Мастило для гарячого пресування труб
Номер патенту: 34836
Опубліковано: 15.03.2001
Автори: Крихта Валерій Петрович, Довгополюк Тетяна Петрівна, Карасик Тетяна Леонідівна, Македонов Сергій Іванович

Формула / Реферат
Мастило для - гарячого пресування труб, яке вміщує оксиди кремнія, алюмінія, бора, магнія, кальція та калія, відрізняється тим, що воно додатково вміщує оксиди Марганця (IV), заліза (III) і заліза (II) при слідуючому співвідношенні компонентів, мас. %:
Текст
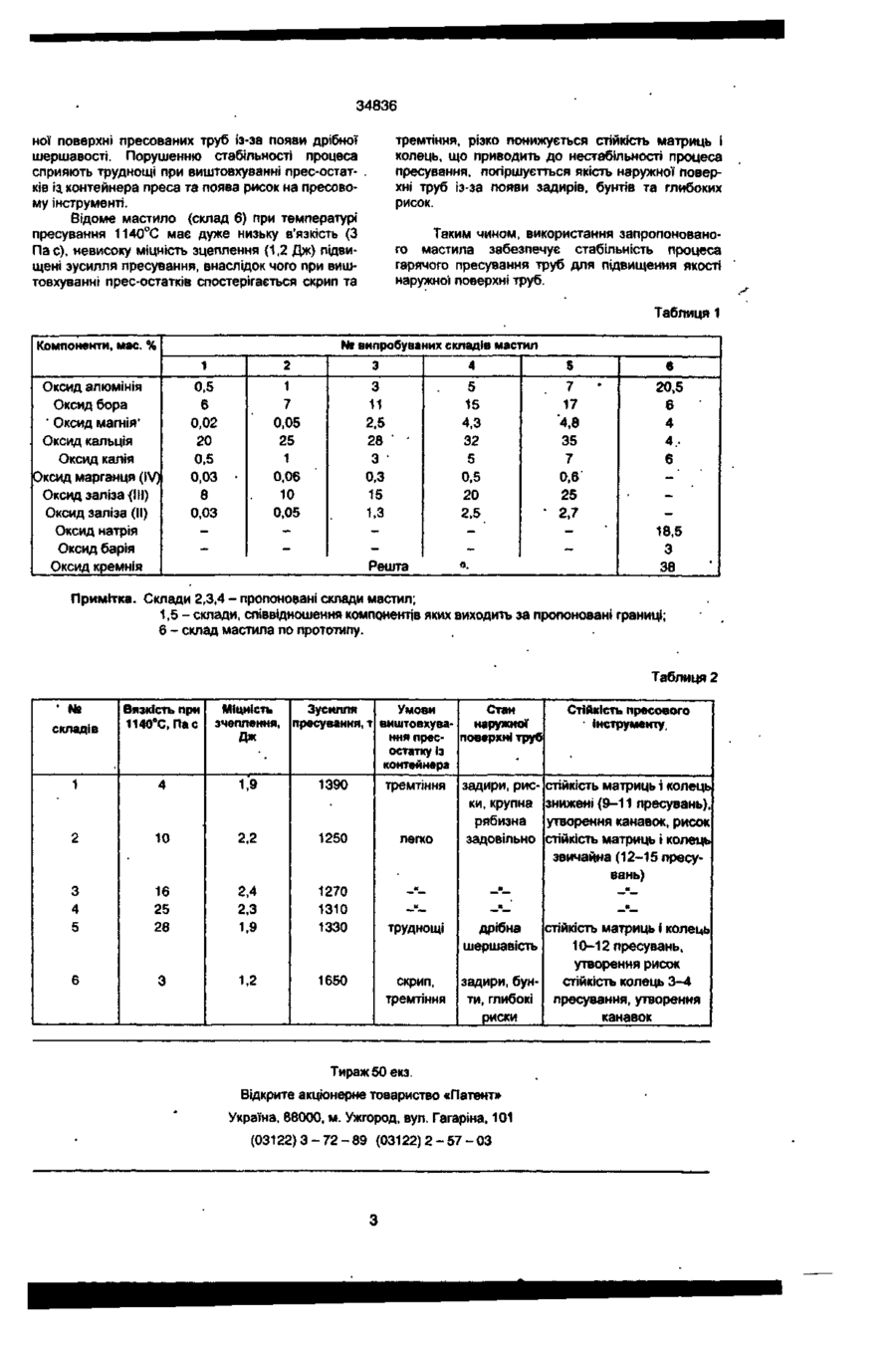
Мастило для гарячого пресування труб, яке вміщує оксиди кремнія алюмінія, бора, магнія, кальція та калія, відрізняється тим, що воно додатково вміщує оксиди Марганця (IV), заліза (III) і заліза (II) при слідуючому співвідношенні компонентів, мас % Винахід відноситься до трубного виробництва, зокрема до мастильних составів і може бути використаний для нанесення на внутрішню поверхню заготовок при гарячому пресуванні труб із нержавіючих сталей на гідравлічних пресах у температурному інтервалі 900-1200°С Відоме мастило, яке містить, мас % високодисперсний порошок МІДІ 60-80, гліцерин 3 5 стабілізатор 0,3-0,5, олеїнову кислоту 6-10, мінеральну олію до 100 (заява на видачу патенту України № 940-30767 кл С10М125/04, С10М129/16, 1994 р ) Це мастило не дозволяє стабільно вести процес пресування із-за наявності у составі вели ти процес пресування стабільно і отримати якісну наружну поверхню пресованих труб Відоме також мастило, яке містить, мас % оксид кремнія 35-55, оксид алюмінію 15-30, оксид бора 1-14 оксид натрія 10-30, оксид магнія 0-10, оксид кальція 0-15, оксид барія 0-15 при сумарному ВМІСТІ оксидів магнія, кальція і барія 1-15 У переважному составі міститься оксида калія до 10, а сума оксидів натрія і калія 10-30 (патент Японії №54-11812 С10М7/08, СОЗСЗ/30, 1979 р ) При використанні цього мастила, в'язкість якого не перевищує 3 Па с, спостерігаються досить часті випадки порушення стабільності процеса пресування труб із-за частого виходу із строя пресового інструменту (матриць та колець) Останнє діється тому що мастильна плівка сильно потоншується і не витримує високого тиску в зоні деформації Внаслідок значна частина поверхні заготовки стикається з інструментом напрямку без розділюючої мастильної плівки, що веде до погіршення якості наружної поверхні пресованих труб Крім того, при цьому на кольцях та матрицях пресу з'являються канавки та риски, що також погіршує якість наружної поверхні труб В основі даного винаходу лежить рішення задачі по удосконаленню складу мастила для гарячого пресування труб шляхом зміни його складу, внаслідок чого забезпечується підвищення стабільності процесу гарячого пресування труб для підвищення якості наружної поверхні труб кої КІЛЬКОСТІ органічних складових, які при температурах пресування 900-1200°С вигорають і порушують суцільність мастильної плівки, що приводить до підвищення зусиль пресування та погіршення якості наружної поверхні пресованих труб ш Відоме мастило яке містить мас % борний ангідрид 14-35, оксид натрія 2-15, оксид алюмінія 5-15, оксид кальція 2,2-16, оксид кремнія - решта (а с СССР № 620501, С ЮМ 7/02 1978 р ) Із-за наявності у составі мастила