Спосіб обробки матеріалів різанням
Формула / Реферат
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, перпендикулярній до оброблюваної поверхні, вибирають в межах 80-90°, і глибина різання цього ножа не більша глибини різання другого ножа.
Текст
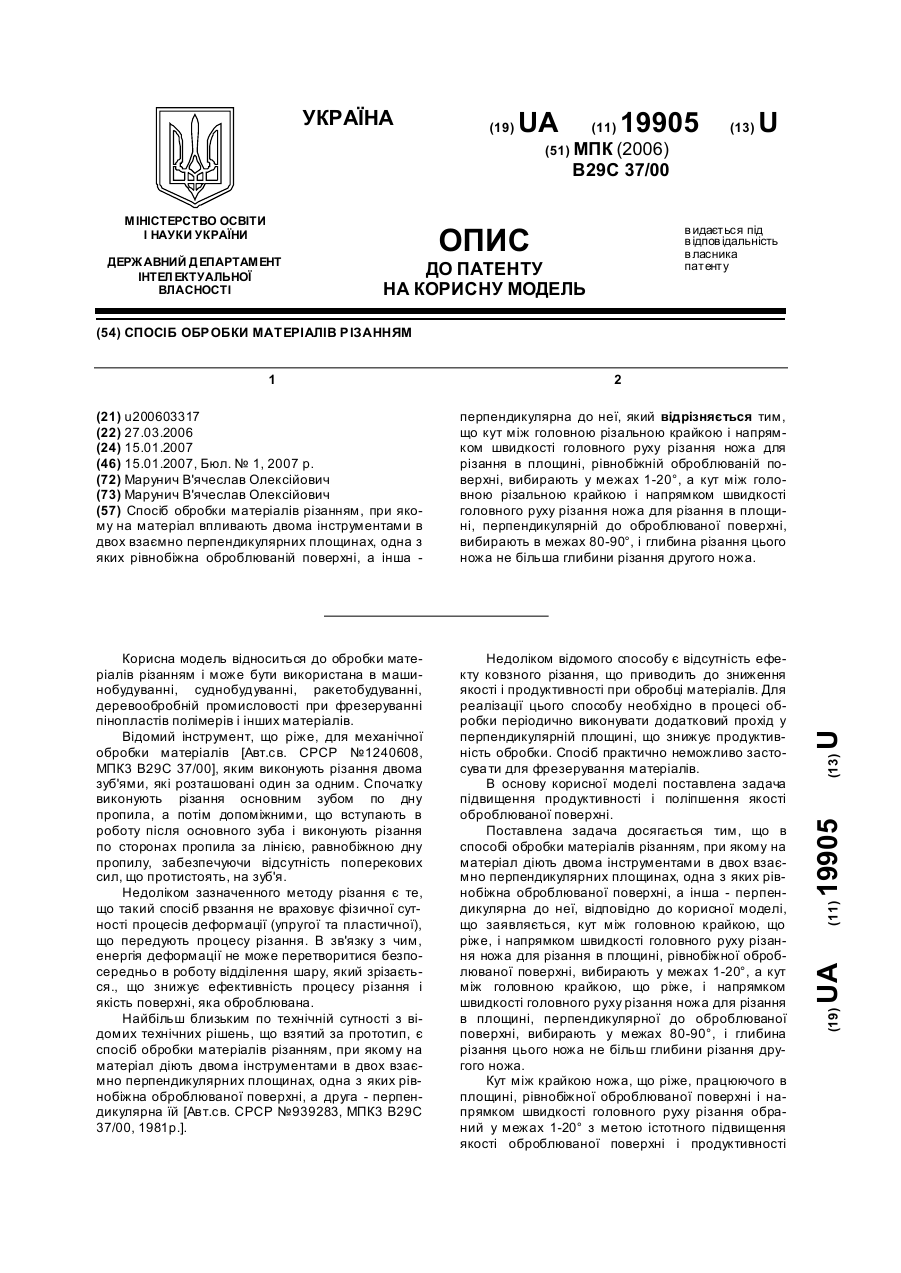
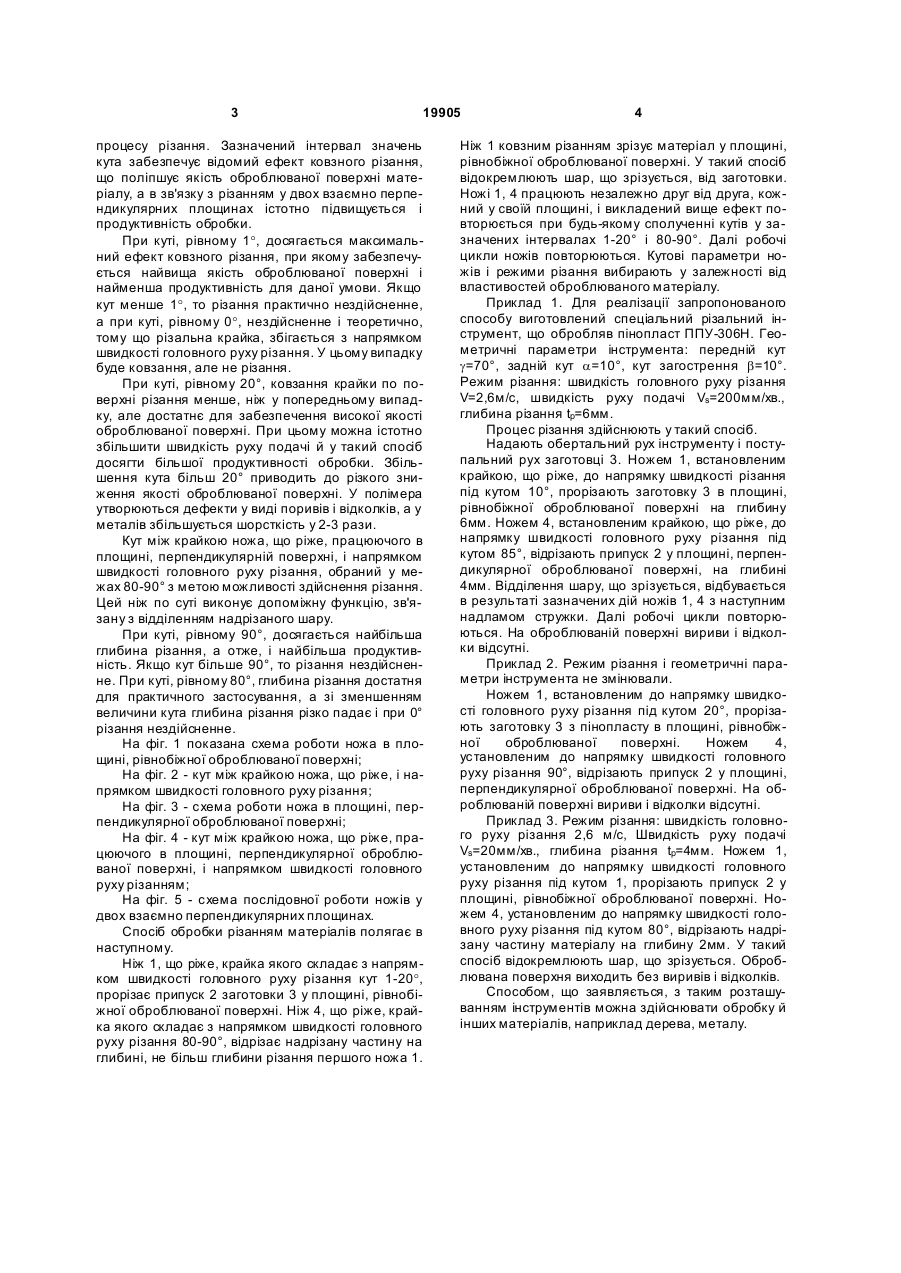
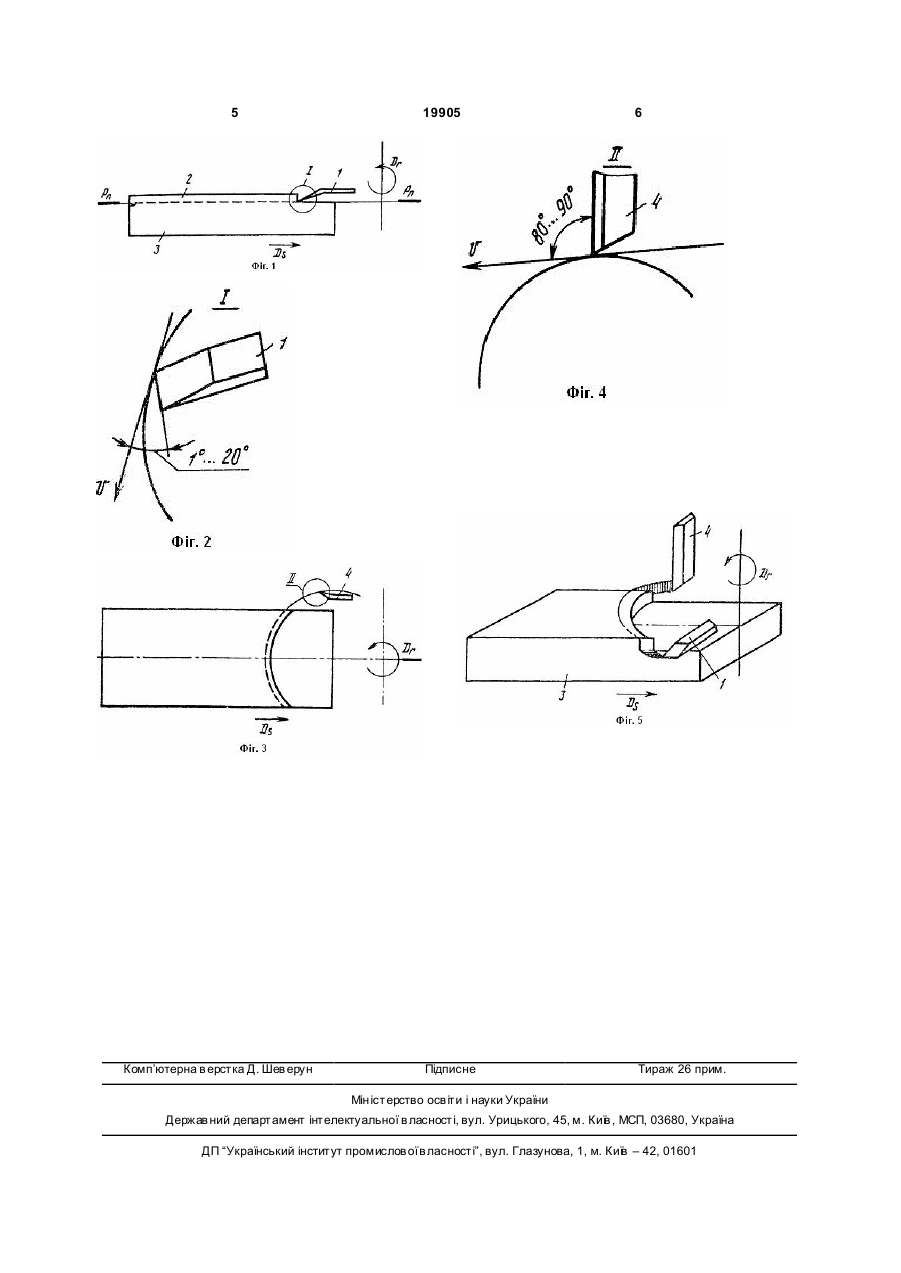
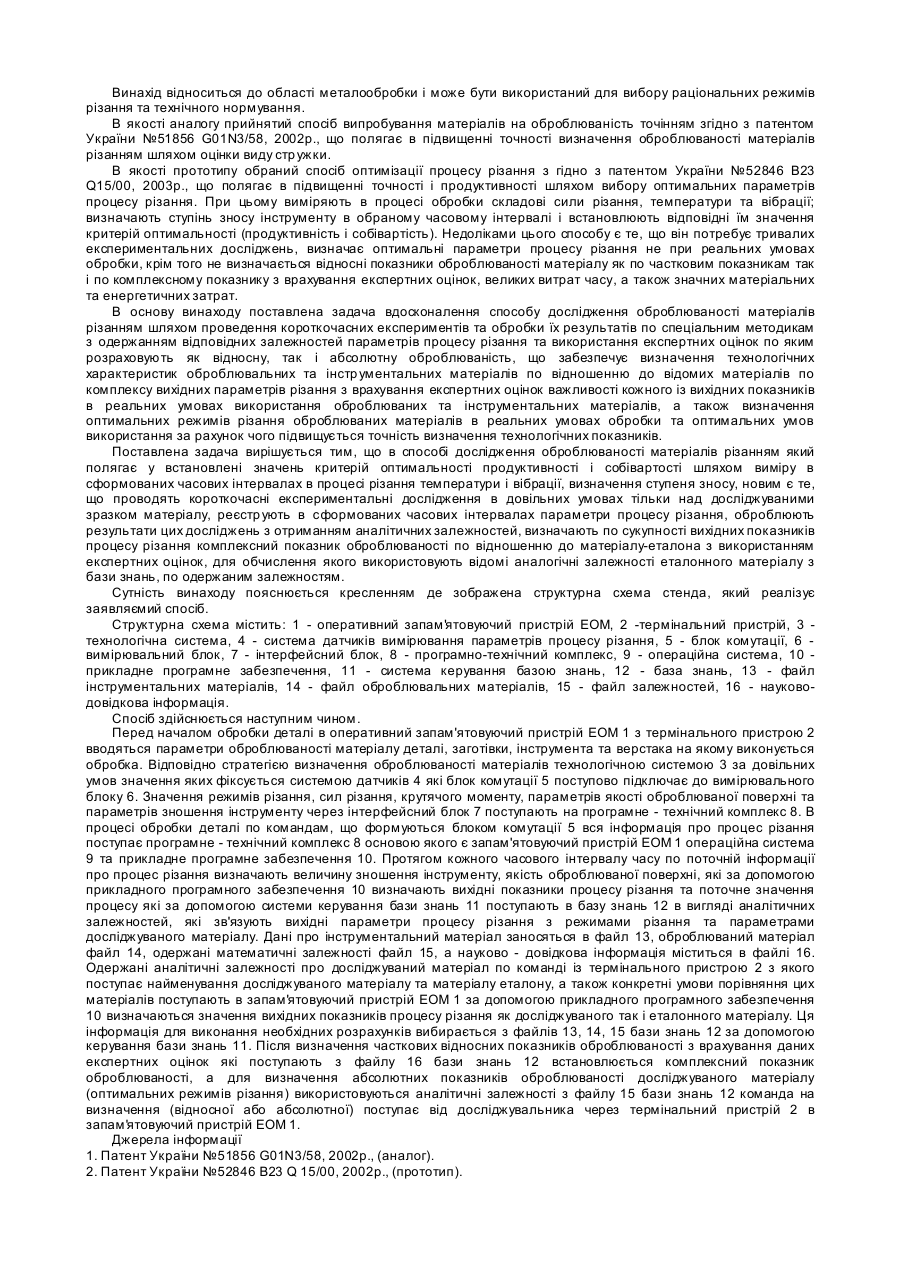
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша 3 19905 процесу різання. Зазначений інтервал значень кута забезпечує відомий ефект ковзного різання, що поліпшує якість оброблюваної поверхні матеріалу, а в зв'язку з різанням у двох взаємно перпендикулярних площинах істотно підвищується і продуктивність обробки. При куті, рівному 1°, досягається максимальний ефект ковзного різання, при якому забезпечується найвища якість оброблюваної поверхні і найменша продуктивність для даної умови. Якщо кут менше 1°, то різання практично нездійсненне, а при куті, рівному 0°, нездійсненне і теоретично, тому що різальна крайка, збігається з напрямком швидкості головного руху різання. У цьому випадку буде ковзання, але не різання. При куті, рівному 20°, ковзання крайки по поверхні різання менше, ніж у попередньому випадку, але достатнє для забезпечення високої якості оброблюваної поверхні. При цьому можна істотно збільшити швидкість руху подачі й у такий спосіб досягти більшої продуктивності обробки. Збільшення кута більш 20° приводить до різкого зниження якості оброблюваної поверхні. У полімера утворюються дефекти у виді поривів і відколків, а у металів збільшується