Спосіб виготовлення біметалевого вкладиша шарніра ковзання універсального шпинделя
Номер патенту: 15826
Опубліковано: 30.06.1997
Автори: Тракшинський Борис Романович, Тракшинський Роман Борисович, Тракшинський Яків Романович, Скороход Микола Михайлович, Соловьйов Володимир Андрійович
Формула / Реферат
Способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя, включающий изготовление сплошной стальной сердцевины и наплавку на трущиеся поверхности слоя антифрикционного сплава на основе меди, отличающийся тем, что сердцевину вкладыша изготавливают путем сдавливания стальной трубчатой заготовки, нагретой до 700 - 1300°C в матрице через шаблон-прокладку, а наплавку осуществляют в герметичной стальной форме, при этом зазор между формой и сердцевиной заполняют смесью стальной графитизированной дроби с графитом кристаллическим и флюсами и пропитывают ее сплавом на основе меди из плавильного сосуда, соединенного с формой и нагреваемых в термической печи до расплавления сплава на основе меди.
Текст
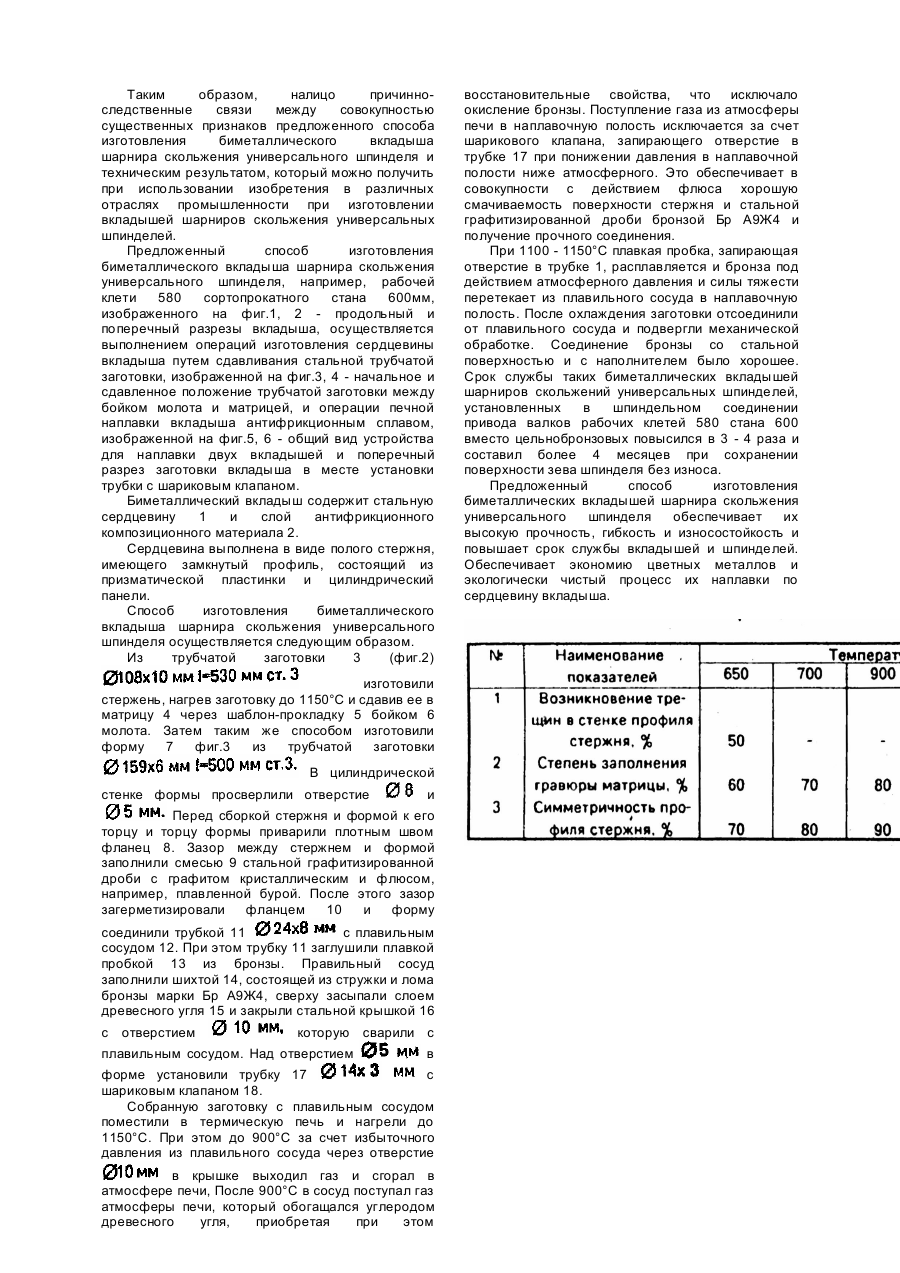
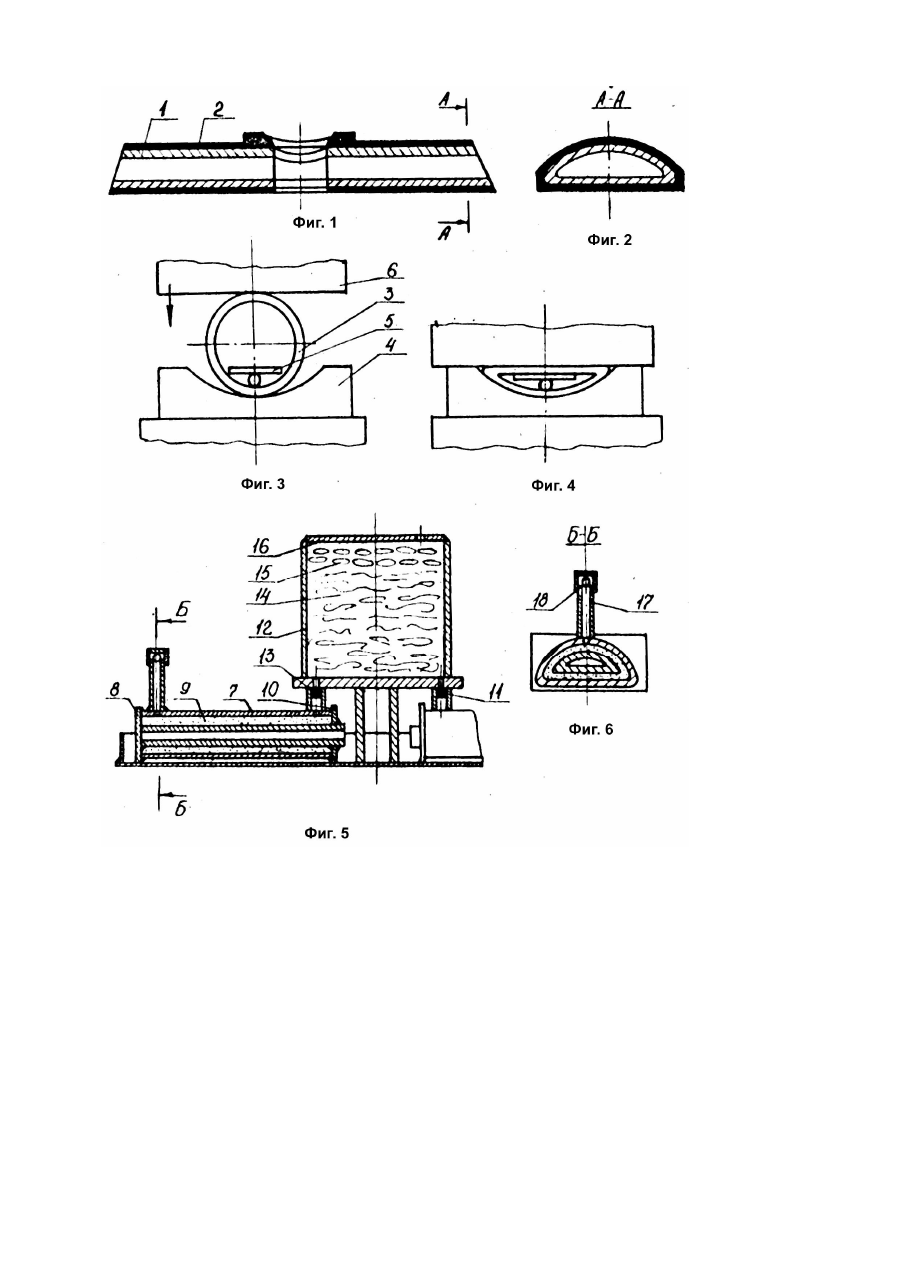
Изобретение относится к области машиностроения, а именно к изготовлению вкладышей шарниров скольжения универсальных шпинделей, и может быть использовано в различных отраслях промышленности, например, для изготовления вкладышей шарниров скольжения универсальных шпинделей рабочих клетей прокатных станов. Известен способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя, выбранный авторами в качестве прототипа, при котором вкладыш отливают из стали марки 35Л, подвергают его механической обработке и на трущиеся поверхности электрической дугой направляют слой бронзы, в центральное отверстие запрессовывают выточенную бронзовую втулку. Причиной, препятствующей достижению требуемого технического результата, прототипом является высокая жесткость стального вкладыша по сравнению с бронзовым, что в условиях динамических нагрузок, характеристик для работы шпиндельных соединений привода валков, приводит к быстрому выходу из строя головки шпинделя. Кроме этого при электродуговой наплавке, за счет перехода железа из основного металла в наплавленный слой, значительно снижаются его антифрикционные свойства, что также приводит к ускоренному выходу из строя шпинделя и вкладыша. В основу изобретения положена задача разработать способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя, в котором изготовление сердцевины вкладыша путем формовки ее из стальной трубы в полый стержень, имеющий замкнутый профиль, подобный профилю вкладыша, обеспечило бы его гибкость и прочность, а наплавка осуществляется в герметичной форме антифрикционным самосмазывающимся материалом, который позволит вкладышу работать в условиях ограниченной смазки, повысить срок службы шпинделей и