих, які задовольняли вимогам, вибрали і потім, наприклад, витрату кислоти властивого повторно обробленого зразка формувального піску, застосували як критерій для термічної обробки на більшому масштабі. Спосіб за винаходом для повторної обробки застосовуваних формувальних пісків, легко виконати і не потребується жодного складного апарату по суті. Регенерований формувальний пісок, отриманий способом за винаходом, має приблизно ті ж самі властивості, що і новий пісок, тобто, формування, отримані з повторно обробленого формувального піску, мають порівняльну міцність і порівняльну густину. Більш того, суміш формувального матеріалу, отримана з регенерованого формувального піску додаванням рідкого скла, має приблизно той самий час обробки що і суміш формувального матеріалу на основі нового піску. Спосіб за даним винаходом, таким чином, забезпечує простий і економічний спосіб, при якому застосовуваний формувальний пісок змішаний зі зв’язуючим агентом, що містить рідке скло, може бути повторно оброблений, де суміш формувального матеріалу або застосовуваний формувальний пісок містить твердий оксид металу. Більш детально, спосіб за винаходом для повторної обробки застосовуваних формувальних пісків змішаних з рідким склом, включає етапи, на яких: - забезпечують застосовуваний формувальний пісок, що змішаний з зв’язуючим агентом на основі рідкого скла, до якого додали твердий оксид металу; і - піддають застосовуваний формувальний пісок термічній обробці, де застосовуваний 0 формувальний пісок нагрівають до температури, щонайменше, 200 C, тим самим отримують регенерований формувальний пісок. Застосовуваний формувальний пісок, по суті, розуміють як будь-який формувальний пісок, змішаний з рідким склом, який поставляють до повторної переробки, де твердий оксид металу додали до рідкого скла у попередньому етапі виробництва для покращення початкової міцності форми для лиття. Оболонка зв’язуючого агенту, що прилипає до застосовуваного формувального піску, таким чином, все ще містить твердий оксид металу. Застосовуваний формувальний пісок також може виникати з застосовуваної форми для лиття. Застосовувана 6 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 ливарна форма може знаходитися у повній формі або бути розбитою на декілька частин або фрагментів. Застосовувана ливарна форма також може бути роздробленою до такого ступеню, що вона знову знаходиться у формі формувального піску змішаного з рідким склом. Застосовувана форма для лиття може бути формою для лиття, яка вже застосовувалась для металевого лиття. Однак, застосовувана форма для лиття може також бути формою для лиття, яку не застосовували для металевого лиття, можливо, через її надлишок або дефективність. Форми частин форм для лиття аналогічно включені. Наприклад, постійні форми, так названі відлиті форми, можна застосовувати для металевого лиття, які застосовують у комбінації з формою для лиття, що складається з формувального піску, укріпленого рідким склом. Останнє можна повторно переробити способом за винаходом. Застосовуваний формувальний пісок також розуміється як пересипний пісок, який має, наприклад, залишений у бункері витрати або у лініях поставки піскометної стрижневої машини і ще не був вулканізований. Рідке скло, що містилось як зв’язуючий агент у застосовуваному формувальному піску, містить, згідно з винаходом, твердий оксид металу. У вищезгаданому застосуванні формувального піску протягом виготовлення суміші формувального матеріалу, даний оксид металу додали до зв’язуючого агенту рідкого скла для покращення початкової міцності форми, отриманої з суміші формувального матеріалу. Застосовуваний формувальний пісок може повністю складатись з формувального піску, забрудненого таким зв’язуючим агентом. Однак, також можливо регенерувати інші застосовувані формувальні піски разом з застосовуваним формувальним піском, описаним вище. Такі інші застосовувані формувальні піски можуть, наприклад, бути формувальними пісками, забрудненими органічними зв’язуючими агентами, або формувальними пісками, забрудненими зв’язуючим агентом, на основі рідкого скла, до яких жодного твердого оксиду металу не додали. Для здатності утилізувати переваги способу за винаходом, зокрема, відсутності потреби механічного розділення залишеного зв’язуючого агенту з гранул піску після термальної регенерації, фракція застосовуваного формувального піску, забрудненого зв’язуючим агентом на основі рідкого скла, до якого додали твердий оксид металу, переважно більше ніж 20 ваг.