Лінія виготовлення фанери
Формула / Реферат
1. Лінія виготовлення фанери, яка містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, механізми калібрування-ущільнення листів шпону, яка відрізняється тим, що один із механізмів калібрування-ущільнення здійснює холодне, а інший - гаряче калібрування-ущільнення.
2. Лінія за п. 1, яка відрізняється тим, що механізм калібрування-ущільнення, встановлений перед клейовими вальцями, здійснює холодне калібрування-ущільнення листів шпону (на які клей наноситься) при температурі 15-25°С.
3. Лінія за п. 1, яка відрізняється тим, що механізм калібрування-ущільнення, встановлений після конвеєра подачі листів шпону перед механізмом формування пакета шпону, здійснює гаряче калібрування-ущільнення листів шпону (на які клей не наноситься) при температурі 50-150°С.
Текст
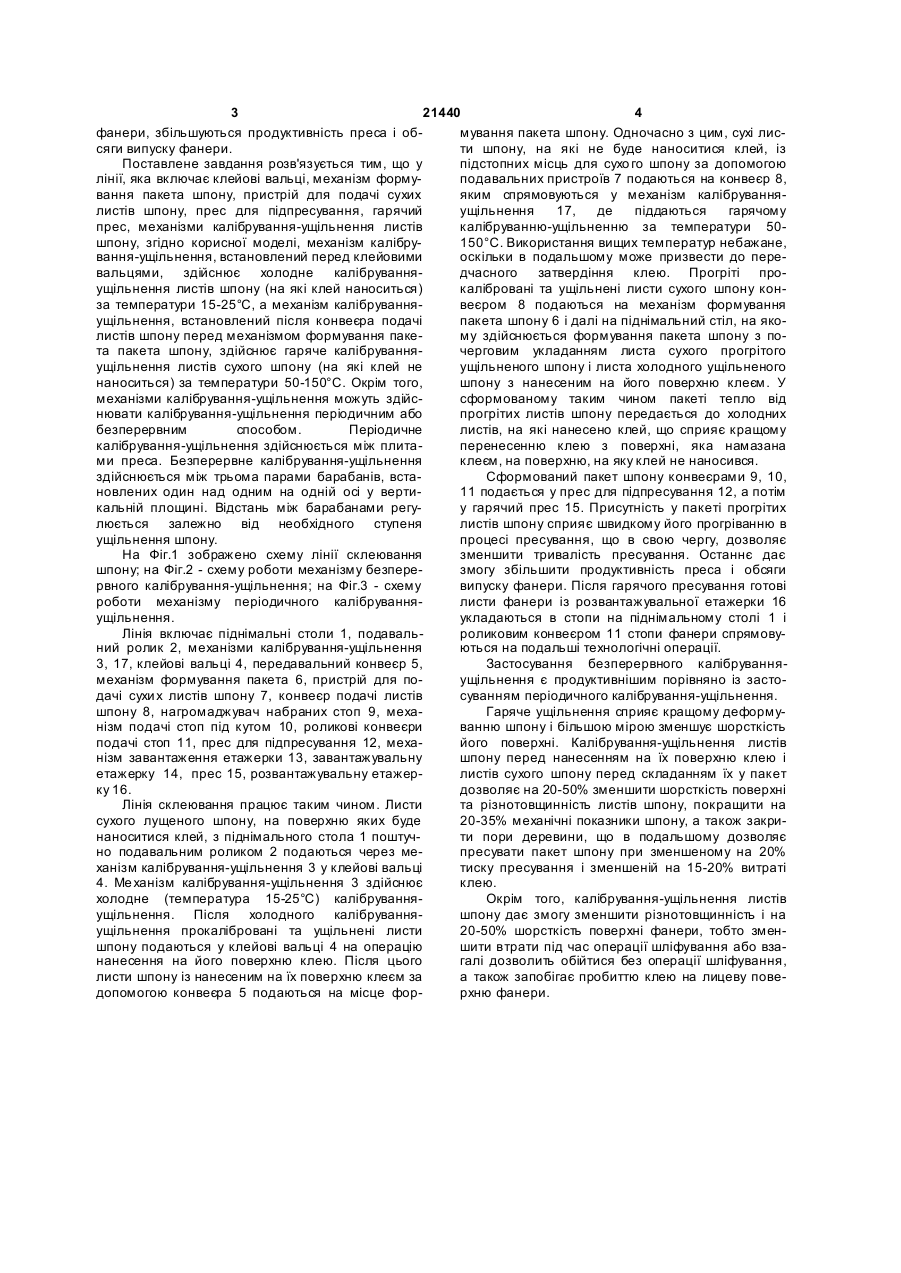
1. Лінія виготовлення фанери, яка містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розван 3 21440 4 фанери, збільшуються продуктивність преса і обмування пакета шпону. Одночасно з цим, сухі лиссяги випуску фанери. ти шпону, на які не буде наноситися клей, із Поставлене завдання розв'язується тим, що у підстопних місць для сухо го шпону за допомогою лінії, яка включає клейові вальці, механізм формуподавальних пристроїв 7 подаються на конвеєр 8, вання пакета шпону, пристрій для подачі сухих яким спрямовуються у механізм калібруваннялистів шпону, прес для підпресування, гарячий ущільнення 17, де піддаються гарячому прес, механізми калібрування-ущільнення листів калібруванню-ущільненню за температури 50шпону, згідно корисної моделі, механізм калібру150°С. Використання вищих температур небажане, вання-ущільнення, встановлений перед клейовими оскільки в подальшому може призвести до перевальцями, здійснює холодне калібруваннядчасного затвердіння клею. Прогріті проущільнення листів шпону (на які клей наноситься) калібровані та ущільнені листи сухого шпону конза температури 15-25°С, а механізм калібруваннявеєром 8 подаються на механізм формування ущільнення, встановлений після конвеєра подачі пакета шпону 6 і далі на піднімальний стіл, на яколистів шпону перед механізмом формування пакему здійснюється формування пакета шпону з пота пакета шпону, здійснює гаряче калібруваннячерговим укладанням листа сухого прогрітого ущільнення листів сухого шпону (на які клей не ущільненого шпону і листа холодного ущільненого наноситься) за температури 50-150°С. Окрім того, шпону з нанесеним на його поверхню клеєм. У механізми калібрування-ущільнення можуть здійссформованому таким чином пакеті тепло від нювати калібрування-ущільнення періодичним або прогрітих листів шпону передається до холодних безперервним способом. Періодичне листів, на які нанесено клей, що сприяє кращому калібрування-ущільнення здійснюється між плитаперенесенню клею з поверхні, яка