Спосіб виготовлення дуттьової фурми доменної печі
Номер патенту: 9788
Опубліковано: 17.10.2005
Автори: АГАРКОВ Віктор Якович, Аніщенко Олександр Сергійович, Шильов Дмитро Миколайович
Формула / Реферат
1. Спосіб виготовлення дуттьової фурми доменної печі, при якому торцеві зони концентрично розташованих зовнішнього і внутрішнього корпусів зварюють з утворенням зварних швів з фланцем і носком, який відрізняється тим, що принаймні один зі зварних швів між конусами і носком утворюють оплавленням кромок, що зварюються.
2. Спосіб за п. 1, який відрізняється тим, що принаймні один зі зварних швів між корпусами і носком утворюють джерелом концентрованої енергії.
3. Спосіб за п. 1, який відрізняється тим, що корпуси виготовляють у вигляді оболонок обертання гнуттям листового прокату і зварюванням його кромок, що розташовані між торцевими зонами корпусів, при цьому зварний шов принаймні одного з корпусів утворюють оплавленням цих кромок джерелом концентрованої енергії.
4. Спосіб за пп. 2, 3, який відрізняється тим, що перед зварюванням між кромками корпусів і носка, що зварюються, розміщуютьалюмінієву фольгу.
5. Спосіб за пп. 2, 3, який відрізняється тим, що кромки корпусів і носка зварюють електронно-променевим зварюванням.
6. Спосіб за пп. 2, 3, який відрізняється тим, що кромки корпусів і носка зварюють лазерним зварюванням.
Текст
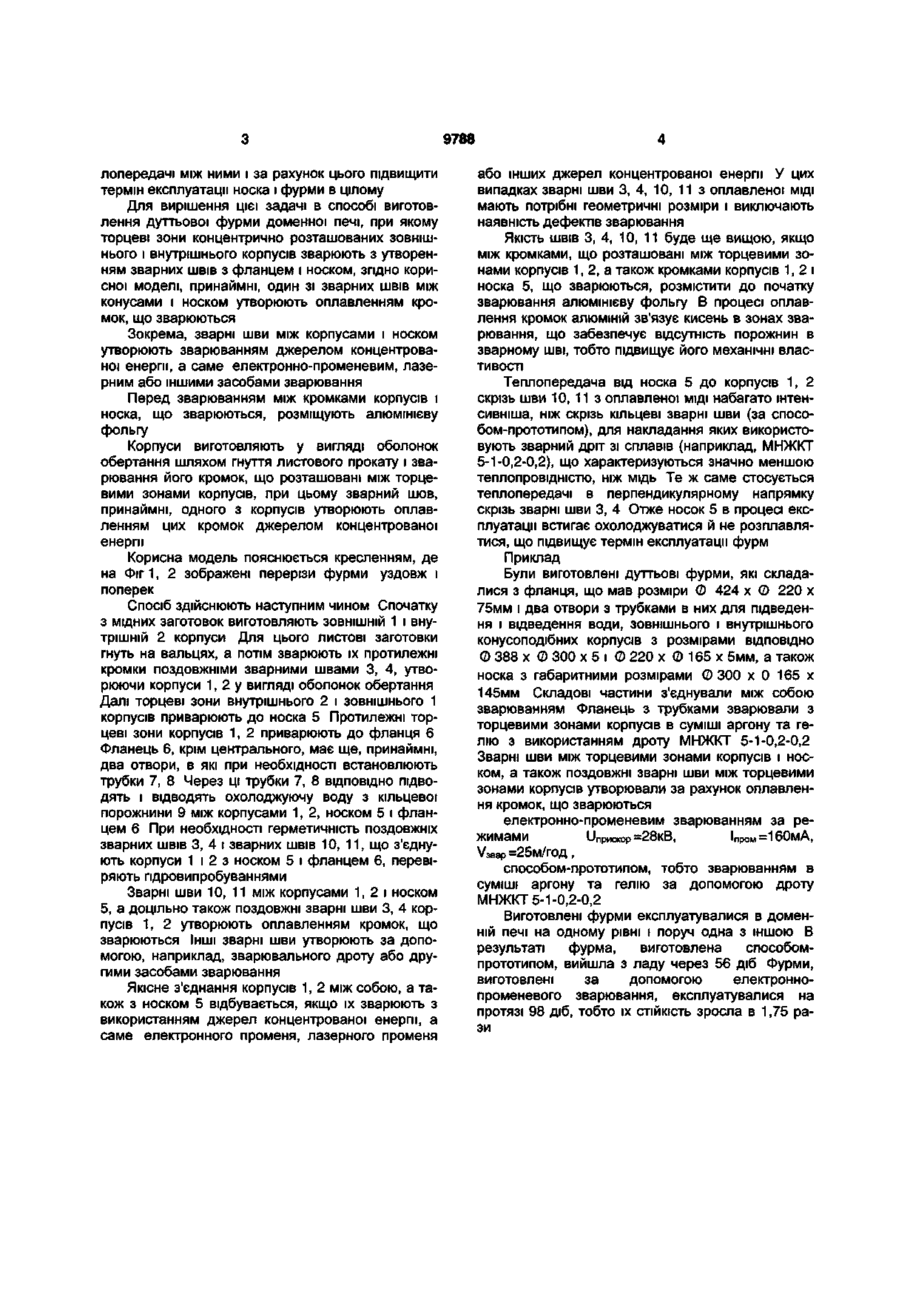
1. Спосіб виготовлення дуттьової фурми доменної печі, при якому торцеві зони концентрично розташованих зовнішнього і внутрішнього корпусів зварюють з утворенням зварних швів з фланцем і носком, який відрізняється тим, що принаймні один зі зварних швів між конусами і носком утворюють оплавленням кромок, що зварюються. 2. Спосіб за п. 1, який відрізняється тим, що принаймні один зі зварних швів між корпусами і нос ком утворюють джерелом концентрованої енергії. 3. Спосіб за п. 1, який відрізняється тим, що корпуси виготовляють у вигляді оболонок обертання гнуттям листового прокату і зварюванням його кромок, що розташовані між торцевими зонами корпусів, при цьому зварний шов принаймні одного з корпусів утворюють оплавленням цих кромок джерелом концентрованої енергії. 4. Спосіб за пп. 2, 3, який відрізняється т и м , що перед зварюванням між кромками корпусів і носка, що зварюються, розміщують алюмінієву фольгу. 5. Спосіб за пп. 2, 3, який відрізняється тим, що кромки корпусів і носка зварюють електроннопроменевим зварюванням. 6. Спосіб за пп. 2, 3, який відрізняється тим, що кромки корпусів і носка зварюють лазерним зварюванням. Корисна модель відноситься д о металургії, зокрема, доменного виробництва і може бути використана для виготовлення дуттьових фурм. Відомий спосіб виготовлення дуттьової фурми доменної печі, який складається з операцій виготовлення монолітної замкненої кільцевої порожнини і з'єднання її з фланцем з утворенням наскрізного дуттьового каналу [пат. РФ №2040544, МПК С21В 7/16, опубл. 