%, переважно більше ніж 40 ваг.%, зокрема, переважно більше ніж 60 ваг.%, особливо переважно більше ніж 80 ваг.% відносно кількості формувального піску, який регенерували. Твердий оксид металу у даному випадку розуміють як дуже дрібний оксид металу, первинні частини якого переважно мають середній діаметр менше ніж 1,5 мкм, зокрема переважно 0,10 мкм - 1 мкм. Однак, більші частини також можуть бути утворені збільшенням первинних частин. Під час фактичного втілення способу за винаходом, переважна частина застосовуваного формувального піску накопичується протягом повторної обробки застосовуваних форм для лиття. Таким чином, згідно з переважним варіантом здійснення, застосовуваний формувальний пісок знаходиться у формі застосовуваної форми для лиття, яку вже застосовували для проведення металевого лиття. Якщо застосовуваний формувальний пісок забезпечений у формі форми для лиття, яку вже застосовували для металевого лиття згідно з першим варіантом здійснення способу за винаходом, застосовуваний формувальний пісок все ще може містити лиття. Для термічної обробки застосовувана форма для лиття, таким чином, може застосовуватись безпосередньо у формі, оскільки отримана після металевого лиття. Форму для лиття з відливком, що міститься там, піддали термічній обробці у своїй повноті. З даною метою форма для лиття з відливком може бути переміщена у придатну виміряну піч. Через термічну обробку зчеплення між гранулами застосовуваного формувального піску ослабилось. Форма для лиття розпадається і формувальний пісок можна зібрати за допомогою придатних приладів, наприклад, у пічці. Розпад форми для лиття у печі може сприяти механічній обробці форми для лиття. З цією метою форма для лиття може струшуватись, наприклад. Тому не є необхідним відокремлювати форму для лиття від відливку для проведення способу за винаходом. Необов’язково, металургійне покращення відливку можна досягнути супутньо через термічну обробку застосовуваної форми для лиття. Однак, згідно з додатковим варіантом здійснення способу за винаходом, застосовувану форму для лиття спочатку відділяють від відливку і потім застосовувану форму для лиття повторно обробляють окремо від відливку. Застосовуваний формувальний пісок, змішаний з рідким склом, накопичується протягом звичайного ходу отримання відливків у ливарнях. Форму для лиття для металевого лиття, яку зробили твердою за допомогою зв’язуючого агенту на основі рідкого скла, можна отримати способом, відомим по суті. Зв’язуючий агент на основі рідкого скла, до якого додали твердий оксид металу, може вулканізуватись звичайними способами. Наприклад, вулканізація може 7 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 проходити при обробці форми для лиття, отриманої з відповідної суміші формувального матеріалу з газоподібним діоксидом карбону. Форма для лиття може додатково бути отримана способом рідке скло/ефір. У даному випадку, ефір, такий як, наприклад, етиленглікольдіацетат, діацетин, триацетин, пропіленкарбонат, γ-бутиролактон та ін. змішали з формувальним піском і потім додали рідке скло. Вулканізація виникає при сапоніфікації ефіру і пов’язує зміну значення pH. Однак, для форми для лиття також є можливим ставати твердою при видаленні води зі зв’язуючого агенту на основі рідкого скла. Вищезгадана термальна вулканізація є переважною. Форма для лиття може бути сконструйованою з одного формування. Однак, також є можливим для форми для лиття бути сконструйованою з безлічі формувань, які необов’язково отримані операціями розділення, і потім об’єднали у форму для лиття. Форма для лиття також може включати секції, які отверділи не за допомогою рідкого скла як зв’язуючого агенту, але, наприклад, за