Металообробний верстат в.п. сабліна
Формула / Реферат
1. Металообробний верстат, що містить станину, силову головку з інструментальним шпинделем, забезпечену приводом, робочий стіл, причому силова головка розташована під робочим столом, який відрізняється тим, що містить, щонайменше, одну силову головку, щонайменше, з одним інструментальним шпинделем, яка забезпечена приводом обертання, щонайменше, одного інструментального шпинделя і (або) приводом прямолінійного поступального переміщення, щонайменше, однієї силової головки, щонайменше в одному з трьох можливих напрямків і, принаймні, в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно-перпендикулярних напрямках і одного обертального переміщення останньої і, принаймні, групу силових головок, кожна з яких містить, принаймні, групу інструментальних шпинделів і групу приводів обертання групи інструментальних шпинделів і (або) групу приводів прямолінійного поступального переміщення, принаймні, групи силових головок щонайменше у одному з трьох можливих напрямків і, принаймні, в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно перпендикулярних напрямках і одного обертального переміщення останніх, з яких, щонайменше, одна силова головка, щонайменше, з одним інструментальним шпинделем розташована під робочим столом і, принаймні, група силових головок, кожна з яких містить групу інструментальних шпинделів, розташована під робочим столом, робочий стіл виконаний, щонайменше, нерухомим і, принаймні, рухливим, забезпеченим приводом обертання і (або) осьового, і (або) поперечного, і (або) поздовжнього переміщення останнього, причому робочий стіл забезпечений, щонайменше, однією площиною з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однією оброблюваною деталлю або для установки і закріплення, щонайменше, однієї оброблюваної деталі безпосередньо.
2. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше , однією оброблюваної деталі безпосередньо, виконана, щонайменше, на частині верхньої поверхні робочого столу.
3. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше,
однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частини нижньої поверхні робочого столу.
4. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше , однією оброблюваної деталі безпосередньо, виконана, щонайменше, на частині бічної поверхні робочого столу.
5. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше , однією оброблюваної деталі безпосередньо, виконана, щонайменше, на частині верхньої поверхні робочого столу, а, щонайменше, одна інша площина, з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше, однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частини нижньої поверхні робочого столу.
6. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше , однією оброблюваної деталі безпосередньо, виконана, щонайменше, на частині верхньої поверхні робочого столу, а, щонайменше, одна інша площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше, однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частині бічної поверхні робочого столу.
7. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше , однією оброблюваної деталі безпосередньо, виконана, щонайменше, на частини нижньої поверхні робочого столу, а, щонайменше, одна інша площина, з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше, однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частині бічної поверхні робочого столу.
8. Верстат за п. 1, який відрізняється тим, що, щонайменше, одна площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше , однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частині верхньої поверхні робочого столу, щонайменше, одна інша площина з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше, однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частини нижньої поверхні робочого столу, а, щонайменше, ще одна інша площина, з елементами для установки і закріплення, щонайменше, одного пристосування з, щонайменше, однієї оброблюваної деталлю або для установки і закріплення, щонайменше, однієї оброблюваної деталі безпосередньо, виконана, щонайменше, на частині бічної поверхні робочого столу.
9. Верстат за пп. 1-8, який відрізняється тим, що він містить, щонайменше, дві силові головки, з яких, щонайменше, одна силова головка, щонайменше, з одним інструментальним шпинделем, розташована під робочим столом, а друга силова головка, із щонайменше, з одним інструментальним шпинделем розташована збоку робочого столу і, принаймні, група силових головок, кожна з яких, принаймні, з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких, принаймні, з групою інструментальних шпинделів, розташована збоку робочого столу.
10. Верстат за пп. 1-8, який відрізняється тим, що він містить, щонайменше, дві силові головки, з яких, щонайменше, одна силова головка, щонайменше, з одним інструментальним шпинделем, розташована під робочим столом, а друга силова головка, із щонайменше, з одним інструментальним шпинделем розташована над робочим столом і, принаймні, група силових головок, кожна з яких, принаймні, з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких, принаймні, з групою інструментальних шпинделів, розташована над робочим столом.
11. Верстат за пп. 1-8, який відрізняється тим, що він містить, щонайменше, дві силові головки, з яких, щонайменше, одна силова головка, щонайменше, з одним інструментальним шпинделем, розташована під робочим столом, друга силова головка, щонайменше, з одним інструментальним шпинделем розташована збоку робочого столу, а третя силова головка, щонайменше, з одним інструментальним шпинделем розташована над робочим столом і, принаймні, група силових головок, кожна з яких, принаймні, з групою інструментальних шпинделів, розташована під робочим столом, друга група силових головок, кожна з яких, принаймні, з групою інструментальних шпинделів, розташована збоку робочого столу, а третя група силових головок, колена з яких, принаймні, з групою інструментальних шпинделів, розташована над робочим столом
Текст
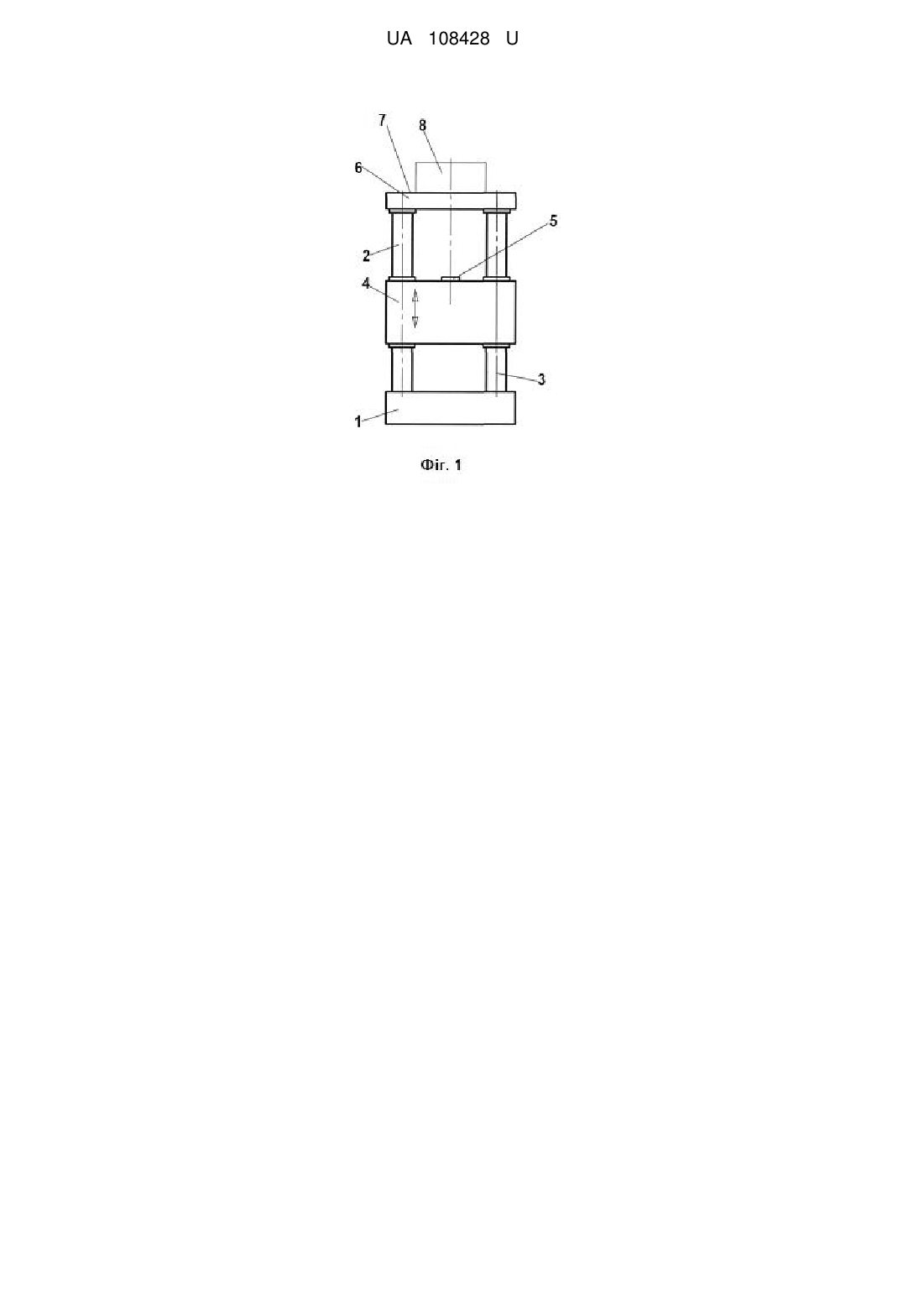
Реферат: UA 108428 U UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області верстатобудування, а саме до металообробних верстатів. Відомі металообробні верстати, які містять станину, силову головку з інструментальним шпинделем, забезпечену приводом, робочий стіл (Див. книгу І.М. Кучер "Металорізальні верстати", видання 2-е перероблене і доповнене. - Ленінград: видавництво "Машинобудування", 1969. - Мал. 1.41 на стор. 68, мал. 1.43 на стор. 71, мал. 1.44 на стор. 72, мал. 1.49 на стор. 79, мал. 1.52 на стор. 83, мал. 1.53 на стор. 84, мал. 1.54 на стор. 85, мал. 1.56 на стор. 87). Недоліком відомих конструкцій металообробних верстатів є їх відносно висока матеріаломісткість і недостатня компактність. Найбільш близьким по технічній суті є металообробний верстат, що містить станину, силову головку з інструментальним шпинделем, забезпечену приводом, робочий стіл, причому силова головка розташована під робочим столом (Див. авторське свідоцтво СРСР № 916121, кл. В23В 39/00, 1980). Недоліками відомого металообробного верстата є його відносно вузькі функціональні можливості і відносно вузька область застосування. В основу корисної моделі поставлено задачу створити такий металообробний верстат, в якому він містить щонайменше одну силову головку щонайменше з одним інструментальним шпинделем, яка забезпечена приводом обертання щонайменше одного інструментального шпинделя і (або) приводом прямолінійного поступального переміщення щонайменше однієї силової головки, щонайменше в одному з трьох можливих напрямків і принаймні в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємноперпендикулярних напрямках і одного обертального переміщення останньої і принаймні групу силових головок, кожна з яких містить принаймні групу інструментальних шпинделів і групу приводів обертання групи інструментальних шпинделів і (або) групу приводів прямолінійного поступального переміщення принаймні групи силових головок щонайменше у одному з трьох можливих напрямків і принаймні в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно перпендикулярних напрямках і одного обертального переміщення останніх, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом і принаймні група силових головок, кожна з яких містить групу інструментальних шпинделів, розташована під робочим столом, робочий стіл виконаний щонайменше нерухомим і принаймні рухливим, забезпеченим приводом обертання і (або) осьового, і (або) поперечного, і (або) поздовжнього переміщення останнього, причому робочий стіл забезпечений щонайменше однією площиною з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, що дозволило б розширити його функціональні можливості і область застосування. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині верхньої поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині нижньої поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині бічної поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині верхньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї 1 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 оброблюваної деталі безпосередньо виконана щонайменше, на частині нижньої поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині верхньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині бічної поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині нижньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині бічної поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині верхньої поверхні робочого столу щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині нижньої поверхні робочого столу, а щонайменше ще одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині бічної поверхні робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом, а друга силова головка щонайменше з одним інструментальним шпинделем розташована збоку робочого столу і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована збоку робочого столу. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом, а друга силова головка щонайменше з одним інструментальним шпинделем розташована над робочим столом і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована над робочим столом. В основу корисної моделі, як варіант, поставлено задачу створити такий металообробний верстат, в якому він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом, друга силова головка щонайменше з одним інструментальним шпинделем розташована збоку робочого столу, а третя силова головка щонайменше з одним інструментальним шпинделем розташована над робочим столом і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована збоку робочого столу, а третя група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована над робочим столом. Поставлена задача вирішується в металообробному верстаті, що містить станину, силову головку з інструментальним шпинделем, забезпечену приводом, робочий стіл, причому силова 2 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 головка розташована під робочим столом, причому він містить щонайменше одну силову головку щонайменше з одним інструментальним шпинделем, яка забезпечена приводом обертання щонайменше одного інструментального шпинделя і (або) приводом прямолінійного поступального переміщення щонайменше однієї силової головки, щонайменше в одному з трьох можливих напрямків і принаймні в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно-перпендикулярних напрямках і одного обертального переміщення останньої і принаймні групу силових головок, кожна з яких містить принаймні групу інструментальних шпинделів і групу приводів обертання групи інструментальних шпинделів і (або) групу приводів прямолінійного поступального переміщення принаймні групи силових головок, щонайменше у одному з трьох можливих напрямків і принаймні в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно перпендикулярних напрямках і одного обертального переміщення останніх, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом і принаймні група силових головок, кожна з яких містить групу інструментальних шпинделів, розташована під робочим столом, робочий стіл виконаний щонайменше нерухомим і принаймні рухливим, забезпеченим приводом обертання і (або) осьового, і (або) поперечного, і (або) поздовжнього переміщення останнього, причому робочий стіл забезпечений щонайменше однією площиною з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині верхньої поверхні робочого столу. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однієї оброблюваної деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, може бути виконана щонайменше на частині нижньої поверхні робочого столу. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині бічної поверхні робочого столу. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині верхньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині нижньої поверхні робочого столу. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, може бути виконана щонайменше на частині верхньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині бічної поверхні робочого столу. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині нижньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині бічної поверхні робочого столу. Як варіант щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині верхньої поверхні робочого столу щонайменше одна інша 3 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині нижньої поверхні робочого столу, а щонайменше ще одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо може бути виконана щонайменше на частині бічної поверхні робочого столу. Як варіант, він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом, а друга силова головка щонайменше з одним інструментальним шпинделем може бути розташована збоку робочого столу і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, може бути розташована збоку робочого столу. Як варіант, він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем може бути розташована під робочим столом, а друга силова головка щонайменше з одним інструментальним шпинделем може бути розташована над робочим столом і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, може бути розташована під робочим столом, а друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, може бути розташована над робочим столом. Як варіант, він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем може бути розташована під робочим столом, друга силова головка щонайменше з одним інструментальним шпинделем може бути розташована збоку робочого столу, а третя силова головка щонайменше з одним інструментальним шпинделем може бути розташована над робочим столом і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, може бути розташована під робочим столом, друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, може бути розташована збоку робочого столу, а третя група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, може бути розташована над робочим столом На фіг. 1-20 зображено запропонований металообробний верстат. На фіг. 1 зображено запропонований металообробний верстат, в якому одна силова головка з прямолінійним поступальним переміщенням у вертикальному напрямку розташована під нерухомим робочим столом, на фіг. 2 - те ж, але силова головка оснащена інструментальним шпинделем, що обертається навколо вертикальної осі, на фіг. 3 - те ж, але силова головка оснащена шпиндельною головкою, яка виконана з можливістю одного поперечного прямолінійного переміщення, на фіг. 4 - те ж, але силова головка оснащена шпиндельною головкою, яка виконана з можливістю двох взаємно-перпендикулярних поперечних прямолінійних переміщень, на фіг. 5 - те ж, що на фіг. 4, але з інструментальним шпинделем, що обертається навколо вертикальної осі, на фіг. 6 - те ж, що на фіг. 5, але з інструментальним шпинделем, що обертається навколо горизонтальної осі, на фіг. 7 - те ж, що на фіг. 2, але з двома інструментальними шпинделями, що обертаються навколо паралельних вертикальних осей, на фіг. 8 - те ж, що на фіг. 7, але силова головка оснащена шпиндельною головкою, яка виконана з можливістю одного поперечного прямолінійного переміщення, на фіг. 9 - те ж, що на фіг. 7, але силова головка оснащена шпиндельною головкою, яка виконана з можливістю двох взаємно-перпендикулярних поперечних прямолінійних переміщень, на фіг. 10 - теж, що на фіг. 2, але площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині нижньої поверхні робочого столу, на фіг. 11 - те ж, що на фіг. 10, але площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині бічної поверхні робочого столу, 4 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 на фіг. 12 - те ж, що на фіг. 3, але силова головка виконана з можливістю прямолінійного поступального