вкладышей, а также сократить расход сплавов на основе меди на их изготовление. Поставленная техническая задача достигается тем. что в известном способа изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя, включающем изготовление сплошной стальной сердцевины и наплавку на трущиеся поверхности слоя антифрикционного сплава на основе меди, согласно изобретению, сердцевину вкладыша изготавливают путем сдавливания стальной трубчатой заготовки, нагретой до 700 - 1300°C в матрице через шаблон-прокладку, а наплавку осуществляют в герметичной стальной форме, при этом зазор между формой и сердцевиной заполняют смесью стальной графитизированной дроби с графитом кристаллическими флюсами и пропитывают ее сплавом на основе меди из плавильного сосуда, соединенного с формой и нагреваемых в термической печи до расплавления сплава на основе меди. Общими дли известного и предложенного способа изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя являются следующие существенные признаки: применение стальной сердцевины и наплавки на трущиеся поверхности антифрикционного слоя. Отличительными существенными признаками предложенного способа изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя от прототипа являются: сердцевину вкладыша изготавливают путем cдавливания стальной трубчатой заготовки нагретой до 700 - 1300°C в матрице через шаблонпрокладку; наплавку осуществляют в герметичной стальной форме, наплавляемый слой создают путем заполнения зазора между формой и сердцевиной смесью стальной графитизированной дроби с графитом кристаллическим и флюсами и пропитывают ее сплавом на основе меди из плавильного сосуда, соединенного с формой и нагреваемых в термической печи до расплавления сплава на основе меди. Наличие этих признаков позволяет классифицировать изобретение, как соответствующее критерию "новизна". В других известных аналогичных технических решениях не обнаружены отличительные признаки, характеризующие заявляемое изобретение. На основании проведенного анализа можно сделать вывод, что заявляемый способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя обладает существенными отличительными признаками в сравнении с аналогичными техническими решениями, а указанная совокупность существенных признаков обеспечит возможность изготовления биметаллических вкладышей шарниров скольжения универсальных шпинделей, обладающих высокой прочностью, гибкостью, низким коэффициентом трения и способных работать в условиях ограниченной смазки, что обеспечит повышение срока службы вкладышей и шпинделей и значительно сократит расход сплавов на основе меди на их изготовление. Изготовление сердцевины путем сдавливания стальной трубчатой заготовки, нагретой до 700 1300°C в матрице через шаблон-прокладку обеспечивает получение полого стержня, имеющего