намазана ми преса. Безперервне калібрування-ущільнення клеєм, на поверхню, на яку клей не наносився. здійснюється між трьома парами барабанів, встаСформований пакет шпону конвеєрами 9, 10, новлених один над одним на одній осі у верти11 подається у прес для підпресування 12, а потім кальній площині. Відстань між барабанами регуу гарячий прес 15. Присутність у пакеті прогрітих люється залежно від необхідного ступеня листів шпону сприяє швидкому його прогріванню в ущільнення шпону. процесі пресування, що в свою чергу, дозволяє На Фіг.1 зображено схему лінії склеювання зменшити тривалість пресування. Останнє дає шпону; на Фіг.2 - схему роботи механізму безперезмогу збільшити продуктивність преса і обсяги рвного калібрування-ущільнення; на Фіг.3 - схему випуску фанери. Після гарячого пресування готові роботи механізму періодичного калібруваннялисти фанери із розвантажувальної етажерки 16 ущільнення. укладаються в стопи на піднімальному столі 1 і Лінія включає піднімальні столи 1, подавальроликовим конвеєром 11 стопи фанери спрямовуний ролик 2, механізми калібрування-ущільнення ються на подальші технологічні операції. 3, 17, клейові вальці 4, передавальний конвеєр 5, Застосування безперервного калібруваннямеханізм формування пакета 6, пристрій для поущільнення є продуктивнішим порівняно із застодачі сухи х листів шпону 7, конвеєр подачі листів суванням періодичного калібрування-ущільнення. шпону 8, нагромаджувач набраних стоп 9, мехаГаряче ущільнення сприяє кращому деформунізм подачі стоп під кутом 10, роликові конвеєри ванню шпону і більшою мірою зменшує шорсткість подачі стоп 11, прес для підпресування 12, мехайого поверхні. Калібрування-ущільнення листів нізм завантаження етажерки 13, завантажувальну шпону перед нанесенням на їх поверхню клею і етажерку 14, прес 15, розвантажувальну етажерлистів сухого шпону перед складанням їх у пакет ку 16. дозволяє на 20-50% зменшити шорсткість поверхні Лінія склеювання працює таким чином. Листи та різнотовщинність листів шпону, покращити на сухого лущеного шпону, на поверхню яких буде 20-35% механічні показники шпону, а також закринаноситися клей, з піднімального стола 1 поштучти пори деревини, що в подальшому дозволяє но подавальним роликом 2 подаються через мепресувати пакет шпону при зменшеному на 20% ханізм калібрування-ущільнення 3 у клейові вальці тиску пресування і зменшеній на 15-20% витраті 4. Ме ханізм калібрування-ущільнення 3 здійснює клею. холодне (температура 15-25°С) калібруванняОкрім того, калібрування-ущільнення листів ущільнення. Після холодного калібруванняшпону дає змогу зменшити різнотовщинність і на ущільнення прокалібровані та ущільнені листи 20-50% шорсткість поверхні фанери, тобто зменшпону подаються у клейові вальці 4 на операцію шити втрати під час операції шліфування або взананесення на його поверхню клею. Після цього галі дозволить обійтися без операції шліфування, листи шпону із нанесеним на їх поверхню клеєм за а також запобігає пробиттю клею на лицеву поведопомогою конвеєра 5 подаються на місце форрхню фанери. 5 Комп’ютерна в ерстка В. Мацело 21440 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of plywood
