Спосіб виробництва мелючих тіл з кам’яного розплаву і технологічна лінія для його втілення
Номер патенту: 10869
Опубліковано: 25.12.1996
Автори: Ярошевський Юрій Анатольевич, Лекаренко Леонід Пилипович, Пенкісович Олександр Михайлович
Формула / Реферат
1. Способ производства мелющих тел из каменного расплава, включающий их отливку в формы на карусельно-литьевой установке и термообработку в кристаллизационно-отжиговой печи, отличающийся тем, что заливка производится непрерывно.
2. Технологическая линия для производства мелющих тел из каменного расплава, включающая заливочное устройство, формовочно-разгрузочпую карусель и кристаллизационно-отжиговую печь, отличающаяся тем, что заливочное устройство выполнено в виде горизонтального карусельного колеса с воронками из несмачиваемого расплавом материала, выполненными в виде сегментных ячеек, сопряженных радиальными кромками, являющимися вершинами междувороночных клинообразных гребней рассекателей-распределителей расплава, образующих круговую заливочную гребенку, при этом формовочно-разгрузочная каресуль выполнена с горизонтальным карусельным столом, составленным из вертикально подвижных откидных на шарнирах сегментных блоков с формами, выполненными в виде отверстий в блоках с расположенными в них подвижными днищами-выталкивателями, а кристаллизационно-отжиговая печь выполнена туннельной с наклонным подом, выступающим на входе в нее в виде склиза, в то время как выходное отверстие печи снабжено шиберной заслонкой.
Текст
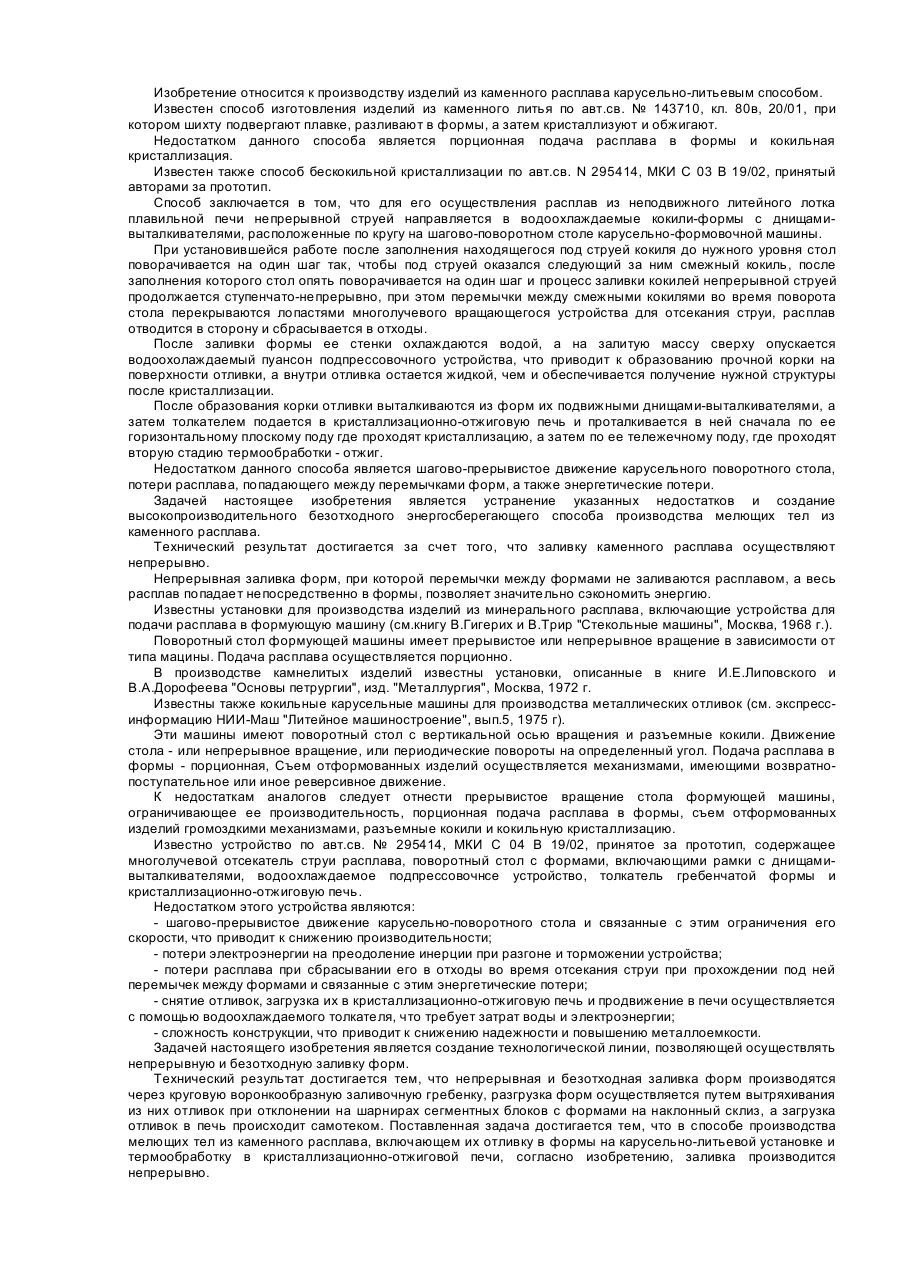
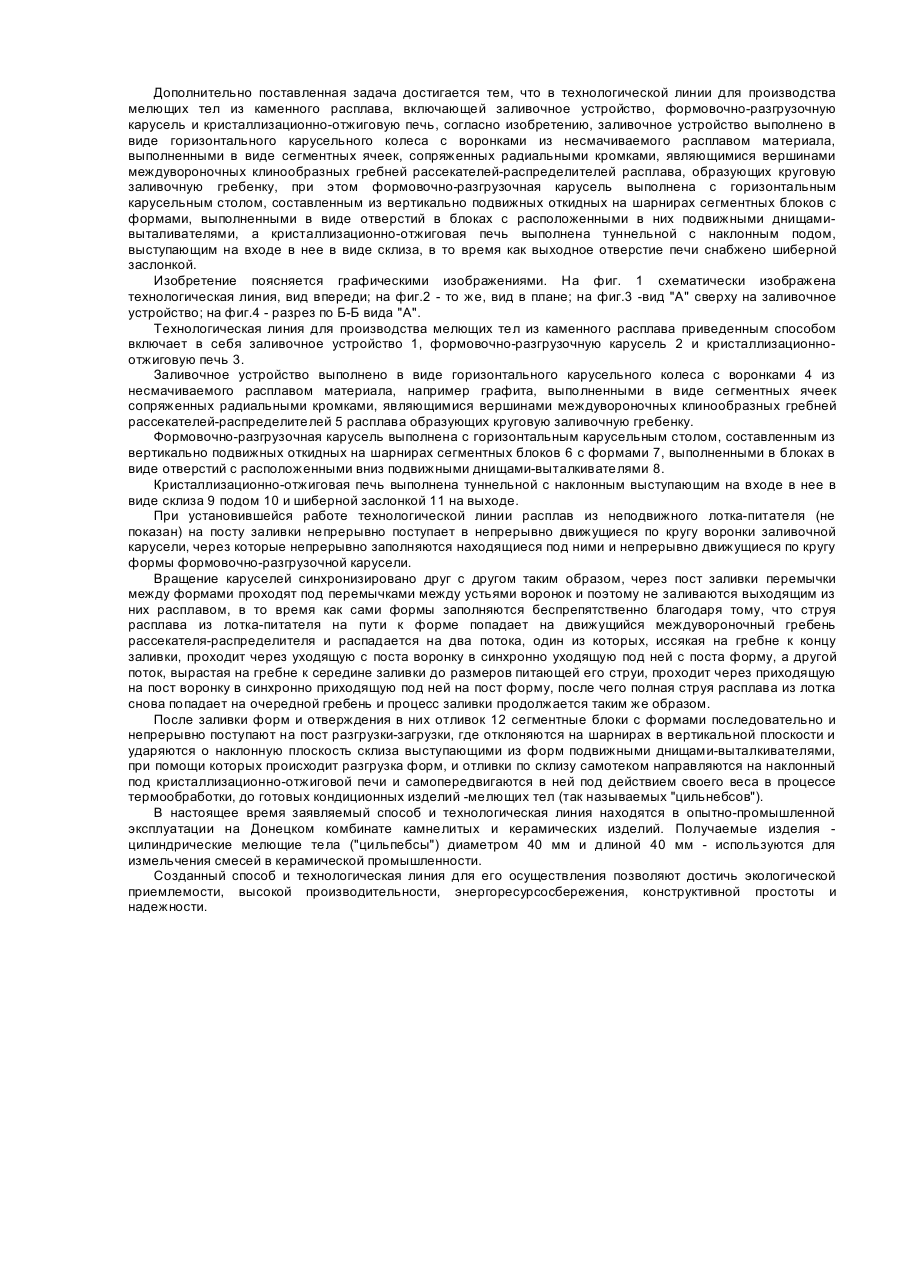
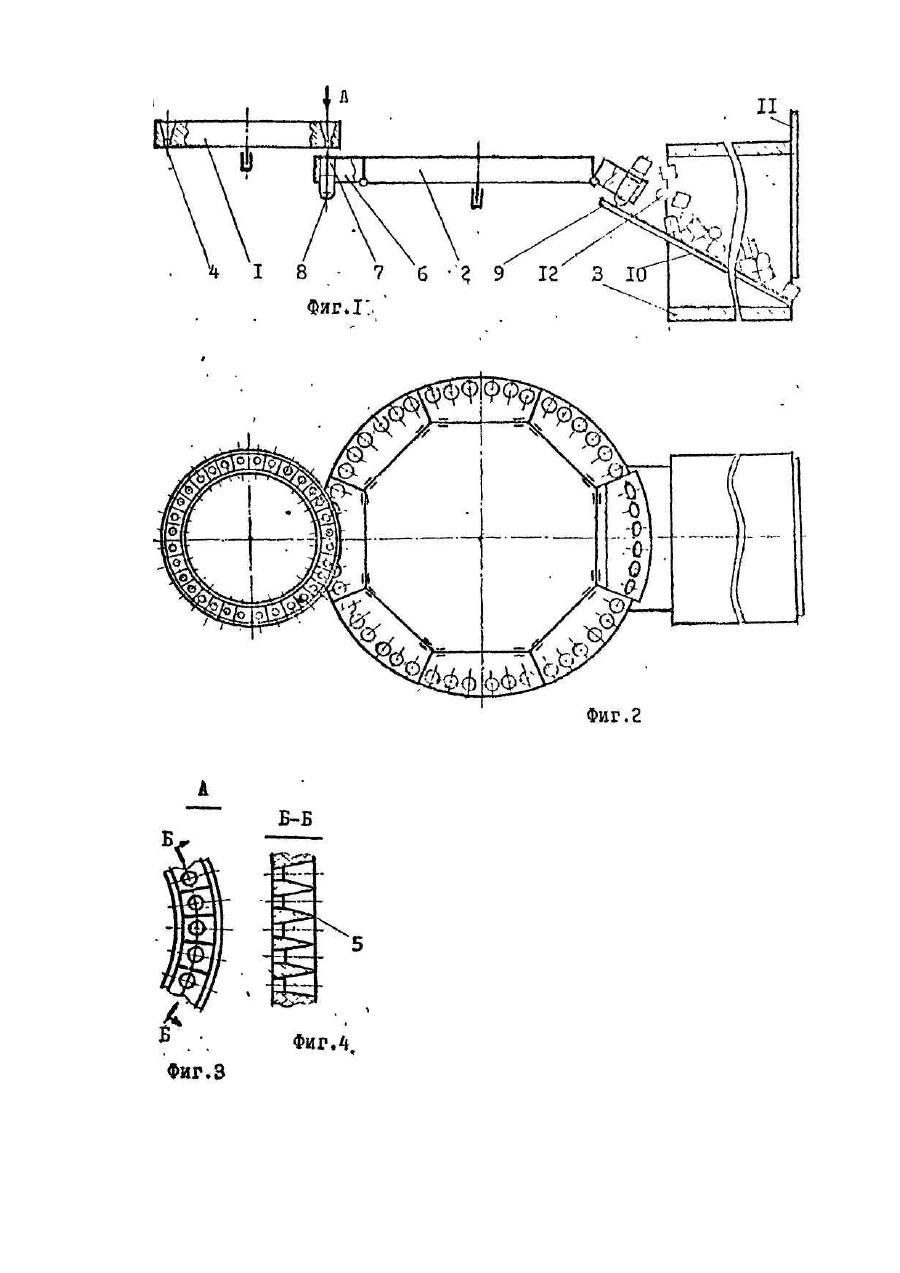
Изобретение относится к производству изделий из каменного расплава карусельно-литьевым способом. Известен способ изготовления изделий из каменного литья по авт.св. № 143710, кл. 80в, 20/01, при котором шихту подвергают плавке, разливают в формы, а затем кристаллизуют и обжигают. Недостатком данного способа является порционная подача расплава в формы и кокильная кристаллизация. Известен также способ бескокильной кристаллизации по авт.