переміщення у вертикальному напрямку та повороту навколо вертикальної осі, на фіг. 13 - те ж, що на фіг. 12, але з двома силовими головками, що виконані з можливістю прямолінійного поступального переміщення у вертикальному напрямку відносно обертального барабана, причому площини з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині нижньої поверхні робочого столу, на фіг. 14 - те ж, що на фіг. 13, але з двома силовими головками, що виконані з можливістю прямолінійного поступального переміщення у вертикальному напрямку відносно станини, причому площини з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частині нижньої поверхні робочого столу, на фіг. 15 - те ж, що на фіг. 14, але з двома додатковими силовими головками, що розташовані над робочим столом і виконані з можливістю прямолінійного поступального переміщення у вертикальному напрямку відносно станини, причому площини з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо виконана щонайменше на частинах нижньої і верхньої поверхонь обертального робочого столу, на фіг. 16 - те ж, що на фіг. 2, але робочий стіл виконано з можливістю поперечного прямолінійного поступального переміщення, на фіг. 17 - те ж, що на фіг. 16, але робочий стіл виконано з можливістю двох взаємноперпендикулярних поперечних прямолінійних поступальних переміщень, на фіг. 18 - те ж, що на фіг. 10, але додатково містить силову головку з інструментальним шпинделем, що обертається навколо горизонтальній осі, що розташована збоку робочого столу та виконана з можливістю прямолінійного поступального переміщення у горизонтальному напрямку відносно станини, на фіг. 19 - те ж, що на фіг. 18, але додатково містить другу силову головку з інструментальним шпинделем, що обертається навколо горизонтальній осі, що розташована збоку робочого столу та виконана з можливістю прямолінійного поступального переміщення у горизонтальному напрямку відносно станини, на фіг. 20 - те ж, що на фіг. 15, але додатково містить дві силові головки з інструментальними шпинделями, що обертаються навколо горизонтальної осі, розташовані збоку робочого столу і виконані з можливістю прямолінійного поступального переміщення у горизонтальному напрямку відносно станини. Металообробний верстат (Фіг. 1) містить станину 1 з напрямними 2 і 3, силову головку 4 з елементом 5 для закріплення обробного інструменту, наприклад: протяжки, прошивки, пуансона (не показаний), нерухомий щодо станини робочий стіл 6 з площиною 7 для установки і закріплення пристосування 8 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 4 розташована під робочим столом 6. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку (не показаний) може бути як електромеханічним, так і гідравлічним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як вертикальнопротяжний або вертикально-прошивальний верстат, а також як прес. Металообробний верстат (Фіг. 2) містить станину 9 з напрямними 10 і 11, силову головку 12 з обертовим інструментальним шпинделем 13 для закріплення обробного інструменту, наприклад: свердла, зенкера, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 14 з площиною 15 для установки і закріплення пристосування 16 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 12 розташована під робочим столом 14. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку (не показаний) і може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя (не показаний) і може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути 5 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 виконаний як вертикально-свердлильний, різьбонарізний або вертикально-розкочувальний верстат. Металообробний верстат (Фіг. 3) містить станину 17 з напрямними 18 і 19, силову головку 20 з прямолінійною направляючою 21, повзун 22 з елементом 23 для закріплення обробного інструменту, наприклад: довбача (не показаний), нерухомий щодо станини робочий стіл 24 з площиною 25 для установки і закріплення пристосування 26 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 20 розташована під робочим столом 24. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і прямолінійного поступального переміщення повзуна в поперечному напрямку (не показані) і можуть бути як електромеханічними, так і гідравлічними Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу переміщення повзуна, так і незалежним. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як довбальний верстат. Металообробний верстат (Фіг. 4) містить станину 27 з напрямними 28 і 29, силову головку 30 з поперечною прямолінійною направляючою 31, повзун 31а з поперечною прямолінійною направляючою 32, повзун 33 з елементом 34 для закріплення обробного інструменту, наприклад: стругального різця (не показаний), нерухомий щодо станини робочий стіл 35 з площиною 36. для установки і закріплення пристосування 37 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 30 розташована під робочим столом 35. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і прямолінійного поступального переміщення повзунів у двох поперечних взаємно-перпендикулярних напрямках не показані і можуть бути як електромеханічними, так і гідравлічними. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу переміщення повзунів, так і незалежним. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як поперечно-стругальний або поздовжньо-стругальний верстат. Металообробний верстат (Фіг. 5) містить станину 38 з напрямними 39 і 40, силову головку 41 з поперечною прямолінійною направляючою 42, повзун 43 з поперечною прямолінійною направляючою 44, шпиндельну головку 45 з обертовим інструментальним шпинделем 46 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), нерухомий щодо станини робочий стіл 47 з площиною 48. для установки і закріплення пристосування 49 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 41 розташована під робочим столом 47. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і прямолінійного поступального переміщення повзунів у двох поперечних взаємно-перпендикулярних напрямках (не показані) можуть бути як електромеханічними, так і гідравлічними. Привід прямолінійного поступального переміщення силової головки може бути, як залежним від приводів переміщення повзуна і шпиндельної головки, а також приводу обертання інструментального шпинделя, так і незалежним. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як координатно-розточувальний, копіювальнофрезерний або копіювально-шліфувальний верстат. Металообробний верстат (Фіг. 6) містить станину 50 з напрямними 51 і 52, силову головку 53 з поперечною прямолінійною направляючою 54, повзун 55 з поперечною прямолінійною направляючою 56, шпиндельну головку 57 з горизонтальним обертовим інструментальним шпинделем 58 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), нерухомий щодо станини робочий стіл 59 з площиною 60 для установки і закріплення пристосування 61 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 53 розташована під робочим столом 59. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і прямолінійного поступального переміщення повзунів у двох поперечних взаємноперпендикулярних напрямках (не показані) можуть бути як електромеханічними, так і гідравлічними. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводів переміщення повзуна і шпиндельної головки, а також приводу обертання інструментального шпинделя, так і незалежним. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як координатно-розточувальний, копіювально-фрезерний або копіювально-шліфувальний верстат. 6 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 Металообробний верстат (Фіг. 7) містить станину 62 з напрямними 63 і 64, силову головку 65 з двома обертовими інструментальними шпинделями 66 і 67 для закріплення обробного інструменту, наприклад: свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 68 з площиною 69 для установки і закріплення пристосування 70 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 65 розташована під робочим столом 68. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку не показаний і може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя (не показаний) може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як агрегатний вертикально-свердлильний, різьбонарізний або вертикальнорозкочувальний верстат. Металообробний верстат (Фіг. 8) містить станину 71 з напрямними 72 і 73, силову головку 74 з напрямними 75, шпиндельну головку 76 з двома обертовими інструментальними шпинделями 77 і 78 для закріплення обробного інструменту, наприклад: свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 79 з площиною 80 для установки і закріплення пристосування 81 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 74 розташована під робочим столом 79. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і поперечного прямолінійного переміщення шпиндельної головки не показані і можуть бути як електромеханічними, так і гідравлічними. Привід обертання інструментального шпинделя (не показаний) може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як агрегатний координатно-розточувальний, різьбонарізний або координатно-розкочувальний верстат. Металообробний верстат (Фіг. 9) містить станину 82 з напрямними 83 і 84, силову головку 85 з напрямними 86, повзун 87 з напрямними 88, шпиндельну головку 89 з двома обертовими інструментальними шпинделями 90 і 91 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 92 з площиною 93 для установки і закріплення пристосування 94 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 85 розташована під робочим столом 92. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і поперечного прямолінійного переміщення шпиндельної головки не показані і можуть бути як електромеханічними, так і гідравлічними. Привід обертання інструментального шпинделя (не показаний) може бути виконаний як електромеханічним, так і пневматичним. Приводи прямолінійного поступального переміщення силової головки, повзуна і шпиндельної головки можуть бути як залежними від приводу обертання інструментального шпинделя, так і незалежними. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як агрегатний координатно-розточувальний, різьбонарізний, координатнорозкочувальний, копіювально-фрезерний, копіювально-шліфувальний верстат. Металообробний верстат (Фіг. 10) містить станину 95 з напрямними 96 і 97, силову головку 98 з обертовим інструментальним шпинделем 99 для закріплення обробного інструменту, наприклад: свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 100 з площиною 101 для установки і закріплення пристосування 102 з деталлю або деталь безпосередньо розташована на частині нижньої поверхні робочого столу. Силова головка 98 розташована під робочим столом 100. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку не показаний і може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя (не показаний) може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно 7 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як вертикально-свердлильний, різьбонарізний або вертикально-розкочувальний верстат. Металообробний верстат (Фіг. 11) містить станину 103 з напрямними 104 і 105, силову головку 106 з обертовим інструментальним шпинделем 107 для закріплення обробного інструменту, наприклад: свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 108 з площиною 109 для установки і закріплення пристосування 110 з деталлю або деталь безпосередньо розташована на частині бічної поверхні робочого столу. Силова головка 106 розташована під робочим столом 108. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку (не показаний) і може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя не показаний і може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути, як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як вертикально-свердлильний, різьбонарізний або вертикальнорозкочувальний верстат. Металообробний верстат (Фіг. 12) містить станину 111 з направляючою 112, поворотну силову головку 113 з прямолінійною направляючою 114, шпиндельну головку 115 з обертовим інструментальним шпинделем 116 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), нерухомий щодо станини робочий стіл 117 з площиною 118. для установки і закріплення пристосування 119 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 113 розташована під робочим столом 117. Приводи прямолінійного поступального переміщення силової головки у вертикальному напрямку і прямолінійного поступального переміщення шпиндельної головки (не показані) можуть бути як електромеханічними, так і гідравлічними. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводів переміщення повзуна і шпиндельної головки, а також приводу обертання інструментального шпинделя, так і незалежним. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як радіально-свердлильний верстат. Металообробний верстат (Фіг. 13) містить станину 120 з центральною колоною 121, поворотний барабан 122 з напрямними 123 і 124, силову головку 125 з обертовим інструментальним шпинделем 126, силову головку 127 з обертовим інструментальним шпинделем 128 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), нерухомий щодо станини робочий стіл 129 з площинами 130 і 131 для установки і закріплення пристосувань 132 і 133 з деталями або деталей безпосередньо розташована на частинах нижніх поверхонь робочого столу. Силові головки 125 і 127 розташовані під робочим столом 129. Приводи прямолінійного поступального переміщення силових головок у вертикальному напрямку (не показані) можуть бути як електромеханічними, так і гідравлічними. Приводи прямолінійного поступального переміщення силових головок можуть бути як залежними від приводів обертання шпиндельних головок, так і незалежними. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як роторний вертикально-свердлильний верстат. Металообробний верстат (Фіг. 14) містить станину 134 з центральною колоною 135 з напрямними 136 і 137, силову головку 138 з обертовим інструментальним шпинделем 139, силову головку 140 з обертовим інструментальним шпинделем 141 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), що обертається щодо станини, робочий стіл 142 з площинами 143 і 144 для установки і закріплення пристосувань 145 і 146 з деталями або деталь безпосередньо розташована на частинах нижніх поверхонь робочого столу. Силові головки 138 і 140 розташовані під робочим столом 142. Приводи прямолінійного поступального переміщення силових головок у вертикальному напрямку (не показані) і можуть бути як електромеханічними, так і гідравлічними. Приводи прямолінійного поступального переміщення силових головок можуть бути як залежними від приводів обертання інструментальних шпинделів, так і незалежними. На верстаті можна здійснювати обробку зі 8 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 зняттям стружки. Даний варіант металообробного верстата може бути виконаний як роторний вертикально-свердлильний верстат. Металообробний верстат (Фіг. 15) містить станину 147 з центральною колоною 148 з напрямними 149, 150, 151 і 152, силову головку 153 з обертовим інструментальним шпинделем 154, силову головку 155 з обертовим інструментальним шпинделем 156, силову головку 157 з обертовим інструментальним шпинделем 158 і силову головку 159 з обертовим інструментальним шпинделем 160 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), обертається щодо станини, робочий стіл 161 з площинами 162, 163, 164 і 165 для установки і закріплення пристосувань 166, 167, 168 і 169 з деталями або деталь безпосередньо розташована на частинах нижніх і верхніх поверхонь робочого столу. Силові головки 153 і 155 розташовані під робочим столом 161, а силові головки 157 і 159 розташовані над робочим столом Приводи прямолінійного поступального переміщення силових головок у вертикальному напрямку (не показані) можуть бути як електромеханічними, так і гідравлічними. Приводи прямолінійного поступального переміщення силових головок можуть бути як залежними від приводів обертання інструментальних шпинделів, так і незалежними. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як роторний вертикально-свердлильний верстат. Металообробний верстат (Фіг. 16) містить станину 170 з напрямними 171 і 172, силову головку 173 з обертовим інструментальним шпинделем 174 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухому плиту 175 з поперечною направляючою 176, рухливий щодо станини робочий стіл 177 з площиною 178 для установки і закріплення пристосування 179 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 173 розташована під робочим столом 177 Привід прямолінійного поступального переміщення силовий головки у вертикальному напрямку не показаний і може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя (не показаний) і може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як координатно-розточувальний, фрезерний або шліфувальний верстат. Металообробний верстат (Фіг. 17) містить станину 180 з напрямними 181 і 182, силову головку 183 з обертовим інструментальним шпинделем 184 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухому плиту 175 з поперечною направляючою 176, рухливий щодо станини робочий стіл 177 з площиною 178 для установки і закріплення пристосування 179 з деталлю або деталь безпосередньо розташована на частині верхньої поверхні робочого столу. Силова головка 173 розташована під робочим столом 177. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку (не показаний) може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя не показаний і може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силової головки може бути як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як координатно-розточувальний, копіювально-фрезерний, фрезерний, копіювально-шліфувальний або шліфувальний верстат. Металообробний верстат (Фіг. 18) містить станину 192 з напрямними 193, 194 і 195, силову головку 196 з обертовим інструментальним шпинделем 197 і силову головку 198 з обертовим інструментальним шпинделем 199 для закріплення обробного інструменту, наприклад: свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 200 з площиною 201. для установки і закріплення пристосування 202 з деталлю або деталь безпосередньо розташована на частині нижньої поверхні робочого столу. Силова головка 196 розташована під робочим столом 200. Привід прямолінійного поступального переміщення силової головки у вертикальному напрямку (не показаний) може бути як електромеханічним, так і гідравлічним. Привід обертання інструментального шпинделя не показаний і може бути виконаний як електромеханічним, так і пневматичним. Привід прямолінійного поступального переміщення силовий головки може бути 9 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 як залежним від приводу обертання інструментального шпинделя, так і незалежним. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як агрегатний свердлильний, різьбонарізний або розкочувальний верстат. Металообробний верстат (Фіг. 19) містить станину 203 з напрямними 204, 205, 206 і 207, силову головку 208 з обертовим інструментальним шпинделем 209, силову головку 210 з обертовим інструментальним шпинделем 211 і силову головку 212 з обертовим інструментальним шпинделем 213 для закріплення обробного інструменту, наприклад: свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування (не показаний), нерухомий щодо станини робочий стіл 214 з площиною 215. для установки і закріплення пристосування 216 з деталлю або деталь безпосередньо розташована на частині нижньої поверхні робочого столу. Силова головка 208 розташована під робочим столом 214. Силові головки 210 і 212 розташовані збоку робочого столу 214. Приводи прямолінійного поступального переміщення силових головок (не показані) і можуть бути як електромеханічними, так і гідравлічними. Приводи обертання інструментальних шпинделів не показані і можуть бути виконані як електромеханічними, так і пневматичними. Приводи прямолінійного поступального переміщення силових головок можуть бути як залежними від приводу обертання інструментального шпинделя, так і незалежними. Залежно від використовуваного інструменту на верстаті можна здійснювати обробку як зі зняттям стружки, так і без зняття стружки. Даний варіант металообробного верстата може бути виконаний як агрегатний свердлильний, різьбонарізний або розкочувальний верстат. Металообробний верстат (Фіг. 20) містить станину 217 з центральною колоною 218 з напрямними 219, 220, 221, 222, 223 і 224, силову головку 225 з обертовим інструментальним шпинделем 226, силову головку 227 з обертовим інструментальним шпинделем 228, силову головку 229 з обертовим інструментальним шпинделем 230, силову головку 231 з обертовим інструментальним шпинделем 232, силову головку 233 з обертовим інструментальним шпинделем 234 і силову головку 235 з обертовим інструментальним шпинделем 236 для закріплення обробного інструменту, наприклад: фрези, свердла, зенкера, цековки, розгортки, мітчика, розточувального різця, розкочування, шліфувального круга (не показаний), робочий стіл 237, що обертається навколо станини з площинами 238, 239, 240 і 241, для установки і закріплення пристосувань 242, 243, 244 і 245 з деталями або деталь безпосередньо розташована на частинах нижніх і верхніх поверхонь робочого столу. Силові головки 225 і 227 розташовані під робочим столом 237, силові головки 229 і 231 розташовані над робочим столом, а силові головки 233 і 235 розташовані збоку робочого столу. Приводи прямолінійного поступального переміщення силових головок (не показані) і можуть бути як електромеханічними, так і гідравлічними. Приводи прямолінійного поступального переміщення силових головок можуть бути як залежними від приводів обертання інструментальних шпинделів, так і незалежними. На верстаті можна здійснювати обробку зі зняттям стружки. Даний варіант металообробного верстата може бути виконаний як роторний агрегатний свердлильний верстат. Наведені варіанти виконання запропонованого металообробного верстата не відображають усіх можливих варіантів виконання запропонованого металообробного верстата відповідно до формули корисної моделі. Металообробний верстат (див. Фіг. 1) працює таким чином. На площині 7 робочого столу 6 встановлюють і закріплюють пристосування 8 з деталлю, що має отвір з припуском на обробку, або деталь з отвором і з припуском на обробку безпосередньо. У верхньому крайньому положенні силової головки 4 в елементі 5 для закріплення обробного інструменту закріплюють оброблювальний інструмент, наприклад: протяжку, прошивку або пуансон (не показаний), здійснюють переміщення силової головки з протяжкою, прошивкою або пуансоном вниз, виконують обробку отворів зі зняттям стружки або без зняття стружки. Металообробний верстат (див. Фіг. 2) працює таким чином. На площині 15 робочого столу 14 встановлюють і закріплюють пристосування 16 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 12 в інструментальному шпинделі 13 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), включають обертання інструментального шпинделя і привід переміщення силової головки знизу вгору. Здійснюють обробку деталі. Здійснюють переміщення силової головки вниз. Металообробний верстат (див. Фіг. 3) працює таким чином. 10 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 На площині 25 робочого столу 24 встановлюють і закріплюють пристосування 26 з деталлю, що має отвір, або деталь з отвором безпосередньо. У нижньому крайньому положенні силової головки 20 в елементі 23 для закріплення обробного інструменту закріплюють довбач (не показаний), здійснюють переміщення силової головки з довбачом вгору, виконують обробку шпонкового паза зі зняттям стружки. При зворотному ході силової головки здійснюють відведення довбача від оброблюваної поверхні в поперечному напрямку. Наприкінці зворотного ходу силової головки здійснюють підведення довбача до оброблюваної поверхні на величину робочої подачі в поперечному напрямку. Далі цикл обробки повторюють до отримання необхідної глибини паза шпони. Металообробний верстат (див. Фіг. 4) працює таким чином. На площині 36 робочого столу 35 встановлюють і закріплюють пристосування 37 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 30 в елементі 34 для закріплення обробного інструменту закріплюють стругальний різець (не показаний), здійснюють переміщення силової головки зі стругальним різцем вгору, тим самим встановлюють глибину стругання, виконують стругання поверхні зі зняттям стружки. При зворотному ході силової головки здійснюють відведення стругального різця вниз від оброблюваної поверхні у вертикальному напрямку. Наприкінці зворотного ходу силової головки здійснюють підведення стругального різця вгору в напрямку до оброблюваної поверхні і на величину робочої подачі в поперечному напрямку. Далі цикл обробки повторюють до отримання необхідної ширини обробки плоскої поверхні. Металообробний верстат (див. Фіг. 5) працює таким чином. На площині 48 робочого столу 47 встановлюють і закріплюють пристосування 49 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 41 в інструментальному шпинделі 46 закріплюють оброблювальний інструмент: фрезу, свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування, шліфувальний