допомогою органічного зв’язуючого агенту, такого як зв’язуючий агент холодного ящику. Також можливо, щоб форма для лиття була утворена частково з постійних форм. Ті частини форми для лиття, які складають формувальний пісок, який затверднув за допомогою рідкого скла, потім можна повторно обробити способом за винаходом. Також можливо, що форма для лиття, наприклад, включає тільки ядро, що складається з формувального піску, який затверднув за допомогою рідкого скла як зв’язуючого агенту, тоді як форма отримана з так названого сирого піску. У застосовуваній формі для лиття, частини, що містять формувальний пісок змішаний з рідким склом, потім розділили і переробили способом за винаходом. Форму для лиття для металевого лиття застосовують звичайним способом, при чому після охолодження металу отримують застосовувану форму для лиття, яка може бути регенерованою способом за винаходом. 0 Для повторної обробки форму для лиття нагрівають до температури, щонайменше, 200 C. У даному випадку повний об’єм форми для лиття повинен досягти даної температури, так що досягається рівномірне розподілення форми для лиття. Тривалість, протягом якої форму для лиття піддавали термічній обробці залежить, наприклад, від розміру форми для лиття або від кількості зв’язуючого агента, що містить рідке скло і може досліджуватись по зразку. Взятий зразок повинен розпадатись до рихлого піску під легкою механічною дією, такою, що проходить, наприклад, протягом струшування форми для лиття. Зчеплення між гранулами формувального піску потрібно послабити до такого ступеню, щоб термально оброблений формувальний пісок можна було легко просіяти для розділення більших сукупностей або забруднювачів. Тривалість термічної обробки може бути вибраною, щоб бути відносно короткою для невеликих форм для лиття, зокрема, якщо температура вибрана, щоб бути вище. Для більших форм для лиття, зокрема, якщо вони все ще містять відливок, можна вибрати такий час обробки, щоб був значно довше до декількох годин. Часовий інтервал, у межах якого проводять термічну обробку, вибраний переважно 5 хвилин - 8 годин. Розвиток термальної регенерації можна прослідити, наприклад, визначенням витрати кислоти на зразки термально обробленого формувального піску. Формувальні піски, такі як хромітовий пісок, можуть самостійно мати основні властивості, так що формувальний пісок впливає на витрату кислоти. Однак, відносну витрату кислоти можна застосовувати як параметр для розвитку регенерації. З даною метою витрата кислоти застосовуваного формувального піску, що забезпечена для регенерації, досліджувалась спочатку. Для спостереження регенерації визначали витрати кислоти регенерованого формувального піску і зіставляли з витратою кислоти застосовуваного формувального піску. Через термічну обробку, що проводили способом за винаходом, витрата кислоти для регенерованого формувального піску переважно знижується, щонайменше, до 10%. Термічну обробку переважно продовжували, доки витрата кислоти у порівнянні з витратою кислоти застосовуваного формувального піску, знизилась, щонайменше, до 20%, зокрема, щонайменше, до 40%, зокрема переважно, щонайменше, 60% і особливо переважно, щонайменше, до 80%. Витрата кислоти дана у мл витраченої кислоти на 50 г формувального піску, визначення проводили за допомогою 0,1 N соляної кислоти подібно способу, що визначено у VDG Merkblatt P 28 (May 1979). Спосіб визначення витрати кислоти пояснюється детально у прикладах. Нагрівання форми для лиття по суті може виникати при будь-якому способі. Наприклад, можливо піддати форму для лиття мікрохвильовому випромінюванню. Однак, інші способи також можна застосовувати для нагрівання форми для лиття. Також можливо додати екзотермічний матеріал до формувального піску, що забезпечує необхідну температуру для самої обробки або у комбінації з іншими джерелами тепла. Тривалість термічної обробки може знаходитись під впливом температури, до якої нагріли форму для лиття. Розпад вже можна 8 UA 100853 C2 0 5 10 15 20 25 30 35 40 45 50 55 60 спостерігати при температурах приблизно 200 C. Вибрана температура