Спосіб нанесення покриттів залізом та його сплавами
Номер патенту: 16429
Опубліковано: 15.08.2006
Автори: Ведь Марина Віталіївна, Сахненко Микола Дмитрович, Бурік Олександр Валерійович, Александров Юрій Леонідович
Формула / Реферат
1. Спосіб нанесення покриттів залізом та його сплавами електролітичним осадженням з водних розчинів електролітів на основі солей заліза (II) змінним асиметричним струмом, який відрізняється тим, що на початку процесу знижують анодну густину струму зі швидкістю 5 А/дм2![]() хв до встановлення відношення катодної густини струму до анодної 6...8, при цих параметрах здійснюють нанесення покриття до появи дендритів, після чого підвищують анодну густину струму зі швидкістю 1-20 А/дм2
хв до встановлення відношення катодної густини струму до анодної 6...8, при цих параметрах здійснюють нанесення покриття до появи дендритів, після чого підвищують анодну густину струму зі швидкістю 1-20 А/дм2![]() год до завершення процесу нанесення покриття.
год до завершення процесу нанесення покриття.
2. Спосіб за п. 1, який відрізняється тим, що перед анодною обробкою в розчині кислоти поверхню деталі травлять змінним асиметричним струмом в електроліті нанесення покриттів залізом та його сплавами при середній густині струму 5-10 А/дм2 при відношенні анодної густини струму до катодної 10:1, температурі 20-35°С впродовж 5-10 хвилин.
3. Спосіб за п. 1, який відрізняється тим, що перед нанесенням покриттів поверхню деталі травлять змінним асиметричним струмом в розчині сульфатної кислоти при середній густині струму 30-60 А/дм2 з відношенням анодної густини струму до катодної 10:1, температурі 15-25°С впродовж 2 хвилин.
4. Спосіб за п. 1, який відрізняється тим, що перед нанесенням покриттів поверхню деталі травлять змінним асиметричним струмом в розчині фосфатної кислоти при середній густині струму 30-60 А/дм2 з відношенням анодної густини струму до катодної 10:1, температурі 15-25°С впродовж 2 хвилин.
Текст
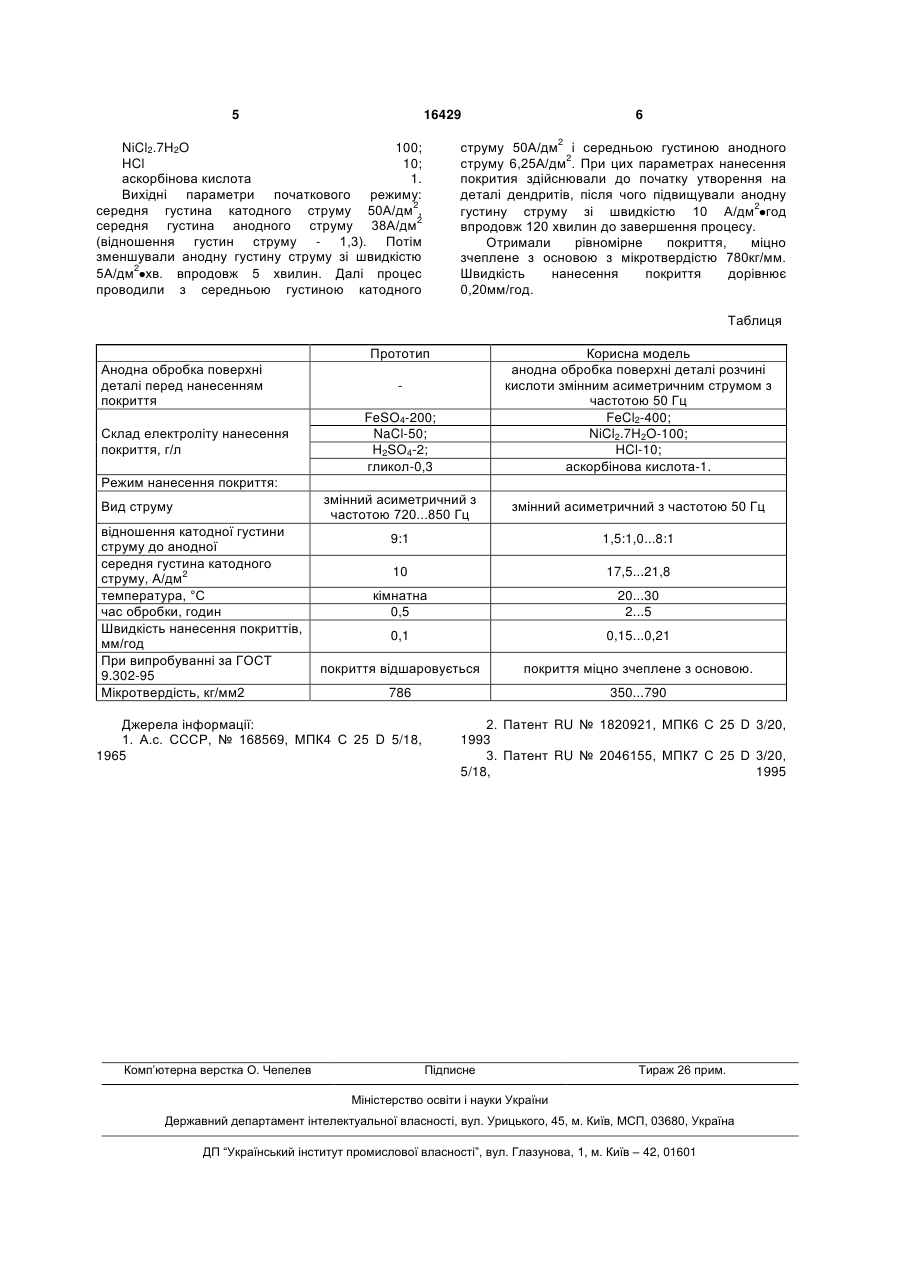
1. Спосіб нанесення покриттів залізом та його сплавами електролітичним осадженням з водних розчинів електролітів на основі солей заліза (II) змінним асиметричним струмом, який відрізняється тим, що на початку процесу знижують анодну густину струму зі швидкістю 5 А/дм2 хв до встановлення відношення катодної густини струму до анодної 6...8, при цих параметрах здійснюють нанесення покриття до появи дендритів, після чого підвищують анодну густину струму зі швидкістю 1-20 А/дм2 год до завершення процесу нанесення покриття. U 2 (19) 1 3 гликол-0,3 змінним струмом частотою 720-850 Гц при кімнатній температурі, густині струму 10 А/дм2 при відношенні катодної густини струму до анодної 9:1 протягом 30 хв. Недоліками цього способу є недостатньо високі швидкість нанесення покриття і зчеплення покриття з основою, неможливість широкого варіювання мікротвердості покриття та складне технологічне обладнання, необхідне для ведення процесу. При всій різноманітності відомих способів залізнення жоден з них, включаючи й прототип, не забезпечує високої швидкості нанесення покриттів, необхідної мікротвердості, високого зчеплення покриття з поверхнею деталі та простоти технологічного обладнання. В основу корисної моделі поставлено задачу отримати міцно зчеплене покриття залізом