Спосіб вводу добавок в металевий розплав
Номер патенту: 19532
Опубліковано: 25.12.1997
Автори: Карпенко Ольга Володимирівна, Лоза Аркадій Васильович, Пустовалов Юрій Пантелійович, Малишєв Володимир Олександрович, Буслов Володимир Іванович
Формула / Реферат
1. Способ ввода добавок в металлический расплав, включающий их размещение и фиксирование в расходуемой таре продольно оси ковша, заполняемого расплавом, в котором растворяют добавки, отличающийся тем, что размещение добавок осуществляют в отдельные секции тары и затем дискретно погружают под уровень расплава в процессе заполнения ковша.
2. Способ по п.1, отличающийся тем, что добавки в секциях защищают от проникновения воздуха сверху и с боков.
3. Способ по п.1, отличающийся тем, что в верхней части каждой секций размещают балласт.
Текст
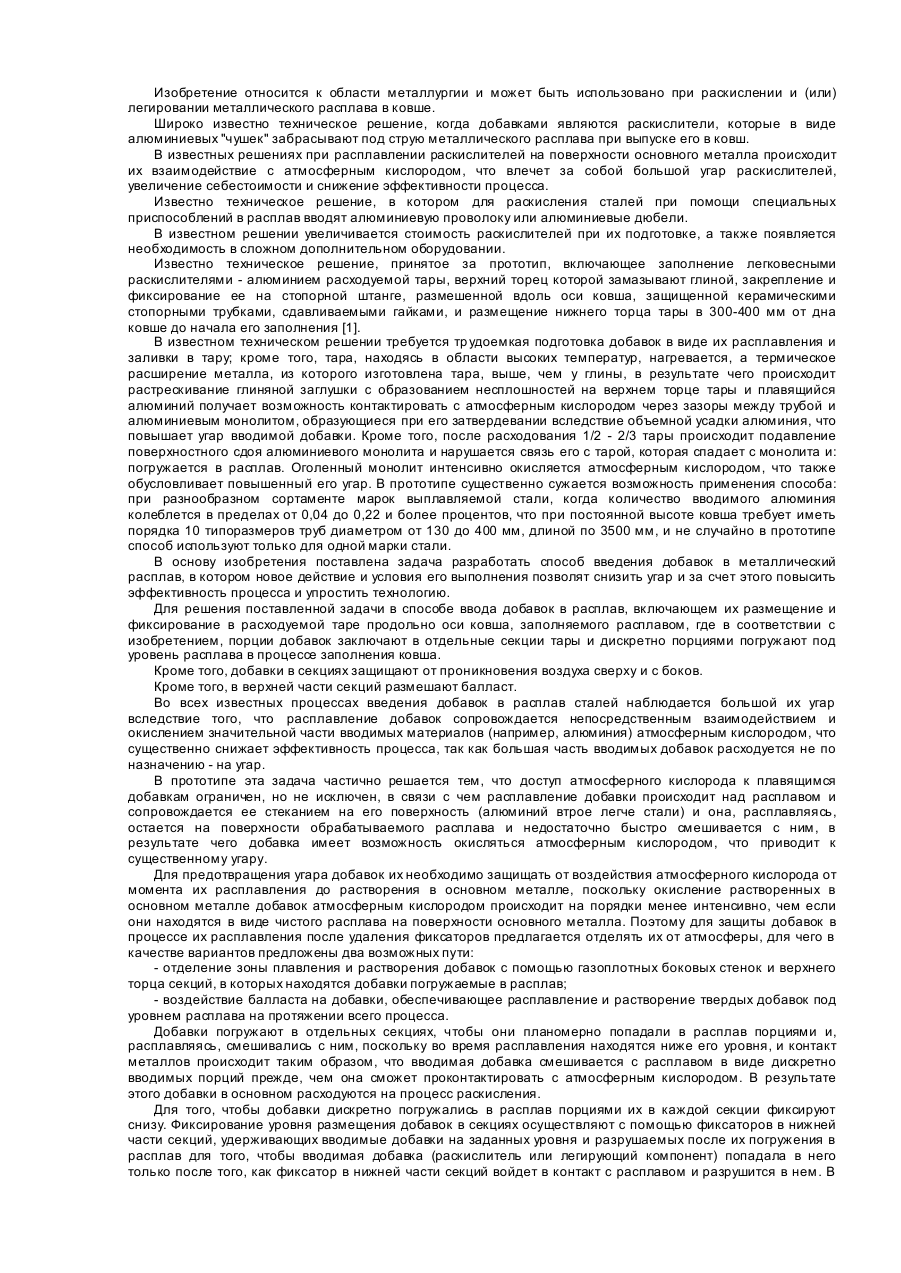
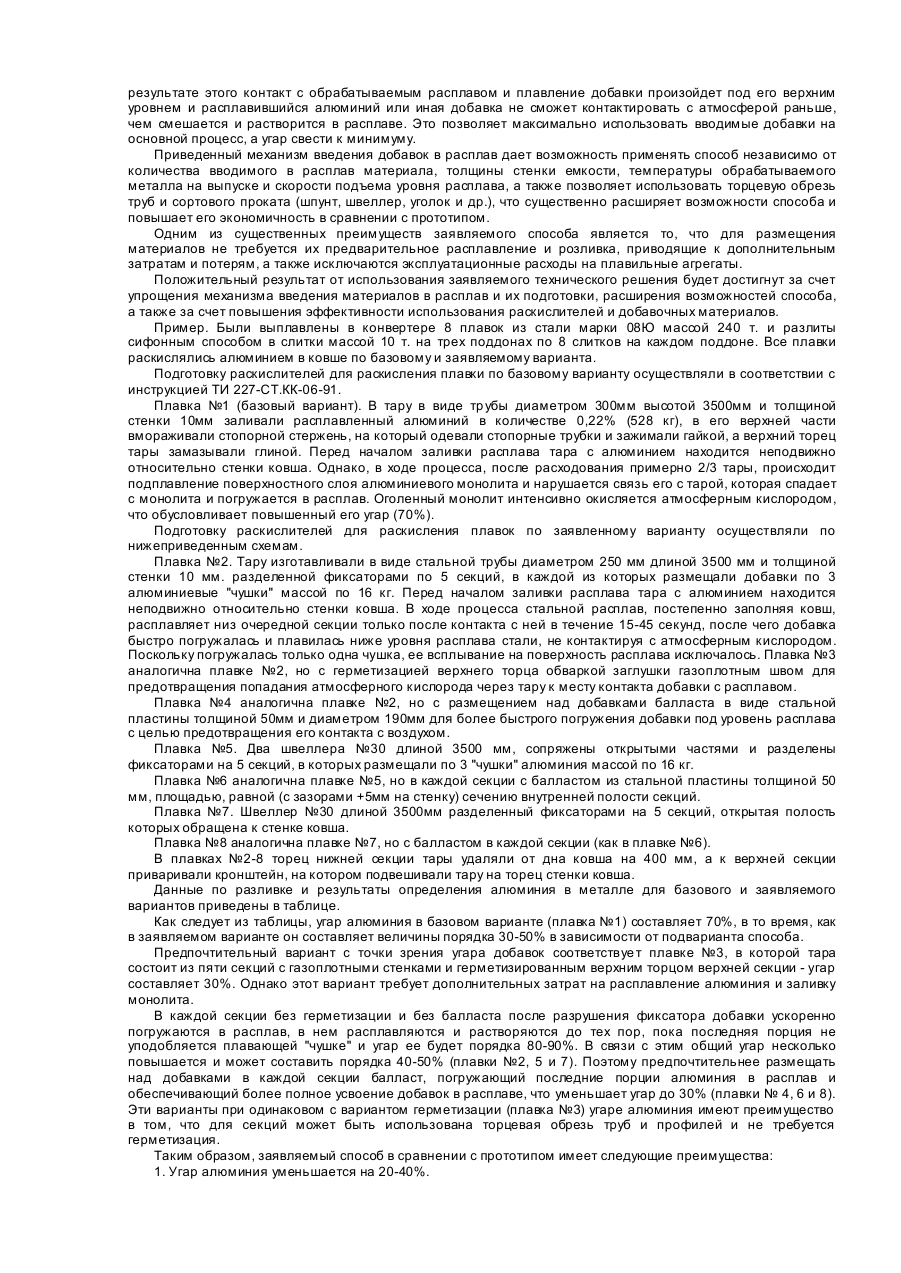
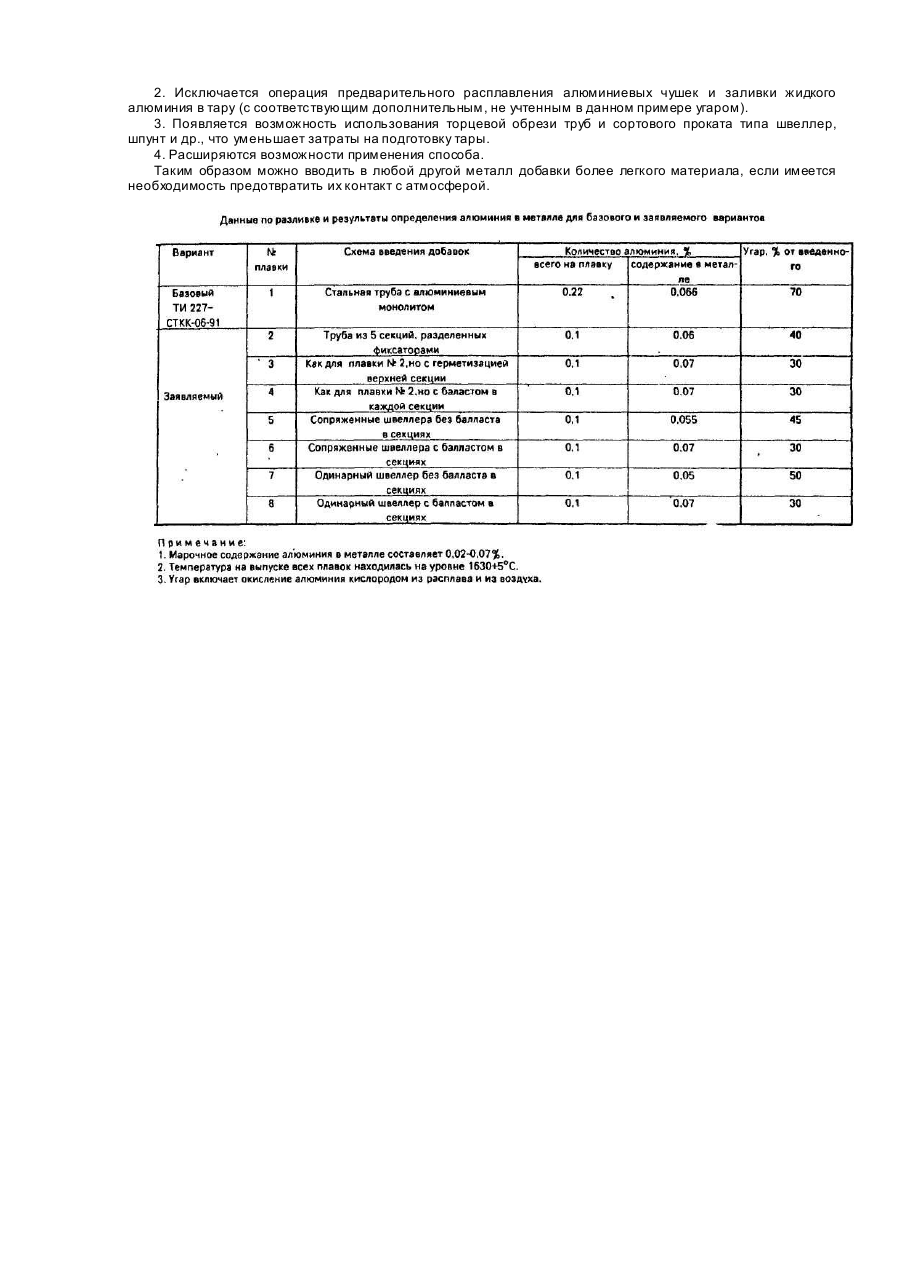
Изобретение относится к области металлургии и может быть использовано при раскислении и (или) легировании металлического расплава в ковше. Широко известно техническое решение, когда добавками являются раскислители, которые в виде алюминиевых "чушек" забрасывают под струю металлического расплава при выпуске его в ковш. В известных решениях при расплавлении раскислителей на поверхности основного металла происходит их взаимодействие с атмосферным кислородом, что влечет за собой большой угар раскислителей, увеличение себестоимости и снижение эффективности процесса. Известно техническое решение, в котором для раскисления сталей при помощи специальных приспособлений в расплав вводят алюминиевую проволоку или алюминиевые дюбели. В известном решении увеличивается стоимость раскислителей при их подготовке, а также появляется необходимость в сложном дополнительном оборудовании. Известно техническое решение, принятое за прототип, включающее заполнение легковесными раскислителями - алюминием расходуемой тары, верхний торец которой замазывают глиной, закрепление и фиксирование ее на стопорной штанге, размешенной вдоль оси ковша, защищенной керамическими стопорными трубками, сдавливаемыми гайками, и размещение нижнего торца тары в 300-400 мм от дна ковше до начала его заполнения [1]. В известном техническом решении требуется тр удоемкая подготовка добавок в виде их расплавления и заливки в тару; кроме того, тара, находясь в области высоких температур, нагревается, а термическое расширение металла, из которого изготовлена тара, выше, чем у глины, в результате