замкнутый профиль, состоящий из призматической пластинки и цилиндрической панели, которая выполняет роль упругого элемента, придающего вкладышу высокую гибкость и, следовательно, способность амортизировать действие ударной нагрузки. Получение полого стержня без дефектов и имеющего симметричный замкнутый профиль, соответствующий профилю вкладыша обеспечивается при формовке нагревом стальной трубчатой заготовки в указанных пределах. Результаты проведенных испытаний способа приведены в таблице. При этом при нагреве выше 1300°C структура металла трубчатой заготовки из-за перегрева становится хрупкой, что ведет к возникновению трещин, а при нагреве ниже 700°C трещины возникают из-за недостаточной пластичности металла трубчатой заготовки. Наплавку осуществляют в стальной герметичной форме с целью получения высокой прочности соединения наплавленного слоя с основным металлом без механической обработки и создания минимальных припусков на механическую обработку. Создание наплавленного слоя путем заполнения зазора между формой и сердцевиной смесью стальной графитизированной дроби с графитом кристаллическим и флюсом и пропитки ее сплавом на основе меди из плавильного сосуда, соединенного с формой и нагреваемых в термической печи до расплавления сплава на основе меди обеспечивает получение антифрикционного композиционного сплава, имеющего низкий коэффициент трения, высокую износостойкость и способность работать в условиях ограниченной смазки. Кроме этого, сокращается расход сплава на основе меди на изготовление. Таким образом, налицо причинноследственные связи между совокупностью существенных признаков предложенного способа изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя и техническим результатом, который можно получить при использовании изобретения в различных отраслях промышленности при изготовлении вкладышей шарниров скольжения универсальных шпинделей. Предложенный способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя, например, рабочей клети 580 сортопрокатного стана 600мм, изображенного на фиг.1, 2 - продольный и поперечный разрезы вкладыша, осуществляется выполнением операций изготовления сердцевины вкладыша путем сдавливания стальной трубчатой заготовки, изображенной на фиг.3, 4 - начальное и сдавленное положение трубчатой заготовки между бойком молота и матрицей, и операции печной наплавки вкладыша антифрикционным сплавом, изображенной на фиг.5, 6 - общий вид устройства для наплавки двух вкладышей и поперечный разрез заготовки вкладыша в месте установки трубки с шариковым клапаном. Биметаллический вкладыш содержит стальную сердцевину 1 и слой антифрикционного композиционного материала 2. Сердцевина выполнена в виде полого стержня, имеющего замкнутый профиль, состоящий из призматической пластинки и цилиндрический