св. N 295414, МКИ С 03 В 19/02, принятый авторами за прототип. Способ заключается в том, что для его осуществления расплав из неподвижного литейного лотка плавильной печи непрерывной струей направляется в водоохлаждаемые кокили-формы с днищамивыталкивателями, расположенные по кругу на шагово-поворотном столе карусельно-формовочной машины. При установившейся работе после заполнения находящегося под струей кокиля до нужного уровня стол поворачивается на один шаг так, чтобы под струей оказался следующий за ним смежный кокиль, после заполнения которого стол опять поворачивается на один шаг и процесс заливки кокилей непрерывной струей продолжается ступенчато-непрерывно, при этом перемычки между смежными кокилями во время поворота стола перекрываются лопастями многолучевого вращающегося устройства для отсекания струи, расплав отводится в сторону и сбрасывается в отходы. После заливки формы ее стенки охлаждаются водой, а на залитую массу сверху опускается водоохолаждаемый пуансон подпрессовочного устройства, что приводит к образованию прочной корки на поверхности отливки, а внутри отливка остается жидкой, чем и обеспечивается получение нужной структуры после кристаллизации. После образования корки отливки выталкиваются из форм их подвижными днищами-выталкивателями, а затем толкателем подается в кристаллизационно-отжиговую печь и проталкивается в ней сначала по ее горизонтальному плоскому поду где проходят кристаллизацию, а затем по ее тележечному поду, где проходят вторую стадию термообработки - отжиг. Недостатком данного способа является шагово-прерывистое движение карусельного поворотного стола, потери расплава, попадающего между перемычками форм, а также энергетические потери. Задачей настоящее изобретения является устранение указанных недостатков и создание высокопроизводительного безотходного энергосберегающего способа производства мелющих тел из каменного расплава. Технический результат достигается за счет того, что заливку каменного расплава осуществляют непрерывно. Непрерывная заливка форм, при которой перемычки между формами не заливаются расплавом, а весь расплав попадает непосредственно в формы, позволяет значительно сэкономить энергию. Известны установки для производства изделий из минерального расплава, включающие устройства для подачи расплава в формующую машину (см.книгу В.Гигерих и В.Трир "Стекольные машины", Москва, 1968 г.). Поворотный стол формующей машины имеет прерывистое или непрерывное вращение в зависимости от типа мацины. Подача расплава осуществляется порционно. В производстве камнелитых изделий известны установки, описанные в книге И.