Спосіб створення адгезійного з`єднання деталей з неметалевих матеріалів типу неорганічного скла та ситалів
Номер патенту: 14571
Опубліковано: 15.05.2006
Автори: Ліпінська Наталія Володимирівна, Родічев Юрій Михайлович, Ляшенко Борис Артемович
Формула / Реферат
Спосіб створення адгезійного з'єднання деталей з неметалевих матеріалів типу неорганічного скла та ситалів, що включає операції шліфування і полірування поверхонь деталей, які з'єднують, напилення проміжного прошарку адгезійно-активного металу на поверхню однієї із з'єднуваних деталей, призначену для сполучення з відповідно підготовленою поверхнею другої деталі, введення деталей в контакт підготовленими поверхнями, фіксації положення деталей у зоні контакту, підключення металевого прошарку до джерела електричного струму і витримки деталей до утворення нероз'ємного з'єднання деталей, який відрізняється тим, що електроди для нагрівання металевого прошарку розміщують з протилежних сторін площини прошарку та синхронно і дискретно переміщують по периметру прошарку, а у моменти зупинки електродів через металевий прошарок пропускають імпульси електричного струму до утворення нероз'ємного з'єднання.
Текст
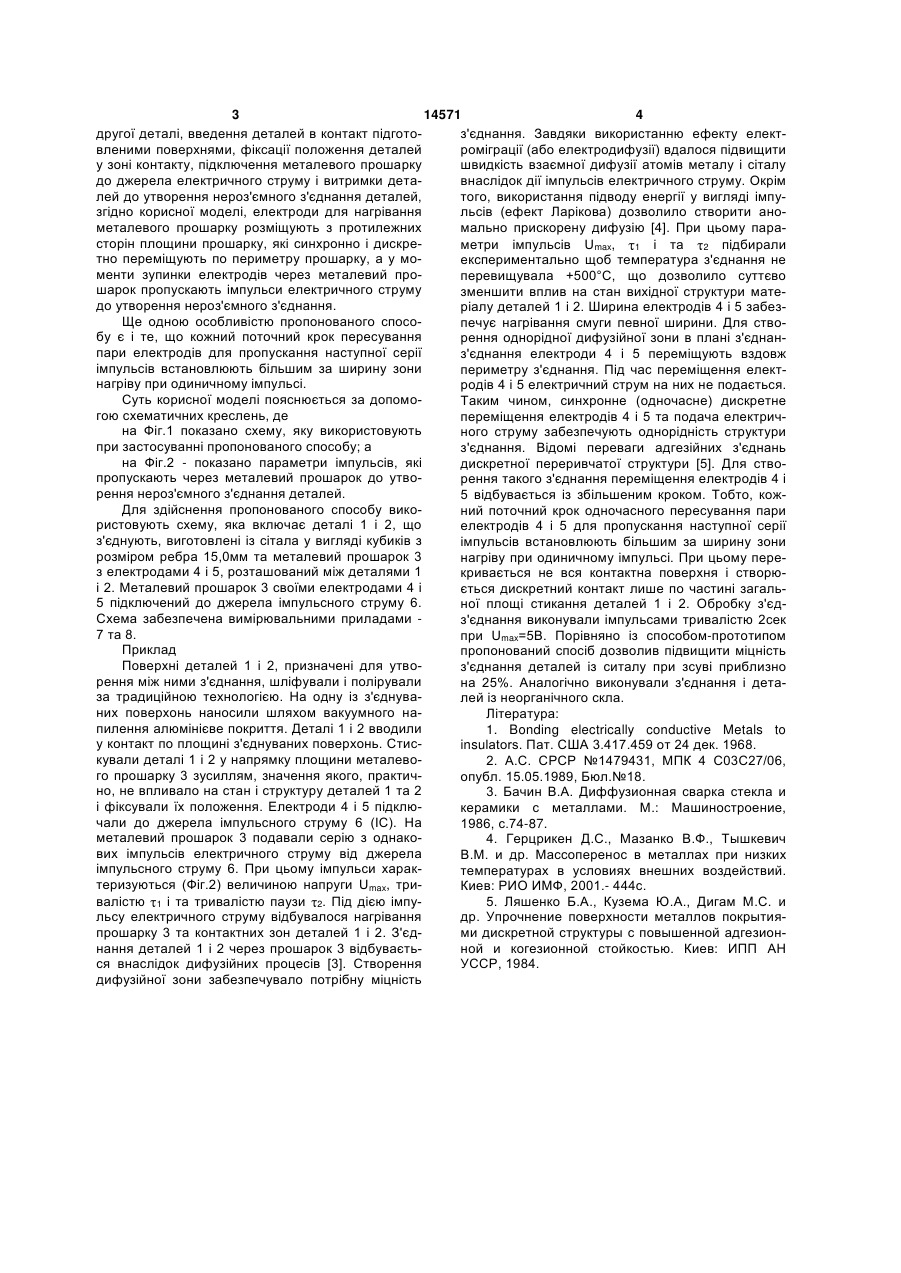
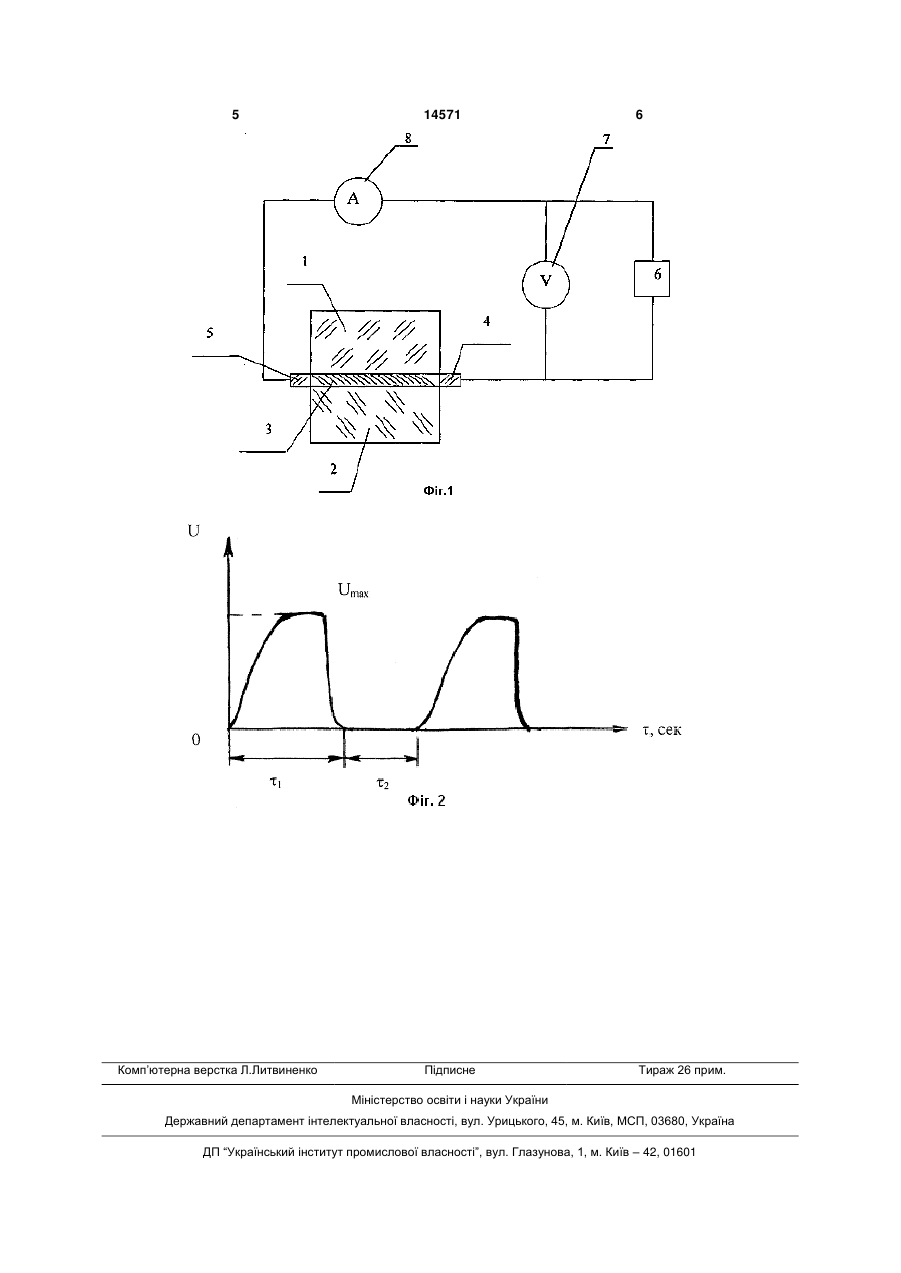
Спосіб створення адгезійного з'єднання деталей з неметалевих матеріалів типу неорганічного скла та ситалів, що включає операції шліфування і полірування поверхонь деталей, які з'єднують, напилення проміжного прошарку адгезійноактивного металу на поверхню однієї із з'єднува 3 14571 4 другої деталі, введення деталей в контакт підготоз'єднання. Завдяки використанню ефекту електвленими поверхнями, фіксації положення деталей роміграції (або електродифузії) вдалося підвищити у зоні контакту, підключення металевого прошарку швидкість взаємної дифузії атомів металу і сіталу до джерела електричного струму і витримки детавнаслідок дії імпульсів електричного струму. Окрім лей до утворення нероз'ємного з'єднання деталей, того, використання підводу енергії у вигляді імпузгідно корисної моделі, електроди для нагрівання льсів (ефект Ларікова) дозволило створити анометалевого прошарку розміщують з протилежних мально прискорену дифузію [4]. При цьому парасторін площини прошарку, які синхронно і дискреметри імпульсів Umax, 1 і та 2 підбирали тно переміщують по периметру прошарку, а у моекспериментально щоб температура з'єднання не менти зупинки електродів через металевий проперевищувала +500°С, що дозволило суттєво шарок пропускають імпульси електричного струму зменшити вплив на стан вихідної структури матедо утворення нероз'ємного з'єднання. ріалу деталей 1 і 2. Ширина