Самотвердіюча суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 17135
Опубліковано: 15.09.2006
Автори: Підгорна Валентина Миколаївна, Волокита Володимир Якович, Денисов Олександр Володимирович, Клімкін Леонід Миколайович, Городчиков Вячеслав Миколайович
Формула / Реферат
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів, що містить вогнетривкий наповнювач, каталізатор і зв’язувальне у вигляді рідкого скла, яка відрізняється тим, що як вогнетривкий наповнювач застосовують ставролітовий концентрат, а як каталізатор використовують ацетат етиленгліколю при наступному співвідношенні компонентів, мас. %:
рідке скло
4,0-5,0
ацетат етиленгліколю
0,40-0,50
ставролітовий концентрат
решта.
Текст
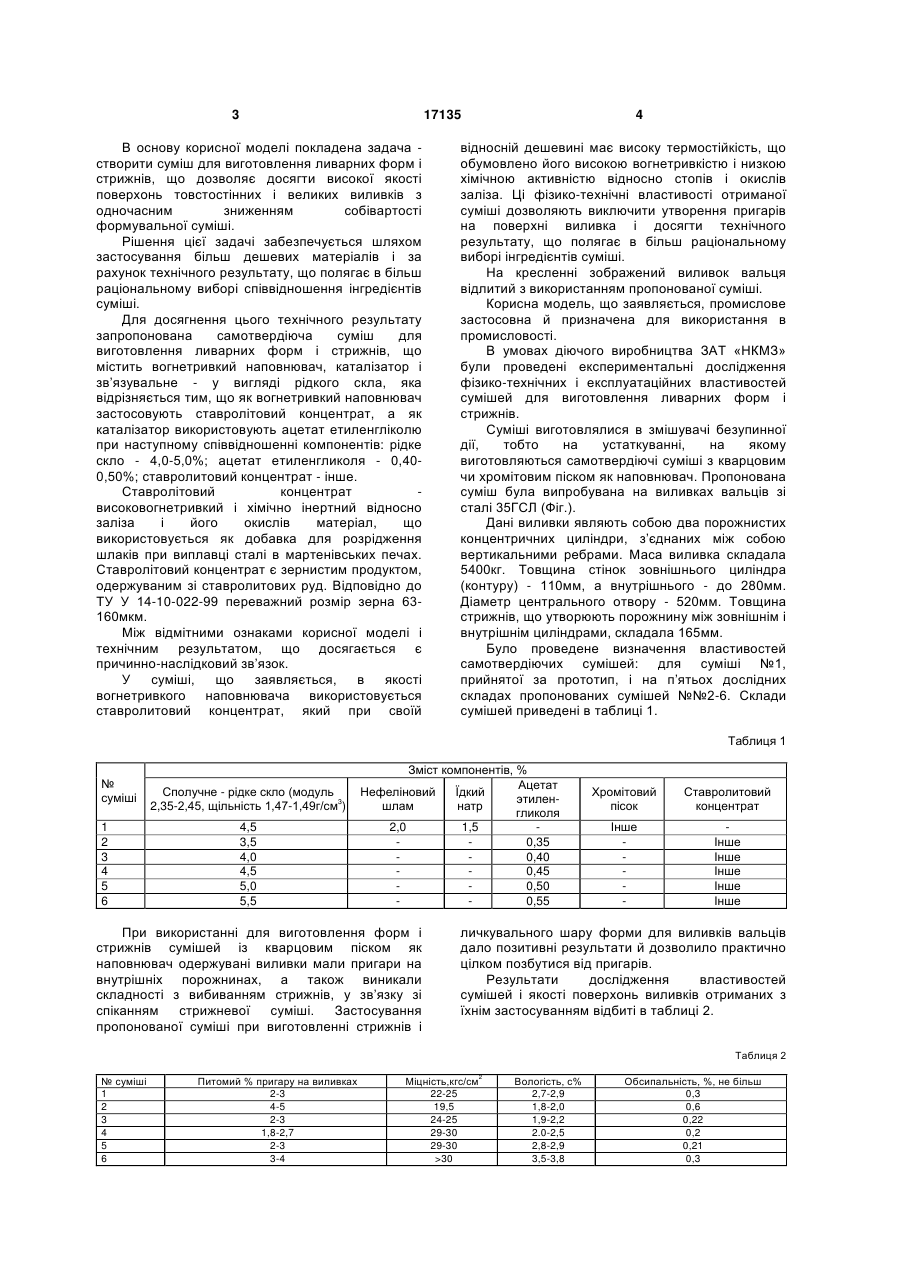
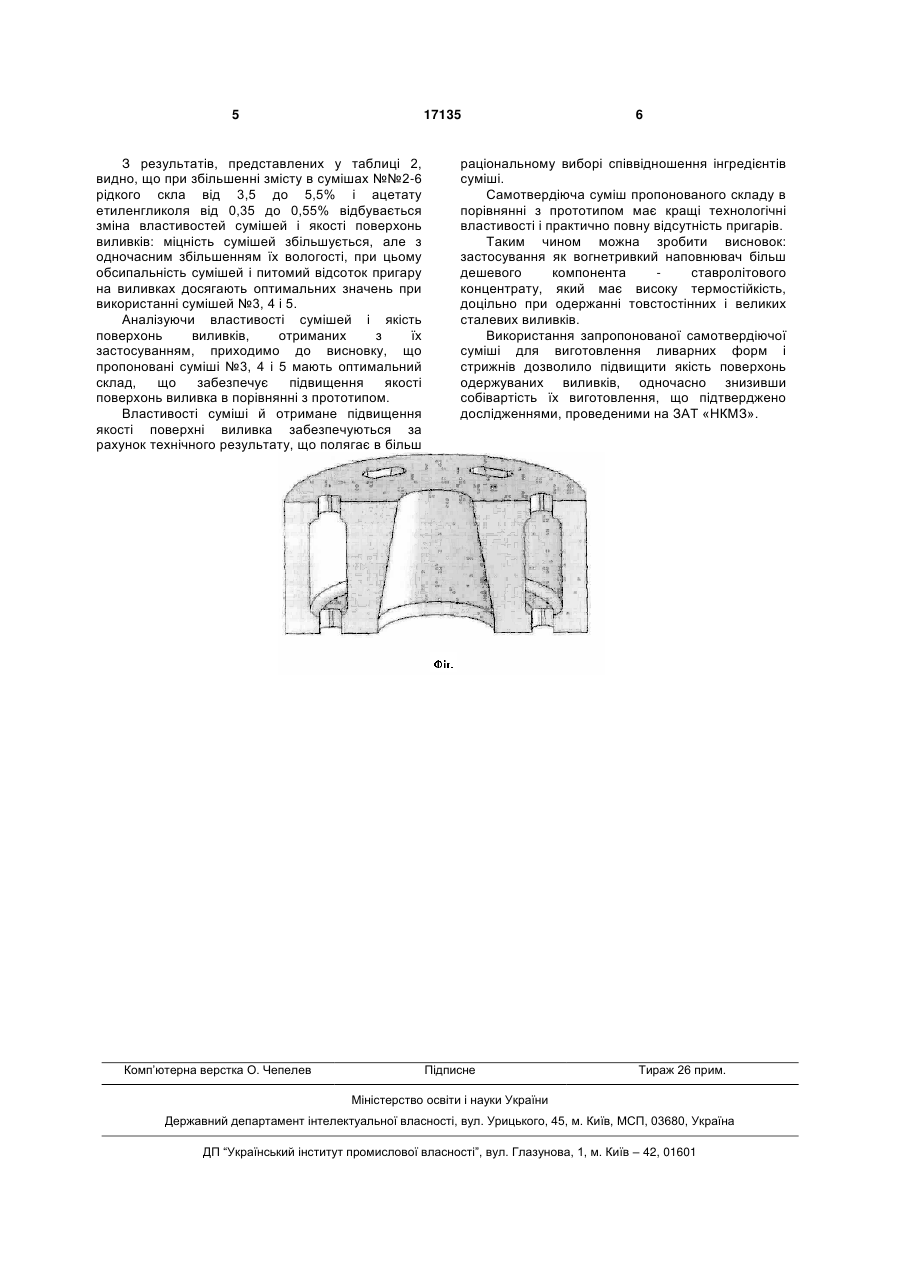
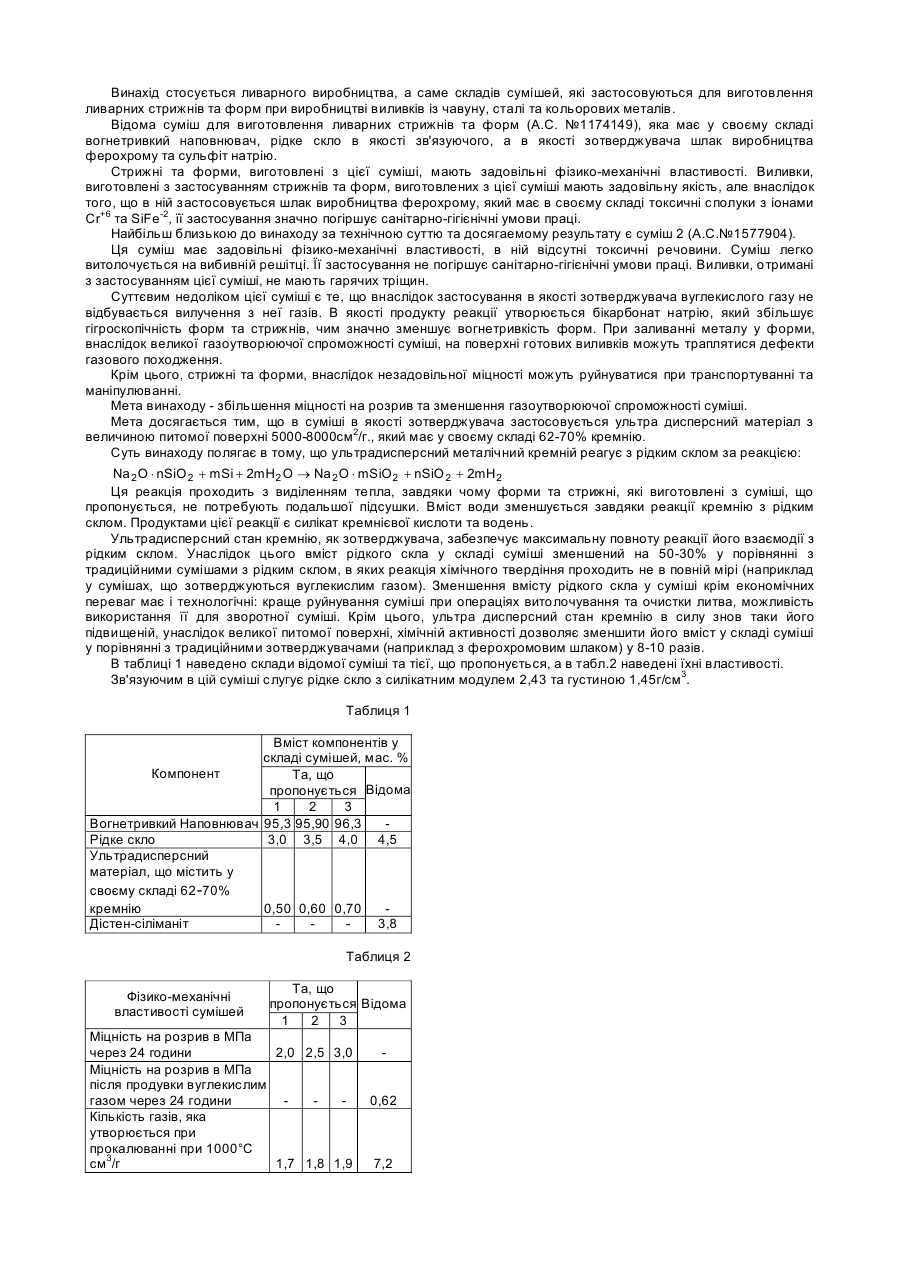
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів, що містить 3 17135 В основу корисної моделі покладена задача створити суміш для виготовлення ливарних форм і стрижнів, що дозволяє досягти високої якості поверхонь товстостінних і великих виливків з одночасним зниженням собівартості формувальної суміші. Рішення цієї задачі забезпечується шляхом застосування більш дешевих матеріалів і за рахунок технічного результату, що полягає в більш раціональному виборі співвідношення інгредієнтів суміші. Для досягнення цього технічного результату запропонована самотвердіюча суміш для виготовлення ливарних форм і стрижнів, що містить вогнетривкий наповнювач, каталізатор і зв’язувальне - у вигляді рідкого скла, яка відрізняється тим, що як вогнетривкий наповнювач застосовують