Е.Липовского и В.А.Дорофеева "Основы петрургии", изд. "Металлургия", Москва, 1972 г. Известны также кокильные карусельные машины для производства металлических отливок (см. экспрессинформацию НИИ-Маш "Литейное машиностроение", вып.5, 1975 г). Эти машины имеют поворотный стол с вертикальной осью вращения и разъемные кокили. Движение стола - или непрерывное вращение, или периодические повороты на определенный угол. Подача расплава в формы - порционная, Съем отформованных изделий осуществляется механизмами, имеющими возвратнопоступательное или иное реверсивное движение. К недостаткам аналогов следует отнести прерывистое вращение стола формующей машины, ограничивающее ее производительность, порционная подача расплава в формы, съем отформованных изделий громоздкими механизмами, разъемные кокили и кокильную кристаллизацию. Известно устройство по авт.св. № 295414, МКИ С 04 В 19/02, принятое за прототип, содержащее многолучевой отсекатель струи расплава, поворотный стол с формами, включающими рамки с днищамивыталкивателями, водоохлаждаемое подпрессовочнсе устройство, толкатель гребенчатой формы и кристаллизационно-отжиговую печь. Недостатком этого устройства являются: - шагово-прерывистое движение карусельно-поворотного стола и связанные с этим ограничения его скорости, что приводит к снижению производительности; - потери электроэнергии на преодоление инерции при разгоне и торможении устройства; - потери расплава при сбрасывании его в отходы во время отсекания струи при прохождении под ней перемычек между формами и связанные с этим энергетические потери; - снятие отливок, загрузка их в кристаллизационно-отжиговую печь и продвижение в печи осуществляется с помощью водоохлаждаемого толкателя, что требует затрат воды и электроэнергии; - сложность конструкции, что приводит к снижению надежности и повышению металлоемкости. Задачей настоящего изобретения является создание технологической линии, позволяющей осуществлять непрерывную и безотходную заливку форм. Технический результат достигается тем, что непрерывная и безотходная заливка форм производятся через круговую воронкообразную заливочную гребенку, разгрузка форм осуществляется