переважно вища ніж 0 0 250 C, зокрема, вища ніж 300 C. Верхня межа для температури, застосовуваної для термічної обробки, по суті, відповідає температурі спікання піску. Однак, більш переважно, температура обмежена конструкцією апарату, у якому проводять термічну обробку. Вибрана температура 0 0 для термічної обробки переважно менше ніж 1300 C, зокрема переважно менше ніж 1100 C і 0 особливо переважно менше ніж 1000 C. Якщо форма для лиття містить органічні забруднювачі в доповнення до зв’язуючого агенту, що містить рідке скло, вибрана температура переважно достатньо висока, ніж при згоранні органічних забруднювачів. Температуру можна утримувати постійною протягом термічної обробки. Однак, також можливо прогнати температурну програму протягом термічної обробки, при якій температура змінюється визначеним способом. Наприклад, термічна обробка спочатку може проводитись 0 при відносно високій температурі, наприклад, при температурі вище, ніж 500 C для згорання органічних забруднювачів і для прискорення розпаду застосовуваної форми для лиття. Потім температура може поступово знижуватись для, наприклад, вирівнювання витрати кислоти до необхідного значення. Як вже пояснили вище, згідно з першим варіантом здійснення форму для лиття можна піддати термічній обробці у стані, у якому її ще не відділили від відливку. У даному випадку, і форма для лиття, і відливок піддають термічній обробці. Згідно з другим варіантом здійснення, форму для лиття відділили від відливку перед термічною обробкою. З даною метою можна застосовувати звичайні способи. Наприклад, форму для лиття можна роздавити механічною дією або форму для лиття струшувати, так що вона розпадається на безліч фрагментів. Для забезпечення рівномірного нагрівання форма для лиття або більших сукупностей, утворених протягом даної термічної обробки, форму для лиття переважно розбивають, щонайменше, на грубі фрагменти, які, наприклад, мають діаметр приблизно 20 см або менше. Фрагменти переважно мають максимальне подовження менше ніж 10 см, зокрема переважно менше ніж 5 см, особливо переважно менше ніж 3 см. Можна застосовувати звичайний прилад для розбивання форми для лиття, наприклад, дробарки брил. Можна отримати фрагменти відповідного розміру, наприклад, якщо форма для лиття відділена від відливку за допомогою пневматичного молоту або долотом або струшуванням. Згідно з додатковим варіантом здійснення, механічну обробку формувального піску проводять для руйнування зернистої структури перед або після термічної обробки. З даною метою форму для лиття роздробити, наприклад, подрібнити тертям або ударами, і пісок, отриманий таким чином, може бути просіяним. З даною метою можна застосовувати звичайний прилад, такий, що вже застосовували, наприклад, для механічної обробки формувальних пісків. Наприклад, формувальний пісок може проходити через псевдозріджений шар, у якому гранули піску тримали суспендованими за допомогою потоку стиснутого повітря. Зовнішню оболонку, утворену зі зв’язуючого агенту рідкого скла, стерли зіткненням гранул піску. Однак, гранули піску також можуть бути викривлені за допомогою потоку повітря до роздільної перегородки, після чого, при зіткненні з роздільною перегородкою або іншими гранулами піску, зовнішню оболонку гранул піску, утворених зі зв’язуючого агенту рідкого скла, видалили. Однак, переважно, що механічну обробку термально регенерованого застосовуваного піску, розподілили по ньому, і тільки надлишок гранул видалили відповідною класифікацією. Це попереджає механічну шкоду піску, наприклад, дробленням, і отримують гладкі, легкосипкі гранули піску. Коли застосовуваний формувальний пісок регенерований даним способом, по суті, не спостерігали жодного скорочення часу обробки у порівнянні з новим піском, коли його знову обробили рідким склом як зв’язуючим агентом для отримання суміші формувального матеріалу. Температуру, що необхідна для термічної обробки, спочатку можна відрегулювати будьяким способом. На додаток до способів, таких як обробка мікрохвилями, термічну обробку переважно проводять таким способом, що форма для