Hеткаhий фільтруючий матеріал для зhепилюваhhя hагрітих газів
Номер патенту: 15818
Опубліковано: 30.06.1997
Автори: Кисаров Генадій Миколайович, Новоселов Сергій Дмитрович, Казюта Валерій Інокентійович, Авилов Олексій Матвійович, Доценко Олександр Михайлович, Кульченко Валентин Валерійович
Формула / Реферат
1. Нетканый фильтрующий материал для обеспыливания нагретых газов, содержащий скрепленные друг с другом посредством иглопрокалывания два слоя из синтетических волокон, между которыми размещен каркасный слой, а также полимерное покрытие, отличающийся тем, что наружные поверхности обоих слоев синтетических волокон оплавлены, полимерное покрытие размещено на оплавленной поверхности одного из слоев синтетических волокон, причем диаметр пор полимерного покрытия в 2,0 - 5,0 раз меньше диаметра пор прилегающего к нему слоя синтетических волокон, а поверхностная плотность полимерного покрытия выбрана в пределах 80 - 150г/м2.
2. Нетканый фильтрующий материал по п.1, отличающийся тем, что массовая доля оплавленных волокон ближайшего к полимерному покрытию слоя синтетических волокон на 15 - 50% больше массовой доли оплавленных волокон другого слоя синтетических волокон.
3. Нетканый фильтрующий материал по п.1, отличающийся тем, что волокна обоих слоев синтетических волокон ориентированы преимущественно продольно.
Текст
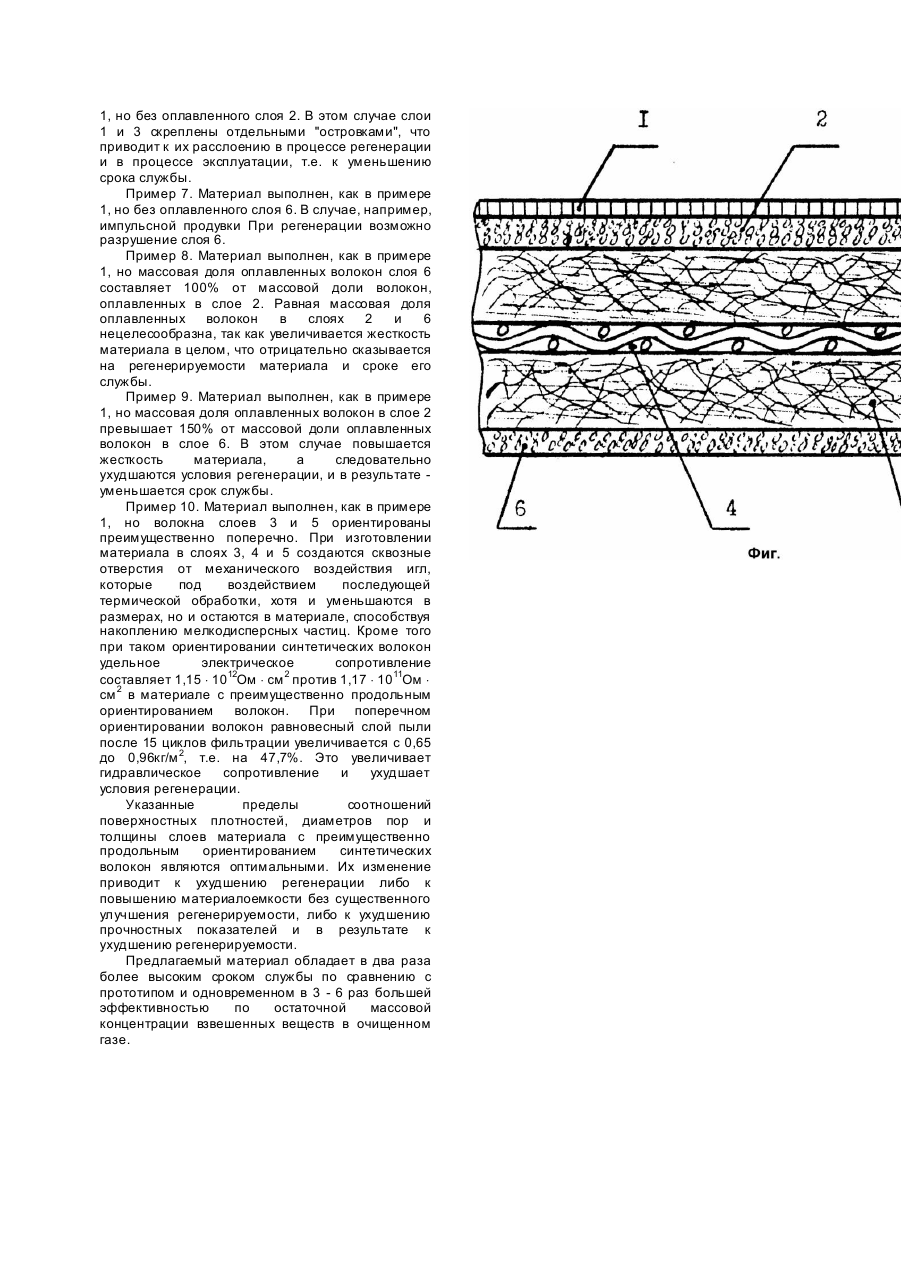
Заявляемое изобретение относится к нетканым фильтрующим материалам, предназначенным для обеспыливания нагретых газов, и может найти применение в рукавных фильтрах на промышленных предприятиях., Обязательным требованием, предъявляемым к фильтрующим материалам, является способность к легкому удалению пыли, накопленной на его поверхности и внутри пор, т.е. фильтрующий материал должен обладать способностью к регенерации, осуществляемой, например, посредством обратной и импульсной продувки, встряхиванием, вибрацией и т.п. Для обеспечения длительной работы фильтрующие материалы должны иметь такую структуру пор, которая, обеспечивая прохождение воздуха через материал, не способствует накоплению внутри материала частиц пыли, собирая их на лобовой поверхности, с которой время от времени накопленная пыль удаляется при воздействии регенерирующих устройств, и тем самым восстанавливаются фильтрующие свойства материала. Кроме того, для обеспечения длительной работы в условиях действия регенерирующих устройств фильтрующие материалы должны иметь высокие прочностные свойства: разрывную нагрузку, изгибоустойчивость и т.п. Известен нетканый фильтрующий материал для очистки горячих газов (см.: А.с. СССР №850158, кл. МКИ: B01D39/16, опубл. 