круг (не показаний). Переміщують повзун 43 і шпиндельну головку 45 у двох взаємно-перпендикулярних поперечних напрямках, тим самим виставляють необхідну координату осі оброблюваного отвору. Здійснюють переміщення силової головки вгору з певною величиною осьової подачі. По закінченні обробки отвору силову головку відводять вниз. Далі виставляють координати другого отвору і цикл обробки повторюють для другого отвору. Далі те ж повторюють для наступних отворів. Металообробний верстат (див. Фіг. 6) працює таким чином. На площині 60 робочого столу 59 встановлюють і закріплюють пристосування 61 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 53 в інструментальному шпинделі 58 закріплюють оброблювальний інструмент: фрезу, свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування, шліфувальний круг (не показаний). Переміщують повзун 55 і шпиндельну головку 57 у двох взаємно-перпендикулярних поперечних напрямках, тим самим виставляють необхідну координату осі оброблюваного отвору. Здійснюють переміщення силової головки вгору з певною величиною подачі. По закінченні обробки отвору силову головку відводять вниз. Далі виставляють координати другого отвору і цикл обробки повторюють для другого отвору. Далі те ж повторюють для наступних отворів. Металообробний верстат (див. Фіг. 7) працює таким чином. На площині 69 робочого столу 68 встановлюють і закріплюють пристосування 70 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 65 в інструментальних шпинделях 66 і 67 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), включають обертання інструментальних шпинделів і привід переміщення силовий головки знизу вгору. Здійснюють обробку деталі. Здійснюють переміщення силової головки вниз. Металообробний верстат (див. Фіг. 8) працює таким чином. На площині 80 робочого столу 79 встановлюють і закріплюють пристосування 81 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 74 в інструментальних шпинделях 77 і 78 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), виставляють координати двох оброблюваних отворів, включають обертання інструментальних шпинделів і привід переміщення силової головки знизу вгору. Здійснюють обробку двох отворів деталі. Здійснюють переміщення силової головки вниз. Далі виставляють координати двох інших отворів і повторюють цикл обробки для двох інших отворів. Далі те саме повторюють для наступних пар отворів. 11 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 60 Металообробний верстат (див. Фіг. 9) працює таким чином. На площині 93 робочого столу 92 встановлюють і закріплюють пристосування 94 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 85 в інструментальних шпинделях 90 і 91 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), виставляють координати двох оброблюваних отворів, включають обертання інструментальних шпинделів і привід переміщення силової головки знизу вгору. Здійснюють обробку двох отворів деталі. Здійснюють переміщення силової головки вниз. Далі виставляють координати двох інших отворів і повторюють цикл обробки для двох інших отворів. Далі той же повторюють для наступних пар отворів. Металообробний верстат (див. Фіг. 10) працює таким чином. На площині 101 частини нижньої поверхні робочого столу 100 встановлюють і закріплюють пристосування 102 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 98 в інструментальному шпинделі 99 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), включають обертання інструментального шпинделя і привід переміщення силової головки знизу вгору. Здійснюють обробку деталі. Здійснюють переміщення силової головки вниз. Металообробний верстат (див. Фіг. 11) працює таким чином. На площині 109 частині бічної поверхні робочого столу 108 встановлюють і закріплюють пристосування 110 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 106 в інструментальному шпинделі 107 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), включають обертання інструментального шпинделя і привід переміщення силової головки знизу вгору. Здійснюють обробку деталі. Здійснюють переміщення силової головки вниз. Металообробний верстат (див. Фіг. 12) працює таким чином. На площині 118 робочого столу 117 встановлюють і закріплюють пристосування 119 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 113 в інструментальному шпинделі 116 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), обертанням силової головки навколо осі направляючої 112 і переміщенням шпиндельної головки 115 уздовж напрямної 114, виставляють координати оброблюваного отвору, включають обертання інструментальних шпинделів і привід переміщення силової головки знизу вгору. Здійснюють обробку отвору в деталі. Здійснюють переміщення силової головки вниз. Далі виставляють координати другого отвору і повторюють цикл обробки для другого отвору. Далі те ж саме повторюють для наступних отворів. Металообробний верстат (див. Фіг. 13) працює таким чином. На площинах 130 і 131 нижньої поверхні робочого столу 129 встановлюють і закріплюють пристосування 132 і 133 з деталями або деталі безпосередньо. У нижньому крайньому положенні силових головок 125 і 127 в інструментальних шпинделях 126 і 128 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), поворотом силових головок навколо осі направляючої 121 змінюють позиції обробки, включають обертання інструментальних шпинделів і привід переміщення силової головки знизу вгору. Здійснюють обробку отвору в деталі. Здійснюють переміщення силової головки вниз. Далі цикл обробки повторюється. Металообробний верстат (див. Фіг. 14) працює таким чином. На площинах 143 і 144 нижньої поверхні робочого столу 142 встановлюють і закріплюють пристосування 145 і 146 з деталями або деталі безпосередньо. У нижньому крайньому положенні силових головок 138 і 140 в інструментальних шпинделях 139 і 141 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), поворотом робочого столу навколо осі направляючої 135 змінюють позиції обробки, включають обертання інструментальних шпинделів і привід переміщення силових головок знизу вгору. Здійснюють обробку отворів в деталях, здійснюють переміщення силових головок вниз. Далі цикл обробки повторюється. Металообробний верстат (див. Фіг. 15) працює таким чином. На площинах 162-165 частин нижньої і верхньої поверхонь робочого столу 161 встановлюють і закріплюють пристосування 166-169 з деталями або деталі безпосередньо. У нижньому крайньому положенні силових головок 153 і 155 і у верхніх крайніх положеннях силових головок 157 і 159 в інструментальних шпинделях 154, 156 і 158 і 160 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, 12 UA 108428 U 5 10 15 20 25 30 35 40 45 50 55 розточувальний різець, розкочування (не показаний), поворотом робочого столу навколо осі направляючої 148 змінюють позиції обробки, включають обертання інструментальних шпинделів і привід переміщення силових головок знизу вгору. Здійснюють обробку отворів в деталях здійснюють переміщення силових головок вниз. Далі цикл обробки повторюється. Металообробний верстат (див. Фіг. 16) працює таким чином На площині 178 робочого столу 177 встановлюють і закріплюють пристосування 179 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 173 в інструментальному шпинделі 174 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), переміщаючи робочий стіл 177 по направляючої 176 нерухомої плити 175 виставляють координати оброблюваного отвору, включають обертання інструментального шпинделя і привід переміщення силової головки знизу вгору. Здійснюють обробку отвору деталі. Здійснюють переміщення силової головки вниз. Далі виставляють координати іншого отвору і повторюють цикл обробки для іншого отвору. Далі те ж саме повторюють для наступних отворів. Металообробний верстат (див. Фіг. 17) працює таким чином. На площині 190 робочого столу 189 встановлюють і закріплюють пристосування 191 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 183 в інструментальному шпинделі 184 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), переміщаючи повзун 187 по направляючій 186 нерухомої плити 185, а також переміщує робочий стіл 189 по направляючій 188 повзуна 187, виставляють координати оброблюваного отвору, включають обертання інструментального шпинделя і привід переміщення силової головки знизу вгору. Здійснюють обробку отвору деталі. Здійснюють переміщення силової головки вниз. Далі виставляють координати