та його сплавами з мікротвердістю, що варіюється в широких межах, і зменшити дендритоутворення в процесі його нанесення. Поставлена задача досягається тим, що у відомому способі, обраному як прототип, нанесення покриттів проводили змінним струмом частотою 720-850Гц при густині струму 10А/дм2 при відношенні густини катодного струму до анодного 9:1. Згідно з винаходом для підвищення швидкості нанесення покриттів та зчеплення покриття з основою і зменшення дендритоутворення процес нанесення покриття включає осадження з електролітів на основі солей заліза (II) змінним асиметричним струмом, однак на відміну від прототипу, нанесення покриття проводили струмом частотою 50Гц. Після знежирення поверхню деталі травили змінним асиметричним струмом в електроліті нанесення покриттів залізом та його сплавами при густині струму 5-10А/дм2 і відношенні анодної густини струму до катодної 10:1, температурі 20-35°С впродовж 5 хвилин. Потім електрохімічно травили поверхню деталі в розчині сульфатної чи фосфатної кислот асиметричним струмом промислової частоти при кімнатній температурі, середній густині струму 3060 А/дм2 при відношенні анодної густини струму до катодної 10:1 протягом 2 хв. Така анодна обробка поверхні забезпечує міцне зчеплення покриття з основою. Потім зразок занурювали в гальванічну ванну з електролітом, що містить, г/л: FeCl2 400; NiCl2.7H2O 100; HCl 10; аскорбінова кислота 1. На початку процесу катодна складова асиметричного змінного струму залишалась незмінною, а анодна - зменшувалась за амплітудою. Вихідні параметри режиму: середня густина катодного струму 40-50А/дм2, середня густина анодного струму 31-38А/дм2 (відношення катодної густини струму до анодної - 1,3). Потім зменшували анодну густину струму зі швидкістю 5А/дм2 хв. впродовж 5 хвилин. Далі процес проводили з середньою густиною катодного струму 40-50А/дм2 і середньою густиною анодного струму 5-6,25А/дм2 (відношення катодної густини 16429 4 струму до анодної - 8). При цих параметрах нанесення покриття здійснювали до початку утворення на деталі дендритів після чого підвищували анодну густину струму зі швидкістю 2 1-20А/дм год. до закінчення процесу. Рівномірне підвищення анодної густини струму зменшує дендритоутворення. Приклад 1 Для нанесення покриття сплавом залізо нікель використовували зразки, виготовлені зі сталі Ст.40 розміром 20х50 мм. Після знежирення поверхню деталі обробляли змінним асиметричним струмом в електроліті нанесення покриттів залізом та його сплавами при густині струму 10А/дм2 при відношенні анодної густини струму до катодної 10:1, температурі 20°С впродовж 5 хвилин. Потім проводили електрохімічне травлення поверхні деталі в розчині 40%-ної сульфатної кислоти асиметричним струмом промислової частоти при кімнатній температурі, середній густині струму 40А/дм2 при відношенні анодної густини струму до катодної 10:1, протягом 2 хв. Потім зразок занурювали в гальванічну ванну з електролітом, що містить, г/л: FeCl2 400; NiCl2.7H2O 100; HCl 10; аскорбінова кислота 1. Вихідні параметри режиму: середня густина катодного струму 40А/дм2, середня густина 2 анодного струму 31 А/дм (відношення густин струму - 1,3). Потім зменшували анодну густину струму зі швидкістю 5 А/дм2 хв. впродовж 5 хвилин. Далі процес проводили з середньою