27.07.95, Бюл. №21]. Недолік способу - низька якість фурми, яка пов'язана з її малою стійкістю. Мала стійкість є наслідком недостатньої товщини стінки кільцевої порожнини в її передній частині. Збільшення товщини стінки кільцевої порожнини обумовлює неможливість виготовлення цієї порожнини монолітною. Як найближчий аналог вибраний спосіб виготовлення дуттьової фурми доменної печі, при якому зовнішній і внутрішній корпуси фурми виготовляють у вигляді оболонок обертання гнуттям листового прокату і зварюванням його кромок, концентрично розташовують один відносно другого і зварюють торцевими зонами з фланцем и носком, утворюючи наскрізний дуттьовий канал, а також кільцеву порожнину навколо нього з отворами у фланці для підведення і відведення охолоджуючої води. Зварювання частин фурм відбувається з утворенням зварних швів за допомогою спеціального дроту [авт. свід. СРСР №889710, МПК С21В 7/16, опубл. 15.12.81, Бюл. №46]. Недоліком способу є низька стійкість фурм. Термін їх експлуатації визначається виходом з ладу носка, який працює в надважких умовах впливу високих температур. Його інтенсивне охолодження залежить від належного рівня теплопередачі між носком і корпусами, а також якомога швидшого рівномірного перерозподілу температури як по зовнішньому, так і по внутрішньому корпусу. Наявність зварного шва, виконаного з дроту, теплопровідність якого значно менше, ніж у міді, заважає теплопередачі між носком і корпусами і швидкому рівномірному перерозподілу температури по внутрішньому і зовнішньому корпусу, що приводить до передчасного виходу з ладу носка і фурми в цілому. В основу корисної моделі поставлено задачу: шляхом вдосконалення технології зварювання корпусів і носка з корпусами поліпшити умови теп w 00 00 |Ч* ST w 9788 лопередачі між ними і за рахунок цього підвищити термін експлуатації носка і фурми в цілому Для вирішення цієї задачі в способі виготовлення дуттьової фурми доменної печі, при якому торцеві зони концентрично розташованих зовнішнього і внутрішнього корпусів зварюють з утворенням зварних швів з фланцем і носком, згідно корисної моделі, принаймні, один зі зварних швів між конусами і носком утворюють оплавленням кромок, що зварюються Зокрема, зварні шви між корпусами і носком утворюють зварюванням джерелом концентрованої енергії, а саме електронно-променевим, лазерним або іншими засобами зварювання Перед зварюванням між кромками корпусів і носка, що зварюються, розміщують алюмінієву фольгу Корпуси виготовляють у вигляді оболонок обертання шляхом