ставролітовий концентрат, а як каталізатор використовують ацетат етиленгліколю при наступному співвідношенні компонентів: рідке скло - 4,0-5,0%; ацетат етиленгликоля - 0,400,50%; ставролитовий концентрат - інше. Ставролітовий концентрат високовогнетривкий і хімічно інертний відносно заліза і його окислів матеріал, що використовується як добавка для розрідження шлаків при виплавці сталі в мартенівських печах. Ставролітовий концентрат є зернистим продуктом, одержуваним зі ставролитових руд. Відповідно до ТУ У 14-10-022-99 переважний розмір зерна 63160мкм. Між відмітними ознаками корисної моделі і технічним результатом, що досягається є причинно-наслідковий зв’язок. У суміші, що заявляється, в якості вогнетривкого наповнювача використовується ставролитовий концентрат, який при своїй 4 відносній дешевині має високу термостійкість, що обумовлено його високою вогнетривкістю і низкою хімічною активністю відносно стопів і окислів заліза. Ці фізико-технічні властивості отриманої суміші дозволяють виключити утворення пригарів на поверхні виливка і досягти технічного результату, що полягає в більш раціональному виборі інгредієнтів суміші. На кресленні зображений виливок вальця відлитий з використанням пропонованої суміші. Корисна модель, що заявляється, промислове застосовна й призначена для використання в промисловості. В умовах діючого виробництва ЗАТ «НКМЗ» були проведені експериментальні дослідження фізико-технічних і експлуатаційних властивостей сумішей для виготовлення ливарних форм і стрижнів. Суміші виготовлялися в змішувачі безупинної дії, тобто на устаткуванні, на якому виготовляються