шорсткість у 2-3 рази. Кут між крайкою ножа, що ріже, працюючого в площині, перпендикулярній поверхні, і напрямком швидкості головного руху різання, обраний у межах 80-90° з метою можливості здійснення різання. Цей ніж по суті виконує допоміжну функцію, зв'язану з відділенням надрізаного шару. При куті, рівному 90°, досягається найбільша глибина різання, а отже, і найбільша продуктивність. Якщо кут більше 90°, то різання нездійсненне. При куті, рівному 80°, глибина різання достатня для практичного застосування, а зі зменшенням величини кута глибина різання різко падає і при 0° різання нездійсненне. На фіг. 1 показана схема роботи ножа в площині, рівнобіжної оброблюваної поверхні; На фіг. 2 - кут між крайкою ножа, що ріже, і напрямком швидкості головного руху різання; На фіг. 3 - схема роботи ножа в площині, перпендикулярної оброблюваної поверхні; На фіг. 4 - кут між крайкою ножа, що ріже, працюючого в площині, перпендикулярної оброблюваної поверхні, і напрямком швидкості головного руху різанням; На фіг. 5 - схема послідовної роботи ножів у двох взаємно перпендикулярних площинах. Спосіб обробки різанням матеріалів полягає в наступному. Ніж 1, що ріже, крайка якого складає з напрямком швидкості головного руху різання кут 1-20°, прорізає припуск 2 заготовки 3 у площині, рівнобіжної оброблюваної поверхні. Ніж 4, що ріже, крайка якого складає з напрямком швидкості головного руху різання 80-90°, відрізає надрізану частину на глибині, не більш глибини різання першого ножа 1. 