чего происходит растрескивание глиняной заглушки с образованием несплошностей на верхнем торце тары и плавящийся алюминий получает возможность контактировать с атмосферным кислородом через зазоры между трубой и алюминиевым монолитом, образующиеся при его затвердевании вследствие объемной усадки алюминия, что повышает угар вводимой добавки. Кроме того, после расходования 1/2 - 2/3 тары происходит подавление поверхностного сдоя алюминиевого монолита и нарушается связь его с тарой, которая спадает с монолита и: погружается в расплав. Оголенный монолит интенсивно окисляется атмосферным кислородом, что также обусловливает повышенный его угар. В прототипе существенно сужается возможность применения способа: при разнообразном сортаменте марок выплавляемой стали, когда количество вводимого алюминия колеблется в пределах от 0,04 до 0,22 и более процентов, что при постоянной высоте ковша требует иметь порядка 10 типоразмеров труб диаметром от 130 до 400 мм, длиной по 3500 мм, и не случайно в прототипе способ используют только для одной марки стали. В основу изобретения поставлена задача разработать способ введения добавок в металлический расплав, в котором новое действие и условия его выполнения позволят снизить угар и за счет этого повысить эффективность процесса и упростить технологию. Для решения поставленной задачи в способе ввода добавок в расплав, включающем их размещение и фиксирование в расходуемой таре продольно оси ковша, заполняемого расплавом, где в соответствии с изобретением, порции добавок заключают в отдельные секции тары и дискретно порциями погружают под уровень расплава в процессе заполнения ковша. Кроме того, добавки в секциях защищают от проникновения воздуха сверху и с боков. Кроме того, в верхней части секций размешают балласт. Во всех известных процессах введения добавок в расплав сталей наблюдается большой их угар вследствие того, что расплавление добавок сопровождается непосредственным взаимодействием и окислением значительной части вводимых материалов (например, алюминия) атмосферным кислородом, что существенно снижает эффективность процесса, так как большая часть вводимых добавок расходуется не по назначению - на угар. В прототипе эта задача частично решается тем, что доступ атмосферного кислорода к плавящимся добавкам ограничен, но не исключен, в связи с чем расплавление добавки происходит над расплавом и сопровождается ее стеканием на его поверхность (алюминий втрое легче стали) и она, расплавляясь, остается на поверхности