Спосіб очищення стічних вод від органічних домішок
Номер патенту: 22865
Опубліковано: 05.05.1998
Автори: Дорош Михайло Михайлович, Коваленко Віктор Іванович, Фесенко Микола Миколайович, Плахетко Ігор Васильович
Формула / Реферат
Способ очистки сточных вод от органических примесей путем жидкофазного окисления в присутствии катализатора, содержащего платину, галоген и g-оксид алюминия, отличающийся тем, что катализатор дополнительно содержит рений при следующем соотношении компонентов мас.%. платина - 0,36; хлор - 1,2; рений -0,36 и g-оксид алюминия - остальное, окисление ведут в реакторе с кавитационной камерой в нестационарном слое катализатора при объемном соотношении: вода: воздух: катализатор 10-16: 15-25: 0,5-1 с последующим отстаиванием реакционной смеси в гравитационном отстойнике и регенерацией осевшего катализатора в псевдоожиженном слое при 180-270°С.
Текст
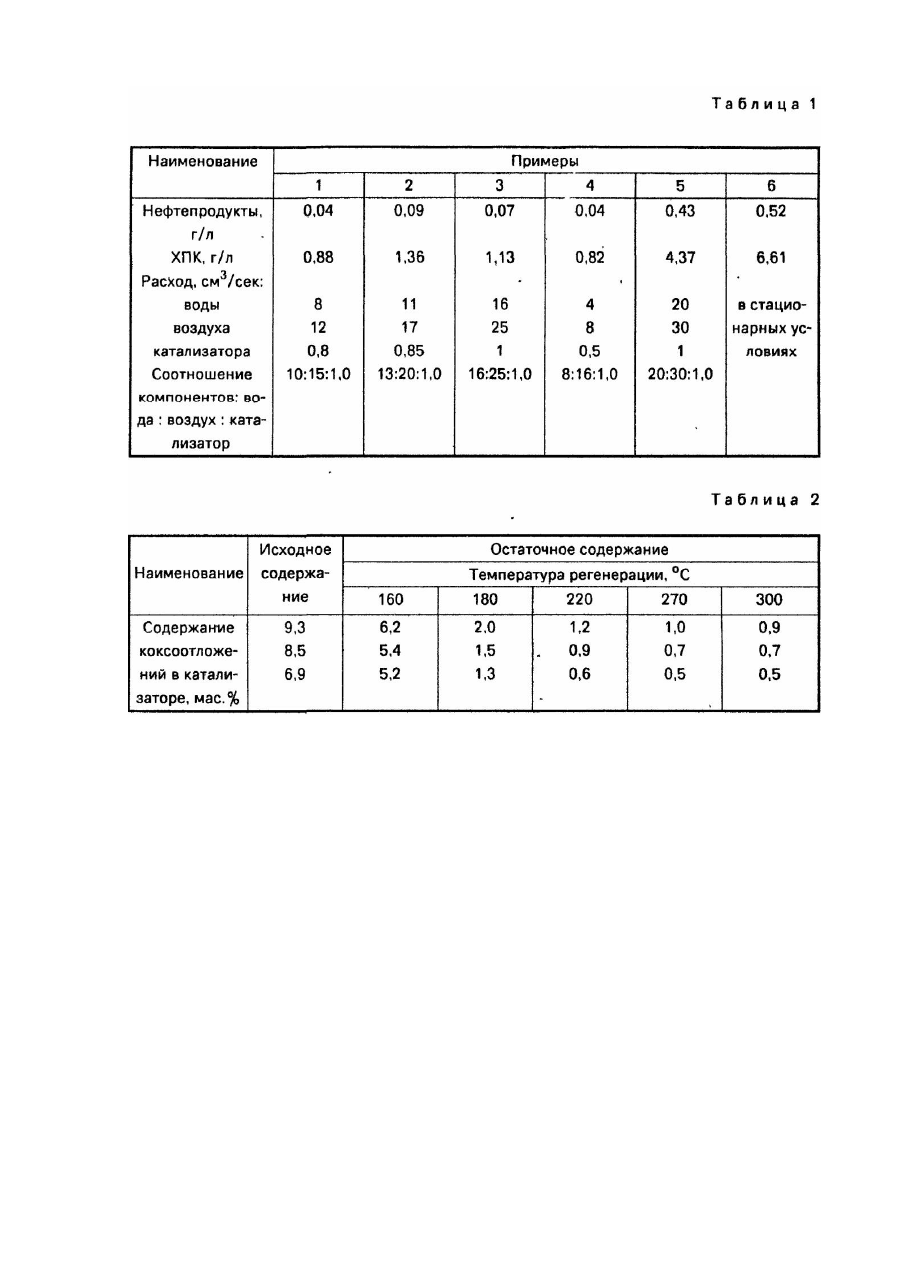
Изобретение относится к способам каталитического обеззараживания промышленных сточных вод, содержащих органические соединения и может быть использовано для очистки от нефтепродуктов, поверхностно-активных веществ и водорастворимых полимеров. Известен способ очистки сточных вод от органических примесей путем глубокого окисления в псевдоожиженном слое алюмо-меднохромового катализатора и g-Αl2Ο3 при объемном соотношении компонентов 1:2-3 и при 600°С [Авт св. СССР № 1543798, кл. С 02 F1/72, 1988] Недостатками данного способа являются: невысокая степень конверсии нефтепродуктов и других трудноокисляемых органических веществ, высокие удельные затраты энергии, связанные с поддержанием высокой температуры процесса. Способ не предусматривает регенерацию катализатора, что неизбежно вызывает дополнительные эксплуатационные затраты на замену отработанного катализатора. Наиболее близким техническим решением является способ очистки сточных вод от органических примесей путем жидкофазного окисления в автоклаве в присутствии отработанного промышленного катализатора процесса риформинга АП-64 состоящего из: платины (Pt) - 0,6; галогена (CI) - 0,6; оксида алюминия (g-Αl2Ο3) - остальное [Шеин В.С, Ермаков В.И., Нохрин Ю.Г. Обезвреживание и утилизация выбросов и отходов при производстве и переработке эластомеров. М., Химия, 1987, с.19]. Недостатком способа остается сравнительно невысокая степень окисления нефтепродуктов и водорастворимой органики, низкая сорбционная способность данного катализатора и быстрая потеря его активности при использовании в водной среде. Это происходит потому, что в условиях окислительной регенерации катализатора платина рекристаллизуется, кристаллиты платины укрупняются и число активных церов при неизменном содержании платины снижается. Это приводит к резкой и необратимой потере окислительной активности катализаторов, содержащих только один металлический промотор-платину. К недостаткам способа относится и высокие энергозатраты на реализацию, связанные с использованием оборудования с высоким потреблением. В основу изобретения' поставлена задача усовершенствования способа очистки сточных вод от органических примесей путем поиска новых составов катализаторов и приемов, обеспечивающих более высокую степень очистки сточных вод и снижение энергозатрат. Поставленная задача решается путем жидкофазного окисления в присутствии катализатора, содержащего платину, галоген и g-оксид алюминия дополнительным введением в состав катализатора рения при следующем соотношении компонентов, мас.