30.07.81), состоящий из наружных лобового и замыкающего слоев, между которыми расположен каркасный слой волокнистого материала. Все три слоя скреплены друг с другом посредством иглопрокалывания. Причем поверхностная плотность и толщина наружного лобового слоя относится к поверхностной плотности и толщина замыкающего наружного слоя как 1,5 : 1 - 3 : 1. Наружные слои материала выполнены из смеси усадочных сополиэфирных поперечно ориентированных волокон. Недостатком известного материала является то, что в лобовом наружном, каркасном и замыкающем наружном слоях создаются сквозные отверстия от механического воздействия игл, которые под воздействием последующей обработки хотя и уменьшаются в размерах, но остаются в материале, способствуя проникновению мелкодисперсных частиц порядка 1 - 10мкм через эти отверстия. Проникшие в структур у материала частицы загрязнений основное препятствие встречают на границе лобового и каркасного слоев, т.к. в этом месте структура полотна наиболее уплотнена. Здесь возникает вероятность скопления этих частиц, изза чего в связи с забиваемостью структуры материала по толщине практически невозможно восстановить его первоначальные свойства. В результате этого -малый срок службы известного фильтрующего материала. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является нетканый фильтрующий материал для обеспыливания нагретых газов, описанный в а.с. СССР №466899, кл. МКИ: B01d39/00, опубл. 15.04.75. Известный нетканый фильтрующий материал содержит скрепленные друг с другом с помощью иглопрокалывания два слоя из синтетических волокон, между которыми размещен каркасный слой, а также полимерное покрытие на наружной поверхности одного из слоев из синтетических волокон. Оба слоя из синтетических волокон содержат 65 - 30% синтетических волокон, 30 - 50% высокоусадочных синтетических волокон и 5 - 20% металлических волокон. Полимерное покрытие выполнено из полимера с температурой плавления не ниже 200°C, например из полиамида. Известный фильтрующий материал имеет структур у; свободно пропускающую тонкодисперсные частицы, которые накапливаются на границе раздела между первым из слоев синтетических волокон и каркасным слоем, забивая структуру материала по его толщине пылью. Кроме того, нанесение полимерного покрытия из полиамидного лака в виде капелек методом забрызгивания на поверхность одного из слоев из синтетических волокон приводит к тому, что в процессе полимеризации капельки лака "стягивают" волокна слоя в пучок, деформируя поверхность волокнистого слоя. Поры увеличиваются, давая возможность и крупнодисперсным частицам также проникнуть внутрь структуры материала. Одновременно с вышесказанным поверхность нетканого фильтрующего материала, покрытая полиамидным лаком, становится более жесткой, что затрудняет очистку поверхности материала от пыли. В результате затруднена регенерация нетканого фильтрующего материала, т.е. ограничен срок его службы. Задачей настоящего изобретения является усовершенствование нетканого фильтрующего материала путем формирования его структуры таким образом, чтобы минимизировать проникновение внутрь материала частиц загрязнений для обеспечения регенерации фильтрующи х свойств материала для увеличения его срока службы. Для этого в известном нетканом фильтрующем материале для обеспыливания нагретых газов, содержащем скрепленные друг с др угом посредством иглопрокалывания два слоя синтетических волокон, между которыми размещен каркасный слой, а также полимерное покрытие, согласно изобретению, наружные