самотвердіючі суміші з кварцовим чи хромітовим піском як наповнювач. Пропонована суміш була випробувана на виливках вальців зі сталі 35ГСЛ (Фіг.). Дані виливки являють собою два порожнистих концентричних циліндри, з’єднаних між собою вертикальними ребрами. Маса виливка складала 5400кг. Товщина стінок зовнішнього циліндра (контуру) - 110мм, а внутрішнього - до 280мм. Діаметр центрального отвору - 520мм. Товщина стрижнів, що утворюють порожнину між зовнішнім і внутрішнім циліндрами, складала 165мм. Було проведене визначення властивостей самотвердіючих сумішей: для суміші №1, прийнятої за прототип, і на п’ятьох дослідних складах пропонованих сумішей №№2-6. Склади сумішей приведені в таблиці 1. Таблиця 1 № суміші 1 2 3 4 5 6 Сполучне - рідке скло (модуль 3 2,35-2,45, щільність 1,47-1,49г/см ) 4,5 3,5 4,0 4,5 5,0 5,5 Зміст компонентів, % Ацетат Їдкий этиленнатр гликоля 2,0 1,5 0,35 0,40 0,45 0,50 0,55 Нефеліновий шлам При використанні для виготовлення форм і стрижнів сумішей із кварцовим піском як наповнювач одержувані виливки мали пригари на внутрішніх порожнинах, а також виникали складності з вибиванням стрижнів, у зв’язку зі спіканням стрижневої суміші. Застосування пропонованої суміші при виготовленні стрижнів і Хромітовий пісок Ставролитовий концентрат Інше Інше Інше Інше Інше Інше личкувального шару форми для виливків вальців дало позитивні результати й дозволило практично цілком позбутися від пригарів. Результати дослідження властивостей сумішей і якості поверхонь виливків отриманих з їхнім застосуванням відбиті в таблиці 2. Таблиця 2 № суміші 1 2 3 4 5 6 Питомий % пригару на