4 Ніж 1 ковзним різанням зрізує матеріал у площині, рівнобіжної оброблюваної поверхні. У такий спосіб відокремлюють шар, що зрізується, від заготовки. Ножі 1, 4 працюють незалежно друг від друга, кожний у своїй площині, і викладений вище ефект повторюється при будь-якому сполученні кутів у зазначених інтервалах 1-20° і 80-90°. Далі робочі цикли ножів повторюються. Кутові параметри ножів і режими різання вибирають у залежності від властивостей оброблюваного матеріалу. Приклад 1. Для реалізації запропонованого способу виготовлений спеціальний різальний інструмент, що обробляв пінопласт ППУ-306Н. Геометричні параметри інструмента: передній кут g=70°, задній кут a=10°, кут загострення b=10°. Режим різання: швидкість головного руху різання V=2,6м/с, швидкість руху подачі Vs=200мм/хв., глибина різання tp=6мм. Процес різання здійснюють у такий спосіб. Надають обертальний рух інструменту і поступальний рух заготовці 3. Ножем 1, встановленим крайкою, що ріже, до напрямку швидкості різання під кутом 10°, прорізають заготовку 3 в площині, рівнобіжної оброблюваної поверхні на глибину 6мм. Ножем 4, встановленим крайкою, що ріже, до напрямку швидкості головного руху різання під кутом 85°, відрізають припуск 2 у площині, перпендикулярної оброблюваної поверхні, на глибині 4мм. Відділення шару, що зрізується, відбувається в результаті зазначених дій ножів 1, 4 з наступним надламом стружки. Далі робочі цикли повторюються. На оброблюваній поверхні вириви і відколки відсутні. Приклад 2. Режим різання і геометричні параметри інструмента не змінювали. Ножем 1, встановленим до напрямку швидкості головного руху різання під кутом 20°, прорізають заготовку 3 з пінопласту