панели. Способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя осуществляется следующим образом. Из трубчатой заготовки 3 (фиг.2) изготовили стержень, нагрев заготовку до 1150°C и сдавив ее в матрицу 4 через шаблон-прокладку 5 бойком 6 молота. Затем таким же способом изготовили форму 7 фиг.3 из трубчатой заготовки В цилиндрической стенке формы просверлили отверстие и Перед сборкой стержня и формой к его торцу и торцу формы приварили плотным швом фланец 8. Зазор между стержнем и формой заполнили смесью 9 стальной графитизированной дроби с графитом кристаллическим и флюсом, например, плавленной бурой. После этого зазор загерметизировали фланцем 10 и форму соединили трубкой 11 с плавильным сосудом 12. При этом трубку 11 заглушили плавкой пробкой 13 из бронзы. Правильный сосуд заполнили шихтой 14, состоящей из стружки и лома бронзы марки Бр А9Ж4, сверху засыпали слоем древесного угля 15 и закрыли стальной крышкой 16 с отверстием которую сварили с плавильным сосудом. Над отверстием в форме установили трубку 17 с шариковым клапаном 18. Собранную заготовку с плавильным сосудом поместили в термическую печь и нагрели до 1150°C. При этом до 900°C за счет избыточного давления из плавильного сосуда через отверстие в крышке выходил газ и сгорал в атмосфере печи, После 900°C в сосуд поступал газ атмосферы печи, который обогащался углеродом древесного угля, приобретая при этом восстановительные свойства, что исключало окисление бронзы. Поступление газа из атмосферы печи в наплавочную полость исключается за счет шарикового клапана, запирающего отверстие в трубке 17 при понижении давления в наплавочной полости ниже атмосферного. Это обеспечивает в совокупности с действием флюса хорошую смачиваемость поверхности стержня и стальной графитизированной дроби бронзой Бр А9Ж4 и получение прочного соединения. При 1100 - 1150°C плавкая пробка, запирающая отверстие в трубке 1, расплавляется и бронза под действием атмосферного давления и силы тяжести перетекает из плавильного сосуда в наплавочную полость. После охлаждения заготовки отсоединили от плавильного сосуда и подвергли механической обработке. Соединение бронзы со стальной поверхностью и с наполнителем было хорошее. Срок службы таких биметаллических вкладышей шарниров скольжений универсальных шпинделей, установленных в шпиндельном соединении привода валков рабочих клетей 580 стана 600 вместо цельнобронзовых повысился в 3 - 4 раза и составил более 4 месяцев при сохранении поверхности зева шпинделя без износа. Предложенный способ изготовления биметаллических вкладышей шарнира скольжения универсального шпинделя обеспечивает их высокую прочность, гибкость и износостойкость и повышает срок службы вкладышей и шпинделей. Обеспечивает экономию цветных металлов и экологически чистый процесс их наплавки по сердцевину вкладыша.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing bimetallic insert of hinge of slip of universal spindle
