Форма для виготовлення суцільнолитої доменної фурми
Номер патенту: 21226
Опубліковано: 15.03.2007
Автори: Косогоров Євген Леонідович, Іванцов Володимир Володимирович
Формула / Реферат
1. Форма для виготовлення суцільнолитої доменної фурми, що включає форму, яка складається з верхньої та нижньої частин, центральний та кільцевий стержні, причому в кільцевому стержні встановлені додаткові стержні для утворення отворів для введення та виведення газів, яка відрізняється тим, що центральний стержень виконаний у вигляді рознімної металевої порожнини, між основою та кришкою якої рoзміщені взаємозв'язані між собою сектори, а кільцевий стержень виготовлений з холоднотвердіючої суміші та встановлений у підвішеному стані у верхній частині форми, за допомогою додаткових стержнів.
2. Форма за п. 1, яка відрізняється тим, що уздовж центральної осі центрального стержня встановлений податливий центрувальний стержень.
3. Форма за п. 1, яка відрізняється тим, що додаткові стержні виконані у вигляді перфорованих трубок.
Текст
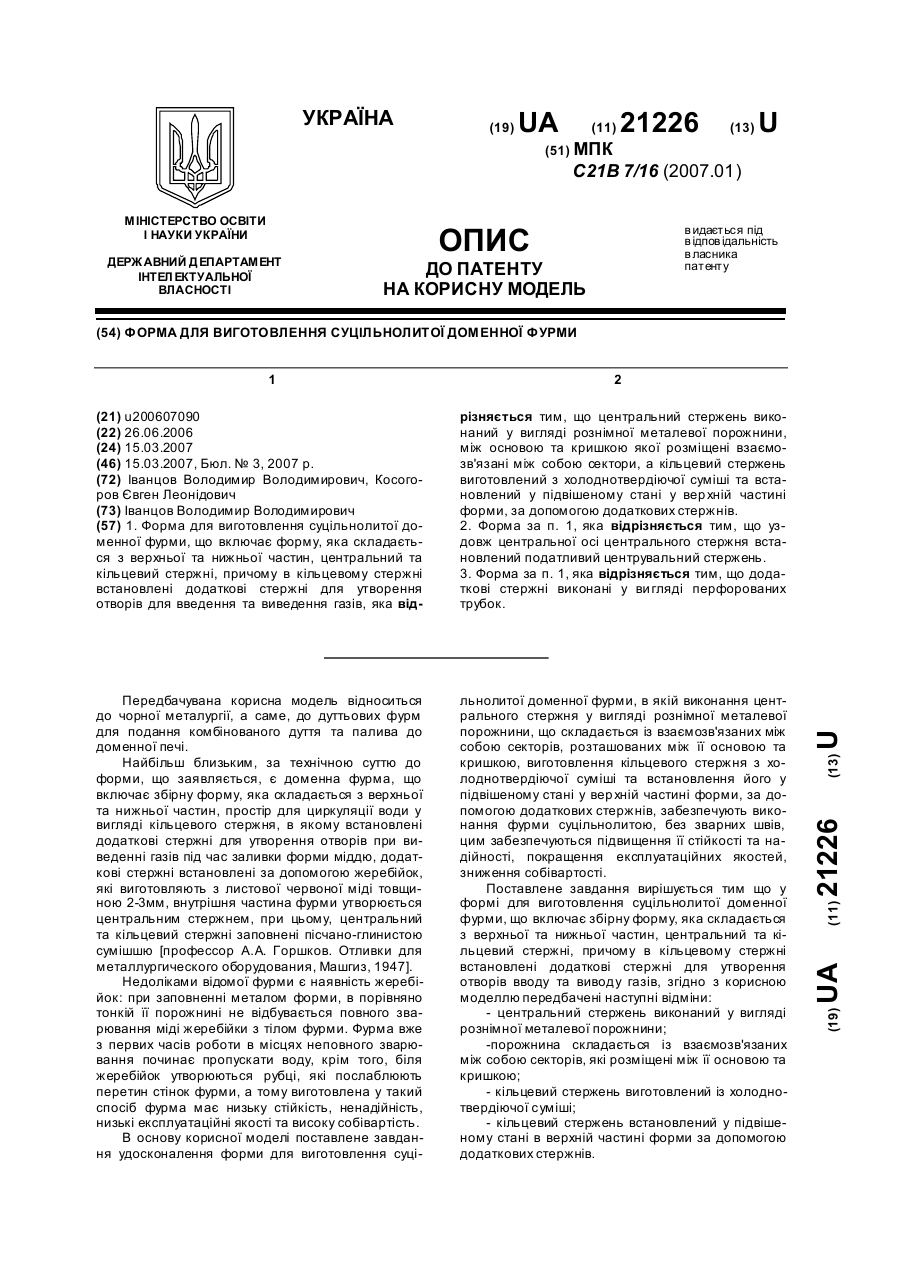
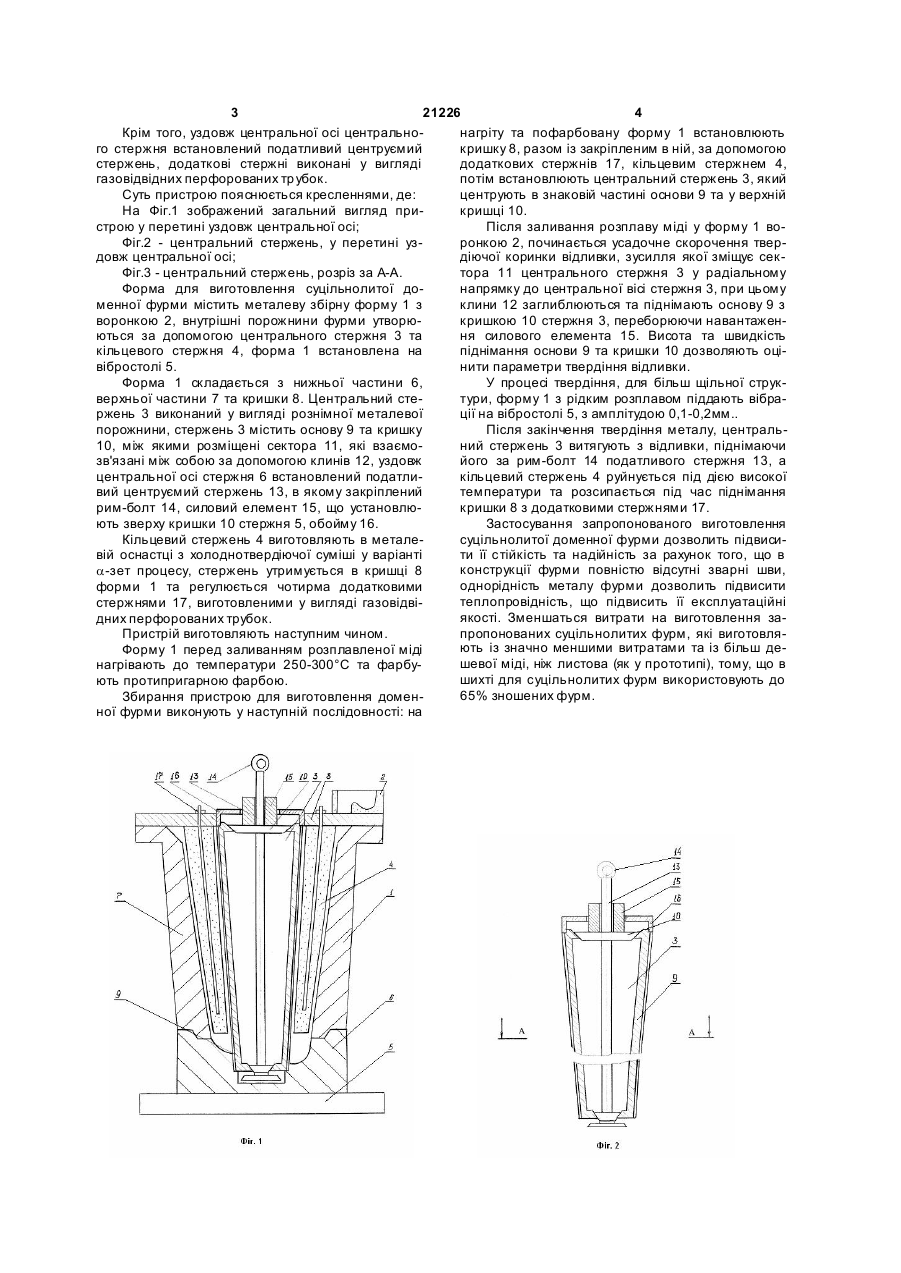
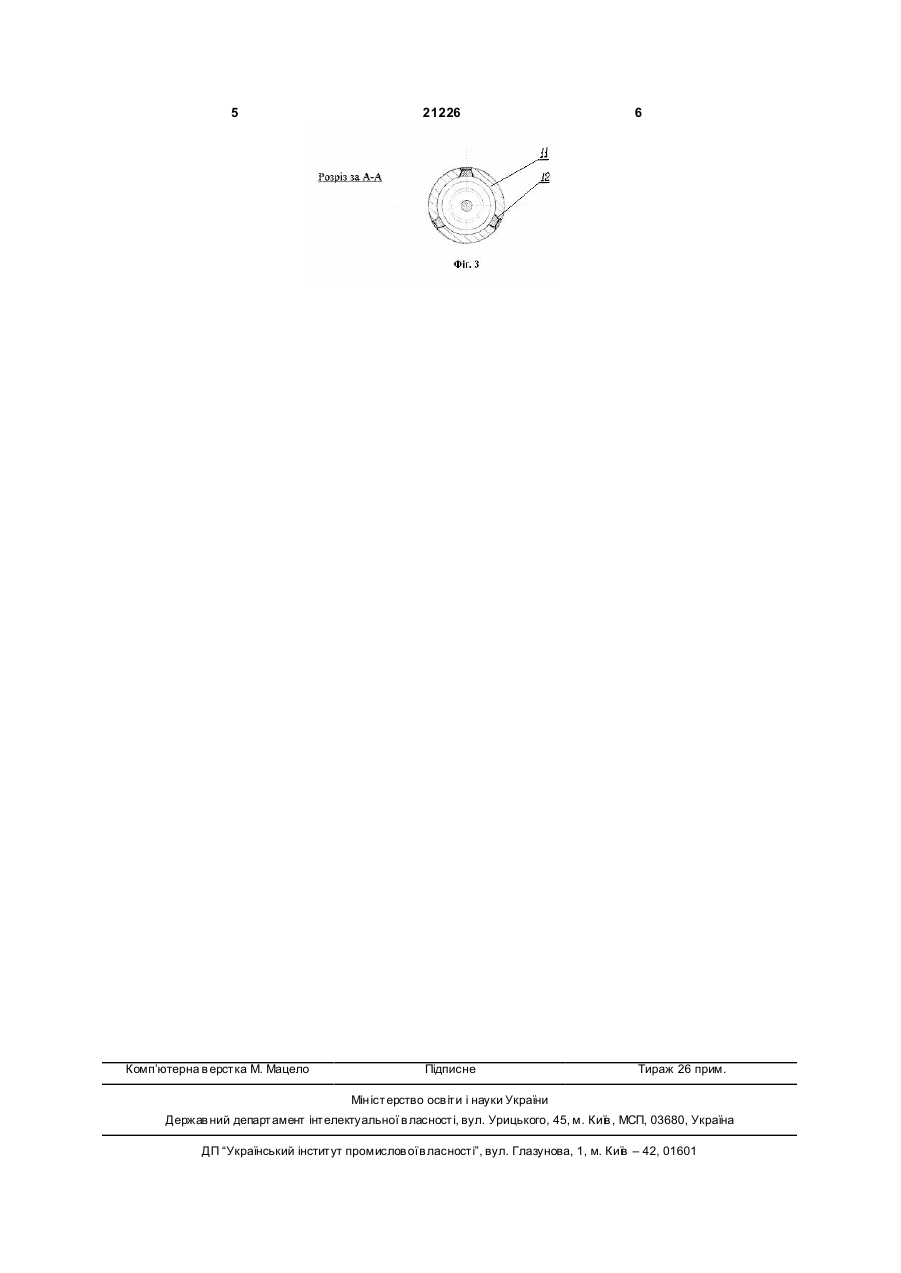
