Лінія виготовлення лущеного шпону

Формула / Реферат
1. Лінія виготовлення лущеного шпону, яка містить басейн для гідротермічної обробки сировини, корувальний верстат, верстат для поперечного розкрою сировини на чурбаки, лущильний верстат, ножиці для рубання стрічки шпону на форматні листи, сушарку для сушіння шпону, сортувальний стіл, верстат для лагодження шпону, верстат для ребросклеювання шпону, яка відрізняється тим, що оснащена механізмом періодичного або безперервного калібрування-ущільнення шпону.
2. Лінія за п. 1, яка відрізняється тим, що механізм калібрування-ущільнення сирих листів шпону встановлений перед подаванням їх у сушарку і здійснює калібрування-ущільнення за температурою 15-200°С.
3. Лінія за п. 1, яка відрізняється тим, що механізм калібрування-ущільнення гарячого сухого шпону встановлений після виходу їх із сушарки і здійснює калібрування-ущільнення при температурі 15-25°С.
Текст
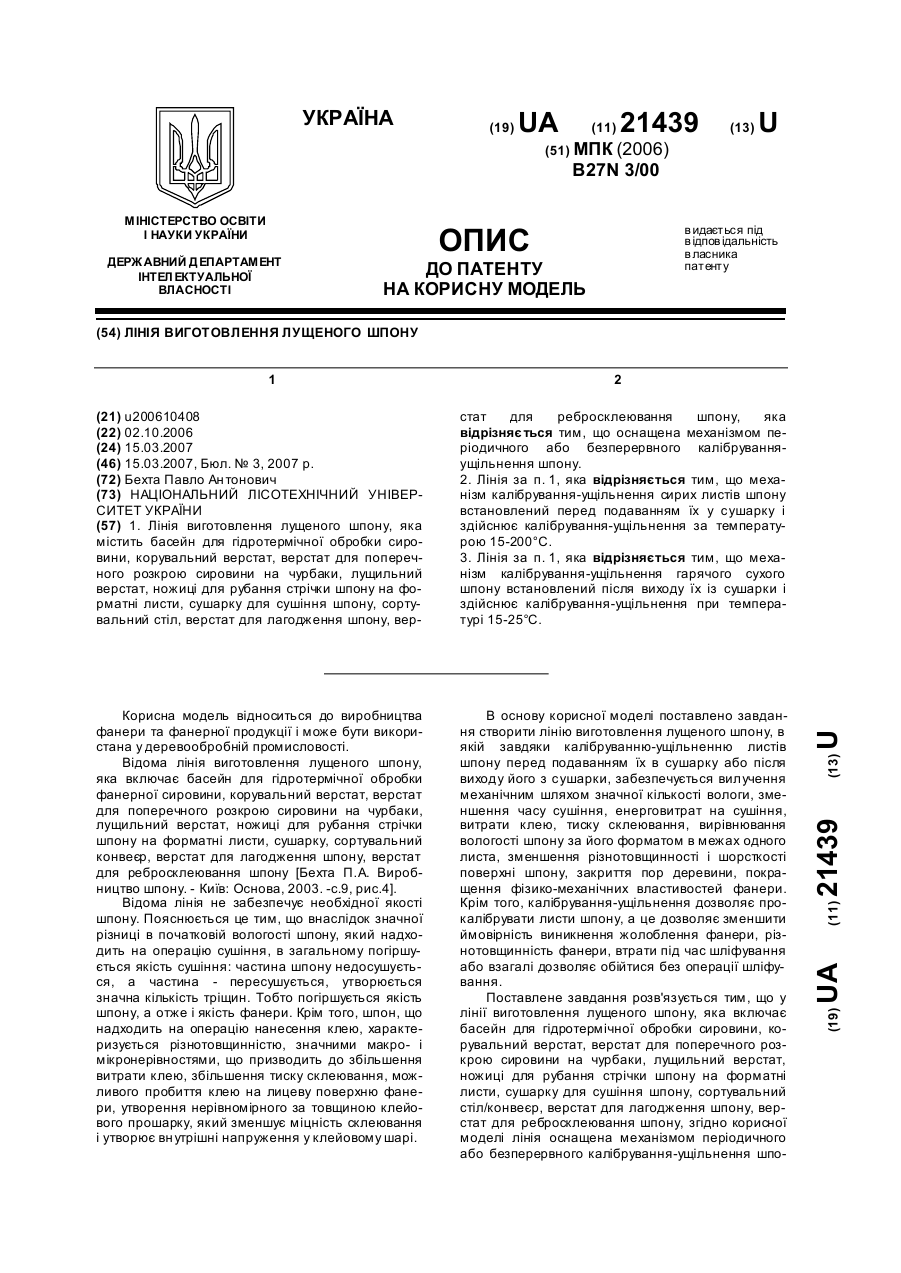
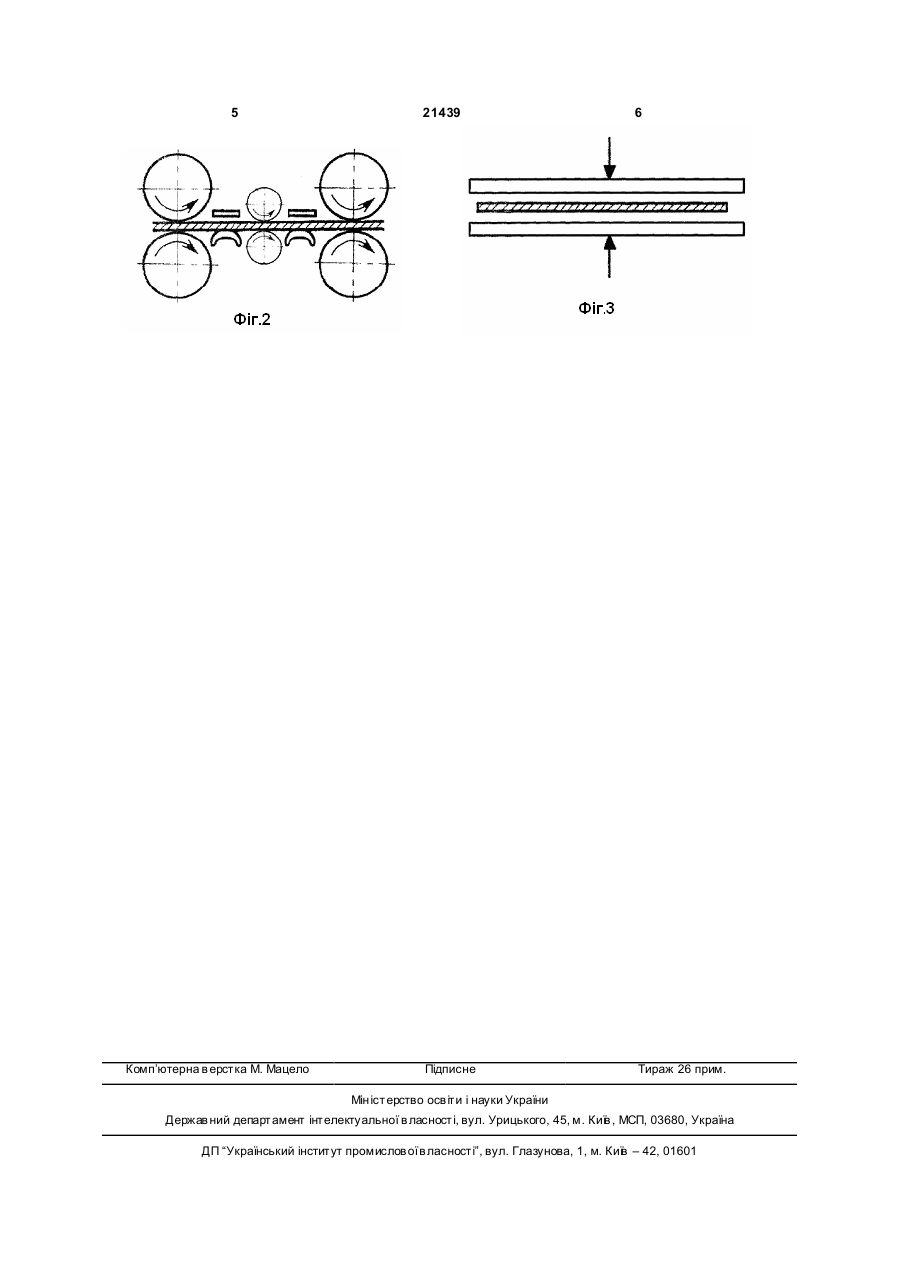
1. Лінія виготовлення лущеного шпону, яка містить басейн для гідротермічної обробки сировини, корувальний верстат, верстат для поперечного розкрою сировини на чурбаки, лущильний верстат, ножиці для рубання стрічки шпону на форматні листи, сушарку для сушіння шпону, сортувальний стіл, верстат для лагодження шпону, вер 3 21439 4 ну, встановленим перед подаванням його в сушаКрім того, з підвищенням температури значно рку або після виходу його із сушарки. Періодичне збільшується вологопровідність деревини. Наприкалібрування-ущільнення здійснюється між плитаклад, в берези за температури 100°С вологопровіми преса. Безперервне калібрування-ущільнення дність приблизно в 9 разів більша, ніж за темпераздійснюється між трьома парами барабанів, встатури 20°С. Волога, що знаходиться в деревині, під новлених один над одним на одній осі у вертикачас нагрівання стає менше в'язкою, тому полегшульній площині. Барабани призначені для одночасється її ви хід з деревини. ного подавання і калібрування-ущільнення листів Після калібрування-ущільнення вологість шпошпону. Відстань між барабанами регулюється зану зменшується до 35-45%. Це дає змогу зменшилежно від необхідного ступеня ущільнення шпону. ти загальний час сушіння порівняно