в площині, рівнобіжної оброблюваної поверхні. Ножем 4, установленим до напрямку швидкості головного руху різання 90°, відрізають припуск 2 у площині, перпендикулярної оброблюваної поверхні. На оброблюваній поверхні вириви і відколки відсутні. Приклад 3. Режим різання: швидкість головного руху різання 2,6 м/с, Швидкість руху подачі Vs=20мм/хв., глибина різання tp=4мм. Ножем 1, установленим до напрямку швидкості головного руху різання під кутом 1, прорізають припуск 2 у площині, рівнобіжної оброблюваної поверхні. Ножем 4, установленим до напрямку швидкості головного руху різання під кутом 80°, відрізають надрізану частину матеріалу на глибину 2мм. У такий спосіб відокремлюють шар, що зрізується. Оброблювана поверхня виходить без виривів і відколків. Способом, що заявляється, з таким розташуванням інструментів можна здійснювати обробку й інших матеріалів, наприклад дерева, металу. 5 Комп’ютерна в ерстка Д. Шев ерун 19905 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for materials cutting
Автори англійськоюMarunych Viacheslav Oleksiiovych
Назва патенту російськоюСпособ обработки материалов резанием
Автори російськоюМарунич Вячеслав Алексеевич
МПК / Мітки
МПК: B29C 37/00
Мітки: різанням, обробки, спосіб, матеріалів
Код посилання
<a href="https://ua.patents.su/3-19905-sposib-obrobki-materialiv-rizannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки матеріалів різанням</a>
Спосіб досліджування оброблюваності матеріалів різанням
Номер патенту: 67679
Опубліковано: 15.06.2004
Автори: Засименко Оксана Вячеславівна, Пилипенко Анжела Михайлівна, Вислоух Сергій Петрович