путем вытряхивания из них отливок при отклонении на шарнирах сегментных блоков с формами на наклонный склиз, а загрузка отливок в печь происходит самотеком. Поставленная задача достигается тем, что в способе производства мелющих тел из каменного расплава, включающем их отливку в формы на карусельно-литьевой установке и термообработку в кристаллизационно-отжиговой печи, согласно изобретению, заливка производится непрерывно. Дополнительно поставленная задача достигается тем, что в технологической линии для производства мелющих тел из каменного расплава, включающей заливочное устройство, формовочно-разгрузочную карусель и кристаллизационно-отжиговую печь, согласно изобретению, заливочное устройство выполнено в виде горизонтального карусельного колеса с воронками из несмачиваемого расплавом материала, выполненными в виде сегментных ячеек, сопряженных радиальными кромками, являющимися вершинами междувороночных клинообразных гребней рассекателей-распределителей расплава, образующих круговую заливочную гребенку, при этом формовочно-разгрузочная карусель выполнена с горизонтальным карусельным столом, составленным из вертикально подвижных откидных на шарнирах сегментных блоков с формами, выполненными в виде отверстий в блоках с расположенными в них подвижными днищамивыталивателями, а кристаллизационно-отжиговая печь выполнена туннельной с наклонным подом, выступающим на входе в нее в виде склиза, в то время как выходное отверстие печи снабжено шиберной заслонкой. Изобретение поясняется графическими изображениями. На фиг. 1 схематически изображена технологическая линия, вид впереди; на фиг.2 - то же, вид в плане; на фиг.3 -вид "А" сверху на заливочное устройство; на фиг.4 - разрез по Б-Б вида "А". Технологическая линия для производства мелющих тел из каменного расплава приведенным способом включает в себя заливочное устройство 1, формовочно-разгрузочную карусель 2 и кристаллизационноотжиговую печь 3. Заливочное устройство выполнено в виде горизонтального карусельного колеса с воронками 4 из несмачиваемого расплавом материала, например графита, выполненными в виде сегментных ячеек сопряженных радиальными кромками, являющимися вершинами междувороночных клинообразных гребней рассекателей-распределителей 5 расплава образующих круговую