Процес пресування труб
Номер патенту: 21073
Опубліковано: 15.02.2007
Автори: Чишко В'ячеслав Валерійович, Білошенко Віктор Олександрович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович
Формула / Реферат
1. Процес пресування труб, що включає деформацію заготовки через багатокутову систему пересічених каналів шляхом прикладення до її торця осьового деформуючого зусилля від прес-штемпеля, який відрізняється тим, що деформацію здійснюють при сполученні інтенсивного кутового пресування і прямої витяжки з витіканням металу в радіальному й осьовому напрямках через канали, утворені, відповідно, торцем оправки і плоскою ділянкою матриці, поверхнями радіальної частини оправки і пояска порожнини матриці.
2. Процес пресування труб за п. 1, який відрізняється тим, що перевищення діаметра оправки над діаметром каналу контейнера вибирають у межах від двох до чотирьох товщин стінки труби.
3. Процес пресування труб за пп. 1, 2, який відрізняється тим, що одночасно з прикладенням до торця заготовки осьового деформуючого зусилля від прес-штемпеля на іншій торцевій поверхні заготовки створюють обводові тангенціальні напруження обертанням оправки.
Текст
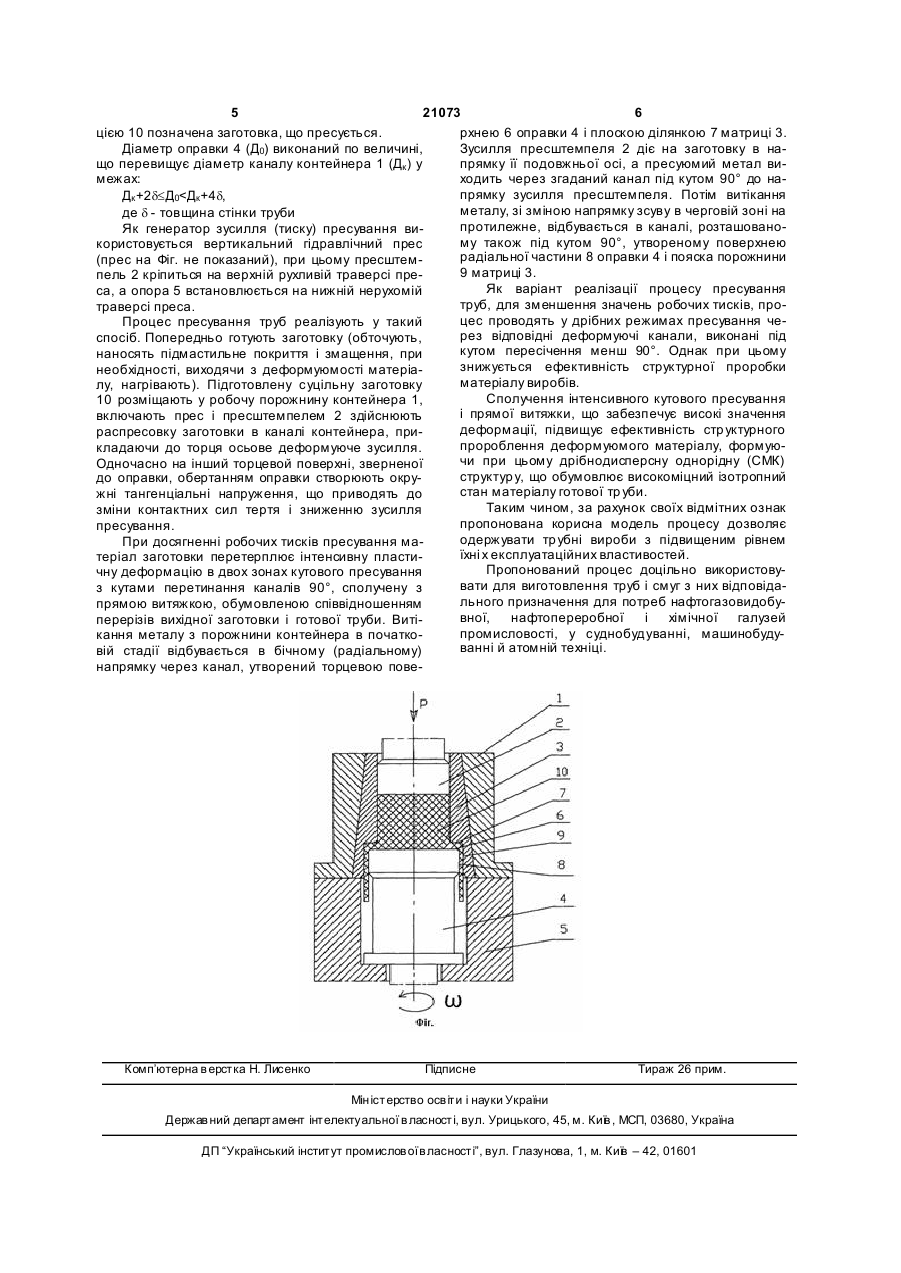
1. Процес пресування труб, що включає деформацію заготовки через багатокутову систему пересічених каналів шляхом прикладення до її торця осьового деформуючого зусилля від пресштемпеля, який відрізняється тим, що деформацію здійснюють при сполученні інтенсивного куто 3 21073 4 каналів шляхом прикладення до її торця осьового ється зміною напрямку зсуву в черговій зоні, що деформуючого зусилля від пресштемпеля. Велиукрай важливо з погляду структуроутворення, чина накопиченої деформації вибирається з умов оскільки означає не що інше, як зміну знака дефоформування в деформованому матеріалі СМКрмації, тобто поперемінне розтягання і стиск матеструктури. ріалу уздовж двох взаємно-перпендикулярних гоДо переваг прототипу можна віднести можлиловних осей. Це сприяє ефективному дробленню вість здійснення інтенсивної структурної обробки структурних складових з формуванням їх рівновіспрутків, складених та трубних заготовок, що заності. безпечує однорідність і високий рівень міцностних Характер плину металу при комбінованій деі пластичних властивостей оброблюваного мАформації забезпечує мінімальну різницю міцносттеріалу. них і пластичних властивостей виробу в подовжНедолік прототипу полягає в тому, що він не ньому і поперечному напрямках, тобто містить ефективних рішень по застосуванню інтеізотропність механічних властивостей, що винятнсивної пластичної деформації в процесі виробниково важливо, якщо використовувати тр убу як зацтва тр убних виробів (труб) пресуванням з масивготовку для одержання смуги. ної заготовки (злитка). Процес характеризується сумарною дефорЗагальними ознаками прототипу і корисної мацією високих значень, що забезпечує досягненмоделі процесу, що заявляється, є деформування ня високоміцного стану. заготовки через багатокутову систему пересічних Здійснення