лиття, необов’язково у роздавленій формі, переносять до пічки для термічної обробки. Пічка може бути по суті самовільно сконфігурованою, оскільки гарантовано рівномірне нагрівання матеріалу форми для лиття. Пічка може бути сконфігурованою, так що термічну обробку проводять з перервами, пічку, наприклад, загружають способом по партіям необов’язково роздробленою формою для лиття і термально оброблений матеріал видалили з пічки знову перед заповненням пічки наступною партією. Однак, також можливо забезпечити пічку, що дозволяє безперервний контроль способом. З цією метою пічка може бути сконфігурованою, наприклад, у формі транспортеру або тунелю, через який транспортується застосовувана форма для лиття, наприклад, за допомогою стрічкового конвеєру. Пічки, такі, що 9 UA 100853 C2 5 10 15 20 25 30 35 40 45 50 55 60 відомі з термальної регенерації застосовуваних формувальних пісків, змішаних з органічними зв’язуючими агентами, можна застосовувати для обробки застосовуваного формувального піску, змішаного з рідким склом. Переважно забезпечили, щоб застосовуваний формувальний пісок рухався протягом термічної обробки. Рух можна виконати, наприклад, рухом форми для лиття або фрагментів, отриманих з неї, навколо трьох просторових осей, так щоб форма для лиття або фрагменти виконували обертальні рухи, через що можна досягти додаткове дроблення форми для лиття або менших сукупностей відливків піску, утворених з неї. Такий рух можна досягти, наприклад, рухом менших сукупностей формувального піску, утворених з форми для лиття за допомогою мішалки або у обертальному барабані. Як тільки застосовуваний формувальний пісок роздробили до такого ступеню, що він знаходився у формі піску, рух також може виникати при утримуванні піску у суспензії у псевдозрідженому шарі за допомогою потоку нагрітого стиснутого повітря. Згідно з переважнім варіантом здійснення, ротаційну піч застосовували для термічної обробки застосовуваного формувального піску. Показали, що якщо форму для лиття попередньо грубо роздробити, можна досягти екстенсивного розпаду застосовуваної форми для лиття протягом пропускання через ротаційну піч. Якщо більші сукупності все ще залишаються у регенерованому формувальному піску після залишання ротаційної печі, їх можна розділили, наприклад, просіюванням. Термічну обробку, по суті, також можна проводити у атмосфері інертного газу. Однак, переважно, термічну обробку проводять під час запускання повітря. Це знижує витрати на термічну обробку з однієї сторони, оскільки не потрібно брати жодних спеціальних вимірювань для виключення жодного притоку кисню. Іншою перевагою у випадку термічної обробки під час притоку повітря є те, що органічні забруднювачі, що забруднюють застосовуваний формувальний пісок, згорають, так що досягається додаткове очищення. Спосіб за винаходом для регенерації формувального піску по суті може комбінуватись з іншими способами обробки. Таки чином, наприклад, термічна обробка може подаватись механічною обробкою, при якій деяка кількість рідкого скла стерлась з гранул піску і її видалили просіюванням і/або видаленням пилу. Також можливо проводити спосіб вологої обробки перед або після термічної обробки за винаходом. Таким чином, наприклад, перед термічною обробкою застосовуваний формувальний пісок можна промити водою для видалення фракції рідкого скла. Внаслідок помітних витрат, що вимагають такої вологої обробки, пісок потрібно висушити після промивання і забруднену промивну воду потрібно обробити, однак, спосіб за винаходом переважно проводять сухим, тобто, без вологого етапу. Інша перевага сухої регенерації у тому, що необов’язково заважаючи речовини, які все ще залишаються у формувальному піску після термальної обробки, можуть міцно зв’язуватись з гранулами піску у шарі, утвореному з рідкого скла. Якщо формувальний пісок таким, чином, виділений після декількох циклів, наприклад, через те, що розмір гранул занадто суттєво підвищився, таким чином, пісок може бути порівняно просто видаленим. Після термічної обробки або перед повторним застосуванням як формувального піску для виготовлення