Лінія виготовлення фанери
Формула / Реферат
1. Лінія виготовлення фанери, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка відрізняється тим, що оснащена механізмами калібрування-ущільнення листів шпону, один із яких встановлений перед клейовими вальцями, другий - після конвеєра подачі листів шпону перед механізмом формування пакета шпону.
2. Лінія за п.1, яка відрізняється тим, що механізми калібрування-ущільнення виконані у вигляді кількох пар барабанів різного діаметра, встановлених один над одним на одній осі у вертикальній площині і відстань між барабанами регулюється залежно від необхідного ступеня ущільнення шпону.
Текст
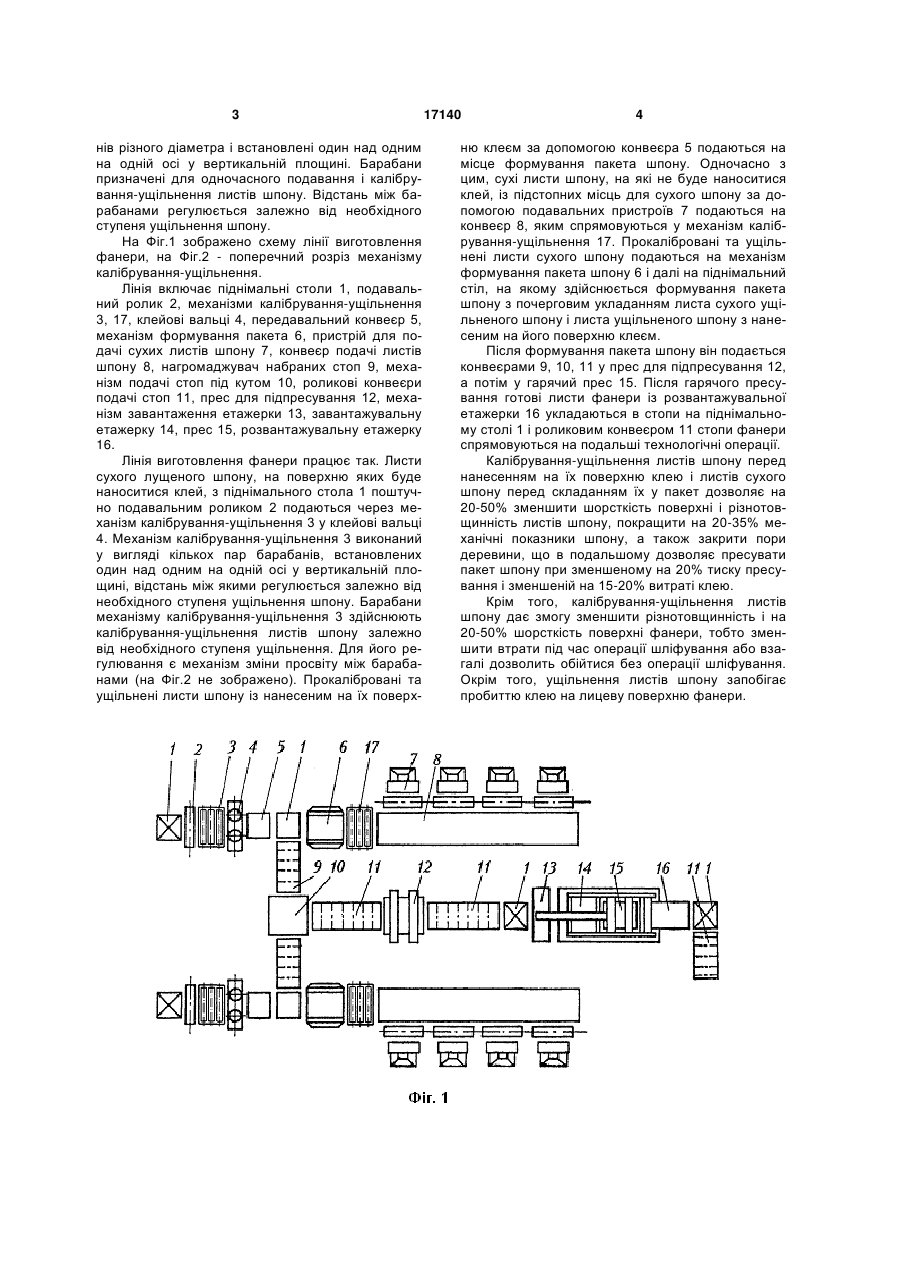
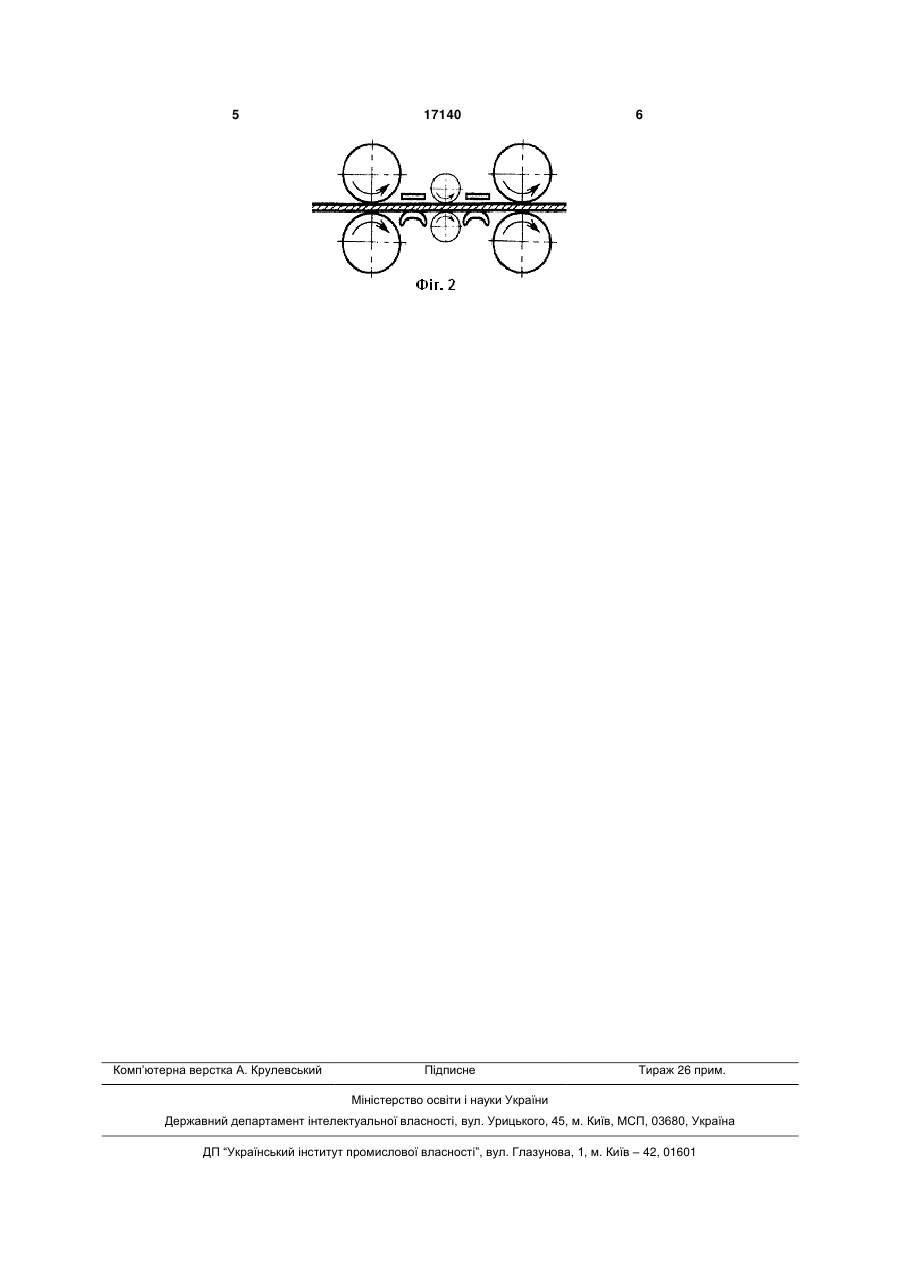
1. Лінія виготовлення фанери, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, 3 нів різного діаметра і встановлені один над одним на одній осі у вертикальній площині. Барабани призначені для одночасного подавання і калібрування-ущільнення листів шпону. Відстань між барабанами регулюється залежно від необхідного ступеня ущільнення шпону. На Фіг.1 зображено схему лінії виготовлення фанери, на Фіг.2 - поперечний розріз механізму калібрування-ущільнення. Лінія включає піднімальні столи 1, подавальний ролик 2, механізми калібрування-ущільнення 3, 17, клейові вальці 4, передавальний конвеєр 5, механізм формування пакета 6, пристрій для подачі сухих листів шпону 7, конвеєр подачі листів шпону 8, нагромаджувач набраних стоп 9, механізм подачі стоп під кутом 10, роликові конвеєри подачі стоп 11, прес для підпресування 12, механізм завантаження етажерки 13, завантажувальну етажерку 14, прес 15, розвантажувальну етажерку 16. Лінія виготовлення фанери працює так. Листи сухого лущеного шпону, на поверхню яких буде наноситися клей, з піднімального стола 1 поштучно подавальним роликом 2 подаються через механізм калібрування-ущільнення 3 у клейові вальці 4. Механізм калібрування-ущільнення 3 виконаний у вигляді кількох пар барабанів, встановлених один над одним на одній осі у вертикальній площині, відстань між якими регулюється залежно від необхідного ступеня ущільнення шпону. Барабани механізму калібрування-ущільнення 3 здійснюють калібрування-ущільнення листів шпону залежно від необхідного ступеня ущільнення. Для його регулювання є механізм зміни просвіту між барабанами (на Фіг.2 не зображено). Прокалібровані та ущільнені листи шпону із нанесеним на їх