процесу пресування за умови пеканалів шляхом прикладення до її торця осьового ревищення діаметра оправки над діаметром канадеформуючого зусилля від пресштемпеля. лу контейнера в межах від двох до чотирьох товВ основу корисної моделі поставлена задача щин стінки труби, що створює проміжну ділянку удосконалення процесу пресування труб за рахуміж двома зонами інтенсивної деформації, забезнок застосування інтенсивної пластичної дефорпечує ефективність багатокутової інтенсивної демації багатокутовим пресуванням у комбінації з формації при раціональній величині силового репрямою витяжкою, що дозволяє одержувати тр убні жиму пресування. За межами нижньої границі вироби з однорідною СМК-структурою, що забеззнижується ефективність структурного проробленпечує підвищений рівень їхніх експлуатаційних ня, за межами верхньої границі - різко збільшуєтьвластивостей. ся тиск пресування, обумовлений збільшенням Поставлена задача вирішується тим, що в поверхні контактного тертя. процесі пресування труб, що включає деформацію Створення на торцевой поверхні заготовки окзаготовки через багатокутову систему пересічних ружних тангенціальних напружень обертанням каналів шляхом прикладення до її торця осьового оправки дозволяє значно (³2 разів) знизити велидеформуючого зусилля від пресштемпеля, відпочину пікового тиску пресування і величину пресосвідно до корисної моделі, деформацію при цьому татка. Крім того, зниження тиску дає можливість здійснюють при сполученні інтенсивного кутового зменшити різнотовщинність стінки готового виробу пресування і прямої витяжки з витіканням металу в і підвищити стійкість інструменту. радіальному й осьовому напрямках через канали, Обрані прийоми і режими дій, їхня сукупність утворені, відповідно, торцем оправки і плоскою забезпечує рішення поставленої задачі - одержанділянкою матриці, поверхнями радіальної частини ня якісно нового високоефективного виробу - труоправки і пояска порожнини матриці. би у високоміцному ізотропному стані. Конкретна відмінність пропонованої корисної Рішення, що заявляється, відрізняється від моделі процесу полягає в тому, що перевищення прототипу, його відмітні ознаки зв'язані єдиним діаметра оправки над діаметром каналу контейнезмістом і забезпечують корисність, тобто воно відра вибирають у межах від двох до чотирьох товповідає критерієві "новизна". щин стінки труби. Виявлені в рамках науково-технічного пошук у Інша відмінність полягає в тому, що одночасно ознаки відомих рішень в області обробки матеріаз прикладенням до торця заготовки осьового делів тиском у повному обсязі не збігаються з ознаформуючого зусилля від пресштемпеля на інший ками, що заявляються. торцевої поверхні заготовки створюють окружні Пропоноване рішення характеризується новою тангенціальні напруження обертанням оправки. сукупністю ознак, забезпечує інший позитивний Причинно-наслідковий зв'язок між відмітними ефект, що дає підставу вважати його відповідному ознаками корисної моделі і результатом, що досякритерієві "корисна