гнуття листового прокату і зварювання його кромок, що розташовані між торцевими зонами корпусів, при цьому зварний шов, принаймні, одного з корпусів утворюють оплавленням цих кромок джерелом концентрованої енергії Корисна модель пояснюється кресленням, де на Фіг 1, 2 зображені перерізи фурми уздовж і поперек Спосіб здійснюють наступним чином Спочатку з мідних заготовок виготовляють ЗОВНІШНІЙ 1 і внутрішній 2 корпуси Для цього листові заготовки гнуть на вальцях, а потім зварюють їх протилежні кромки поздовжніми зварними швами 3, 4, утворюючи корпуси 1, 2 у вигляді оболонок обертання Далі торцеві зони внутрішнього 2 і зовнішнього 1 корпусів приварюють до носка 5 Протилежні торцеві зони корпусів 1, 2 приварюють до фланця 6 Фланець 6, крім центрального, має ще, принаймні, два отвори, в які при необхідності встановлюють трубки 7, 8 Через ці трубки 7, 8 ВІДПОВІДНО ПІДВОДЯТЬ І відводять охолоджуючу воду з кільцевої порожнини 9 між корпусами 1, 2, носком 5 і фланцем 6 При необхідності герметичність поздовжніх зварних швів 3, 4 і зварних швів 10, 11, що з'єднують корпуси 1 і 2 з носком 5 і фланцем 6, перевіряють пдровипробуваннями Зварні шви 10, 11 між корпусами 1, 2 і носком 5, а доцільно також поздовжні зварні шви 3, 4 корпусів 1, 2 утворюють оплавленням кромок, що зварюються Інші зварні шви утворюють за допомогою, наприклад, зварювального дроту або другими засобами зварювання Якісне з'єднання корпусів 1, 2 між собою, а також з носком 5 відбувається, якщо їх зварюють з використанням джерел концентрованої енергії, а саме електронного променя, лазерного променя або інших джерел концентрованої енергії У цих випадках зварні шви 3, 4, 10, 11 з оплавленої МІДІ мають потрібні геометричні розміри і виключають наявність дефектів зварювання Якість ШВІВ 3, 4, 10, 11 буде ще вищою, якщо між кромками, що розташовані між торцевими зонами корпусів 1, 2, а також кромками корпусів 1, 2 і носка 5, що зварюються, розмістити до початку зварювання алюмінієву фольгу В процесі оплавлення кромок алюміній зв'язує кисень в зонах зварювання, що забезпечує відсутність порожнин в зварному шві, тобто підвищує його механічні властивості Теплопередача від носка 5 до корпусів 1, 2 скрізь шви 10, 11 з оплавленої МІДІ набагато інтенсивніша, ніж скрізь кільцеві зварні шви (за способом-прототипом), для накладання яких використовують зварний дріт зі сплавів (наприклад, МНЖКТ 5-1-0,2-0,2), що характеризуються значно меншою теплопровідністю, ніж мідь Те ж саме стосується теплопередачі в перпендикулярному напрямку скрізь зварні шви 3, 4 Отже носок 5 в процесі експлуатації встигає охолоджуватися й не розплавлятися, що підвищує термін експлуатації фурм Приклад Були виготовлені дуттьові фурми, які складалися