1. Форма для виготовлення суцільнолитої доменної фурми, що включає форму, яка складається з верхньої та нижньої частин, центральний та кільцевий стержні, причому в кільцевому стержні встановлені додаткові стержні для утворення отворів для введення та виведення газів, яка від 3 21226 4 Крім того, уздовж центральної осі центральнонагріту та пофарбовану форму 1 встановлюють го стержня встановлений податливий центруємий кришку 8, разом із закріпленим в ній, за допомогою стержень, додаткові стержні виконані у вигляді додаткових стержнів 17, кільцевим стержнем 4, газовідвідних перфорованих тр убок. потім встановлюють центральний стержень 3, який Суть пристрою пояснюється кресленнями, де: центрують в знаковій частині основи 9 та у верхній На Фіг.1 зображений загальний вигляд прикришці 10. строю у перетині уздовж центральної осі; Після заливання розплаву міді у форму 1 воФіг.2 - центральний стержень, у перетині узронкою 2, починається усадочне скорочення твердовж центральної осі; діючої коринки відливки, зусилля якої зміщує секФіг.3 - центральний стержень, розріз за А-А. тора 11 центрального стержня 3 у радіальному Форма для виготовлення суцільнолитої донапрямку до центральної вісі стержня 3, при цьому менної фурми містить металеву збірну форму 1 з клини 12 заглиблюються та піднімають основу 9 з воронкою 2, внутрішні порожнини фурми утворюкришкою 10 стержня 3, переборюючи навантаженються за допомогою центрального стержня 3 та ня силового елемента 15. Висота та швидкість кільцевого стержня 4, форма 1 встановлена на піднімання основи 9 та кришки 10 дозволяють оцівібростолі 5. нити параметри твердіння відливки. Форма 1 складається з нижньої частини 6, У процесі твердіння, для більш щільної струкверхньої частини 7 та кришки 8. Центральний стетури, форму 1 з рідким розплавом піддають вібраржень 3 виконаний у вигляді рознімної металевої ції на вібростолі 5, з амплітудою 0,1-0,2мм.. порожнини, стержень 3 містить основу 9 та кришку Після закінчення твердіння металу, централь10, між якими розміщені сектора 11, які взаємоний стержень 3 витягують з відливки, піднімаючи зв'язані між собою за допомогою клинів 12, уздовж його за рим-болт 14 податливого стержня 13, а центральної осі стержня 6 встановлений податликільцевий стержень 4 руйнується під дією високої вий центруємий стержень 13, в якому закріплений температури