МПК: B23Q 15/00
Мітки: матеріалів, різанням, досліджування, спосіб, оброблюваності
Формула / Реферат:
Спосіб досліджування оброблюваності матеріалів різанням, який полягає у встановленні значень критеріїв оптимальності продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації, визначення ступеня зносу, який відрізняється тим, що проводять короткочасні експериментальні досліди в довільних умовах тільки над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Зарубицький Євген Улянович, Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович
МПК: B23D 23/00
Мітки: деталей, обробки, спосіб, різанням, поверхонь, плоских
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Мастильно-охолодна рідина для обробки металічних і неметалічних матеріалів різанням
Номер патенту: 10484
Опубліковано: 25.12.1996
Автори: Гарун Ярослав Євстахійович, Жук Петро Миколайович, Угрин Ярослава Антонівна, Лукашевич Тамара Тимофіївна
МПК: C10M 125/26, C10M 133/16, C10M 129/16, C10M 129/08, C10M 173/00
Мітки: неметалічних, металічних, рідина, різанням, матеріалів, обробки, мастильно-охолодна
Формула / Реферат:
Смазочно-охлаждающая жидкость для обработки металлических и неметаллических материалов резанием, содержащая латекс поливинилхлорида, масло И-12А и воду, отличающийся тем, что жидкость дополнительно содержит смесь по-лиоксиэтиленгликолевых эфиров стеариновой кислоты, смесь полиоксиэтиленгликолевых эфиров высших жирных спиртов, глицерин, триэтаноламин, 1,2,3-бензотриазол и высокомолекулярное основание Манниха, модифицированное борной...
Інструмент для обробки різанням