електродів 4 і 5 забезЩе одною особливістю пропонованого спосопечує нагрівання смуги певної ширини. Для ствобу є і те, що кожний поточний крок пересування рення однорідної дифузійної зони в плані з'єднанпари електродів для пропускання наступної серії з'єднання електроди 4 і 5 переміщують вздовж імпульсів встановлюють більшим за ширину зони периметру з'єднання. Під час переміщення електнагріву при одиничному імпульсі. родів 4 і 5 електричний струм на них не подається. Суть корисної моделі пояснюється за допомоТаким чином, синхронне (одночасне) дискретне гою схематичних креслень, де переміщення електродів 4 і 5 та подача електрична Фіг.1 показано схему, яку використовують ного струму забезпечують однорідність структури при застосуванні пропонованого способу; а з'єднання. Відомі переваги адгезійних з'єднань на Фіг.2 - показано параметри імпульсів, які дискретної переривчатої структури [5]. Для ствопропускають через металевий прошарок до утворення такого з'єднання переміщення електродів 4 і рення нероз'ємного з'єднання деталей. 5 відбувається із збільшеним кроком. Тобто, кожДля здійснення пропонованого способу виконий поточний крок одночасного пересування пари ристовують схему, яка включає деталі 1 і 2, що електродів 4 і 5 для пропускання наступної серії з'єднують, виготовлені із сітала у вигляді кубиків з імпульсів встановлюють більшим за ширину зони розміром ребра 15,0мм та металевий прошарок 3 нагріву при одиничному імпульсі. При цьому перез електродами 4 і 5, розташований між деталями 1 кривається не вся контактна поверхня і створюі 2. Металевий прошарок 3 своїми електродами 4 і ється дискретний контакт лише по частині загаль5 підключений до джерела імпульсного струму 6. ної площі стикання деталей 1 і 2. Обробку з'єдСхема забезпечена вимірювальними приладами з'єднання виконували імпульсами тривалістю 2сек 7 та 8. при Umax=5В. Порівняно із способом-прототипом Приклад пропонований спосіб дозволив підвищити міцність Поверхні деталей 1 і 2, призначені для утвоз'єднання деталей із ситалу при зсуві приблизно рення між ними з'єднання, шліфували і полірували на 25%. Аналогічно виконували з'єднання і детаза традиційною технологією. На одну із з'єднувалей із неорганічного скла. них поверхонь наносили шляхом вакуумного наЛітература: пилення алюмінієве покриття. Деталі 1 і 2 вводили 1. Bonding electrically conductive Metals to у контакт по площині з'єднуваних поверхонь. Стисinsulators. Пат. США 3.417.459 от 24 дек. 1968. кували деталі 1 і 2 у напрямку площини металево2. А.С. СРСР №1479431, МПК 4 С03С27/06, го прошарку 3 зусиллям, значення якого, практичопубл. 15.05.1989, Бюл.