та розсипається під час піднімання рим-болт 14, силовий елемент 15, що установлюкришки 8 з додатковими стержнями 17. ють зверху кришки 10 стержня 5, обойму 16. Застосування запропонованого виготовлення Кільцевий стержень 4 виготовляють в металесуцільнолитої доменної фурми дозволить підвисивій оснастці з холоднотвердіючої суміші у варіанті ти її стійкість та надійність за рахунок того, що в конструкції фурми повністю відсутні зварні шви, a-зет процесу, стержень утримується в кришці 8 однорідність металу фурми дозволить підвисити форми 1 та регулюється чотирма додатковими теплопровідність, що підвисить її експлуатаційні стержнями 17, виготовленими у вигляді газовідвіякості. Зменшаться витрати на виготовлення задних перфорованих трубок. Пристрій виготовляють наступним чином. пропонованих суцільнолитих фурм, які виготовляють із значно меншими витратами та із більш деФорму 1 перед заливанням розплавленої міді шевої міді, ніж листова (як у прототипі), тому, що в нагрівають до температури 250-300°С та фарбушихті для суцільнолитих фурм використовують до ють протипригарною фарбою. 65% зношених фурм. Збирання пристрою для виготовлення доменної фурми виконують у наступній послідовності: на 5 Комп’ютерна в ерстка М. Мацело 21226 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMolding box for manufacture of fully molded blast furnace lance
Автори англійськоюIvantsov Volodymyr Volodymyrovych
Назва патенту російськоюФорма для изготовления цельнолитой доменной фурмы
Автори російськоюИванцов Владимир Владимирович
МПК / Мітки
МПК: C21B 7/16
Мітки: фурми, форма, виготовлення, доменної, суцільнолитої
Код посилання
<a href="https://ua.patents.su/3-21226-forma-dlya-vigotovlennya-sucilnolito-domenno-furmi.html" target="_blank" rel="follow" title="База патентів України">Форма для виготовлення суцільнолитої доменної фурми</a>
Спосіб виготовлення дуттьової фурми доменної печі
Номер патенту: 9788
Опубліковано: 17.10.2005
Автори: АГАРКОВ Віктор Якович, Аніщенко Олександр Сергійович, Шильов Дмитро Миколайович
МПК: C21B 7/16
Мітки: виготовлення, спосіб, доменної, фурми, дуттьової, печі
Формула / Реферат:
1. Спосіб виготовлення дуттьової фурми доменної печі, при якому торцеві зони концентрично розташованих зовнішнього і внутрішнього корпусів зварюють з утворенням зварних швів з фланцем і носком, який