з відомим споНа Фіг.1 схематично зображено лінію виготовсобом на 10-12%, а значить інтенсифікувати лення лущеного шпону; на Фіг.2 - схему роботи процес сушіння шпону. Оскільки при цьому значна механізму безперервного калібруваннякількість вологи вилучається з шпону у вигляді ущільнення; на Фіг.3 - схему роботи механізму рідини, то менше вологи потрібно випаровувати періодичного калібрування-ущільнення. під час досушування шпону, а це значить, що змеЛінія включає басейн для гідротермічної оброншуються витрати тепла на сушіння. бки сировини 1, корувальний верстат 2, верстат Після калібрування-ущільнення листи шпону для поперечного розкрою сировини на чурбаки 3, досушуються в сушарці 7 до потрібної вологості і лущильний верстат 4, ножиці для рубання стрічки сортуються на столі/конвеєрі 8. Під час сортування шпону на форматні листи 5, механізм періодичновідбирають шпон, який потребує лагодження, і го або безперервного калібрування-ущільнення 6, передають на верстат для лагодження шпону 9. З сушарку для сушіння шпону 7, сортувальний кусків шпону шляхом ребросклеювання 10 отристіл/конвеєр 8, верстат для лагодження шпону 9, мують форматні листи. Форматні та відремонтоваверстат для ребросклеювання шпону 10. ні листи шпону використовують для виготовлення Лінія виготовлення лущеного шпону працює фанери. наступним чином. Приклад 2. Виготовлення сирих форматних Приклад 1. Необкоровані фанерні кряжі пролистів лущеного шпону здійснюється аналогічно як ходять гідротермічну обробку в басейні 1, обкоруу першому варіанті. Отримані форматні листи вання на корувальному верстаті 2, поперечний шпону транспортуються до сушарки 7. Після винарозкрій на фанерні чурбаки на верстаті 3. Отримаходу із сушарки, висушені до потрібної вологості, ні чурбаки подаються на лущильний верстат 4, на але ще гарячі листи шпону подаються на механізм якому здійснюється лущення. У міру лущення стрікалібрування-ущільнення 6. Калібруваннячка шпону подається до ножиць 5, де рубається на ущільнення прогрітого шпону на виході його з суформатні листи. Форматні листи транспортуються шарки дозволяє ущільнювати його без додатководо механізму калібрування-ущільнення 6. Калібруго прогрівання. Прогрітий в сушарці шпон легко вання-ущільнення