%: платина - 0,36: хлор - 1,2: рений - 0,36 и g-оксид алюминия - остальное, затем проводится окисление в реакторе с кавитационной камерой в нестандартном слое катализатора при объемном соотношении: вода: воздух: катализатор 10-16:15-25:0,5-1 с последующим отстаиванием реакционной смеси в гравитационном отстойнике и регенерацией осевшего катализатора в псевдоожиженном слое при 180-270°С. Сопоставительный анализ признаков заявляемого технического решения с прототипом показывает, что заявляемый способ обладает новизной. Использование в заявляемом способе очистки сточных вод новых признаков в сочетании с известными обеспечило достижение заявляемого технического результата повышение степени очисти и снижение энергозатрат. При изучении других известных те хнический решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа не были выявлены. Наличие новых признаков в совокупности с известными, а также достижение нового технического результата обеспечивают заявляемому способу соответствие критерию "Изобретательский уровень". Ниже приводится раскрытие причинно-следственной связи между совокупностью признаков изобретения и техническим результатом, получаемым при использовании способа. Процесс очистки вод в соответствии с заявляемым способом протекает в кинетической области, при этом происходит практически полное выравнивание скоростей сорбции примесей, содержащихся веточных водах десорбции продуктов реакции. Рекристаллизация платины ингибируется введением в известный состав катализатора рения в соотношении 1:1. Рений образует с платиной сплав, что препятствует ее рекристаллизации. Кроме того, платино-реневые, катализаторы в значительно меньшей степени закоксовываются, имеют гораздо большую окислительную способность ввиду более высокой концентрации центров активности на поверхности катализатора и более дешевы, чем алюмоплатиновые. Кроме того, за счет протекания кавитационных процессов происходит интенсивное диспергирование кислорода воздуха и дисперсных частиц примесей в воде. Высокая степень дисперсности реакционной среды позволяет существенно ускорить и углубить процессы окисления в гетерофазной системе. Это в свою очередь обеспечивает повышение степени очистки вод и снижение энергозатрат на осуществление способа. В процессе гравитационного отстоя реакционной смеси осажденный отработанный катализатор сорбирует на своей поверхности непрореагировавшие частички примесей, т.