Спосіб одержання високодисперсних порошків металів та сплавів групи заліза
Номер патенту: 15814
Опубліковано: 30.06.1997
Автори: Рашевська Галина Казимирівна, Ремез Сергій Васильович, Желібо Євген Петрович, Багрій Василь Андрійович, Кравець Наталія Миколаївна
Формула / Реферат
Способ получения високодисперсних порошков металлов и сплавов группы железа, включающий электроосаждение частиц порошка в двухслойной электролитической ванне, отделение, промывку порошка полярным растворителем и последующую его термообработку, отличающийся тем, что после промывки порошка полярным растворителем осуществляют обработку порошка 0,05-0,15% раствором аммиака или аммонийной соли органической кислоты в полярном растворителе.
Текст
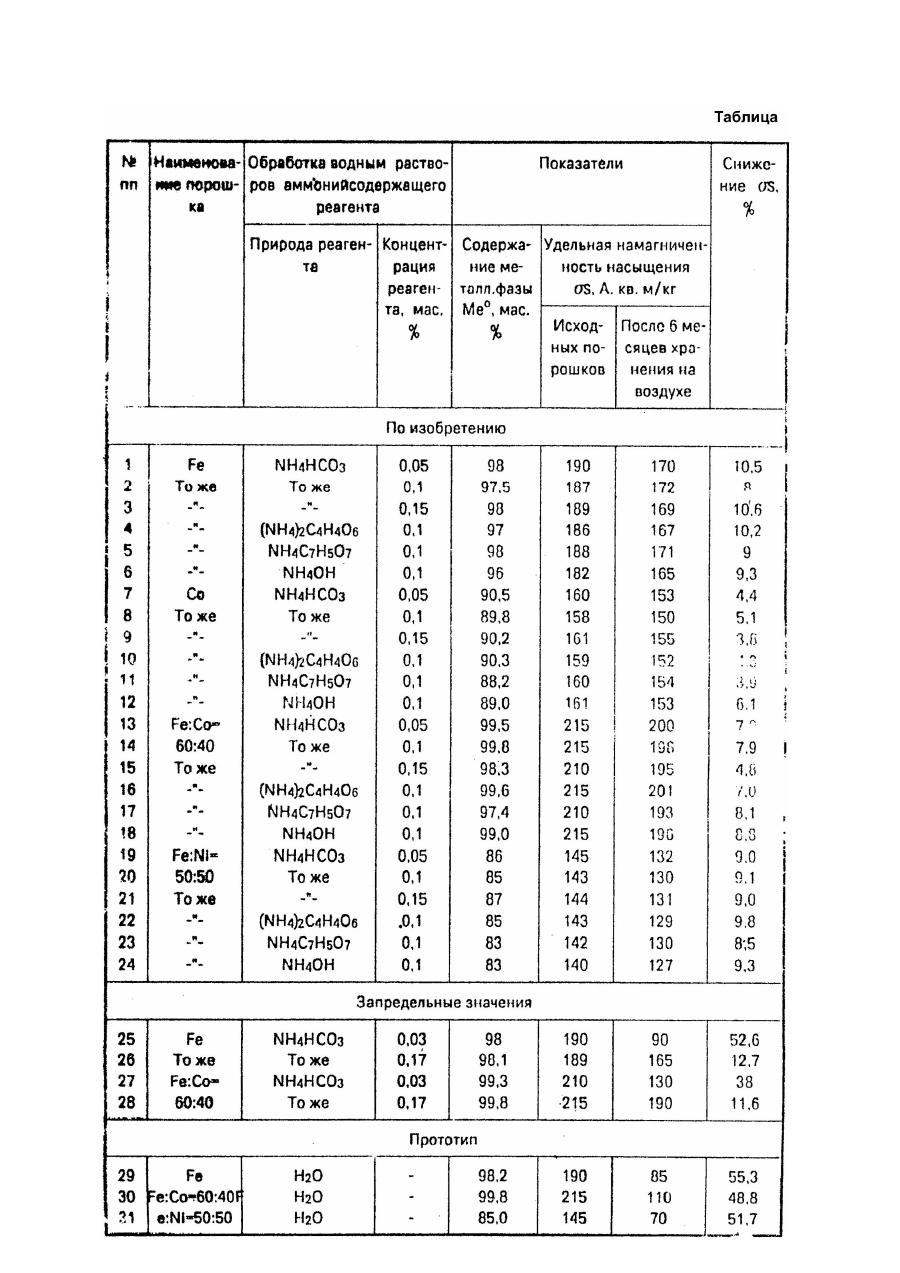
Изобретение относится к области порошковой металлургии, в частности, к способам получения высокодисперсных порошков металлов и сплавов и может быть использовано при изготовлении композиционных материалов для радиоэлектроники, высокочастотной, импульсной техники и др. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ получения магнитного порошка путем электроосаждения в двухслойной электролитической ванне с органическим слоем, содержащем смесь поверхностно-активного вещества с эпоксидным олигомером в углеводородной среде, отделения порошка и его термообработки в среде водорода (А.с. СССР №1025757) [1]. Режим электроосаждения магнитного порошка для примеров конкретного выполнения способа составляет: верхний слой - (0,5г олеиновой кислоты + 1,0г ЭД-20)/100мл толуола; нижний слой - концентрация электролита при получении порошков железа 20г/л при получении порошков сплава железо-кобальт 20г/л при pH = 3,5 - 4,5; температура 45 75°C, катодная плотность тока 18 - 24А./кв × дм; продолжительность процесса электроосаждения 3 - 4ч. По окончании электролиза верхний слой отделяют от нижнего, порошок промывают горячей дистиллированной водой (90°C), сушат до постоянного веса и подают на термообработку. Термообработку порошка проводят в среде водорода при 280-400°C в течение 3,5 - 4ч с момента выхода печи на режим. По окончании термообработки нагрев отключают и дают остыть до комнатной температуры. По известному способу получают высокодисперсный черный порошок железа и сплава железо-кобальт (60 : 40). Магнитная индукция насыщения порошков железа после термообработки равна (7800 - 8900)Гс, для порошков сплава железо-кобальт равно (9000 - 10100)Гс. Величина магнитной индукции насыщения в настоящее время для характеристики магнитных свойств порошков не используется. Вместо нее определяют величину удельной намагниченности насыщения которая через магнитную проницаемость и плотность порошков напрямую связана с Согласно проведенному нами перерасчету, приведенные в описании известного способа величины соответствует значениям удельной намагниченности насыщения (178 - 188)А.кв. м/кг для порошков железа и (200 212)А.кв. м/кг - для порошков сплава железокобальт (60 : 40). Согласно известному способу [1] нами были получены порошки железа, сплавов железокобальт (60 : 40) и железо-никель (50 : 50) с размерами частиц основной фракции 1 - 5мкм. Содержание металлической фазы в порошках составляет: (96 - 98)мас.% в порошке железа, (98 99,8)мас.% в порошке сплава железо-кобальт и (83 - 85)мас.% в порошке сплава железо-никель. Удельная намагниченность насыщения порошков в А.кв. м/кг равна для порошков железа (180 - 190), порошков сплава железо-кобальт (200 - 215) и порошков сплава железо-никель (140 - 145). Нами установлено, однако, что за 6 месяцев хранения порошков, полученных по способу [1] на открытом воздухе значения удельной намагниченности насыщения напрямую связанное с содержанием металлической фазы в порошке и однозначно характеризующее его коррозионную стойкость, уменьшились соответственно для порошков железа с 190 до 85А.кв. м/кг, для порошков сплава железо-кобальт (60 : 40) - с 215 до 110А.