іншого отвору і повторюють цикл обробки для іншого отвору. Далі те ж повторюють для наступних отворів. Металообробний верстат (див. Фіг. 18) працює таким чином. На площині 201 частини нижньої поверхні робочого столу 200 встановлюють і закріплюють пристосування 202 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 196 і в крайньому правому положенні силової головки 198 в інструментальному шпинделі 197 і в інструментальному шпинделі 199 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), включають обертання інструментальних шпинделів і привід переміщення силових головок в напрямку до оброблюваної деталі. Здійснюють обробку деталі. Здійснюють відведення силових головок. Металообробний верстат (див. Фіг. 19) працює таким чином. На площині 215 частини нижньої поверхні робочого столу 214 встановлюють і закріплюють пристосування 216 з деталлю або деталь безпосередньо. У нижньому крайньому положенні силової головки 208, в крайньому лівому положенні силової головки 210 і в крайньому правому положенні силової головки 212 в інструментальному шпинделі 209, в інструментальному шпинделі 211 і в інструментальному шпинделі 213 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показаний), включають обертання інструментальних шпинделів і приводи переміщення силових головок в напрямку до оброблюваної деталі. Здійснюють обробку деталі. Здійснюють відведення силових головок. Металообробний верстат (див. Фіг. 20) працює таким чином. На площинах 238-241 частин нижньої і верхньої поверхонь робочого столу 237 встановлюють і закріплюють пристосування 242-245 з деталями або деталі безпосередньо. У нижньому крайньому положенні силових головок 225 і 227, у верхніх крайніх положеннях силових головок 229 і 231, в крайньому лівому положенні силової головки 233 і в крайньому правому положенні силової головки 235 в інструментальних шпинделях 226, 228, 230, 232, 234 і 236 встановлюють і закріплюють оброблювальний інструмент, наприклад: свердло, зенкер, розгортку, мітчик, розточувальний різець, розкочування (не показані), поворотом робочого столу навколо осі направляючої 218 змінюють позиції обробки, включають обертання інструментальних шпинделів і приводи переміщення силових головок в напрямку до оброблюваних деталей. Здійснюють обробку отворів в деталях. Здійснюють відведення силових головок. Далі цикл обробки повторюється. Пропонований металообробний верстат забезпечує більш широкі функціональні можливості та більш широку область застосування. 60 13 UA 108428 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 30 35 40 45 50 55 60 1. Металообробний верстат, що містить станину, силову головку з інструментальним шпинделем, забезпечену приводом, робочий стіл, причому силова головка розташована під робочим столом, який відрізняється тим, що містить щонайменше одну силову головку щонайменше з одним інструментальним шпинделем, яка забезпечена приводом обертання щонайменше одного інструментального шпинделя і (або) приводом прямолінійного поступального переміщення щонайменше однієї силової головки, щонайменше в одному з трьох можливих напрямків і принаймні в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно-перпендикулярних напрямках і одного обертального переміщення останньої і принаймні групу силових головок, кожна з яких містить принаймні групу інструментальних шпинделів і групу приводів обертання групи інструментальних шпинделів і (або) групу приводів прямолінійного поступального переміщення принаймні групи силових головок щонайменше у одному з трьох можливих напрямків і принаймні в трьох можливих напрямках або двох прямолінійних поступальних переміщеннях у двох взаємно перпендикулярних напрямках і одного обертального переміщення останніх, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем розташована під робочим столом і принаймні група силових головок, кожна з яких містить групу інструментальних шпинделів, розташована під робочим столом, робочий стіл виконаний щонайменше нерухомим і принаймні рухливим, забезпеченим приводом обертання і (або) осьового, і (або) поперечного, і (або) поздовжнього переміщення останнього, причому робочий стіл забезпечений щонайменше однією площиною з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо. 2. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині верхньої поверхні робочого столу. 3. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині нижньої поверхні робочого столу. 4. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині бічної поверхні робочого столу. 5. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині верхньої поверхні робочого столу, а щонайменше одна інша площина, з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині нижньої поверхні робочого столу. 6. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині верхньої поверхні робочого столу, а щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині бічної поверхні робочого столу. 7. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині нижньої поверхні робочого столу, а щонайменше одна інша площина, з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині бічної поверхні робочого столу. 14 UA 108428 U 5 10 15 20 25 30 35 8. Верстат за п. 1, який відрізняється тим, що щонайменше одна площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині верхньої поверхні робочого столу щонайменше одна інша площина з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині нижньої поверхні робочого столу, а щонайменше ще одна інша площина, з елементами для установки і закріплення щонайменше одного пристосування з щонайменше однією оброблюваною деталлю або для установки і закріплення щонайменше однієї оброблюваної деталі безпосередньо, виконана щонайменше на частині бічної поверхні робочого столу. 9. Верстат за пп. 1-8, який відрізняється тим, що він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем, розташована під робочим столом, а друга силова головка, із щонайменше з одним інструментальним шпинделем розташована збоку робочого столу і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована збоку робочого столу. 10. Верстат за пп. 1-8, який відрізняється тим, що він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем, розташована під робочим столом, а друга силова головка, із щонайменше з одним інструментальним шпинделем розташована над робочим столом і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, а друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована над робочим столом. 11. Верстат за пп. 1-8, який відрізняється тим, що він містить щонайменше дві силові головки, з яких щонайменше одна силова головка щонайменше з одним інструментальним шпинделем, розташована під робочим столом, друга силова головка щонайменше з одним інструментальним шпинделем розташована збоку робочого столу, а третя силова головка щонайменше з одним інструментальним шпинделем розташована над робочим столом і принаймні група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована під робочим столом, друга група силових головок, кожна з яких принаймні з групою інструментальних шпинделів, розташована збоку робочого столу, а третя група силових головок, колена з яких принаймні з групою інструментальних шпинделів, розташована над робочим столом 15 UA 108428 U 16 UA 108428 U 17 UA 108428 U 18 UA 108428 U 19 UA 108428 U 20 UA 108428 U 21 UA 108428 U 22 UA 108428 U 23 UA 108428 U 24 UA 108428 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 25
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 39/00, B23B 39/00
Мітки: сабліна, в.п, металообробний, верстат
Код посилання
<a href="https://ua.patents.su/27-108428-metaloobrobnijj-verstat-vp-sablina.html" target="_blank" rel="follow" title="База патентів України">Металообробний верстат в.п. сабліна</a>
Агрегатний верстат
Номер патенту: 20783
Опубліковано: 15.02.2007
Автори: Тимофієв Юрій Вікторович, Сичев Юрій Іванович
МПК: B23Q 39/00
Мітки: агрегатний, верстат
Формула / Реферат:
1. Агрегатний верстат, що містить поворотно-ділильний стіл із планшайбою, на якій розташовані пристосування з заготівками і силові головки, розміщені на станині, який відрізняється тим, що пристосування з заготівками встановлені на призматичних направляючих станини, при цьому планшайба поворотно-ділильного столу обладнана складеним мальтійським механізмом повороту і щонайменше 12 пальцями, які кінематично зв'язані з пристосуваннями з...