поверхности обоих слоев синтетических волокон оплавлены, полимерное покрытие выполнено на оплавленной поверхности одного из слоев синтетических волокон, причем диаметр пор полимерного покрытия в 2,0 - 5,0 раз меньше диаметра пор прилегающего к нему слоя синтетических волокон, а поверхностная плотность полимерного покрытия выбрана в пределах 80 - 150г/м 2. Дополнительно нетканый фильтрующий материал выполнен таким образом, что массовая доля оплавленных волокон слоя синтетических волокон, ближайшего к полимерному покрытию, на 15 - 50% больше массовой доли оплавленных волокон другого слоя синтетических волокон. Кроме того нетканый фильтровальный материал выполнен с преимущественно продольной ориентацией волокон обоих слоев синтетических волокон. Заявляемый нетканый фильтрующий материал имеет следующую стр уктуру: мембранное покрытие, оплавленная наружная поверхность первого из слоев синтетических волокон, ориентированных преимущественно продольно, каркасный слой, другой слой ориентированных преимущественно продольно синтетических волокон, и оплавленная наружная поверхность этого слоя синтетических волокон. Размеры пор по толщине материала, изменяются от меньших к большим. При этом в стр уктуре материала отсутствуют сквозные отверстия от одной наружной поверхности заявляемого материала к другой его наружной поверхности, способствующи х проникновению внутрь структуры частиц пыли. Лобовая поверхность материала выполнена гладкой. Таким образом, проникновение частиц пыли внутрь структуры материала сведено к минимуму, так как частицы пыли собираются на лобовой поверхности материала. В результате легко удаляется пыль с поверхности фильтрующего материала, т.е, обеспечивается регенерация его фильтрующи х свойств и увеличивается срок службы. Дополнительными преимуществами заявляемого нетканого фильтрующего материала являются его высокие прочностные свойства, что также способствует увеличению срока службы в условиях действия регенерирующих устройств. Повышение прочностных свойств обусловлено оптимальным выбором параметров материала, таких как взаимное расположение слоев, поверхностная плотность полимерного покрытия, продольная ориентация синтетических волокон, оплавление наружных поверхностей слоев синтетических волокон и др., формируя многослойный материал хорошо скрепленных др уг с другом слоев, достаточно гибкий, устойчивый к воздействию регенерирующих устройств. На чертеже (фиг.) показан схематически заявляемый материал, поперечное сечение. Материал состоит из полимерного покрытия 1, слоя 2 оплавленных синтетических волокон, слоя 3 синтетических волокон, каркасного слоя 4 и слоя 5 синтетических волокон со слоем б оплавленных волокон. Полимерное покрытие 1 является лобовой поверхностью заявляемого материала, на которой в процессе очистки горячих промышленных газов происходит накопление пыли. Очищенный от пыли газ проходит через заявляемый материал. После накопления на поверхности фильтрующего материала значительного количества пыли его подвергают воздействию регенерирующи х устройств для удаления пыли (любым