відрізняється тим, що принаймні один зі зварних швів між конусами і носком утворюють оплавленням кромок, що зварюються.2. Спосіб за п. 1, який відрізняється тим, що принаймні один зі зварних швів між корпусами і носком утворюють джерелом...
Форма для виготовлення будівельних виробів із скопобетону
Номер патенту: 1276
Опубліковано: 17.06.2002
Автор: Савченко Віктор Володимирович
МПК: B28B 7/00
Мітки: форма, скопобетону, виготовлення, виробів, будівельних
Формула / Реферат:
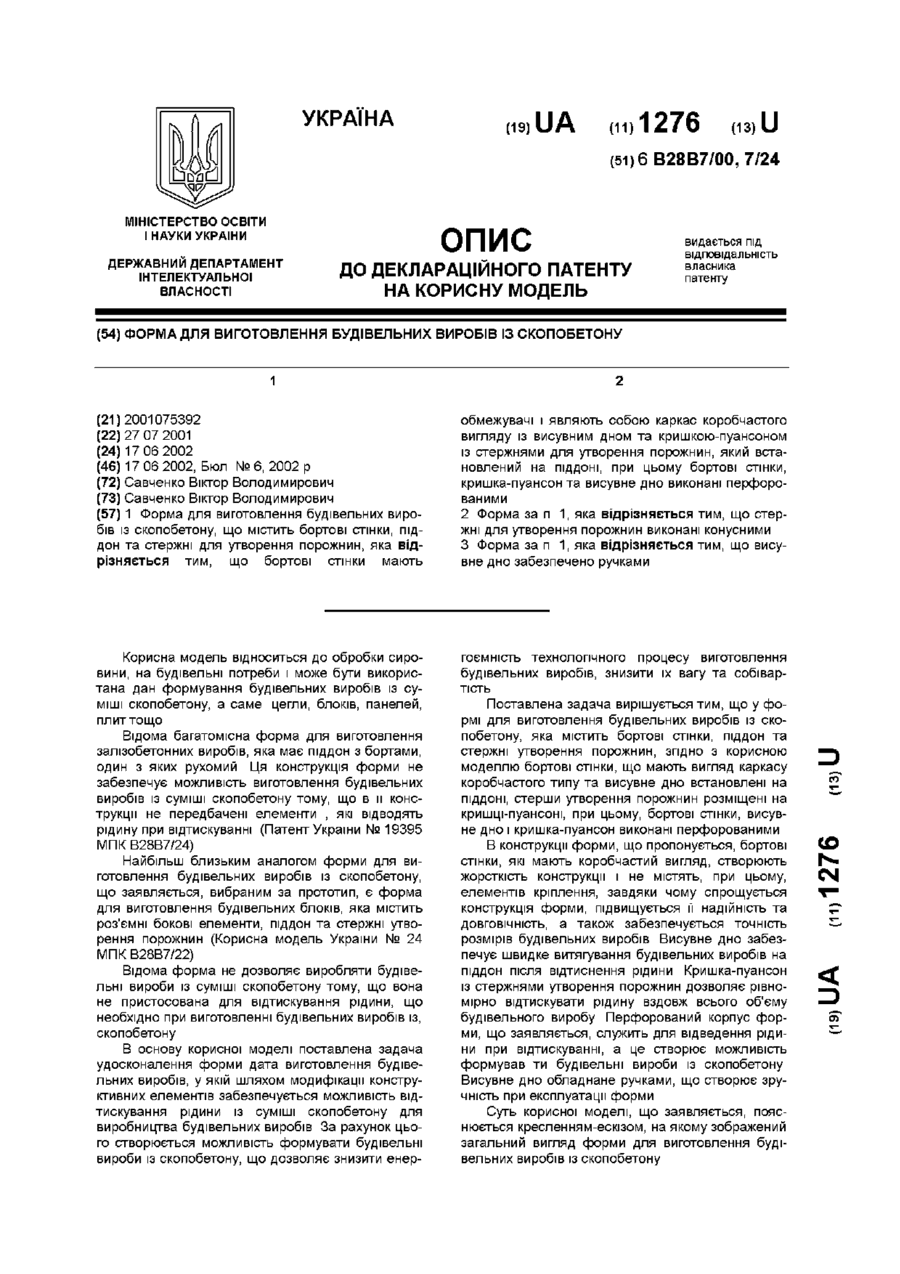
1. Форма для виготовлення будівельних виробів із скопобетону, що містить бортові стінки, піддон та стержні для утворення порожнин, яка відрізняється тим, що бортові стінки мають обмежувачі і являють собою каркас коробчастого вигляду із висувним дном та кришкою-пуансоном із стержнями для утворення порожнин, який встановлений на піддоні, при цьому бортові стінки, кришка-пуансон та висувне дно виконані перфорованими.2. Форма за п. 1, яка...
Литьова форма для виготовлення полімерних виробів з різьбою
Номер патенту: 16916
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29D 1/00
Мітки: різьбою, полімерних, виробів, форма, виготовлення, литьова