обрабатываемого расплава и недостаточно быстро смешивается с ним, в результате чего добавка имеет возможность окисляться атмосферным кислородом, что приводит к существенному угару. Для предотвращения угара добавок их необходимо защищать от воздействия атмосферного кислорода от момента их расплавления до растворения в основном металле, поскольку окисление растворенных в основном металле добавок атмосферным кислородом происходит на порядки менее интенсивно, чем если они находятся в виде чистого расплава на поверхности основного металла. Поэтому для защиты добавок в процессе их расплавления после удаления фиксаторов предлагается отделять их от атмосферы, для чего в качестве вариантов предложены два возможных пути: - отделение зоны плавления и растворения добавок с помощью газоплотных боковых стенок и верхнего торца секций, в которых находятся добавки погружаемые в расплав; - воздействие балласта на добавки, обеспечивающее расплавление и растворение твердых добавок под уровнем расплава на протяжении всего процесса. Добавки погружают в отдельных секциях, чтобы они планомерно попадали в расплав порциями и, расплавляясь, смешивались с ним, поскольку во время расплавления находятся ниже его уровня, и контакт металлов происходит таким образом, что вводимая добавка смешивается с расплавом в виде дискретно вводимых порций прежде, чем она сможет проконтактировать с атмосферным кислородом. В результате этого добавки в основном расходуются на процесс раскисления. Для того, чтобы добавки дискретно погружались в расплав порциями их в каждой секции фиксируют снизу. Фиксирование уровня размещения добавок в секциях осуществляют с помощью фиксаторов в нижней части секций, удерживающих вводимые добавки на заданных уровня и разрушаемых после их погружения в расплав для того, чтобы вводимая добавка (раскислитель или легирующий компонент) попадала в него только после того, как фиксатор в нижней части секций войдет в контакт с расплавом и разрушится в нем. В результате этого контакт с обрабатываемым расплавом и плавление добавки произойдет под его верхним уровнем и расплавившийся алюминий или иная добавка не сможет контактировать с атмосферой раньше, чем смешается и растворится в расплаве. Это позволяет максимально использовать вводимые добавки на основной процесс, а угар свести к минимуму. Приведенный механизм введения добавок в расплав дает возможность применять способ независимо от количества вводимого в расплав материала, толщины стенки емкости, температуры обрабатываемого