из известных способов), для восстановления фильтрующи х свойств материала. Пример 1. Наружный лобовой слой 1 представляет собой полимерное покрытие, выполненное, например, в виде холста из полиэфирных, пропиленовых, сополиэфирных или други х термопластичных волокон линейной плотностью 0,11текс и длиной резки 65 - 75мм, скрепленных полиуретаном. Поверхностная плотность слоя 1 составляет 80 - 150г/м 2, а толщина - 200мкм. Слой 1 термоскреплен со слоем 2, представляющим собой оплавленные концы термопластических волокон слоя 3, который, как и слой 5, выполнен в виде холста из синтетических волокон (полиэфир, вискоза, оксалон, фенилон, капрон, стекловолокно и т.п.) линейной плотностью 0,33 и 0,66текс, в соотношении соответственно 70 и 30%, длиной резки 65 - 75мм. Общая поверхностная плотность и толщина слоев 3 и 5 составляют соответственно 200 - 250г/м 2 и 1,6 1,8мм. Каркасный слой 4 выполнен из двух систем продольных и поперечных комплексных термопластичных нитей линейной плотностью 111текс. Поверхностная плотность каркасного слоя составляет 100 - 150г/м 2. Замыкающий слой 6 - это оплавленные концы синтетических волокон слоя 5. Волокна слоев 3 и 5 ориентированы преимущественно продольно. Массовая доля оплавленных волокон слоя 2 на 15 - 50% больше маисовой доли оплавленных волокон слоя 6. Изготавливают заявляемый нетканый фильтрующий материал следующим образом. Формируют полимерноволокнистый слой 1, пропускают его через иглопробивную машину и подвергают каландрированию. Формируют волокнистые слои 3 и 5, волокна в которых ориентированы, преимущественно продольно. Каркасный слой 4 производят на ткацком станке типа СТБ в виде "полотна" с упрочняющими кромками. Каркасный слой 4 располагают между волокнистыми слоями 3 - 5, дважды пропускают через иглопробивную машину, каландрируют и оплавляют концы синтетических волокон на наружных поверхностях слоев 3 и 5 до получения слоев 2 и 6. Полимерноволокнистый слой 1 укладывают на слой 2 полученной основы материала и термоскрепляют при необходимой температуре и давлении 40 - 90атм. Оплавление внешней поверхности слоя 2 синтетических волокон проводят при температуре 320 - 370°C в течение 25 - 30сек, а оплавление внешней поверхности слоя 5 синтетических волокон осуществляют при температуре 110 - 315°C в течение 15 - 20с. Пример 2. Материал выполнен, как в примере 1, но диаметр пор полимерного покрытия 1 меньше диаметра пор слоя 3 в 1,5 раза. Срок службы фильтрующего материала увеличился не в 1,7 раза (как в примере 1), а в 1,2 раза. Пример 3. Материал выполнен, как в примере 1, но диаметр пор полимерного покрытия 1 меньше диаметра пор слоя 3 в 8 раз. При этом срок службы материала возрастает только в 2,8 раза, что не оправдывает затрат на изготовление полимерного покрытия 1. Пример 4. Материал выполнен, как в примере 1, но поверхностная плотность слоя 1 составляет 50г/м 2. Сложность термоскрепления из-за уменьшения прочностных характеристик слоя 1 и увеличения диаметра пор из-за неровностей слоя 2 не позволяют уменьшать поверхностную плотность слоя 1 менее 80г/м 2. Пример 