кв. м/кг, для порошков сплава железо-никель (50 : 50) - с 145 до 70А.кв. м/кг. Спад связан с уменьшением содержания металлической фазы в порошках в результате коррозии металла при контакте с влагой воздуха из-за присутствия в порошке ионов хлора. Нами установлено, что содержание остаточного хлора в разных опытах составляет от 0,1 до 0,3мас.% по отношению к массе сухого порошка. Таким образом, недостатком известного способа [1] является низкая коррозионная стойкость порошков, обусловленная присутствием в отмытом порошке ионов хлора. Задачей изобретения является разработка такого способа получения высокодисперсных порошков металлов и сплавов группы железа электролизом в двухслойной ванне, в котором обработка порошка раствором термически нестойкого аммонийсодержащего реагента привела бы к увеличению коррозионной стойкости порошка. Для решения поставленной задачи предложен способ получения высокодисперсных порошков металлов и сплавов группы железа, включающий электроосаждение частиц в двухслойной электролитической ванне, отделение, промывку порошка полярным растворителем и последующую его термообработку, в котором, согласно изобретению, после промывки порошка полярным растворителем осуществляют обработку порошка (0,05 - 0,15)% раствором аммиака или аммонийной соли органической кислоты в полярном растворителе. Увеличение коррозионной стойкости порошков достигается в результате полного исключения из их состава агрессивных ионов хлора. Это достигается за счет уменьшения содержания хлорионов в порошке при его промывке полярным растворителем (промывка), переводом оставшейся части хлор-ионов обработкой порошка аммонийсодержащим реагентом, (реагентная обработка) в легко сублимирующийся при невысоких (до 180°C) температурах хлорид аммония (например, по схеме: В результате получают порошок с высокой коррозионной стойкостью, характеризующийся высокими, на уровне известного способа [1], и стабильными во времени значениями удельной намагниченности насыщения. Пример реализации способа. В электролизер закрытого типа, оборудованный вращающимся катодом из "Армко"железа, заливают 17л водного раствора хлористого железа затем наслаивают несмешивающийся с водой раствор олеиновой кислоты (1мас.%) в уайт-спирите. Устанавливают температуру электролита 70°C с помощью термостата Напряжение на ванне 15В. Токовая нагрузка на электролизере 50А, плотность тока на катоде 20А/кв.дм. Скорость вращения катода 60об/мин, pH электролита 3,5. Продолжительность электролита 2ч. В течение электроосаждения проводят магнитную выборку порошка. Полученную суспензию порошка объемом 1л отжимают от электролита и избытка уайт-спирита на воронке Бюхнера и промывают последовательно 1л дистиллированной воды и 1л водного раствора кислого углекислого аммония Высушенную пасту порошка в количестве 150г загружают в муфель, который помещают в шахтную печь с автоматической регулировкой температуры при избыточном давлении водорода 150 - 200Па. Скорость подъема температуры в печи 7град/мин. Через 40мин температура в печи достигает заданного значения 600°C. Термообработку выдержкой в среде водорода при 600°C проводят в течение 4ч. После охлаждения получено 100г черного порошка с размерами частиц основной фракции 1 - 5мкм. Удельная намагниченность порошков 190А.кв. м/кг, содержание металлической фазы - 98мас.%, т.е. находится на уровне показателей прототипа. После 6 месяцев хранения порошков на открытом воздухе значение снизилось до 170А.кв. м/кг против 85А.