№18. но, не впливало на стан і структуру деталей 1 та 2 3. Бачин В.А. Диффузионная сварка стекла и і фіксували їх положення. Електроди 4 і 5 підклюкерамики с металлами. М.: Машиностроение, чали до джерела імпульсного струму 6 (ІC). На 1986, с.74-87. металевий прошарок 3 подавали серію з однако4. Герцрикен Д.С., Мазанко В.Ф., Тышкевич вих імпульсів електричного струму від джерела В.М. и др. Массоперенос в металлах при низких імпульсного струму 6. При цьому імпульси характемпературах в условиях внешних воздействий. теризуються (Фіг.2) величиною напруги Umax,триКиев: РИО ИМФ, 2001.- 444с. валістю 1 і та тривалістю паузи 2. Під дією імпу5. Ляшенко Б.А., Кузема Ю.А., Дигам М.С. и льсу електричного струму відбувалося нагрівання др. Упрочнение поверхности металлов покрытияпрошарку 3 та контактних зон деталей 1 і 2. З'єдми дискретной структуры с повышенной адгезионнання деталей 1 і 2 через прошарок 3 відбуваєтьной и когезионной стойкостью. Киев: ИПП АН ся внаслідок дифузійних процесів [3]. Створення УССР, 1984. дифузійної зони забезпечувало потрібну міцність 5 Комп’ютерна верстка Л.Литвиненко 14571 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for formation of adhesion joining articles from non-metal materials of type of inorganic glass and pyrocerams
Автори англійськоюLiashenko Borys Artemovych, Rodichev Yurii Mykhailovych, Lipinska Nataliia Volodymyrivna
Назва патенту російськоюСпособ образования адгезионного соединения деталей из неметаллических материалов типа неорганического стекла и ситаллов
Автори російськоюЛяшенко Борис Артемович, Родичев Юрий Михайлович, Липинская Наталья Владимировна
МПК / Мітки
МПК: C03C 27/06
Мітки: неметалевих, типу, з'єднання, неорганічного, скла, деталей, матеріалів, створення, адгезійного, ситалів, спосіб
Код посилання
<a href="https://ua.patents.su/3-14571-sposib-stvorennya-adgezijjnogo-zehdnannya-detalejj-z-nemetalevikh-materialiv-tipu-neorganichnogo-skla-ta-sitaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб створення адгезійного з`єднання деталей з неметалевих матеріалів типу неорганічного скла та ситалів</a>
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Сігбатулін Олександр Томович, Яковина Валерій Іванович, Носік Віктор Сергійович, Оборський Іван Леонідович, Кулюкін Сергій Васильович, Кантур В'ячеслав Григорович
МПК: B23P 19/02, B23P 11/02
Мітки: здійснення, спосіб, з'єднання, деталей
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
З’єднання деталей машин типу вал-втулка
Номер патенту: 5051
Опубліковано: 15.02.2005
Автори: Павленко Георгій Іванович, Піпа Борис Федорович, Ловейкіна Світлана Олексіївна
МПК: F16B 21/00
Мітки: деталей, машин, типу, з'єднання, вал-втулка