Номер патенту: 15856
Опубліковано: 17.07.2006
Автори: Ткаліч Василь Арсенович, Никитенко Юрій Петрович, Кузнєцов Юрій Миколайович
МПК: B23B 1/00, B23B 27/00
Мітки: обробки, інструмент, різанням
Формула / Реферат:
Інструмент для обробки різанням, що містить державку, різальну частину у вигляді пластини, з'єднану з державкою, і підвідні та відвідні канали для змащувально-охолоджувальної рідини, який відрізняється тим, що між площиною пластини, вершина якої розташована вище передньої грані державки, і державкою виконана плоскощілинна камера, зв'язана з підвідними каналами, а на поверхні державки виконані клиноподібні щілини, що сходяться в бік,...
Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів
Номер патенту: 16732
Опубліковано: 15.08.2006
Автори: Волошко Оксана Вячеславовна, Вислоух Сергій Петрович, Філіппова Марина В`ячеславівна
МПК: B23Q 15/00
Мітки: технологічних, визначення, оптимальних, спосіб, параметрів, матеріалів, обробки, конструкційних
Формула / Реферат:
Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів, який полягає в тому, що на вибраному перетині зрізу при постійній для всіх швидкостей довжині різання вимірюють термоелектрорушійну силу, який відрізняється тим, що додаткого вимірюють складові сили різання, потужність різання, величину зношення інструмента, точність та шорсткість обробленої поверхні при проведенні короткочасних експериментальних...
Попередній патент: Спосіб відновної терапії хворих на дитячий церебральний параліч раннього віку
Наступний патент: Сортувальна нейромережа
Випадковий патент: Волоконно-оптичний уклономір