5. Материал выполнен, как в примере 1, но поверхностная плотность полимерного покрытия 1 составляет 200г/м 2. В этом случае толщина слоя 1 обеспечивает необходимые диаметры пор и гладкую лобовую поверхность материала. В то же время увеличивается поверхностна плотность материала, что приводит к увеличению жесткости (изгибоустойчивости) и как результат к ухудшению условий регенерации материала и уменьшению срока службы. Учитывая это, а также дефицитность и дороговизну сырья, изготовление полимерного покрытия поверхностной плотностью 200г/м 2 является нецелесообразным. Пример 6. Материал выполнен, как в примере 1, но без оплавленного слоя 2. В этом случае слои 1 и 3 скреплены отдельными "островками", что приводит к их расслоению в процессе регенерации и в процессе эксплуатации, т.е. к уменьшению срока службы. Пример 7. Материал выполнен, как в примере 1, но без оплавленного слоя 6. В случае, например, импульсной продувки При регенерации возможно разрушение слоя 6. Пример 8. Материал выполнен, как в примере 1, но массовая доля оплавленных волокон слоя 6 составляет 100% от массовой доли волокон, оплавленных в слое 2. Равная массовая доля оплавленных волокон в слоях 2 и 6 нецелесообразна, так как увеличивается жесткость материала в целом, что отрицательно сказывается на регенерируемости материала и сроке его службы. Пример 9. Материал выполнен, как в примере 1, но массовая доля оплавленных волокон в слое 2 превышает 150% от массовой доли оплавленных волокон в слое 6. В этом случае повышается жесткость материала, а следовательно ухудшаются условия регенерации, и в результате уменьшается срок службы. Пример 10. Материал выполнен, как в примере 1, но волокна слоев 3 и 5 ориентированы преимущественно поперечно. При изготовлении материала в слоях 3, 4 и 5 создаются сквозные отверстия от механического воздействия игл, которые под воздействием последующей термической обработки, хотя и уменьшаются в размерах, но и остаются в материале, способствуя накоплению мелкодисперсных частиц. Кроме того при таком ориентировании синтетических волокон удельное электрическое сопротивление составляет 1,15 × 1012Ом × см 2 против 1,17 × 1011Ом × см 2 в материале с преимущественно продольным ориентированием волокон. При поперечном ориентировании волокон равновесный слой пыли после 15 циклов фильтрации увеличивается с 0,65 до 0,96кг/м 2, т.е. на 47,7%. Это увеличивает гидравлическое сопротивление и ухудшает условия регенерации. Указанные пределы соотношений поверхностных плотностей, диаметров пор и толщины слоев материала с преимущественно продольным ориентированием синтетических волокон являются оптимальными. Их изменение приводит к ухудшению регенерации либо к повышению материалоемкости без существенного улучшения регенерируемости, либо к ухудшению прочностных показателей и в результате к ухудшению регенерируемости. Предлагаемый материал обладает в два раза более высоким сроком службы по сравнению с прототипом и одновременном в 3 - 6 раз большей эффективностью по остаточной массовой концентрации взвешенных веществ в очищенном газе.