модель". гається, а також обґрунтування умов процесу поНа Фіг. схематично показан пристрій, за дополягає в наступному: могою якого реалізують процес пресування труб. Здійснення деформації суцільної заготовки Пристрій для реалізації процесу пресування (злитка) при сполученні інтенсивного кутового претруб (Фіг.) включає контейнер 1, пресштемпель 2, сування і прямої витяжки з витіканням металу в матрицю 3, оправку 4, виконану з можливістю оберадіальному й осьовому напрямках забезпечує ртання ( привод обертання не показаний), опору 5. формування труби при високій інтенсивності деОдна зона інтенсивної пластичної деформації з формації зсувом і, отже, більш інтенсивному струвитіканням метала в радіальному (бічному) нактурному проробленню матеріалу з формуванням прямку утворена торцем 6 оправки 4 і плоскою однорідної СМК-стр уктури, що обумовлює підвиділянкою 7 матриці 3, інша зона інтенсивної пласщений рівень експлуатаційних властивостей витичної деформації із витіканням метала в осьоворобу. му напрямку утворена радіальною поверхнею 8 Реалізація процесу пресування супроводжуоправки 4 і пояском порожнини 9 матриці 3. Пози 5 21073 6 цією 10 позначена заготовка, що пресується. рхнею 6 оправки 4 і плоскою ділянкою 7 матриці 3. Діаметр оправки 4 (Д0) виконаний по величині, Зусилля пресштемпеля 2 діє на заготовку в нащо перевищує діаметр каналу контейнера 1 (Дк ) у прямку її подовжньої осі, а пресуюмий метал вимежах: ходить через згаданий канал під кутом 90° до напрямку зусилля пресштемпеля. Потім витікання Дк +2d£Д0
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess of extrusion of pipes
Автори англійськоюBiloshenko Viktor Oleksandrovych, Matrosov Mykola Ivanovych, Medvedska Elvida Oleksandrivna, Chyshko Viacheslav Valeriiovych
Назва патенту російськоюПроцесс прессования труб
Автори російськоюБилошенко Виктор Александрович, Матросов Николай Иванович, Медведская Эльвида Александровна, Чишко Вячеслав Валерьевич
МПК / Мітки
МПК: B21J 1/02, B21C 23/02
Мітки: процес, пресування, труб
Код посилання
<a href="https://ua.patents.su/3-21073-proces-presuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Процес пресування труб</a>
Спосіб пресування труб
Номер патенту: 12579
Опубліковано: 15.02.2006
Автори: Медведєв Михайло Іванович, Атанасов Сергій Васильович, Винокуров Микола Васильович, Ковбаса Ігор Георгієвич, Восходов Валєрій Борісовіч, Блощинський Григорій Павлович, Лубе Ігорь Івановіч, Безпалова Наталія Олександрівна, Ляльков Алєксандр Грігорьєвіч
МПК: B21C 25/00, B21C 23/02
Мітки: труб, пресування, спосіб
Формула / Реферат:
Спосіб пресування труб, що включає нагрівання порожнистої заготівки, подачу її в контейнер трубопрофільного преса і наступне видавлювання в кільцевий зазор, утворений матрицею і рухомою ступінчастою оправкою, діаметр переднього кінця якої менший від діаметра основної частини, який відрізняється тим, що нагрівання заготівки здійснюють нерівномірно по її довжині, причому передній кінець заготівки, обернений при видавлюванні до матриці,...