Автори англійськоюTrakshynskyi Roman Borysovych, Skorokhod Mykola Mykhailovych, Trakshynskyi Borys Romanovych, Soloviov Volodymyr Andriiovych, Trakshynskyi Yakiv Romanovych
Назва патенту російськоюСпособ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя
Автори російськоюТракшинский Роман Борисович, Скороход Николай Михайлович, Тракшинский Борис Романович, Соловьев Владимир Андреевич, Тракшинский Яков Романович
МПК / Мітки
МПК: B22D 19/08, B23K 20/00
Мітки: шарніра, шпинделя, біметалевого, універсального, виготовлення, спосіб, вкладиша, ковзання
Код посилання
<a href="https://ua.patents.su/3-15826-sposib-vigotovlennya-bimetalevogo-vkladisha-sharnira-kovzannya-universalnogo-shpindelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевого вкладиша шарніра ковзання універсального шпинделя</a>
Шарнір універсального шпинделя
Номер патенту: 14002
Опубліковано: 25.04.1997
Автори: Алексєєнко Георгій Якович, Деміна Вікторія Василівна, Свирський Йосип Борухович, Доценко Георгій Степанович, Потапов Микола Михайлович, Томашев Леонід Олександрович
МПК: B21B 35/14
Мітки: шарнір, шпинделя, універсального
Формула / Реферат:
1. Шарнир универсального шпинделя, включающий лопасть, охватывающую ее вилку, размещенные между лопастью и вилкой вкладыши с криволинейной и плоской опорными поверхностями, палец и установленный на нем камень с выпуклой наружной поверхностью, контактирующий с лопастью, отличающийся тем, что, с целью повышения несущей способности и надежности шарнира путем устранения его статической неопределимости, каждый вкладыш шарнира выполнен в виде...
Шарнірна головка універсального шпинделя

Номер патенту: 14010
Опубліковано: 25.04.1997
Автори: Остроумов Євген Валер'янович, Богданов Анатолій Миколайович, Алексєєнко Георгій Якович, Сорокін Олександр Михайлович, Урін Юрій Леонідович
МПК: B21B 35/14
Мітки: шпинделя, універсального, шарнірна, головка
Шарнір універсального шпинделя

Номер патенту: 14013
Опубліковано: 25.04.1997
Автори: Роземблюм Ілля Ірмович, Алексєєнко Георгій Якович, Богінський Федір Антонович, Урчукін Віктор Григорович, Шевцов Віталій Тимофійович
МПК: B21B 35/14
Мітки: шпинделя, шарнір, універсального
Формула / Реферат:
1. Шарнир универсального шпинделя, содержащий головку и обойму с перегородкой и пазами, тела качения в виде роликов, расположенные в этих пазах, хвостовую часть с планками для крепления лопаткообразного хвостовика, из которых по меньшей мере одна выполнена клиновой, пружину, взаимодействующую с головкой и перегородкой обоймы, и крышку обоймы, отличающийся тем, что, с целью повышения надежности и долговечности шарнира за счет изменения...