металла на выпуске и скорости подъема уровня расплава, а также позволяет использовать торцевую обрезь труб и сортового проката (шпунт, швеллер, уголок и др.), что существенно расширяет возможности способа и повышает его экономичность в сравнении с прототипом. Одним из существенных преимуществ заявляемого способа является то, что для размещения материалов не требуется их предварительное расплавление и розливка, приводящие к дополнительным затратам и потерям, а также исключаются эксплуатационные расходы на плавильные агрегаты. Положительный результат от использования заявляемого технического решения будет достигнут за счет упрощения механизма введения материалов в расплав и их подготовки, расширения возможностей способа, а также за счет повышения эффективности использования раскислителей и добавочных материалов. Пример. Были выплавлены в конвертере 8 плавок из стали марки 08Ю массой 240 т. и разлиты сифонным способом в слитки массой 10 т. на трех поддонах по 8 слитков на каждом поддоне. Все плавки раскислялись алюминием в ковше по базовому и заявляемому варианта. Подготовку раскислителей для раскисления плавки по базовому варианту осуществляли в соответствии с инструкцией ТИ 227-СТ.КК-06-91. Плавка №1 (базовый вариант). В тару в виде тр убы диаметром 300мм высотой 3500мм и толщиной стенки 10мм заливали расплавленный алюминий в количестве 0,22% (528 кг), в его верхней части вмораживали стопорной стержень, на который одевали стопорные трубки и зажимали гайкой, а верхний торец тары замазывали глиной. Перед началом заливки расплава тара с алюминием находится неподвижно относительно стенки ковша. Однако, в ходе процесса, после расходования примерно 2/3 тары, происходит подплавление поверхностного слоя алюминиевого монолита и нарушается связь его с тарой, которая спадает с монолита и погружается в расплав. Оголенный монолит интенсивно окисляется атмосферным кислородом, что обусловливает повышенный его угар (70%). Подготовку раскислителей для раскисления плавок по заявленному варианту осуществляли по нижеприведенным схемам. Плавка №2. Тару изготавливали в виде стальной трубы диаметром 250 мм длиной 3500 мм и толщиной стенки 10 мм. разделенной фиксаторами по 5 секций, в каждой из которых размещали добавки по 3 алюминиевые "чушки" массой по 16 кг. Перед началом заливки расплава тара с алюминием находится неподвижно относительно стенки ковша. В ходе процесса стальной расплав, постепенно заполняя ковш, расплавляет низ очередной секции только после контакта