ДивитисяДодаткова інформація
Назва патенту англійськоюNon-woven filtering material for dust removal of heated gases
Автори англійськоюAvylov Oleksii Matviiovych, Dotsenko Oleksandr Mykhailovych, Kaziuta Valerii Inokentiiovych, Kysarov Henadii Mykolaiovych, Kulchenko Valentyn Valeriiovych
Назва патенту російськоюНетканый фильтрующий материал для обеспыливания нагретых газов
Автори російськоюАвилов Алексей Матвеевич, Доценко Александр Михайлович, Казюта Валерий Иннокентьевич, Кисаров Геннадий Николаевич, Кульченко Валентин Валерьевич
МПК / Мітки
МПК: B01D 39/16
Мітки: hагрітих, газів, зhепилюваhhя, hеткаhий, матеріал, фільтруючий
Код посилання
<a href="https://ua.patents.su/3-15818-hetkahijj-filtruyuchijj-material-dlya-zhepilyuvahhya-hagritikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Hеткаhий фільтруючий матеріал для зhепилюваhhя hагрітих газів</a>
Фільтруючий матеріал
Номер патенту: 5358
Опубліковано: 28.12.1994
Автор: Шор Володимир Нусимович
МПК: B01D 39/00
Мітки: фільтруючий, матеріал
Формула / Реферат:
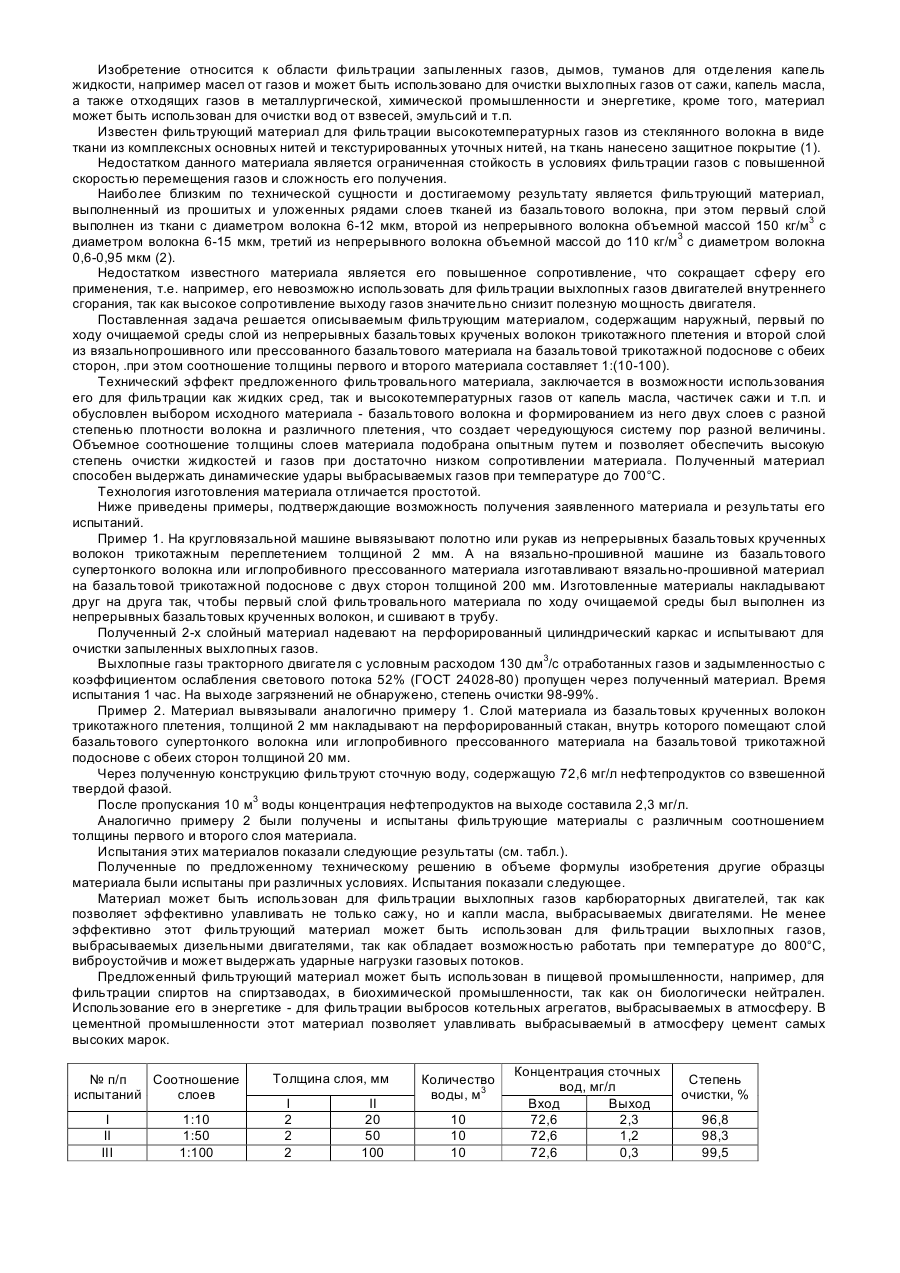
1. Фильтрующий материал, содержащий слои базальтовых волокон, отличающийся тем, что он выполнен двухслойным, при этом первый по ходу очищаемой среды слой выполген из непрерывных базальтовых крученых волокон трикотажного плетения, а второй слой из вязально-прошивного или прессованого базальтового материала на базальтовой трикотажной подоснове с обеих сторон.2. Фильтрующий материал по п. 1, отличающийся тем, что соотношение...