Шарнір універсального шпинделя
Номер патенту: 14001
Опубліковано: 25.04.1997
Автори: Комаров Олександр Миколайович, Урін Юрій Леонідович, Алексєєнко Георгій Якович, Славкін Геннадій Михайлович
МПК: B21B 35/14
Мітки: універсального, шарнір, шпинделя
Формула / Реферат:
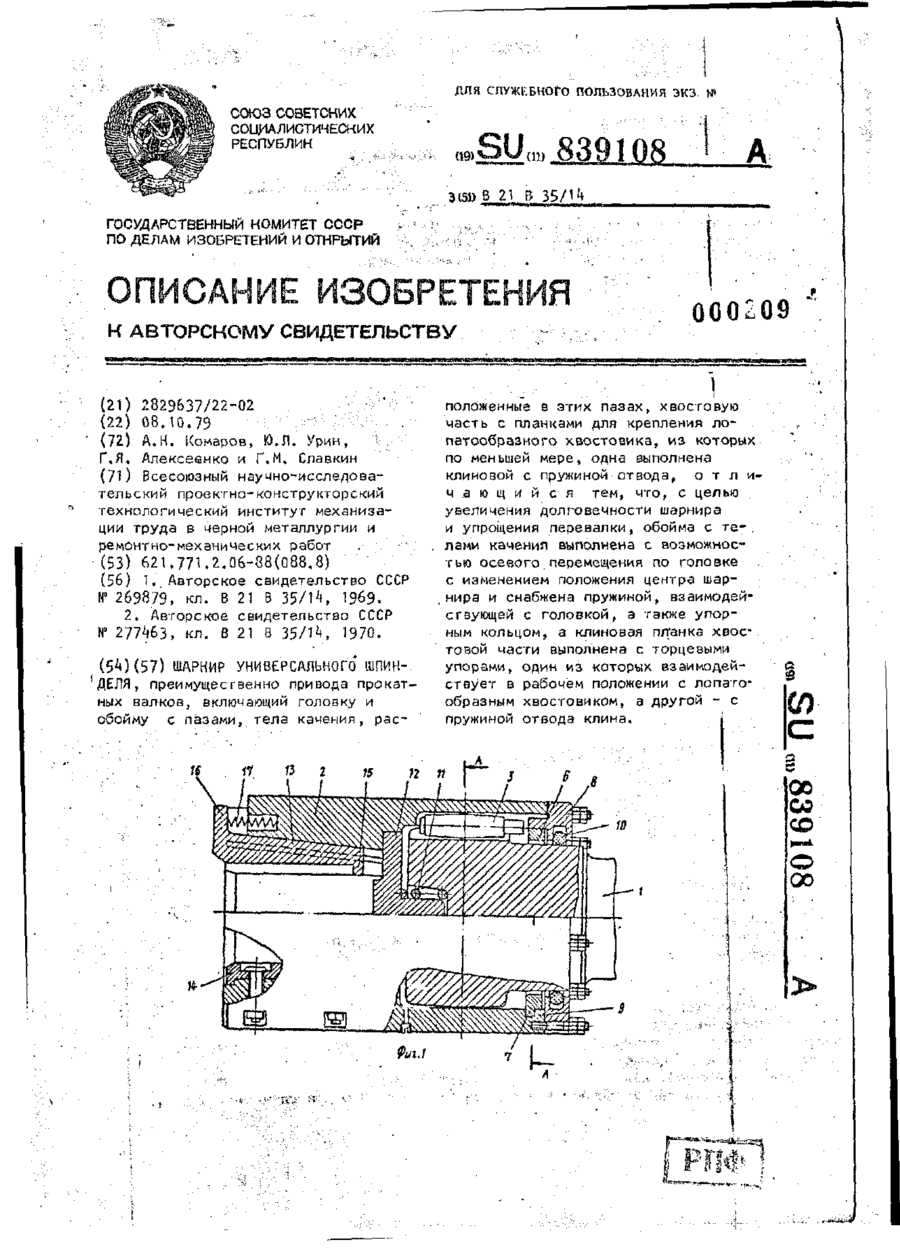
Шарнир универсального шпинделя, преимущественно привода прокатных валков, включающий головку и обойму, с пазами, тела качения, расположенные в этих пазах, хвостовую часть с планками для крепления лопатообразного хвостовика, из которых по меньшей мере, одна выполнена клиновой с пружиной отвода, отличающийся тем, что, с целью увеличения долговечности шарнира и упрощения перевалки, обойма с телами качения выполнена с возможностью осевого...