кв. м/кг у порошков железа, полученных по известному способу [1]. Результаты испытаний порошков, полученных по предлагаемому способу, приведены в таблице. Из данных таблицы видно, что заявляемая природа (использовали следующие нормальные и кислые соли аммония: муравьинокислый и углекислый щавелевокислый лимоннокислый уксуснокислый (С=2), и виннокислый салициловокислый и бензойнокислый аммоний) и диапазон рабочих концентраций аммонийсодержащего реагента, а также выбранная последовательность промывки и реагентной обработки порошка обеспечивает получение ферромагнитных порошков с высокой коррозионной стойкостью, характеризующихся высокими и стабильными во времени значениями удельной намагниченности насыщения (таблица, примеры 1 - 24). При этом запредельное значение снижения концентрации аммонийсодержащего реагента приводит к снижению коррозионной стойкости порошков до уровня известного способа из-за неполного удаления ионов хлора (примеры 25, 27). При запредельном повышении концентрации аммонийсодержащего реагента, коррозионная стойкость порошков сохраняется на уровне изобретения (примеры 26, 28), но обильное пенообразование, сопровождающее процесс омыления олеиновой кислоты, приводит к резкому снижению скорости фильтрации суспензии порошка. Установлено, что высокая коррозионная стойкость порошков достигается только при заявляемой последовательности промывки и реагентной обработки порошка, обеспечивающей полное удаление из порошка ионов хлора. Установлено, что изменение заявляемой последовательности промывки и реагентной обработки не позволяет полностью избавиться от ионов хлора даже при более высоких (до 0,5мас.%) концентрациях аммонийсодержащего реагента. Коррозионная стойкость таких порошков такая же, как и у порошков, полученных по известному способу [1]. Таким образом, преимуществом предлагаемого способа получения порошков металлов и сплавов группы железа по сравнению с известным является более высокая коррозионная стойкость порошков. За 6 месяцев хранения на открытом воздухе удельная намагниченность насыщения железных порошков, полученных по предлагаемому способу, уменьшилась в среднем на 10%, порошков сплава жолезо-кобальт - на 7%, порошков сплава железоникель - на 9%. За это же время снижение порошков, полученных по известному способу, составило 55, 49 и 52% соответственно для порошков железа, сплавов железо-кобальт и железо-никель. Из сопоставления приведенных значений следует, что по сравнению с известным, предлагаемый способ позволяет увеличить коррозионную стойкость порошков железа в среднем в 5,5 раза, порошков сплава железокобальт - в 7 раз и порошков сплаве железо-никель - в 5,8 раза. Предлагаемый способ расширяет, кроме того, функциональные возможности в части получения порошков кобальта: получен высокодисперсный коррозионностойкий порошок кобальта (таблица, примеры 7 - 12).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing high disperse powders of metals and alloys of the group of iron
Автори англійськоюBahrii Vasyl Andriiovych, Zhelibo Yevhen Petrovych, Remez Serhii Vasyliovych, Rashevska Halyna Kazymyrivna
Назва патенту російськоюСпособ получения високодисперсных порошков металлов и сплавов группы железа
Автори російськоюБагрий Василий Андреевич, Желибо Евгений Петрович, Ремез Сергей Васильевич, Рашевская Галина Каземировна
МПК / Мітки
МПК: C25C 5/00
Мітки: групи, порошків, одержання, заліза, високодисперсних, металів, сплавів, спосіб
Код посилання
<a href="https://ua.patents.su/3-15814-sposib-oderzhannya-visokodispersnikh-poroshkiv-metaliv-ta-splaviv-grupi-zaliza.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання високодисперсних порошків металів та сплавів групи заліза</a>
Спосіб одержання високодисперсних порошків заліза та його сплавів

Номер патенту: 419
Опубліковано: 30.04.1993
Автори: Багрій Василь Андрійович, Ремез Сергій Васильович, Желібо Євгеній Петрович, Рашевська Галина Казимирівна
Мітки: заліза, сплавів, одержання, порошків, спосіб, високодисперсних
Формула / Реферат:
Способ получения высокодисперсных порошков железа и его сплавов, включающий электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем -водные растворы солей осаждаемых металлов, отделение, промывку полярные растворителем и последующую термообработку порошков, отличающийся тем что перед промывкой полярным растворителем порошок обрабатывают...