нової форми для лиття, регенерований формувальний пісок переважно просіяли для відділення більших сукупностей і видалили пил. З даною метою може застосовуватись відомий прилад, такий що відомий, наприклад, з механічної регенерації застосовуваного формувального піску або термальної регенерації органічно зв’язаного формувального піску. Результат регенерації може вже бути позитивним під впливом способу, що застосовують для виготовлення форми для лиття для металевого лиття. У найпростішому виконанні способу, рідке скло головним чином застосовують як зв’язуючий агент, до якого додали фракцію твердого оксиду металу. У даному варіанті здійснення застосовувана форма для лиття, таким чином, забезпечена відливком, в результаті чого: - забезпечили суміш формувального матеріалу, яка включає, щонайменше, один формувальний пісок і, щонайменше, один зв’язуючий агент, що містить рідке скло, а також твердий оксид металу, - переробили суміш формувального матеріалу у нову форму для лиття і вулканізували, і - виконали металеве лиття з новою формою для лиття, так що отримали застосовувану форму для лиття з відливком. Виготовлення нової форми для лиття і наступне металеве лиття, по суті, проводять відомими способами. Суміш формувального матеріалу утворюється рухом формувального піску і потім додають твердий оксид металу або рідке скло, по суті, у вільному порядку. Суміш додатково рухали, доки гранули формувального піску рівномірно покривались рідким склом. Звичайні матеріали можна застосовувати як формувальний пісок для виготовлення форм 10 UA 100853 C2 5 10 15 20 25 для лиття. Придатними є кварц або пісок цирконію, наприклад. Волокнисті вогнетривкі матеріали на основі форми, такі як волокна вогнетривких глин є більш придатними. Іншими придатними формувальними пісками є, наприклад, олівін, пісок хромової руди, вермикуліт. Синтетичні матеріали на основі форми також можна застосовувати як формувальний пісок, такий як, наприклад, порожні сфери силікату алюмінію (так названі мікросфери) або сферичні керамічні матеріали на основі форми, відомі під назвою “Cerabeads®” або “Carboaccucast®”. З економічних причин ці синтетичні матеріали на основі форми переважно додані тільки до формувального піску у фракції. Відносно загальної ваги формувального піску синтетичні матеріали на основі форми переважно застосовують у фракції менше ніж 80 ваг.%, переважно менше ніж 60 ваг.%. Ці сферичні керамічні матеріали на основі форми містять, наприклад, муліт, corundum, β-кристобаліт як мінерали у різних фракціях. Вони містять оксид алюмінію і діоксид кремнію як основні фракції. Типові композиції містять, наприклад, Al 2O3 і SiO2 у приблизно однакових фракціях. До того ж, додаткові компоненти можуть міститись у фракціях
ДивитисяДодаткова інформація
Назва патенту англійськоюThermal regeneration of foundry sand
Автори англійськоюKoch, Diether, Muller, Jens, Frohn, Marcus
Назва патенту російськоюТермальная регенерация формовочного песка
Автори російськоюКох Дитер, Мюллер Йенс, Фрон Маркус
МПК / Мітки
МПК: B22C 5/00
Мітки: термальна, регенерація, піску, формувального
Код посилання
<a href="https://ua.patents.su/27-100853-termalna-regeneraciya-formuvalnogo-pisku.html" target="_blank" rel="follow" title="База патентів України">Термальна регенерація формувального піску</a>
Установка для термічної регенерації формувального піску
Номер патенту: 33216
Опубліковано: 10.06.2008
Автори: Бердиєв Курбан Ходжа Огли, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Яковишин Олег Анатолійович, Шинський Олег Йосипович
МПК: B22C 5/00
Мітки: формувального, піску, термічної, регенерації, установка
Формула / Реферат:
Установка для термічної регенерації формувального піску, що містить футерований термоізоляційний корпус, камерну топку з газовим пальником, приймально-накопичувальний бункер, рухомий розвантажувальний контейнер, систему вентиляції та блок електроавтоматики, яка відрізняється тим, що вона оснащена лопатним дозатором неперервної примусової подачі піску та похилою гофрованою підігріваною плитою у вигляді крокових клиноподібних виступів на її...