з фланця, що мав розміри 0 424 х О 220 х 75мм і два отвори з трубками в них для підведення і відведення води, зовнішнього і внутрішнього конусоподібних корпусів з розмірами ВІДПОВІДНО О 388 х О 300 х 5 і О 220 х О 165 х 5мм, а також носка з габаритними розмірами О 300 х 0 165 х 145мм Складові частини з'єднували між собою зварюванням Фланець з трубками зварювали з торцевими зонами корпусів в суміші аргону та гелію з використанням дроту МНЖКТ 5-1-0,2-0,2 Зварні шви між торцевими зонами корпусів і носком, а також поздовжні зварні шви між торцевими зонами корпусів утворювали за рахунок оплавлення кромок, що зварюються електронно-променевим зварюванням за режимами ІІприскор =28кВ, Іпром =1 ЄОМА, V3Bap =25м/год, способом-прототипом, тобто зварюванням в суміші аргону та гелію за допомогою дроту МНЖКТ 5-1-0,2-0,2 Виготовлені фурми експлуатувалися в доменній печі на одному рівні і поруч одна з іншою В результаті фурма, виготовлена способомпрототипом, вийшла з ладу через 56 діб Фурми, виготовлені за допомогою електроннопроменевого зварювання, експлуатувалися на протязі 98 діб, тобто їх СТІЙКІСТЬ зросла в 1,75 рази 9788 9_ 1 2 Ю 11 5 Фіг. 2 Комп'ютерна верстка А Крулевський Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making the air tuyere of the blast-furnace
Автори англійськоюAharkov Viktor Yakovych, Shyliov Dmytro Mykolaiovych, Anischenko Oleksandr Serhiiovych
Назва патенту російськоюСпособ изготовления дутьевой фурмы доменной печи
Автори російськоюАгарков Виктор Яковлевич, Шилев Дмитрий Николаевич, Анищенко Александр Сергеевич
МПК / Мітки
МПК: C21B 7/16
Мітки: спосіб, фурми, печі, виготовлення, доменної, дуттьової
Код посилання
<a href="https://ua.patents.su/4-9788-sposib-vigotovlennya-duttovo-furmi-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дуттьової фурми доменної печі</a>
Дуттьова фурма з захисним покриттям та спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми
Номер патенту: 45466
Опубліковано: 15.04.2002
Автори: ДЮБІН Валерій Юрьйович, Лупандін Георгій Степановіч, МАКІЄНКО Володимир Григорович, ЗОТОВ Олексій Володимирович, АГАРКОВ Віктор Якович
МПК: B22D 19/08, B22D 19/02, C21B 7/16
Мітки: покриттям, спосіб, дуттьова, фурми, покриття, фурма, захисним, зовнішню, поверхню, нанесення, захисного, дуттьової
Формула / Реферат:
1. Дуттьова фурма з захисним покриттям на робочій частині зовнішньої поверхні, яка вміщує внутрішній та зовнішній стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складається з внутрішнього металевого та зовнішнього керамічного шарів, яка відрізняється тим, що внутрішній шар захисного покриття складає 0,4 - 1,2 товщини стінки зовнішнього стакана фурми, і який виконано композитним із чавуну з сталевою арматурою та...