поверх 17140 4 ню клеєм за допомогою конвеєра 5 подаються на місце формування пакета шпону. Одночасно з цим, сухі листи шпону, на які не буде наноситися клей, із підстопних місць для сухого шпону за допомогою подавальних пристроїв 7 подаються на конвеєр 8, яким спрямовуються у механізм калібрування-ущільнення 17. Прокалібровані та ущільнені листи сухого шпону подаються на механізм формування пакета шпону 6 і далі на піднімальний стіл, на якому здійснюється формування пакета шпону з почерговим укладанням листа сухого ущільненого шпону і листа ущільненого шпону з нанесеним на його поверхню клеєм. Після формування пакета шпону він подається конвеєрами 9, 10, 11 у прес для підпресування 12, а потім у гарячий прес 15. Після гарячого пресування готові листи фанери із розвантажувальної етажерки 16 укладаються в стопи на піднімальному столі 1 і роликовим конвеєром 11 стопи фанери спрямовуються на подальші технологічні операції. Калібрування-ущільнення листів шпону перед нанесенням на їх поверхню клею і листів сухого шпону перед складанням їх у пакет дозволяє на 20-50% зменшити шорсткість поверхні і різнотовщинність листів шпону, покращити на 20-35% механічні показники шпону, а також закрити пори деревини, що в подальшому дозволяє пресувати пакет шпону при зменшеному на 20% тиску пресування і зменшеній на 15-20% витраті клею. Крім того, калібрування-ущільнення листів шпону дає змогу зменшити різнотовщинність і на 20-50% шорсткість поверхні фанери, тобто зменшити втрати під час операції шліфування або взагалі дозволить обійтися без операції шліфування. Окрім того, ущільнення листів шпону запобігає пробиттю клею на лицеву поверхню фанери. 5 Комп’ютерна верстка А. Крулевський 17140 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of plywood
Автори англійськоюBekhta Pavlo Antonovych
Назва патенту російськоюЛиния для изготовления фанеры
Автори російськоюБехта Павел Антонович
МПК / Мітки
МПК: B27N 3/00
Мітки: лінія, виготовлення, фанери
Код посилання
<a href="https://ua.patents.su/3-17140-liniya-vigotovlennya-faneri.html" target="_blank" rel="follow" title="База патентів України">Лінія виготовлення фанери</a>
Лінія склеювання шпону
Номер патенту: 17133
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: склеювання, лінія, шпону
Формула / Реферат:
1. Лінія склеювання шпону, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подавання сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Спосіб виготовлення фанери