Формула / Реферат:
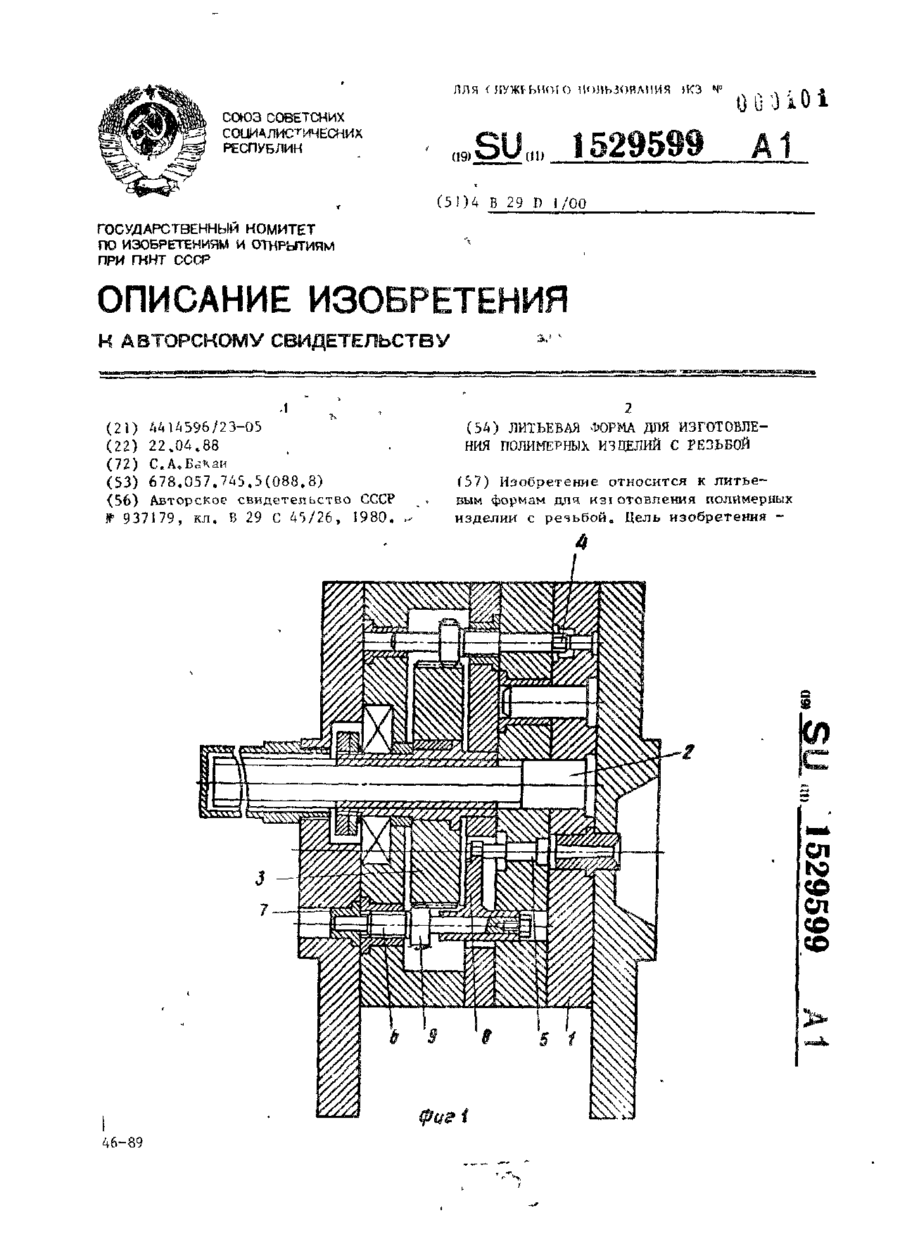
Литьевая форма для изготовления полимерных изделий с резьбой, содержащая неподвижную полуформу и подвижную полуформу, включающую резьбовые знаки и промежуточный механизм выталкивателя центрального литника, кинематически связанные с приводом, отличающаяся тем, что, с целью предотвращения отрыва литников от изделий, промежуточный механизм выполнен в виде стержня с резьбовым концом, расположенным в копирной втулке, надругом конце которого...
Спосіб виготовлення суцільнолитої шини

Номер патенту: 47197
Опубліковано: 17.06.2002
Автор: Ткаченко Ірина Михайлівна
МПК: A61C 5/00
Мітки: виготовлення, шини, суцільнолитої, спосіб
Формула / Реферат:
1. Спосіб виготовлення суцільнолитої шини, що включає накладання смужки моделювального воску на препаровані поверхні зубів, моделювання шини у порожнині рота, введення внутрішньоканального штифта до попередньо створеного у тканинах зуба ложа та виготовлення литої конструкції шини, який відрізняється тим, що внутрішньоканальний штифт виготовляють із стандартної металевої заготовки.2. Спосіб виготовлення суцільнолитої шини за п. 1, який...