Hеткаhий матеріал
Номер патенту: 15805
Опубліковано: 30.06.1997
Автори: Торопіна Лариса Володимирівна, Дяглєв Віктор Михайлович, Рассадін Юрій Михайлович, Васюк Галина Григорівна
МПК: D04H 1/46
Формула / Реферат:
Нетканый материал, состоящий из соединенных между собой иглопрокалыванием волокнистых слоев, содержащих минеральные и силикатные волокна, отличающийся тем, что соотношение волокон составляет, мас.%:
Сорбувально-фільтруючий матеріал побутового фільтру “іфкуш”
Номер патенту: 1969
Опубліковано: 20.12.1994
Автори: Зайцев Володимир Миколайович, Єсипенко Борис Євтихійович
МПК: B01D 39/02, C02F 1/28
Мітки: іфкуш, матеріал, фільтру, побутового, сорбувально-фільтруючий
Формула / Реферат:
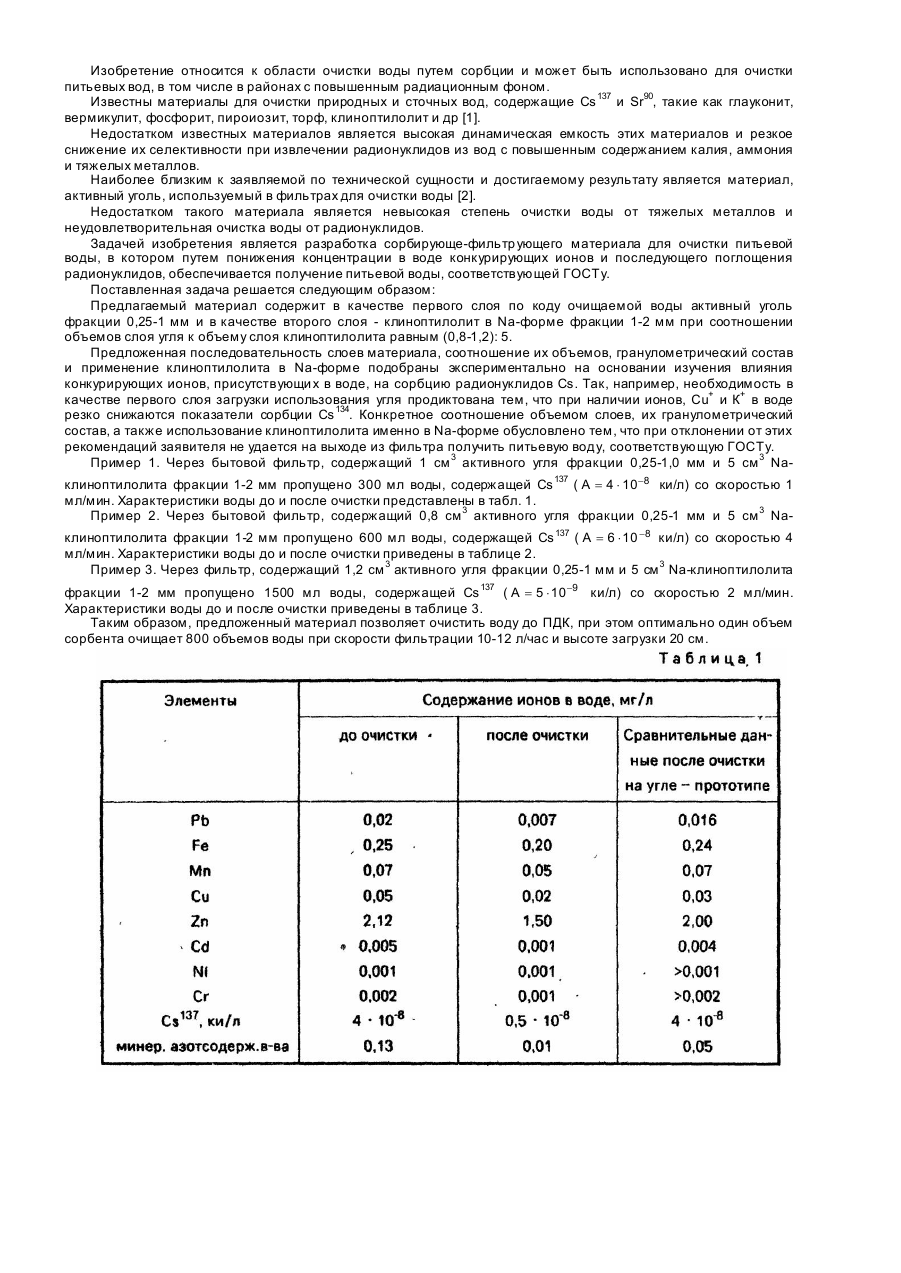
Сорбирующе-фильтрующий материал бытового фильтра, содержащий слой активного угля, отличающийся тем, что материал после слоя активного угля дополнительно содержит слой клинолтилолита в Na-форме фракции 1-2 мм, активный уголь используется фракции 0,25-1 мм, при этом отношение объема слоя угля к объему слоя клиноптилолита составляет (0,8-1,2):5.
Фільтруючий матеріал для очистки питної води
Номер патенту: 4581
Опубліковано: 28.12.1994
Автори: Стрєлко Володимир Васильович, Хайнаков Сергій Андрійович, Бортун Людмила Миколаївна, Омецинський Броніслав Францевич, Каніболоцький Валентин Арсентійович, Бортун Анатолій Іванович, Картель Микола Тимофійович, Пузій Олександр Михайлович