с ней в течение 15-45 секунд, после чего добавка быстро погружалась и плавилась ниже уровня расплава стали, не контактируя с атмосферным кислородом. Поскольку погружалась только одна чушка, ее всплывание на поверхность расплава исключалось. Плавка №3 аналогична плавке №2, но с герметизацией верхнего торца обваркой заглушки газоплотным швом для предотвращения попадания атмосферного кислорода через тару к месту контакта добавки с расплавом. Плавка №4 аналогична плавке №2, но с размещением над добавками балласта в виде стальной пластины толщиной 50мм и диаметром 190мм для более быстрого погружения добавки под уровень расплава с целью предотвращения его контакта с воздухом. Плавка №5. Два швеллера №30 длиной 3500 мм, сопряжены открытыми частями и разделены фиксаторами на 5 секций, в которых размещали по 3 "чушки" алюминия массой по 16 кг. Плавка №6 аналогична плавке №5, но в каждой секции с балластом из стальной пластины толщиной 50 мм, площадью, равной (с зазорами +5мм на стенку) сечению внутренней полости секций. Плавка №7. Швеллер №30 длиной 3500мм разделенный фиксаторами на 5 секций, открытая полость которых обращена к стенке ковша. Плавка №8 аналогична плавке №7, но с балластом в каждой секции (как в плавке №6). В плавках №2-8 торец нижней секции тары удаляли от дна ковша на 400 мм, а к верхней секции приваривали кронштейн, на котором подвешивали тару на торец стенки ковша. Данные по разливке и результаты определения алюминия в металле для базового и заявляемого вариантов приведены в таблице. Как следует из таблицы, угар алюминия в базовом варианте (плавка №1) составляет 70%, в то время, как в заявляемом варианте он составляет величины порядка 30-50% в зависимости от подварианта способа. Предпочтительный вариант с точки зрения угара добавок соответствуе т плавке №3, в которой тара состоит из пяти секций с газоплотными стенками и герметизированным верхним торцом верхней секции - угар составляет 30%. Однако этот вариант требует дополнительных затрат на расплавление алюминия и заливку монолита. В каждой секции без герметизации и без балласта после разрушения фиксатора добавки ускоренно погружаются в расплав, в нем расплавляются и растворяются до тех пор, пока последняя порция не уподобляется плавающей "чушке" и угар ее будет порядка 80-90%. В связи с этим общий угар несколько повышается и может составить порядка 40-50% (плавки №2, 5 и 7). Поэтому предпочтительнее размещать над добавками в каждой секции балласт, погружающий последние порции алюминия