Номер патенту: 17125
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: виготовлення, спосіб, фанери
Формула / Реферат:
1. Спосіб виготовлення фанери, що включає операції виготовлення шпону, сушіння шпону, ущільнення шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, обробку фанери, який відрізняється тим, що одна частина шпону, призначеного для формування пакета шпону, піддається холодному ущільненню, а друга - гарячому ущільненню.2. Спосіб виготовлення фанери за п.1, який відрізняється тим, що холодне...
Спосіб виготовлення фанери

Номер патенту: 66581
Опубліковано: 17.05.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що з метою зменшення шорсткості фанери і запобігання пробиттю клею на лицеву поверхню фанери перед формуванням пакета зовнішні листи шпону ущільнюють.
Спосіб виготовлення фанери
Номер патенту: 62787
Опубліковано: 15.12.2003
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: виготовлення, спосіб, фанери
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції підготовки сировини до лущення, лущення деревини, сушіння шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, обробку фанери, який відрізняється тим, що шпон ущільнюють.2. Спосіб за п. 1, який відрізняється тим, що сирий шпон ущільнюють перед подачею його в сушарку.3. Спосіб за п. 1, який відрізняється тим, що сухий прогрітий шпон...
Спосіб виготовлення вогнебіозахищеної водотривкої фанери
Номер патенту: 8988
Опубліковано: 15.08.2005
Автори: Жартовський Сергій Володимирович, Жартовський Володимир Михайлович, Томін Георгій Самойлович, Грабовський Олег Вікторович
МПК: B32B 37/10, B32B 9/00, B32B 21/00
Мітки: вогнебіозахищеної, спосіб, фанери, водотривкої, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вогнебіозахищеної водотривкої фанери шляхом просочення її антипіренами в технологічному обладнанні з початковим вакуумуванням, гідростатичним тиском, який відрізняється тим, що спочатку формують пакет листів водотривкої фанери в автоклаві та заповнюють його 25 - 30 % водним розчином антипіренів з температурою 30 - 80 °С, після чого в апараті створюють вакуум із залишковим тиском 0,10 - 0,20 кг/см2 і підтримують такі...
Попередній патент: Спосіб зміни захватів місцями
Наступний патент: Спосіб сейсмолокації з вибою гірничої виробки
Випадковий патент: Електронний пускорегулювальний апарат розрядних ламп високого тиску