Механізм кріплення фурми
Номер патенту: 2581
Опубліковано: 15.06.2004
Автори: Баранов Андрій Олександрович, Шувалов Олег Борисович, Набоков Валерій Олександрович, Брук Олександр Семенович
МПК: C21C 5/46
Мітки: фурми, механізм, кріплення
Формула / Реферат:
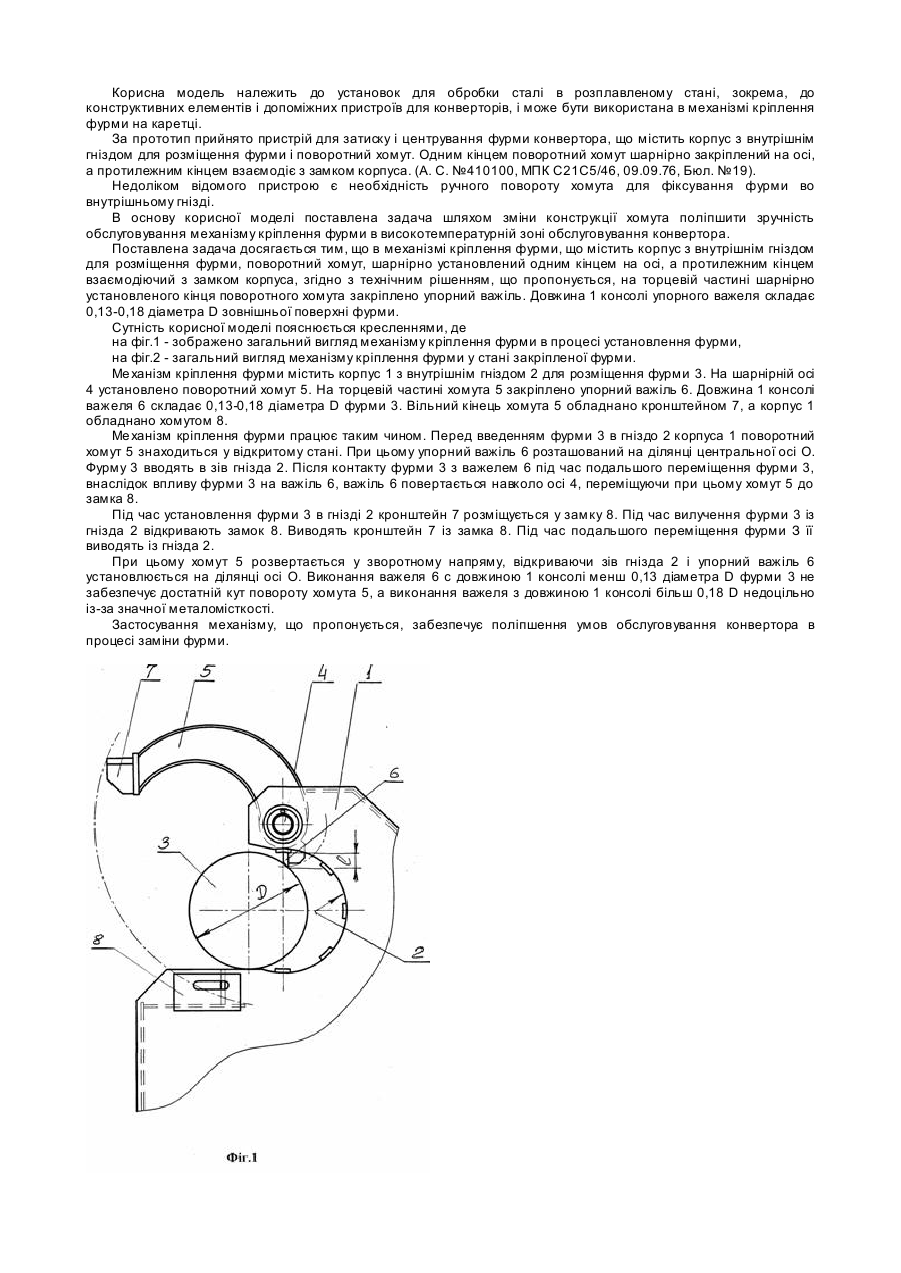
1. Механізм кріплення фурми, що містить корпус з внутрішнім гніздом для розміщення фурми, поворотний хомут, який шарнірно установлений одним кінцем на осі, а протилежним кінцем взаємодіючий з замком корпуса, який відрізняється тим, що на торцевій частині шарнірно установленого кінця поворотного хомута закріплено упорний важіль.2. Механізм за п. 1, який відрізняється тим, що довжина l консолі упорного важеля складає 0,13-0,18 діаметра D...
Попередній патент: Пристрій для електромагнітної обробки поливної води та розчинів
Наступний патент: Спосіб одержання дієтичної добавки “фіторицид”
Випадковий патент: Піраміда для підсилення універсальної енергії "трибуна"