Автори англійськоюBekhta Pavlo Antonovych
Назва патенту російськоюЛиния изготовления фанеры
Автори російськоюБехта Павел Антонович
МПК / Мітки
МПК: B27N 3/00
Мітки: виготовлення, фанери, лінія
Код посилання
<a href="https://ua.patents.su/3-21440-liniya-vigotovlennya-faneri.html" target="_blank" rel="follow" title="База патентів України">Лінія виготовлення фанери</a>
Лінія виготовлення фанери
Номер патенту: 17140
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: лінія, виготовлення, фанери
Формула / Реферат:
1. Лінія виготовлення фанери, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Лінія склеювання шпону
Номер патенту: 17133
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: шпону, лінія, склеювання
Формула / Реферат:
1. Лінія склеювання шпону, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подавання сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Спосіб виготовлення фанери
Номер патенту: 17125
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення фанери, що включає операції виготовлення шпону, сушіння шпону, ущільнення шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, обробку фанери, який відрізняється тим, що одна частина шпону, призначеного для формування пакета шпону, піддається холодному ущільненню, а друга - гарячому ущільненню.2. Спосіб виготовлення фанери за п.1, який відрізняється тим, що холодне...
Спосіб виготовлення фанери

Номер патенту: 66581
Опубліковано: 17.05.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: виготовлення, спосіб, фанери
Формула / Реферат:
Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що з метою зменшення шорсткості фанери і запобігання пробиттю клею на лицеву поверхню фанери перед формуванням пакета зовнішні листи шпону ущільнюють.
Лінія виготовлення лущеного шпону
Номер патенту: 21439
Опубліковано: 15.03.2007
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: шпону, виготовлення, лінія, лущеного
Формула / Реферат:
1. Лінія виготовлення лущеного шпону, яка містить басейн для гідротермічної обробки сировини, корувальний верстат, верстат для поперечного розкрою сировини на чурбаки, лущильний верстат, ножиці для рубання стрічки шпону на форматні листи, сушарку для сушіння шпону, сортувальний стіл, верстат для лагодження шпону, верстат для ребросклеювання шпону, яка відрізняється тим, що оснащена механізмом періодичного або безперервного...
Попередній патент: Лінія виготовлення лущеного шпону
Наступний патент: Спосіб виготовлення стружкових плит
Випадковий патент: Рівнемір для рідини