Спосіб подання природного газу у фурми доменної печі
Номер патенту: 10583
Опубліковано: 25.12.1996
Автори: Голубченко Анатолій Костянтинович, Руденко Анатолій Анатольович, Гладуш Віктор Дмитрович, Кузенков Юрій Дмитрович, Чикалов Валерій Семенович, Зусмановський Олександр Якович, Тарановський Валентин Васильович, Дубенчук Валентин Леонідович, Тільга Степан Сергійович, Дишлевич Ігор Йосифович, Дик Марк Іосифович
МПК: C21B 5/00
Мітки: фурми, газу, подання, спосіб, доменної, печі, природного
Формула / Реферат:
Способ подачи природного газа в фурмы доменной печи, включающий последовательное смешивание природного газа, подаваемого в фурмы доменной печи, с водяным паром, технологическим кислородом и ввод получаемой смеси в поток горячего дутья, отличающийся тем, что контролируют изменения концентрации кислорода в газокислородной смеси и температуры горячего дутья, по которым вычисляют изменение расхода кокса, в случае его отклонения на величину...
Пристрій для контролю витрат гарячого дуття через фурми доменної печі
Номер патенту: 174
Опубліковано: 30.04.1993
Автори: Терещенко Володимир Петрович, Чернов Віктор Олександрович, Степанов Василь Васильович, Бабак Олег Володимирович
МПК: C21B 7/24
Мітки: доменної, пристрій, гарячого, печі, контролю, витрат, фурми, дуття
Формула / Реферат:
Формула изобретенияУстройство для контроля расхода горячего дутья через фурмы доменной печи, содержащее измеритель суммарного расхода горячего дутья, измерители перепада давления на фурменных приборах, соединенные с вычислительными блоками, вторичные регистрирующие приборы, отличающееся тем, что, с целью повышения быстродействия и надежности контроля, оно снабжено сумматором, первым блоком умножения, задатчиком отношения фактического...
Дуттьова фурма доменної печі
Номер патенту: 63751
Опубліковано: 15.01.2004
Автори: Косолап Микола Володимирович, Зайка Володимир Якович, Царицин Евген Олександрович, Доля Сергій Миколайович, Хрущов Евген Іванович, Лук'яненко Ігор Анатольович
МПК: C21B 7/16
Мітки: дуттьова, печі, доменної, фурма
Формула / Реферат:
1. Дуттьова фурма доменної печі, що містить водоохолоджуваний корпус, виконаний з коаксіально розташованих конічних стаканів, герметично з'єднаних зварюванням по торцях із сталевим фланцем з одного боку і мідною рильною частиною - з іншого, яка відрізняється тим, що площина стику зварювального шва зовнішнього стакана з рильною частиною фурми виконана в співвідношенні загальної довжини фурми до довжини її рильної частини
Дуттьова фурма доменної печі і спосіб нанесення захисного покриття на дуттьову фурму доменної печі
Номер патенту: 49411
Опубліковано: 17.01.2005
Автори: Туник Олег Анатолійович, Складановський Євгеній Нікифорович, Маншилін Олександр Гейнійович, Нецветов Віктор Іванович
МПК: C23C 4/12, C21B 7/16, C23C 4/10
Мітки: фурма, дуттьову, захисного, спосіб, покриття, фурму, печі, доменної, нанесення, дуттьова
Формула / Реферат:
1. Дуттьова фурма доменної печі, яка містить мідні внутрішній і зовнішній стакани, з'єднані по торцях сталевим фланцем, мідну "рильну" обичайку й захисне покриття, яке нанесено на підшар і складається з внутрішнього шару з оксидів металів і зовнішнього шару з діоксиду цирконію, яка відрізняється тим, що захисне покриття нанесене на всю робочу поверхню мідної частини фурми, при цьому внутрішній шар захисного покриття виконаний з...
Попередній патент: Термоелемент
Наступний патент: Композиція інгредієнтів до рослинної настоянки “калган”
Випадковий патент: Теплообмінна поверхня для експериментальних досліджень