Шарнір універсального шпинделя
Номер патенту: 14025
Опубліковано: 25.04.1997
Автори: Богданов Анатолій Миколайович, Алексєєнко Георгій Якович
МПК: B21B 35/14
Мітки: шпинделя, універсального, шарнір
Формула / Реферат:
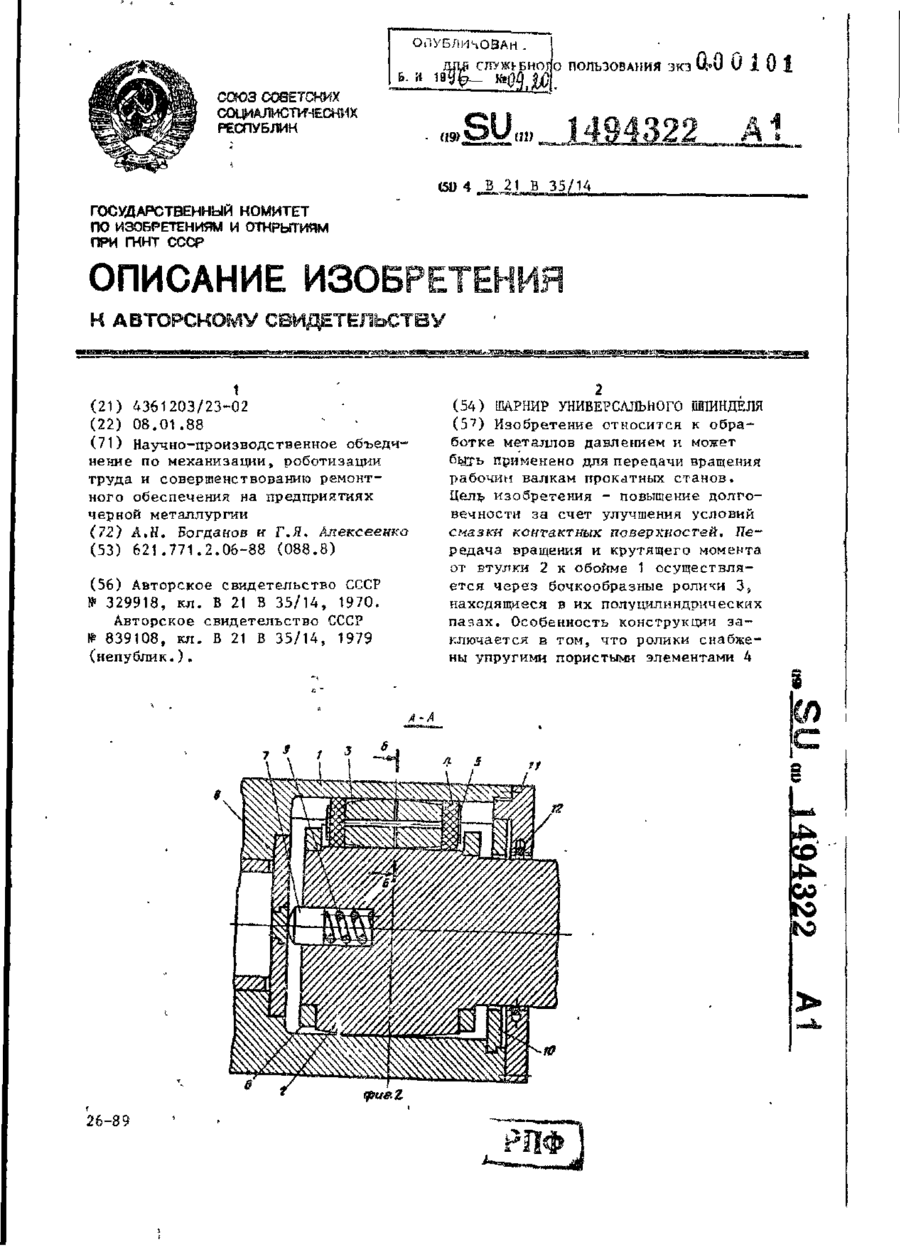
1. Шарнир универсального шпинделя, содержащий втулку и обойму с полуцилиндрическими пазами и размещенными в них бочкообразными роликами и смазочным материалом, отличающийся тем, что, с целью повышения долговечности за счет улучшения условий смазки контактных поверхностей, каждый ролик снабжен средствами передачи смазки, выполненными в виде упругого пористого элемента, предпочтительно из губчатой резины, и маслонепроницаемой накладки,...
Попередній патент: Лікувально-косметичний засіб “пелос”
Наступний патент: Таль
Випадковий патент: Лікувально-профілактичний сироп "веснянка"