Пневмотранспортний вакуумний комплекс для регенерації, приготування формувального матеріалу

Номер патенту: 38934
Опубліковано: 26.01.2009
Автори: Яковишин Олег Анатолійович, Каричковський Петро Микитович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Бердиєв Курбан Ходжа Огли
МПК: B22C 5/00
Мітки: приготування, регенерації, пневмотранспортний, матеріалу, формувального, вакуумний, комплекс
Формула / Реферат:
Пневмотранспортний вакуумний комплекс для регенерації, приготування формувального матеріалу, що містить розвантажувальний стенд, накопичувальний бункер, силос, вібросито, пиловіддільник, вакуумний агрегат, систему вентиляції та пульт керування, який відрізняється тим, що розвантажувальний стенд оснащений магнітним сепаратором з коробом для відходів, а накопичувальний бункер оснащений змішувачем неочищеного матеріалу та циклоном.
Теплоізоляційна засипка із спученого перлітового піску
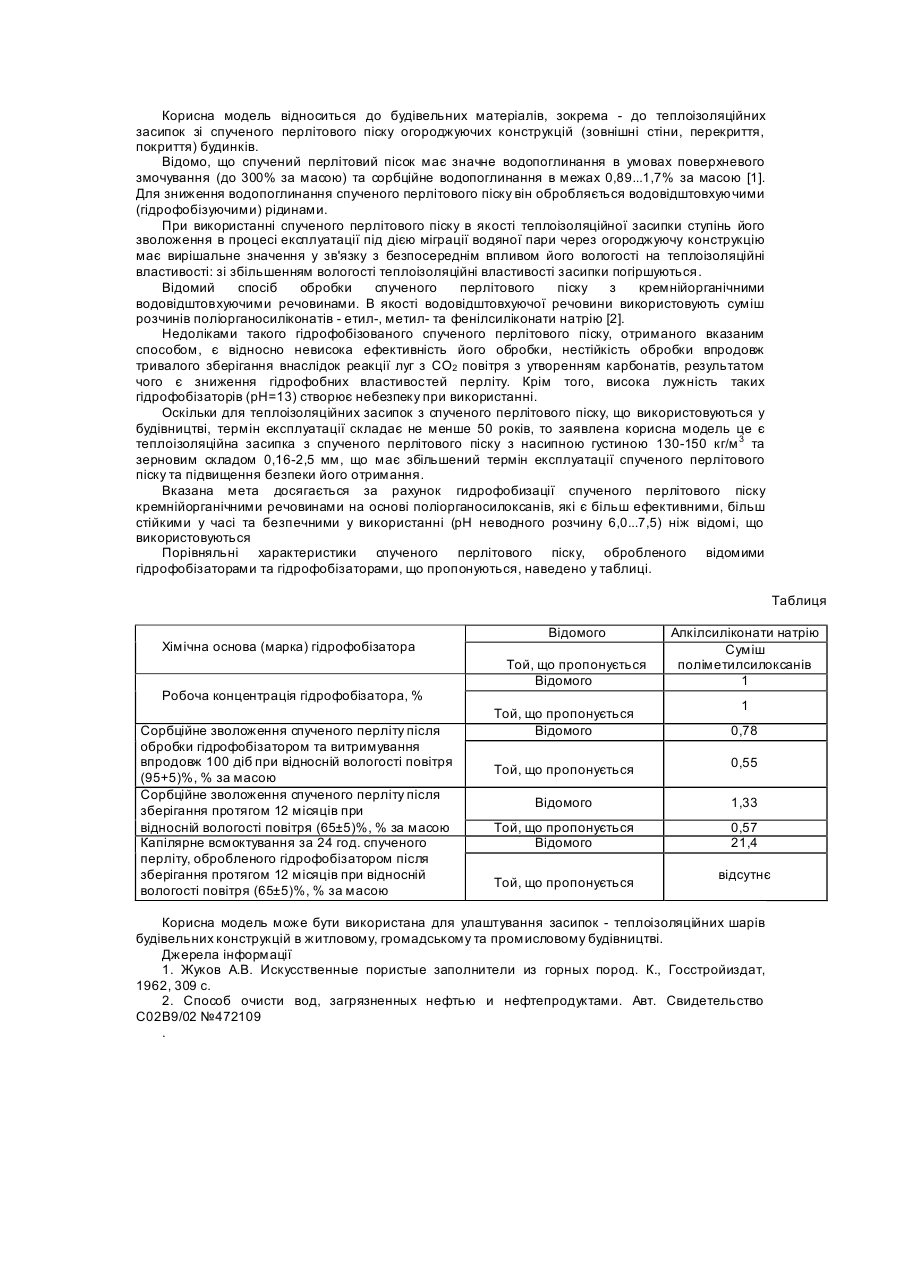
Номер патенту: 31674
Опубліковано: 25.04.2008
Автори: Націєвський Сергій Юрійович, Алексєєва Лідія Володимирівна, П'ятигорська Ніна Ісаківна
МПК: C04B 20/00
Мітки: засипка, перлітового, піску, теплоізоляційна, спученого
Формула / Реферат:
Теплоізоляційна засипка із спученого перлітового піску, яка відрізняється тим, що використовується спучений перлітовий пісок, оброблений кремнієорганічними речовинами на основі поліорганосилоксанів з робочою концентрацією розчину 1%.
Спосіб аналізу нафти в береговому піску
Номер патенту: 66848
Опубліковано: 25.01.2012
Автори: Кричмар Сава Йосипович, Безпальченко Віолета Михайлівна, Семенченко Оксана Олександрівна
МПК: G01N 21/79, G01N 33/24