великої КІЛЬКОСТІ оксиду натрія та борного анпдрида воно має низьку в'язкість (1-2 Па с), що приводить до потоншення мастильної плівки Внаслідок у процесі пресування порушується МІЦНІСТЬ зчеплення мастила з поверхнею метала що не дозволяє вес Оксид алюмінія Оксид бора Оксид магнія Оксид кальція Оксид калія Оксид Марганця (IV) Оксид заліза (III) Оксид заліза (IJ) Оксид кремнія 1-5 7-15 0,05-4,3 25-32 1-5 0,06-0,5 10-20 0,05-2,5 Решта СО со со со 34836 Ця задача вирішена тим, що мастило, яке вміщує оксиди кремнія, алюмінія, бора, магнія, кальція і калія, відповідно винаходу, додатково вміщує оксиди Марганця (IV), заліза (III) і заліза (II) при слідуючому співвідношенні компонентів, мас.%: Оксид алюмінія (АІ2Оз) 1 -5 Оксид бора (В2Оз) 7-15 Оксид магнія (МдО) 0,05-4,3 ОКСИД кальція (СаО) 25-32 ОКСИД калія (К2О) 1-5 ОКСИД Марганця (IV) (МпО2) 0,06-0,5 Оксид заліза (III) (Fe2O3) 10-20 ОКСИД заліза (II) (FeO) 0,05-2,5 ОКСИД кремнія (SiO2) Решта Відміна пропонованого мастила від мастила за прототипом полягає у введені у склад мастила оксидів Марганця (IV), заліза (III) та заліза (II) при вказаному співвідношенні компонентів Технічним результатом використання запропонованого мастила є забезпечення стабільності процесу гарячого пресування труб для підвищення якості наружної поверхні труб. Це пов'язано з тим, що введення оксиду Марганця (IV), який володіє здатністю змінювати свою координацію у залежності від іонного оточення, дозволяє при наявності лужних оксидів підвищити міцність зчеплення мастила з поверхнею металу. Останнє перешкоджає розривам мастильної плівки у зоні деформації і, як наслідок, знижує зусилля пресування, що поліпшує якість наружної поверхні пресованих труб. Введення ж оксиду заліза (III) сприятливо діє •на забезпечення стабільності процесу гарячого пресування труб, так як сприяє підвищенню в'язкості мастила до необхідних меж і допомагає оксиду Марганця (IV) підтримувати міцність зчеплення, не порушуючи суцільності мастильного шару. Крім того, оксид заліза (НІ) відіграє роль модифікатора у структурі мастила і може заповнювати структурні пустоти в мастильні плівці.-При цьому стабільність процесу пресування поліпшується за рахунок полегшення витискання прес-остатків із контейнера преса. Якість наружної поверхні труб при цьому поліпшується. Крім того, оксид заліза (III) полегшує доступ в мастильну плівку компонентів травлячих розчинів, зокрема кислот, не потребуючи при цьому використання лужного розплаву, який звичайно використовується для видалення мастила. Введення ж оксида- заліза (II) сприяє 'одержанню на межі розділу метал-мастило більш стійких форм зв'язку із-за збагачення прилежного слою іонами незалізних металів (нікеля, хрому, та інш.) із металу заготовки та за рахунок появи іонів вільного заліза, які утворюються при розпаді оксиду заліза (II). Це підвищує міцність зчеплення мастила, а іони вільного заліза до того ж буцім-то запресовують дрібні дефекти на поверхні інструмента. Останнє підвищує стабільність процеса пресування і поліпшує якість наружної поверхні труб. Заявлені співвідношення компонентів одержані експериментальним шляхом. Для приготування мастила використовували слідуючі