Мастило для гарячого пресування труб
Номер патенту: 34837
Опубліковано: 15.03.2001
Автори: Карасик Тетяна Леонідівна, Крихта Валерій Петрович, Македонов Сергій Іванович
МПК: C10M 125/10
Мітки: гарячого, пресування, труб, мастило
Формула / Реферат:
Мастило для гарячого пресування труб, яке вміщує, оксиди кремнія, кальція, алюмінія, бора, відрізняється тим, що воно додатково вміщує оксиди магнія, Марганця (IV), заліза (III) при слідуючому співвідношенні компонентів, мас.%:
Мастило для гарячого пресування труб
Номер патенту: 34836
Опубліковано: 15.03.2001
Автори: Карасик Тетяна Леонідівна, Крихта Валерій Петрович, Македонов Сергій Іванович, Довгополюк Тетяна Петрівна
МПК: C10M 125/10
Мітки: мастило, гарячого, труб, пресування
Формула / Реферат:
Мастило для - гарячого пресування труб, яке вміщує оксиди кремнія, алюмінія, бора, магнія, кальція та калія, відрізняється тим, що воно додатково вміщує оксиди Марганця (IV), заліза (III) і заліза (II) при слідуючому співвідношенні компонентів, мас. %:
Процес пресування високоміцних та низькопластичних матеріалів
Номер патенту: 16486
Опубліковано: 15.08.2006
Автори: Орлов Дмитро Валентинович, Синков Сергій Григорович, Бейгельзимер Яків Юхимович, Варюхін Віктор Миколайович, Решетов Олексій Валерійович, Прилепо Денис В'ячеславович, Заіка Тетяна Павлівна, Синков Олександр Сергійович
МПК: B21C 29/00
Мітки: процес, матеріалів, низькопластичних, пресування, високоміцних
Формула / Реферат:
Процес пресування високоміцних та низькопластичних матеріалів, заснований на екструзії заготівки із контейнера через отвір деформівного інструмента з використанням квазігідростатичного робочого середовища, який відрізняється тим, що пресування проводять в режимі "теплого" пресування при допустимій температурі нагрівання заготівки та деформівного інструмента не більше 450°С, а як робоче середовище беруть суміш дрібнодисперсного...
Скломастило для гарячого пресування труб
Номер патенту: 13658
Опубліковано: 17.04.2006
Автори: Ляльков Алєксандр Грігорьєвіч, Восходов Валєрій Борісовіч, Лубе Ігорь Івановіч, Медведєв Михайло Іванович, Карасик Тетяна Леонідівна
МПК: C10M 125/10
Мітки: скломастило, труб, пресування, гарячого
Формула / Реферат:
Скломастило для гарячого пресування труб, що містить оксиди алюмінію, кальцію, бору і кремнію, яке відрізняється тим, що воно додатково містить оксиди натрію, титану і кобальту, а також кріоліт при наступному співвідношенні компонентів, мас. %: оксид алюмінію 4-7 оксид кальцію 15-23 оксид бору 6-10 оксид натрію ...
Попередній патент: Ракета-куля плав’юка
Наступний патент: Нагрудник
Випадковий патент: Канал вимірювання похилої дальності літальних апаратів на основі модернізованого частотно-часового метода вимірювання