Вільновихрова помпа в.п. сабліна
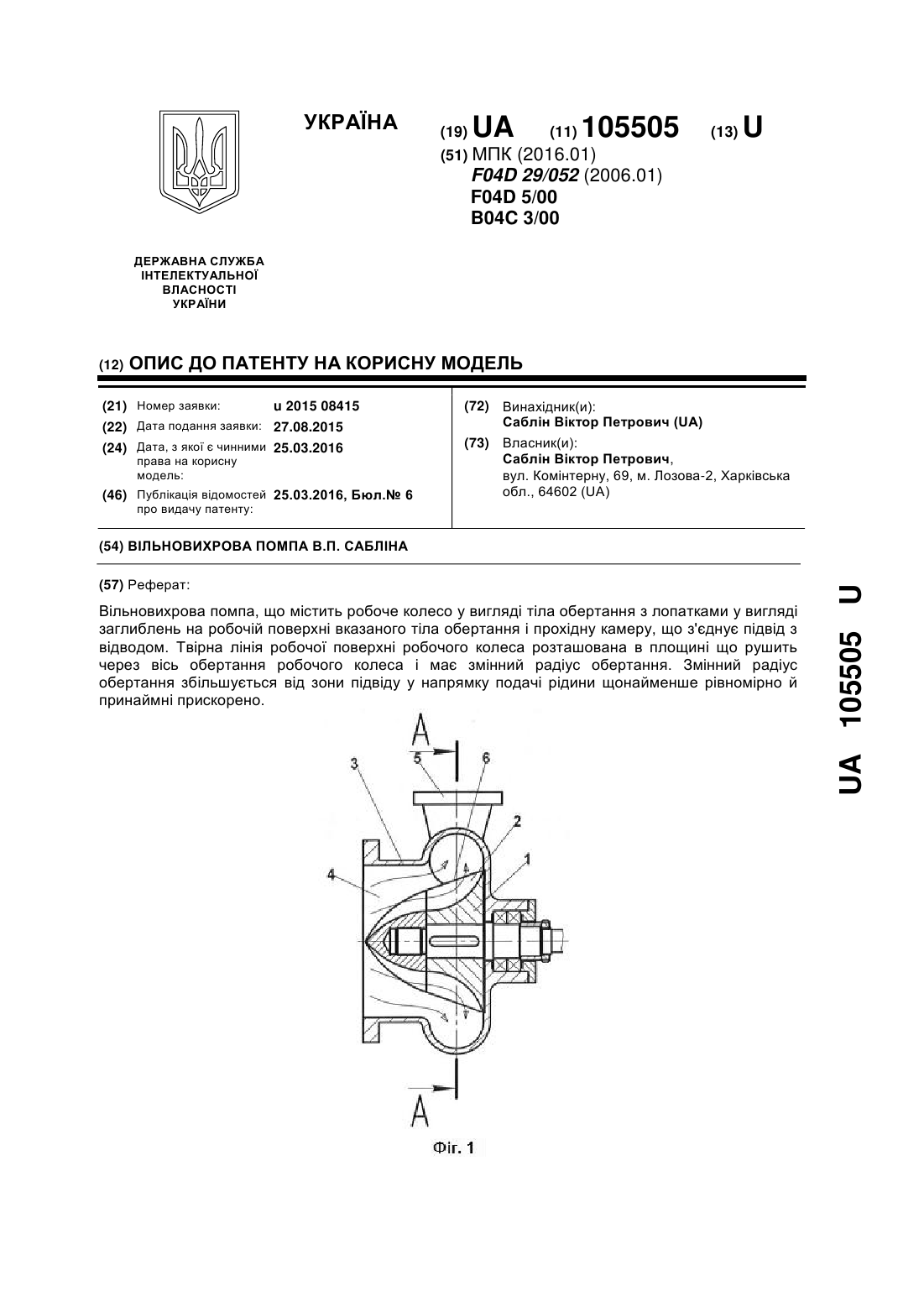
Номер патенту: 105505
Опубліковано: 25.03.2016
Автор: Саблін Віктор Петрович
МПК: F04D 5/00, B04C 3/00, F04D 29/052
Мітки: сабліна, в.п, помпа, вільновихрова
Формула / Реферат:
1. Вільновихрова помпа, що містить робоче колесо у вигляді тіла обертання з лопатками у вигляді заглиблень на робочої поверхні вказаного тіла обертання і прохідну камеру, що з'єднує підвід з відводом, яка відрізняється тим, що твірна лінія робочої поверхні робочого колеса розташована в площині, що рушить через вісь обертання робочого колеса і має змінний радіус обертання, який збільшується від зони підвіду у напрямку подачі рідини щонайменше...
Металорізальний верстат

Номер патенту: 4232
Опубліковано: 17.01.2005
Автори: Пестунов Володимир Михайлович, Крижанівський Володимир Андрійович, Базоров Дмитро Іванович
МПК: B23B 7/00, B23Q 37/00
Мітки: верстат, металорізальний
Формула / Реферат:
Металорізальний верстат, що містить станину і розташовану на ній поворотну планшайбу з затискним пристосуванням і механізмом фіксації, силову головку і відповідні приводи обертання шпинделя і повороту планшайби, який відрізняється тим, що він оснащений механізмом повороту планшайби навколо горизонтальної осі і механізмом її фіксації в двох протилежно розташованих точках, через які проходить площина розташування шпинделя свердлильної головки і...
Верстат

Номер патенту: 33456
Опубліковано: 25.06.2008
Автори: Заїка Сергій Миколайович, Кириченко Андрій Миколайович
МПК: B23Q 1/00
Мітки: верстат
Формула / Реферат:
Верстат, що містить станину, на якій розміщений стіл, платформу, повзун, шатун з напрямними та приводом, що переміщує робочий орган перпендикулярно площині столу, який відрізняється тим, що повзун і платформа розташовані паралельно по різні боки столу, а шатун одним кінцем шарнірно з'єднаний з платформою, а іншим - шарнірно з'єднаний з повзуном за допомогою штанги постійної довжини.
Розкаточний верстат
Номер патенту: 83190
Опубліковано: 25.06.2008
Автор: Назаренко Олександр Андрійович
МПК: B21D 22/16
Мітки: верстат, розкаточний
Формула / Реферат:
1. Розкаточний верстат, що складається з привода, розкаточних роликів, шпинделя, оправки, установленої на шпинделі, знімача і виштовхувача, який відрізняється тим, що виштовхувач виконаний у вигляді стола, який встановлений з можливістю переміщення під дією сили між розкаточними роликами та повернення, причому у верхньому положенні його верхня поверхня виступає над розкаточними роликами з боку шпинделя, виконаного з можливістю осьового...
Попередній патент: Пружний стояк в.п. сабліна ґрунтообробної сільгоспмашини
Наступний патент: Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь
Випадковий патент: Пристрій для охолодження прокату