сировинні матеріали: оксид алюмінія вводили глиноземом ГОСТ 6912-64; оксид бора борною кислотою ГОСТ 18704-78; оксид магнія ГОСТ 4326-76; оксид кальція - крейдою ГОСТ 12085-88; оксид калія - поташом ГОСТ 1069073Є; оксид Марганця - марганцевим концентратом ГОСТ 4418-75; оксид заліза (III) ГОСТ 8136-74; оксид заліза (II) ТУ 14-233-153-77; оксид кремнія - піском ГОСТ 22551-77. Сировинні матеріали попередньо підсушували до вологості не більше 2%, доводили до фракції 0.5 мм та старанно змішували. Усі компоненти були введені в кремневу основу послідовно у порядку від більшого до меншого. В останню чергу був введений оксид заліза (II). Мастило варили у ванній печі періодичної дії при температурі 1400°С протягом 1 часу. При задовільній пробі "на нитку" мастило зливали у воду. Після охолодження та висихання його подрібнювали до фракції' 0,4-0,6 мм. Були одержані зразки мастила з вмістом компонентів, які відповідають заявленим, а також ті, що виходять за заявлені границі, та склад за прототипом (табл. 1). Підготовлене мастило наносили на наружну поверхню заготовки шляхом перекатування останньої по наклонному столу з рівномірно нанесеним шаром мастила. Випробування мастила проводили згідно існуючої технології пресування труб на гідравлічному пресі зусиллям 3150 т. Заготовки із сталі 12Х18Н10Т нагрівали в індукційній печі до температури 1140°С, а потім пресували труби розміром 76x4,5 мм. В'язкість мастила вимірювали на ротаційному віскозиметрі по методиці вимірювання динамічної в'язкості № Х-1655-84. Міцність зчеплення мастильної плівки з поверхнею металу визначалась по ГОСТ 4765-73 шляхом удару бойка радіусом 9 мм під грузом 1 кг по бічній поверхні труби та послідуючим розрахунком енергії удару. Енергія удару менш 2 Дж передбачає слабке зчеплення. Зусилля пресування визначали по пульту преса. Решту характеристик - візуально. . Аналіз приведених даних показав, що в'язкість запропонованого мастила (склад 2,3,4) знаходиться в інтервалі 10-25 Па с, що відповідає величині в'язкості, яка забезпечує відсутність порушень суцільності мастильчого шару, а, як наслідок, забезпечення стабільності процесу пресування та поліпшення якоЧггі наружної поверхні пресованих труб. До того ж підвищується міцність зчеплення мастила з металом заготовки, що сприяє зниженню зусиль пресування і дозволяє одержати труби високої якості. При цьому спостерігається полегшення виштовхування пресо-статків із контейнера преса та не погіршується стійкість пресового інструменту. Склади, які виходять за границі, що заявляються, мають в'язкість, що виходить за необхідний інтервал, який для мастил наружної поверхні заготовок складає "5-25 Па с. Склад і з низькою в'язкістю (4 Па с) утворює дуже тонкий шар мастила із зниженою міцністю зчеплення, що підіймає зусилля пресування, погіршує стійкість пресового інструменту і веде до зниження стабільності процеса пресування із-за тремтіння при виштовхуванні прес-остатків. Склад 5 має декілька підвищену в'язкість (28 Па с), що також порушує стабільність процеса пресування і погіршує якість наруж 34836 ної поверхні пресованих труб із-за появи дрібної шершавості. Порушенню стабільності процеса сприяють