заливочную гребенку. Формовочно-разгрузочная карусель выполнена с горизонтальным карусельным столом, составленным из вертикально подвижных откидных на шарнирах сегментных блоков 6 с формами 7, выполненными в блоках в виде отверстий с расположенными вниз подвижными днищами-выталкивателями 8. Кристаллизационно-отжиговая печь выполнена туннельной с наклонным выступающим на входе в нее в виде склиза 9 подом 10 и шиберной заслонкой 11 на выходе. При установившейся работе технологической линии расплав из неподвижного лотка-питателя (не показан) на посту заливки непрерывно поступает в непрерывно движущиеся по кругу воронки заливочной карусели, через которые непрерывно заполняются находящиеся под ними и непрерывно движущиеся по кругу формы формовочно-разгрузочной карусели. Вращение каруселей синхронизировано друг с другом таким образом, через пост заливки перемычки между формами проходят под перемычками между устьями воронок и поэтому не заливаются выходящим из них расплавом, в то время как сами формы заполняются беспрепятственно благодаря тому, что струя расплава из лотка-питателя на пути к форме попадает на движущийся междувороночный гребень рассекателя-распределителя и распадается на два потока, один из которых, иссякая на гребне к концу заливки, проходит через уходящую с поста воронку в синхронно уходящую под ней с поста форму, а другой поток, вырастая на гребне к середине заливки до размеров питающей его струи, проходит через приходящую на пост воронку в синхронно приходящую под ней на пост форму, после чего полная струя расплава из лотка снова попадает на очередной гребень и процесс заливки продолжается таким же образом. После заливки форм и отверждения в них отливок 12 сегментные блоки с формами последовательно и непрерывно поступают на пост разгрузки-загрузки, где отклоняются на шарнирах в вертикальной плоскости и ударяются о наклонную плоскость склиза выступающими из форм подвижными днищами-выталкивателями, при помощи которых происходит разгрузка форм, и отливки по склизу самотеком направляются на наклонный под кристаллизационно-отжиговой печи и самопередвигаются в ней под действием своего веса в процессе термообработки, до готовых кондиционных изделий -мелющих тел (так называемых "цильнебсов"). В настоящее время заявляемый