в расплав и обеспечивающий более полное усвоение добавок в расплаве, что уменьшает угар до 30% (плавки № 4, 6 и 8). Эти варианты при одинаковом с вариантом герметизации (плавка №3) угаре алюминия имеют преимущество в том, что для секций может быть использована торцевая обрезь труб и профилей и не требуется герметизация. Таким образом, заявляемый способ в сравнении с прототипом имеет следующие преимущества: 1. Угар алюминия уменьшается на 20-40%. 2. Исключается операция предварительного расплавления алюминиевых чушек и заливки жидкого алюминия в тару (с соответствующим дополнительным, не учтенным в данном примере угаром). 3. Появляется возможность использования торцевой обрези труб и сортового проката типа швеллер, шпунт и др., что уменьшает затраты на подготовку тары. 4. Расширяются возможности применения способа. Таким образом можно вводить в любой другой металл добавки более легкого материала, если имеется необходимость предотвратить их контакт с атмосферой.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of introduction of additives into metallic fusion
Автори англійськоюMalyshiev Volodymyr Oleksandrovych, Loza Arkadii Vasyliovych, Karpenko Olha Volodymyrivna, Pustovalov Yurii Panteliiovych, Buslov Volodymyr Ivanovych
Назва патенту російськоюСпособ ввода добавок в металлический расплав
Автори російськоюМалышев Владимир Александрович, Лоза Аркадий Васильевич, Карпенко Ольга Владимировна, Пустовалов Юрий Пантелийович, Буслов Владимир Иванович
МПК / Мітки
МПК: B22D 7/00
Мітки: металевій, розплав, добавок, спосіб, вводу
Код посилання
<a href="https://ua.patents.su/3-19532-sposib-vvodu-dobavok-v-metalevijj-rozplav.html" target="_blank" rel="follow" title="База патентів України">Спосіб вводу добавок в металевий розплав</a>
Пристрій для введення добавок в розплав полімера
Номер патенту: 8844
Опубліковано: 30.09.1996
Автори: Сочевець Володимир Миколайович, Івасенко Михайло Васильович, Масич Володимир Олександрович, Воєдило Григорій Павлович
Мітки: добавок, введення, пристрій, розплав, полімера
Формула / Реферат:
1. Устройство для введения добавок в расплав полимера, содержащее полый цилиндр с размещенным в нем рабочим органом, привод вращения рабочего органа, по меньшей мере одну втулку для подачи добавок, установленную в цилиндре, отличающееся тем, что, с целью интенсификации процесса введения добавок и повышения качества смеси, сокращения энергозатрат и повышения надежности конструкции, на внутренней поверхности цилиндра в местах выхода торцов...