труднощі при виштовхуванні прес-остатків із. контейнера преса та поява рисок на пресовому інструменті. Відоме мастило (склад б) при температурі пресування 1140°С має дуже низьку в'язкість (З Па с), невисоку міцність зцеплення (1,2 Дж) підвищені зусилля пресування, внаслідок чого при виштовхуванні прес-остатків спостерігається скрип та тремтіння, різко понижується стійкість матриць і колець, що приводить до нестабільності процеса пресування, погіршуєтться якість наружної поверхні труб із-за появи задирів, бунтів та глибоких рисок. Таким чином, використання запропонованого мастила забезпечує стабільність процеса гарячого пресування труб для підвищення якості наружної поверхні труб. Таблиця 1 Компоненти, мас. % Ns випробуваних складів мастил 1 Оксид алюмінія Оксид бора " Оксид магнія' Оксид кальція Оксид калія Оксид Марганця (IV) Оксид заліза (III) Оксид заліза (II) Оксид натрія Оксид барія Оксид кремнія 2 3 4 1 7 0,05 25 0,5 6 0,02 20 0,5 0,03 • 8 0,03 3 11 2,5 28 5 15 4,3 32 5 0,5 20 2,5 1 з • 0,06 10 0,05 0,3 15 1.3 Решта 5 7 17 '4,8 35 7 0,6 25 • 2,7 6 * 20,5 6 4 4.6 -' 18,5 3 38 в. Примітка. Склади 2,3,4 - пропоновані склади мастил; 1,5- склади, співвідношення компонентів яких виходить за пропоновані границі; 6 - склад мастила по прототипу. Таблиця 2 ' N9 Міцність Зусилля Умови Стан зчеплення, пресування, т виштовхуванаружної Дж ння прес- поверхні труб остатку із контейнера складів Вязкість при 1140°С, Пас 1 4 1,9 1390 тремтіння 2 10 2,2 1250 легко 3 2,4 2,3 1,9 1270 -" 5 16 25 28 1310 1330 труднощі 6 3 1,2 1650 4 скрип, тремтіння задири, риски, крупна рябизна задовільно Стійкість пресового інструменту. стійкість матриць і колець знижені (9-11 пресувань), утворення канавок, рисок стійкість матриць і колець звичайна (12-15 пресувань) —м— дрібна стійкість матриць і колець шершавість 10-12 пресувань, утворення рисок задири, бунстійкість колець 3-4 ти, глибокі пресування, утворення риски канавок Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюOil for hot pressing of pipes
Автори англійськоюKarasyk Tetiana Leonidivna, Krykhta Valerii Petrovych, Makedonov Serhii Ivanovych, Dovhopoliuk Tetiana Petrivna
Назва патенту російськоюСмазка для горячего прессования труб
Автори російськоюКарасик Татьяна Леонидовна, Крихта Валерий Петрович, Македонов Сергей Иванович, Довгополюк Татьяна Петровна
МПК / Мітки
МПК: C10M 125/10
Мітки: мастило, гарячого, пресування, труб
Код посилання
<a href="https://ua.patents.su/4-34836-mastilo-dlya-garyachogo-presuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Мастило для гарячого пресування труб</a>
Пластичне мастило для різьбових з’єднань
Номер патенту: 28737
Опубліковано: 16.10.2000
Автори: Чернов Борис Олександрович, Климишин Ярослав Данилович, Кулінін Тарас Михайлович
МПК: C10M 101/00
Мітки: з'єднань, пластичне, мастило, різьбових
Формула / Реферат:
Пластичне мастило для різьбових з'єднань, яке вміщує мінеральне масло, графіт, порошок міді, який відрізняється тим, що мастило додатково містить каніфоль, деревні гранули, шкіряний пил в наступному співвідношенні компонентів, мас. %: деревні гранули (відходи) 17,0-20,0 каніфоль 11,0-14,0 шкіряний пил (відходи) 7,5-9,0 ...