способ и технологическая линия находятся в опытно-промышленной эксплуатации на Донецком комбинате камнелитых и керамических изделий. Получаемые изделия цилиндрические мелющие тела ("цильпебсы") диаметром 40 мм и длиной 40 мм - используются для измельчения смесей в керамической промышленности. Созданный способ и технологическая линия для его осуществления позволяют достичь экологической приемлемости, высокой производительности, энергоресурсосбережения, конструктивной простоты и надежности.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for production of grinding bodies from stone fusion and processing line for its realization
Автори англійськоюPenkysovych Oleksandr Mykhailovych, Lekarenko Leonid Pylypovych, Yaroshevskyi Yurii Anatoliovych
Назва патенту російськоюСпособ производства мелющих тел из каменного расплава и технологическая линия для его осуществления
Автори російськоюПенкисович Александр Михайлович, Лекаренко Леонид Филиппович, Ярошевский Юрий Анатольевич
МПК / Мітки
МПК: C03B 19/00
Мітки: кам'яного, втілення, мелючих, розплаву, лінія, спосіб, виробництва, технологічна, тіл
Код посилання
<a href="https://ua.patents.su/3-10869-sposib-virobnictva-melyuchikh-til-z-kamyanogo-rozplavu-i-tekhnologichna-liniya-dlya-jjogo-vtilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва мелючих тіл з кам’яного розплаву і технологічна лінія для його втілення</a>
Технологічна лінія утилізації пилів та шламів агломераційного виробництва
Номер патенту: 4546
Опубліковано: 28.12.1994
Автори: Клягін Генадій Сергійович, Міщенко Іван Митрофанович, Губанов Валєнтін Ігнатьєвіч, Кушнарьов Борис Васильович, Філонов Олег Васильович, Перістий Михайло Михайлович, Ростовський Володимир Іванович
МПК: C22B 1/10
Мітки: технологічна, лінія, шламів, пилів, виробництва, агломераційного, утилізації
Формула / Реферат:
1. Технологическая линия утилизации пылей и шламов агломерационного производства. содержащая агломерационную машину, газовый коллектор агломерационной машины, устройство сухой газоочистки с пылесборными бункерами, увлажнителями, смесителями собранной пыли и пневмопроводами, образующими линии пневмотранспорта и подготовки технологической и аспирационной пылей, тягодутьевые устройства с выхлопными трубопроводами, линию транспортировки и...