сирих листів шпону перед подадеформується і, як наслідок, зменшується його чею їх в сушарку здійснюють за кімнатної 15-25°С різнотовщинність і шорсткість поверхні. або підвищеної 50-200°С температури. У разі дії Прокалібрований і ущільнений шпон сортуєтьвисокої температури, волога в зовнішніх шарах ся на столі/конвеєрі 8. Під час сортування відбишпону миттєво закипає, утворена пара частково рають шпон, який потребує лагодження, і передадифундує всередину шпону, що призводить до ють на верстат для лагодження шпону 9. З кусків часткового прогрівання шпону по всій товщині. шпону шляхом ребросклеювання на верстаті для Попереднє нагрівання шпону підвищує е фективребросклеювання 10 отримують форматні листи. ність відтискання вільної вологи. У разі калібруФорматні та відремонтовані листи шпону викорисвання-ущільнення прогрітого шпону вимагається товують для виготовлення фанери. менший тиск, ніж у випадку калібрування ущільЗастосування у прикладі 1 або прикладі 2 безнення непрогрітого шпону, оскількиз підвищенням перервного калібрування-ущільнення є продуктивтемператури деревини зменшується її опір дефонішим порівняно із застосуванням періодичного рмуванню. калібрування-ущільнення. 5 Комп’ютерна в ерстка М. Мацело 21439 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of peeled veneer
Автори англійськоюBekhta Pavlo Antonovych
Назва патенту російськоюЛиния изготовления лущеного шпона
Автори російськоюБехта Павел Антонович
МПК / Мітки
МПК: B27N 3/00
Мітки: виготовлення, лущеного, шпону, лінія
Код посилання
<a href="https://ua.patents.su/3-21439-liniya-vigotovlennya-lushhenogo-shponu.html" target="_blank" rel="follow" title="База патентів України">Лінія виготовлення лущеного шпону</a>
Лінія склеювання шпону
Номер патенту: 17133
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: шпону, лінія, склеювання
Формула / Реферат:
1. Лінія склеювання шпону, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подавання сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Пристрій для рубання стрічки шпону на форматні листи
Номер патенту: 17134
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27D 5/00
Мітки: стрічки, шпону, пристрій, форматні, рубання, листі
Формула / Реферат:
Пристрій для рубання стрічки шпону на форматні листи, що містить ножовий ротор, ніж, опорний барабан, який відрізняється тим, що містить барабани для подавання-калібрування-ущільнення шпону.
Лінія виготовлення фанери
Номер патенту: 17140
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, лінія, виготовлення
Формула / Реферат:
1. Лінія виготовлення фанери, що містить піднімальні столи, подавальний ролик, клейові вальці, передавальний конвеєр, механізм формування пакета, пристрій для подачі сухих листів шпону, конвеєр подачі листів шпону, нагромаджувач набраних стоп шпону, механізм подачі стоп під кутом, роликові конвеєри подачі стоп, прес для підпресування, механізм завантаження етажерки, завантажувальну етажерку, гарячий прес, розвантажувальну етажерку, яка...
Лінія для виготовлення паличок із деревного шпону
Номер патенту: 72051
Опубліковано: 17.01.2005
Автори: Рахматуллін Айрат Науфалович, Зайченко Зореслав Сергійович
МПК: B27L 9/00
Мітки: лінія, шпону, деревного, паличок, виготовлення
Формула / Реферат:
1. Лінія для виготовлення паличок із деревного шпону, що містить вузли лущіння, укладання, рубки шпону на палички, сушіння, полірування і касетування, при цьому вузол рубки шпону на палички виконаний у вигляді кривошипно-шатунного механізму, що включає рухливий відрізний ніж, яка відрізняється тим, що рухливий відрізний ніж вузла рубки шпону на палички додатково містить пластину з м'якого металу, наприклад міді, установлену в нижній його...
Спосіб виготовлення шпону
Номер патенту: 77557
Опубліковано: 15.12.2006
Автор: Сех Андрій Юліанович
Мітки: виготовлення, спосіб, шпону
Формула / Реферат:
Спосіб виготовлення шпону, який включає стругання деревини твердолистяних порід на листи, який відрізняється тим, що стругані листи сушать, наносять на них клей та формують пакети шляхом накладання листів один на одний, причому кожен наступний лист розвертають на 180°, пакети пресують при температурі 76°С протягом 28-30 хв., та підігрівають у паровій ямі при температурі 90° С, після чого бокову поверхню пакетів стругають вздовж волокон та...
Попередній патент: Спосіб виготовлення стружкових плит з використанням соломи
Наступний патент: Лінія виготовлення фанери
Випадковий патент: Вимірник паливоподачі