Формула / Реферат:
З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулки, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною з переходом в кінці робочої поверхні з меншим діаметром в циліндричну з різьбою.
Спосіб з’єднання прецизійних деталей із оптичних силікатних матеріалів
Номер патенту: 6796
Опубліковано: 16.05.2005
Автор: Маслов Володимир Петрович
МПК: C09J 1/00
Мітки: з'єднання, матеріалів, спосіб, деталей, оптичних, прецизійних, силікатних
Формула / Реферат:
Спосіб з'єднання прецизійних деталей із оптичних силікатних матеріалів глибоким оптичним контактом, що включає шліфування та полірування поверхонь, нанесення оксиду кремнію, стикування деталей, вичавлювання залишкового повітряного проміжку та термічну обробку, який відрізняється тим, що з'єднані деталі після проведення термічної обробки та охолодження до кімнатної температури додатково хімічно полірують у розчині, що складається з 40-50...
Спосіб з’єднання деталей з силікатних матеріалів
Номер патенту: 9879
Опубліковано: 17.10.2005
Автори: Бодунов Володимир Єгорович, Коломзаров Юрій Вікторович, Родічєв Юрій Михайлович, Маслов Володимир Петрович
МПК: C03C 27/06, C04B 37/00
Мітки: матеріалів, силікатних, з'єднання, деталей, спосіб
Формула / Реферат:
Спосіб з'єднання деталей з силікатних матеріалів, при якому хоча б на одну із з'єднуваних поверхонь наносять неорганічний клей, поверхні притискають одну до одної, клей полімеризують, який відрізняється тим, що після полімеризації неорганічного клею на з'єднувані деталі наносять реперні помітки, деталі роз'єднують, наносять органічний клей, суміщають деталі по реперним поміткам, знову притискають деталі одну до одної та полімеризують...
Спосіб з’єднання деталей із силікатних матеріалів
Номер патенту: 7207
Опубліковано: 15.06.2005
Автори: Маслов Володимир Петрович, Циркунов Юрій Якимович, Коломзаров Юрій Вікторович
МПК: C09J 1/00
Мітки: матеріалів, з'єднання, деталей, силікатних, спосіб
Формула / Реферат:
Спосіб з'єднання деталей із силікатних матеріалів, який включає нанесення на з'єднувані поверхні шару клею на основі силікатного в'яжучого, його підсушування, стикування з'єднуваних поверхонь і нагрівання під механічним навантаженням, який відрізняється тим, що попередньо на поверхні наносять шар алюмінієвого покриття товщиною від 0,1 до 1 мкм, товщина шару силікатного в'яжучого складає від 1 до 1000 мкм, а з'єднання проводять при температурі...
Попередній патент: Застосування шламу хімводопідготовки тец з вологістю до 10 %
Наступний патент: Спосіб просочення електричних конденсаторів з плівковим діелектриком
Випадковий патент: Безвідвальний корпус плуга