густиною катодного струму 40А/дм2 і середньою густиною анодного струму 5А/дм2. При цих параметрах нанесення покриття здійснювали до початку утворення на деталі дендритів, після чого підвищували анодну густину струму зі швидкістю 20А/дм2 год впродовж 60 хвилин до завершення процесу. Отримали рівномірне покриття, міцно зчеплене з основою з мікротвердістю 380 кг/мм. Швидкість нанесення покриття дорівнює 0,15мм/год. Приклад 2 Для нанесення покриття сплавом залізо нікель використовували зразки, виготовлені зі сталі Ст.40 розміром 20х50 мм. Після знежирення поверхню деталі обробляли змінним асиметричним струмом в електроліті нанесення покриттів залізом та його сплавами при густині струму 5А/дм2 при відношенні анодної густини струму до катодної 10:1, температурі 20°С впродовж 5 хвилин. Потім проводили електрохімічне травлення поверхні деталі в розчині 40%-ної фосфатної кислоти асиметричним струмом 50 Гц при кімнатній температурі, середній густині струму 40А/дм2 при відношенні анодної густини струму до катодної 10:1, протягом 2 хв. Потім зразок занурювали в гальванічну ванну з електролітом, що містить, г/л FeCl2 400; 5 16429 6 струму 50А/дм2 і середньою густиною анодного струму 6,25А/дм2. При цих параметрах нанесення покрития здійснювали до початку утворення на деталі дендритів, після чого підвищували анодну 2 густину струму зі швидкістю 10 А/дм год впродовж 120 хвилин до завершення процесу. Отримали рівномірне покриття, міцно зчеплене з основою з мікротвердістю 780кг/мм. Швидкість нанесення покриття дорівнює 0,20мм/год. NiCl2.7H2O 100; HCl 10; аскорбінова кислота 1. Вихідні параметри початкового режиму: 2 середня густина катодного струму 50А/дм , середня густина анодного струму 38А/дм2 (відношення густин струму - 1,3). Потім зменшували анодну густину струму зі швидкістю 5А/дм2 хв. впродовж 5 хвилин. Далі процес проводили з середньою густиною катодного Таблиця Прототип Анодна обробка поверхні деталі перед нанесенням покриття Склад електроліту нанесення покриття, г/л Корисна модель анодна обробка поверхні деталі розчині кислоти змінним асиметричним струмом з частотою 50 Гц FeCl2-400; NiCl2.7H2O-100; HCl-10; аскорбінова кислота-1. FeSO4-200; NaCl-50; H2SO4-2; гликол-0,3 Режим нанесення покриття: змінний асиметричний з частотою 720...850 Гц Вид струму відношення катодної густини струму до анодної середня густина катодного струму, А/дм2 температура, °С час обробки, годин Швидкість нанесення покриттів, мм/год При випробуванні за ГОСТ 9.302-95 Мікротвердість, кг/мм2 змінний асиметричний з частотою 50 Гц 9:1 1,5:1,0...8:1 10 17,5...21,8 кімнатна 0,5 20...30 2...5 0,1 0,15...0,21 покриття відшаровується покриття міцно зчеплене з основою. 786 350...790 Джерела інформації: 1. А.с. СССР, № 168569, МПК4 С 25 D 5/18, 1965 Комп’ютерна верстка О. Чепелев 2. Патент RU № 1820921, МПК6 С 25 D 3/20, 1993 3. Патент RU № 2046155, МПК7 С 25 D 3/20, 5/18, 1995 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for application of coating of iron and alloys thereof
Автори англійськоюAleksandrov Yurii Leonidovych, Sakhnenko Mykola Dmytrovych, Ved Maryna Vitaliivna
Назва патенту російськоюСпособ нанесения покрытий железом и его сплавами
Автори російськоюАлександров Юрий Леонидович, Сахненко Николай Дмитриевич, Ведь Марина Витальевна