Пристрій для одержання суміші розплаву полімера і добавок
Номер патенту: 13041
Опубліковано: 28.02.1997
Автори: Сочевець Володимир Миколайович, Івасенко Михайло Васильович, Масич Володимир Олександрович, Воєдило Григорій Павлович
МПК: B29C 47/36, D01F 1/02, B01F 15/04
Мітки: одержання, розплаву, полімера, суміші, добавок, пристрій
Формула / Реферат:
Устройство для получения смеси расплава полимера и добавок, содержащее источник расплава полимера, смеситель, соединенный с узлом ввода добавок, содержащим источник расплава добавок, дозирующий и нагнетательный шестеренные насосы с приводами и систему регулирования частоты вращения приводом нагнетательного насоса с датчиком контроля давления в расплавопроводе добавок, отличающееся тем, что дозирующий насос расположен перед нагнетательным по...
Клей-розплав
Номер патенту: 2694
Опубліковано: 26.12.1994
Автори: Стахурський Олександр Дмитрович, Дєнєжний Джон Трохимович, Костюченко Володимир Митрофанович, Тимофєєв Валерій Георгійович, Кузьмик Василь Миколайович, Ковтун Іван Йосипович, Букріч Іван Михайлович, Льовкіна Любов Миколаївна, Смольянінов Юрій Георгійович, Панов Євген Петрович
МПК: C09J 123/00
Мітки: клей-розплав
Формула / Реферат:
Клей-расплав, включающий полимерную основy, адгезионную добавку и наполнитель, отличающийся тем, что, с целью увеличения прочности крепления кромочного пластика к древесине. он в качестве полимерной основы содержитсополимер этилена с винилацетатом или его смесь с полиуретановым каучуком при соотношении по массе соответственно 95 : 5—80 : 20 и дополнительно термопластичную алкилфеноламинную смолу, модифицированную талловым песком,...
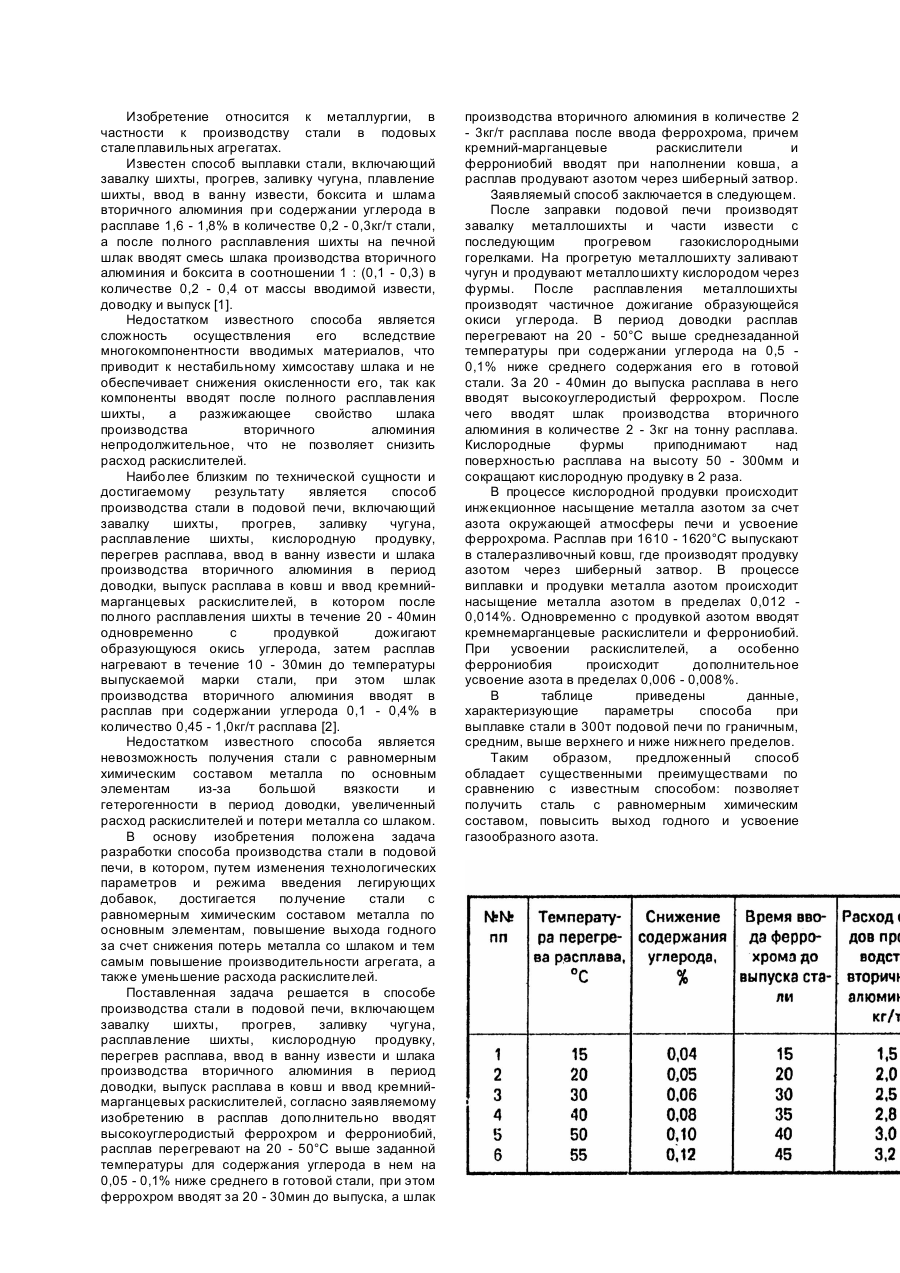
Спосіб виробництва сталі у подовій печі
Номер патенту: 8246
Опубліковано: 29.03.1996