Технологічна лінія підготування сировини та виробництва будівельних матеріалів методом гіперпресування з різних відходів
Номер патенту: 7252
Опубліковано: 30.06.1995
Автори: Томурко Олександр Андрійович, Волошин Григорій Моісійович
МПК: E01C 19/00, B02C 21/00
Мітки: технологічна, виробництва, відходів, сировини, матеріалів, різних, гіперпресування, будівельних, лінія, методом, підготування
Формула / Реферат:
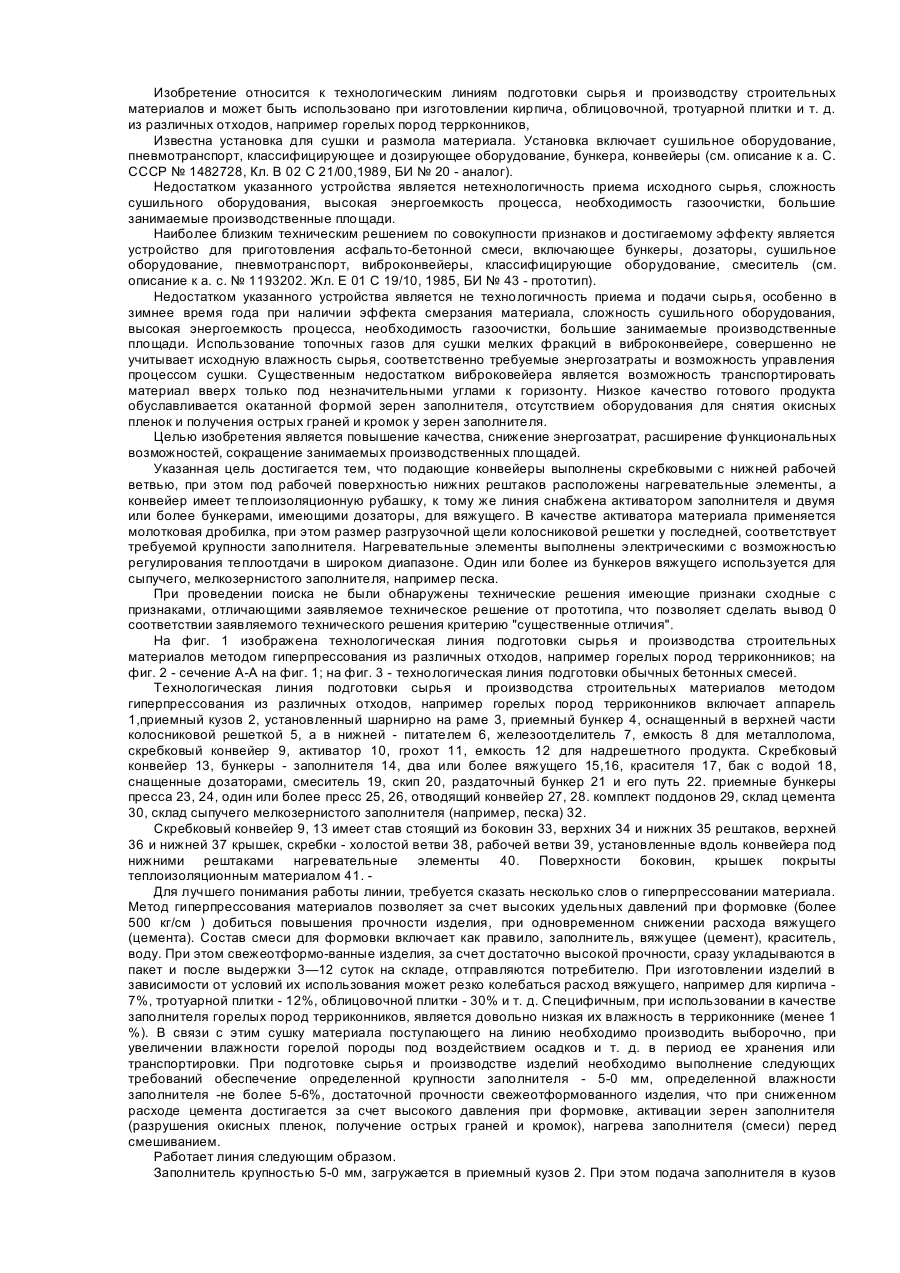
1. Технологическая линия подготовки сырья и производства строительных материалов методом гиперпрессования из различных отходов, включающая бункеры, дозаторы, сушильное оборудование, пневмотранспорт, подающие конвейеры, классифицирующее оборудование, смеситель, отличающаяся тем, что подающие конвейеры выполнены скребковыми с нижней рабочей ветвью, при этом под поверхностью конвейерных ставов расположены нагревательные элементы, а каждый...
Поточна лінія для виробництва сталевого мисливського дробу
Номер патенту: 4304
Опубліковано: 27.12.1994
Автори: Мудрук Леонід Олександрович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: сталевого, мисливського, виробництва, лінія, поточна, дробу
Формула / Реферат:
Поточная линия для производства стальной охотничьей дроби, включающая последовательно установленные плавильный агрегат, разливочное и распылительное устройства, камеру распыления, дешламационный грохот, сушильный агрегат, термическую печь, сортировочный грохот и связывающие их транспортные устройства, отличающаяся тем, что, с целью повышения качества получаемого продукта за счет стабилизации формы, повышения размерной однородности и...
Спосіб визначення вмісту алкоголю у повітрі, що видихають, і пристрій для його втілення
Номер патенту: 9484
Опубліковано: 30.09.1996
Автори: Матвієнко Микола Трохимович, Український Юрій Дмитрович