Підвіска для гарячого цинкування труб у вертикальному агрегаті
Номер патенту: 15837
Опубліковано: 30.06.1997
Автори: Гращенков Сергій Ілліч, Солошенко Микола Павлович, Шишин Олег Іванович
МПК: C23C 2/06
Мітки: підвіска, гарячого, агрегаті, цинкування, труб, вертикальному
Формула / Реферат:
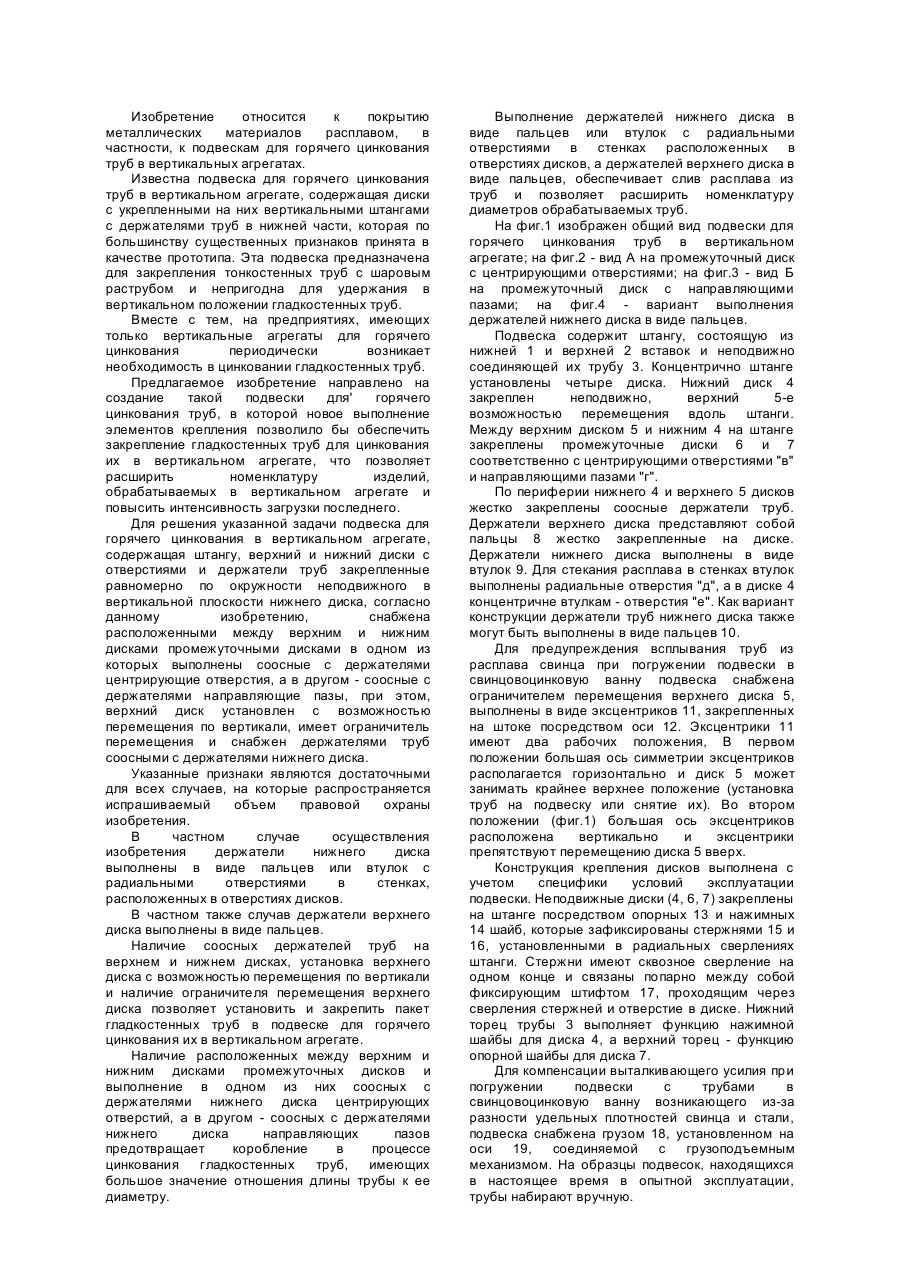
1. Подвеска для горячего цинкования труб в вертикальном агрегате, содержащая штангу, верхний и нижний диски с отверстиями и держатели труб, закрепленные равномерно по окружности неподрижного в вертикальной плоскости нижнего диска, отличающаяся тем, что она снабжена расположенными между верхним и нижним дисками, промежуточными дисками, в одном из которых выполнены соосные с держателями центрирующие отверстия, а в другом - соосные с...
Установка для гарячого пресування виробів з порошків шляхом пропускання електричного струму
Номер патенту: 13161
Опубліковано: 28.02.1997
Автори: Буренков Геннадій Лук'янович, Громова Тамара Васільєвна, Усакін Сєргєй Івановіч, Істоміна Тетяна Іванівна, Райченко Олександр Іванович, Купін Іван Васильєвіч
МПК: F27D 11/08, B22F 3/14, F27D 11/00
Мітки: пропускання, виробів, установка, електричного, гарячого, порошків, струму, пресування, шляхом
Формула / Реферат:
(57) Установка для горячего прессования из* делий из порошков путем пропускания электрического тока, содержащая пресс форму с (57) Установка для горячего прессования изделий из порошков путем пропускания электрического тока, содержащая пресс форму с верхним пуансоном, упругий элемент для создания усилия подпрессовки, гидроцилиндр с ползуном для создания давления прессования и верхнюю и нижнюю токоведущие плиты, отличающаяся тем, что упругий...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Шепелєв Анатолій Олександрович, Петренко Анатолій Петрович, Муровський Валерій Олександрович, Ігнатенко Валерій Іванович