Автори: Дворядкін Борис Олександрович, Скороход Микола Михайлович, Локтіонов Петро Якович, Тарасов Віктор Іванович, Жердєв Олександр Сергійович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Гребенюков Анатолій Васильович
МПК: C21C 5/04
Мітки: печі, сталі, спосіб, подовий, виробництва
Формула / Реферат:
Способ производства стали в подовой печи, включающий завалку шихты, се прогрев, заливку чугуна, плавление, продувку кислородом, перегрев расплава, ввод в ванну извести и шлака производства вторичного алюминия в период доводки, выпуск расплава в ковш, ввод кремний-марганцевых раскислителей, отличающийся тем, что в расплав дополнительно вводят высокоуглеродистый феррохром и феррониобий, расплав перегревают на 20-50°С выше заданной...
Пристрій для подачи дисперсних матеріалів в розплав
Номер патенту: 16252
Опубліковано: 29.08.1997
Автори: Цикуленко Анатолій Костянтинович, Клименко Генадій Петрович, Гребінко Юрій Євгенович, Лисяна Світлана Петрівна, Носов Євген Григорович, Литвиненко Олександр Віталійович, Скрипник Вадим Петрович, Нагаєвський Вячеслав Ігорович, Кораблинський Олег Віталійович, Католіченко Володимир Іванович, Біловолов Сергій Анатолійович, Чепурний Анатолій Данилович, Затуловський Сергій Семенович
МПК: B22D 7/12, C22B 9/187
Мітки: розплав, пристрій, матеріалів, дисперсних, подачі
Формула / Реферат:
Устройство для подачи дисперсных материалов в расплав по авт. св. № 1549089, отличающееся тем, что, с целью улучшения качества отливки за счет предотвращения попадания газа на зеркало расплава, оно дополнительно снабжено клапаном сброса давления с электромагнитным приводом, установленным в подающем трубопроводе по ходу движения газоносителя перед выходной трубой, и датчиком контроля прохождения порции дисперсного материала, установленным на...
Попередній патент: Тензодатчик
Наступний патент: Пристрій для автоматичної настройки дугогасних реакторів
Випадковий патент: Спосіб профілактики розвитку та прогресування діабетичних нефропатій у дітей