Мітки: піску, аналізу, нафти, спосіб, береговому
Формула / Реферат:
Спосіб аналізу нафти в береговому піску, що складається з екстракції нафти рідинним органічним екстрагентом з наступним фотометричним вимірюванням оптичної густини, який відрізняється тим, що наважку піску розташовують тонким шаром у чашці Петрі в ексикаторі з хлоридом кальцію, висушують пісок до постійної маси, екстрагують нафту порцією бензолу, змішують екстракт з ацетоном у співвідношенні 1:50, далі цей розчин змішують з водою у...
Комплекс обладнання для підготовки, охолодження сипучого формувального матеріалу
Номер патенту: 41090
Опубліковано: 12.05.2009
Автори: Шинський Олег Йосипович, Яковишин Олег Анатолійович, Каричковський Петро Микитович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Бердиєв Курбан Ходжа Огли
МПК: B22C 5/00
Мітки: формувального, матеріалу, підготовки, комплекс, сипучого, охолодження, обладнання
Формула / Реферат:
1. Комплекс обладнання для підготовки, охолодження сипучого формувального матеріалу, що містить приймально-накопичувальний бункер, магнітний сепаратор, сито вібраційне, рідинний осаджувач пилу, вентиляційну систему, розвантажувальний бункер та пульт керування, який відрізняється тим, що він оснащений установкою охолодження в псевдозрідженому шарі, магістрально зв'язаною з вібраційним ситом та рідинним охолоджувачем пилу.2. Комплекс...
Попередній патент: Композиції для лікування раку
Наступний патент: Вузол поглинаючого апарата, який містить корпус, еластомерний пружинний елемент, що стискається, і фрикційний демпфіруючий механізм
Випадковий патент: Гідропневматичний стабілізатор тиску систем автоматики