Мітки: переважно, виготовленні, виготовлення, спосіб, гарячого, пресування, пристрій, інструменту, абразивного, матеріалів, надтвердих
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Установка для гарячого пресування виробів з високоомних композиційних матеріалів
Номер патенту: 15775
Опубліковано: 30.06.1997
Автори: Бронштейн Долорес Хаімовна, Суранов Олександр Вадимович, Кулібаба Валерій Васильович, Скляр Світлана Іосиповна, Бологова Лариса Михайлівна, Ротнер Юрій Михайлович, Переяслов Віктор Павлович, Сімкін Едуард Семенович, Майстренко Анатолій Львович, Коломієць Валерій Петрович, Куліч Людмила Григорівна
МПК: B22F 3/14, B22F 3/12, B22F 5/00, H05B 3/06, B22F 8/00, H05B 3/60, H05B 3/00
Мітки: виробів, композиційних, пресування, високоомних, установка, матеріалів, гарячого
Формула / Реферат:
1. Установка для горячего прессования изделий из высокоомных композиционных материалов, содержащая пресс с плитами, по крайней мере, одна из которых подвижна, устройство для электронагрева с токоподводами и сменный технологический узел с матрицей и пуансоном, отличающаяся тем, что сменный технологический узел снабжен плоским нагревателем, установленным перпендикулярно оси пуансона и ограничивающим по одному из торцев матричную полость,...
Попередній патент: Спосіб ремонту підшипникового вузла, зокрема опори бурового шарошечного долота
Наступний патент: Спосіб діагностики запалення при захворюваннях дихальної системи різного генезу
Випадковий патент: Піч для термічної обробки металевих виробів