виливках 2-3 4-5 2-3 1,8-2,7 2-3 3-4 Міцність,кгс/см 22-25 19,5 24-25 29-30 29-30 >30 2 Вологість, с% 2,7-2,9 1,8-2,0 1,9-2,2 2.0-2,5 2,8-2,9 3,5-3,8 Обсипальність, %, не більш 0,3 0,6 0,22 0,2 0,21 0,3 5 17135 З результатів, представлених у таблиці 2, видно, що при збільшенні змісту в сумішах №№2-6 рідкого скла від 3,5 до 5,5% і ацетату етиленгликоля від 0,35 до 0,55% відбувається зміна властивостей сумішей і якості поверхонь виливків: міцність сумішей збільшується, але з одночасним збільшенням їх вологості, при цьому обсипальність сумішей і питомий відсоток пригару на виливках досягають оптимальних значень при використанні сумішей №3, 4 і 5. Аналізуючи властивості сумішей і якість поверхонь виливків, отриманих з їх застосуванням, приходимо до висновку, що пропоновані суміші №3, 4 і 5 мають оптимальний склад, що забезпечує підвищення якості поверхонь виливка в порівнянні з прототипом. Властивості суміші й отримане підвищення якості поверхні виливка забезпечуються за рахунок технічного результату, що полягає в більш Комп’ютерна верстка О. Чепелев 6 раціональному виборі співвідношення інгредієнтів суміші. Самотвердіюча суміш пропонованого складу в порівнянні з прототипом має кращі технологічні властивості і практично повну відсутність пригарів. Таким чином можна зробити висновок: застосування як вогнетривкий наповнювач більш дешевого компонента ставролітового концентрату, який має високу термостійкість, доцільно при одержанні товстостінних і великих сталевих виливків. Використання запропонованої самотвердіючої суміші для виготовлення ливарних форм і стрижнів дозволило підвищити якість поверхонь одержуваних виливків, одночасно знизивши собівартість їх виготовлення, що підтверджено дослідженнями, проведеними на ЗАТ «НКМЗ». Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSelf-harding mix for manufacture of foundry molds and cores
Автори англійськоюVolokyta Volodymyr Yakovych, Horodchykov Viacheslav Mykolaiovych
Назва патенту російськоюСамотвердеющая смесь для изготовления литейных форм и стержней
Автори російськоюВолокита Владимир Яковлевич, Городчиков Вячеслав Николаевич
МПК / Мітки
МПК: B22C 1/00
Мітки: самотвердіюча, суміш, стрижнів, форм, виготовлення, ливарних
Код посилання
<a href="https://ua.patents.su/3-17135-samotverdiyucha-sumish-dlya-vigotovlennya-livarnikh-form-i-strizhniv.html" target="_blank" rel="follow" title="База патентів України">Самотвердіюча суміш для виготовлення ливарних форм і стрижнів</a>
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 37590
Опубліковано: 15.05.2001
Автори: Шрамко Михайло Семенович, Сажнєв Володимир Миколайович, Лещенко Олександр Дмитрович, Кузовов Олексій Федорович, Варшавський Юрій Борисович, Косяк Анатолій Терентійович
Мітки: виготовлення, суміш, самотвердіюча, ливарних, стрижнів, рідка, форм
Формула / Реферат:
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм, що включає вогнетривкий наповнювач, затверджувач, рідке скло та аніонактивний піноутворювач, яка відрізняється тим, що як вогнетривкий наповнювач містить кварцовий пісок, як затверджувач містить у собі шлак доменного виробництва та клінкер, та як аніонактивний піноутворювач - ДС-РАС, при наступному співвідношенні компонентів, мас. %: кварцовий...
Самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 64125
Опубліковано: 16.02.2004
Автори: Восковець Вячеслав Григорович, Лещенко Олександр Дмитрович, Шрамко Михайло Семенович, Сажнєв Володимир Миколайович, Кузовов Олексій Федорович
МПК: B22C 1/00
Мітки: форм, стрижнів, суміш, ливарних, виготовлення, самотвердіюча
Формула / Реферат:
Самотвердіюча суміш для виготовлення стрижнів та форм, яка складається з вогнетривкого наповнювача, отверджувача, зв'язуючого, який відрізняється тим, що як отверджувач застосовується ультрадисперсний матеріал, що містить у собі 62-70 % кремнію при наступному співвідношенні компонентів, мас. %: вогнетривкий наповнювач 95,3-96,5 ультрадисперсний матеріал, що містить у собі 62-70 % кремнію ...
Холоднотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 33696
Опубліковано: 15.02.2001
Автори: Косяк Анатолій Терентійович, Варшавський Юрій Борисович, Лещенко Олександр Дмитрович, Кузовов Олексій Федорович, Шрамко Михайло Семенович, Сажнєв Володимир Миколайович
МПК: B22C 1/16
Мітки: холоднотвердіюча, суміш, ливарних, форм, виготовлення, стрижнів
Текст:
...оптимальні умови твердіння стрижнів та гарантує задовільні фізикомеханічні властивості суміші та гото вих ливарних стрижнів. Зменшення її нижче 0,20 мас. частин призводить до збільшення часу твердіння стрижнів. Завдяки цьому збільшується кількість браку. Збільшення ортофосфорної кислоти в складі холоднотвердіючої суміші більш ніж 0,60 мас ч. різко зменшує живучість суміші, що значно ускладнює технологію виготовлення стрижнів. В табл. 1...
Суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 41742
Опубліковано: 15.06.2004
Автори: Погребной Олег Вікторович, Кучеренко Володимир Олександрович
Мітки: форм, суміш, стрижнів, виготовлення, ливарних
Формула / Реферат:
1. Суміш для виготовлення ливарних форм і стрижнів на основі двоокису кремнію, що містить вогнестійку глину, їдкий натр, рідке скло та домішку, що містить вуглець, яка відрізняється тим, що як домішку суміш містить РАДОЛ - модифіковане гідроксидом натрію буре вугілля при наступному співвідношенні компонентів в мас.%: рідке скло 6,0 - 7,0 їдкий натр 0,6 - 1,0 ...
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків
Номер патенту: 13227
Опубліковано: 15.03.2006
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович, Самарай Роман Валерійович
МПК: B22C 9/00
Мітки: ливарних, діагностування, якості, виливків, спосіб, стрижнів, станом, форм, дефектним
Формула / Реферат:
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків, який включає попереднє створення гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної гіпотези, визначення у виливках наявних дефектів, який відрізняється тим, що створюють діагностичні гіпотези, визначені наявні дефекти виливків зіставляють з ознаками діагностичних гіпотез та за визначеними...