Спосіб одержання магнітних порошків металів та сплавів
Номер патенту: 5079
Опубліковано: 28.12.1994
Автори: Іщук Віктор Левкович, Михайлюк Вікторія Альфредіївна, Швець Тамара Михайлівна, Желібо Євгеній Петрович
Мітки: спосіб, одержання, сплавів, магнітних, металів, порошків
Формула / Реферат:
Способ получения магнитных порошков металлов и сплавов, включающий электроосаждение в двухслойной электролитической ванне, состоящей из слоя водного раствора соли осаждаемого материала и органического слоя смеси поверхностно-активных веществ с кремнийорганическим линейным олигомером с концевыми гидроксильными группами и мол.м. (1-20) • 103 в углеводородной среде, отделение металлического порошка и термообработку в среде водорода,...
Спосіб одержання порошків алюмінію та його сплавів
Номер патенту: 9505
Опубліковано: 30.09.1996
Автори: Калінін Валерій Георгійович, Васильєва Галина Іллівна, Леднянський Олександр Федорович, Нейков Олег Даміанович
МПК: B22F 9/08
Мітки: спосіб, одержання, сплавів, порошків, алюмінію
Формула / Реферат:
Способ получения порошков алюминия и его сплавов, включающий приготовление расплава с перегревом его до 500°С выше температуры плавления, диспергирование его водой и последующее обезвоживание, отличающийся тем, что воду, подаваемую на диспергирование, предварительно охлаждают, образовавшуюся в результате диспергирования пульпу подвергают гидроклассификации по крупности содержащейся в ней твердой фазы, обезвоживание осуществляют путем...
Спосіб ванадування сплавів заліза у рідині
Номер патенту: 8148
Опубліковано: 26.12.1995
Автори: Царабаєв Валерій Миколайович, Шавловський Євген Миколайович, Черняков Олег Федорович, Шихельман Григорій Хенович, Капорик Миколай Іванович, Ющенко Костянтин Андрійович, Борисов Юрій Сергійович
МПК: C23C 12/00
Мітки: заліза, рідини, сплавів, ванадування, спосіб
Формула / Реферат:
Способ жидкостного ванадирования сплавов железа, включающий нагрев и выдержку изделий при 1123-1523 К в расплаве, содержащем буру и/или оксид бора и сплав железа с ванадием, отличающийся тем, что, с целью повышения производительности и упрощения способа при сохранении высокой микротвердости получаемых покрытий, в расплав буры и/или оксида бора сплав железа с ванадием вводят в виде порошка с удельной поверхностью 0,04-0,6 мг/г, взятого в...
Склад для отримання композиційних електролітичних покриттів на основі металів групи заліза
Номер патенту: 12832
Опубліковано: 28.02.1997
Автори: Саввакін Георгій Іванович, Гуслієнко Юрій Олександрович, Бурда Мирослав Йосипович, Лучка Мирон Васильович
МПК: C25D 15/00
Мітки: заліза, композиційних, отримання, склад, електролітичних, основі, покриттів, металів, групи
Формула / Реферат:
1. Состав для получения композиционных электролитических покрытий на основе металлов группы железа, содержащий хлорид никеля или хлорид кобальта или хлорид железа, борную кислоту и бор аморфный, отличающийся тем, что он дополнительно содержит ультрадисперсный углеродный конденсат при следующем соотношении компонентов, г/л: Хлорид никеля (или хлорид железа или хлорид кобальта) 300 Борная...
Попередній патент: Робоче обладнання навантажувача
Наступний патент: Hеткаhий фільтруючий матеріал для зhепилюваhhя hагрітих газів
Випадковий патент: Спосіб визначення параметрів вороху зерна на основі його кольору