МПК / Мітки
Мітки: сплавами, нанесення, покриттів, залізом, спосіб
Код посилання
<a href="https://ua.patents.su/3-16429-sposib-nanesennya-pokrittiv-zalizom-ta-jjogo-splavami.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів залізом та його сплавами</a>
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Єрмолаєв Володимир Васильович, Ляшенко Борис Артемович
МПК: C23C 4/02
Мітки: дискретних, спосіб, нанесення, зносостійких, покриттів
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Спосіб електролітичного нанесення покриття діоксидом мангану на алюміній та його сплави
Номер патенту: 74104
Опубліковано: 17.10.2005
Автори: Ярошок Тамара Петрівна, Сахненко Микола Дмитрович, Ведь Марина Віталіївна, Богоявленська Олена Володимирівна
МПК: C25D 11/02, C25D 11/04
Мітки: спосіб, покриття, мангану, сплави, діоксидом, алюміній, електролітичного, нанесення
Формула / Реферат:
Спосіб електролітичного нанесення покриття діоксидом мангану на алюміній та його сплави, який відрізняється тим, що попередньо поверхню алюмінія та його сплавів збільшують анодною обробкою в імпульсному режимі, де тривалість імпульсу становить 5*10-3 - 5*10-4 с, тривалість паузи становить 1* 10-2 - 2*10-2 с, при густині струму 20-50 А/дм2 і температурі 40-50°С впродовж 15-25 хвилин при перемішуванні в електроліті, що містить натрій хлорид,...
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: C23C 14/00, C23C 16/00, B05C 13/00
Мітки: пристосування, установка, установці, пристрій, покриттів, модульного, деталі, спосіб, нанесення, використання, типу
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Спосіб нанесення антифрикційних покриттів
Номер патенту: 35859
Опубліковано: 16.04.2001
Автори: Черновол Михайло Іванович, Наливайко Володимир Миколайович, Шепеленко Ігор Віталійович, Черкун Віталій Володимирович, Щербина Андрій Михайлович, Солових Євген Костянтинович
МПК: C23C 20/00
Мітки: антифрикційних, покриттів, спосіб, нанесення
Формула / Реферат:
Спосіб нанесення антифрикційних покриттів, який полягає в їх нанесенні на циліндричні поверхні тертя, який відрізняється тим, що застосовують зворотнопоступальне переміщення інструмента паралельно осі деталі, що оброблюється.
Затискне пристосування поворотного типу для нанесення покриттів на аеродинамічні профілі та спосіб нанесення таких покриттів
Номер патенту: 60316
Опубліковано: 15.10.2003
Автори: Бернс Стівен М., Варселл Річард В.
МПК: C23C 14/50, B05C 11/08, C23C 14/22, B05C 13/00, B05D 1/02
Мітки: затискне, пристосування, профілі, аеродинамічні, нанесення, спосіб, таких, покриттів, поворотного, типу
Формула / Реферат:
1. Затискне пристосування для кріплення деталей, на які наносять покриття, що містить несучу конструкцію, пристрій для сполучення несучої конструкції з приводом, який обертає її навколо першої осі, і касету, яка встановлюється усередину несучої конструкції і в яку поміщається деталь, на яку наносять покриття, причому ця касета охоплює деталь зі всіх боків від її основи до її вершини і сполучена з несучою конструкцією таким чином, що вона може...
Попередній патент: Спосіб виробництва соусу для продуктів швидкого приготування
Наступний патент: Спосіб відкритої розробки родовищ корисних копалин
Випадковий патент: Альтернативне паливо і спосіб його приготування