МПК: A61B 5/08, G01N 27/14, G01N 33/497
Мітки: спосіб, вмісту, втілення, алкоголю, визначення, повітрі, пристрій, видихають
Формула / Реферат:
1. Способ определения содержания алкоголя в выдыхаемом воздухе, основанный на термокаталитическом измерении теплосноса, отличающийся тем, что формируют однородный в сечении поток воздуха максимального форсированного выдоха, в котором непрерывно и одновременно определяют теплоснос с активированной и неактивированной рабочей поверхности датчиков, полученные значения сравнивают, из результата сравнения выделяют наибольшее, которое...
Технологічна лінія для контролю та обробки зварних труб
Номер патенту: 10025
Опубліковано: 30.09.1996
Автори: Індицький Борис Менделевич, Сапригін Хразален Михайлович, Лохонько Микола Миколайович, Ксаверчук Леонід Петрович, Гончар Володимир Павлович, Свідлер Валентин Львович, Магальник Борис Якович, Куцін Володимир Семенович, Попенко Олександр Пилипович, Ферлудін Володимир Михайлович
МПК: B23Q 41/00, B21C 37/06
Мітки: контролю, труб, обробки, лінія, зварних, технологічна
Формула / Реферат:
1. Технологическая линия для контроля и обработки сварных труб, поступающих с трубоэлектросварочного агрегата, включающая приемный стеллаж, загрузочное устройство, технологическое оборудование, связанное между собой транспортными средствами, устройство для контроля труб и концевой участок линии с карманом для годных труб, отличающаяся тем, что она снабжена системой по меньшей мере из трех трайбаппаратов, между которыми расположено...
Попередній патент: Спосіб фіксації інформаційних спектрів та пристрій для його здійснення
Наступний патент: Пристрій для віброабразивної обробки внутрішніх поверхонь довгомірних труб
Випадковий патент: Пристрій для наплавлення з термоциклюванням