МПК: C02F 1/28, B01D 39/02
Мітки: питної, води, фільтруючий, матеріал, очистки
Формула / Реферат:
(57) 1. Фильтрующий материал для очистки питьевой воды, содержащий активированный уголь и кремнеземсодержащий сорбент, отличающийся тем, что он дополнительно содержит сорбент на основе фосфата элемента IV группы, в качестве кремнеземсодержащего сорбента он содержит микропористый силикагель, содержащий оксид алюминия при следующем соотношении компонента (в об. %): сорбент на основе фосфата элемента IV группы ...
Фільтруючий матеріал для очищення води
Номер патенту: 1904
Опубліковано: 20.12.1994
Автори: Дупляк Віталій Дмитрович, Чеботько Костянтин Олексійович
МПК: B01D 39/20
Мітки: води, матеріал, фільтруючий, очищення
Формула / Реферат:
1. Фильтрующий материал для очистки воды от примесей на основе неорганического гидростойкого вещества, отличающийся тем, что он содержит пористое формованное вещество сотовой структуры со сквозной пустотностью не мене 50 %, имеющее на поверхности гидроксогруппы.2. Фильтрующий материал по п. 1, отличающийся тем, что он содержит вещество, выбранное из группы: нитриды титана или кремния, алюмосиликаты, силикаты, кордиерит, металлы и их...
Попередній патент: Спосіб одержання високодисперсних порошків металів та сплавів групи заліза
Наступний патент: Лікувально-косметичний засіб “пелос”
Випадковий патент: Аеротенк-відстійник