е. происходит адсорбционная доочистка сточной воды. Применяемый в процессе каталитического риформинга КР-104 имеет следующие характеристики: Способ осуществляют следующим образом. Исходные сточные воды и воздух подают в реактор (фиг.1), состоящий из корпуса 1, завихрителя 2 и кавитационной камеры 3. После прохождения спиральных каналов завихрителя водо-воздушная смесь поступает в кавитационную камеру реактора, где смешивается с катализатором, поступающим по инжекционному трубопроводу 4 из бункера. В результате кавитационных процессов в камере 3 создается нестационарный (кипящий) слой катализатора. Температура в реакторе поддерживается в пределах 90-120°С, за счет тепла смешиваемых компонентов в экзотермических реакций окисления. Прореагировавшая смесь поступает в гравитационный отстойник, где происходит отделение твердой фазы (катализатора) и доочистка воды соосаждением взвесей. Очищенная вода после отстоя удаляется из системы, а осевший катализатор поступает на прием шламового насоса и подается в регенератор. В регенераторе при 180-270°С в псевдоожиженном лосе, поддерживающемся потоком воздуха над беспровальной решеткой, происходит регенерация катализатора. Температура в процессе регенерации поддерживается за счет тепла экзотермических реакций окисления. Регенерированный катализатор через верх регенератора поступает в циклонный бункер и возвращается в реактор на процесс очистки. Примеры 1-5. Сточную воду, содержащую 1,37 г/л эмульгированной нефти и характеризующийся общим содержанием органических ве ществ по химическому потреблению кислорода (ХПК)- 14,72 г/л подают на смешение с воздухом и катализатором КР-104 в реактор. Расход реагирующи х ве ществ приведен в таблице 1. Температуру в кавитационной камере реактора поддерживают в пределах 90-100°С. Реакционную ιсмесь после реактора направляют в отстойную емкость, где происходит осаждение катализатора. Отстоявшуюся воду анализируют на содержание нефтепродуктов и определяют ХПК. Результаты анализов приведены в табл.1. Πример 6. Сточную воду, содержащую 1,37 г/л нефтепродуктов и имеющую ХПК-14,72 г/л подвергают жидкофазному окислению в автоклаве при 200°С и давлении 5,4 МПа в присутствии 5% (мае.) катализатора АП-64. Реакционную смесь интенсивно перемешивают в течение 30 мин, после чего охлажденную и отстоявшуюся воду анализируют на предмет содержания нефтепродуктов и ХПК. Результаты анализов приведены в табл.1. Пример?. Отработанный катализатор после осаждения в отстойной емкости исследуют на общее содержание коксоотложений (результаты приведены в табл.2). Регенерацию осуществляют в металлической колонне, имеющей беспровальную решетку, где с помощью лабораторного компрессора создают псевдоожиженный слой катализатора. Температуру процессе поддерживают с помощью калорифера. Для определения оптимального температурного интервала регенерации исследовались образцы регенерированного катализатора при следующи х температурах - 160°, 180°С, 220°С. 270°С, 300°С. Результаты исследований приведены в таблице 2. Из табл.1 видно, что наиболее оптимально процесс жидкофазного окисления протекал в примерах 1,2,3. При этом достигались высокая степень очистки по нефтепродуктам и ХПК - до 99%. Пределы соотношений реагирующих веществ были следующими: вода: воздух: катализатор (10-16):(15-25):(0,5-1,0). Результаты очистки сточной воды на примере 4 показывают, что достигаемая глубина окисления по нефтепродуктам и ХПК несравнительно превышает результаты приведенные в примерах 1,2, 3. Однако в этом случае наблюдались следующие отрицательные явления: увеличивалось время отстаивания реакционной смеси, перегружались вихревые каналы реактора катализатором и как следствие этого возрастали затраты гидравлической энергии на осуществление процесса. Соотношение компонентов - вода: воздух: катализатор 8:16:1. По примеру 5 можно убедиться в том, что при данном соотношении компонентов - вода: воздух: катализатор - 20:30:1 в процессе очистки не удается достичь желаемой глубины окисления загрязнителей. Степень очистки по нефтепродуктам и ХПК не превысила 70%. На примере 6 можно убедиться в том, что степень очистки по нефтепродуктам и ХПК значительно ниже, чем в примерах 1, 2, 3 и не превышает 55-60%. Результаты регенерации катализатора, приведенные в таблице 2 свидетельствуют о том, что процесс регенерации оптимален в интервале температур 180-270°С. При остаточном содержании коксоотложений в пределах 0,5-2,0 (мас.%) катализатор имеет максимально возможную активность. Регенерация при 160°С не восстанавливает требуемой активности катализатора из-за высокого содержания коксортложений - 5-6 мас.%. При повышении температуры регенерации до 300°С, количество коксоотложений на катализаторе практически не изменяется, но при этом неоправданно увеличиваются энергозатраты на отвод тепла автокаталитического окисления из зоны регенерации. В ходе лабораторных испытаний было установлено, что в условия х предложенного в заявке способа активность катализатора АП-64 в течение двух-трех циклов падает практически до нуля и, причем, необратимо, в то время, как платино-рениевый катализатор сохраняет свою работоспособность, без существенной потери окислительной активности, в течение 50-60 циклов.
ДивитисяДодаткова інформація
Автори англійськоюFesenko Mykola Mykolaiovych, Dorosh Mykhailo Mykhailovych, Kovalenko Viktor Ivanovych, Plakhetko Ihor Vasyliovych
Автори російськоюФесенко Николай Николаевич, Дорош Михаил Михайлович, Коваленко Виктор Иванович, Плахетко Игорь Васильевич
МПК / Мітки
Мітки: стічних, органічних, спосіб, домішок, очищення, вод
Код посилання
<a href="https://ua.patents.su/3-22865-sposib-ochishhennya-stichnikh-vod-vid-organichnikh-domishok.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення стічних вод від органічних домішок</a>
Спосіб очищення стічних вод від органічних домішок
Номер патенту: 19188
Опубліковано: 25.12.1997
Автори: Трохін Юрій Іванович, Шафаренко Микола Васильович, Садофьєв Євгєній Ніколаєвіч, Трач Володимир Юрійович, Шемець Юрій Станіславович, Мікульонок Ігор Олегович
МПК: C02F 1/28
Мітки: вод, домішок, спосіб, стічних, очищення, органічних
Формула / Реферат:
1. Способ очистки сточных вод от органических примесей, включающий сорбцию и регенерацию применяемого сорбента, отличающийся тем, что сорбцию проводят резиной на основе силиконового каучука в три цикла в течение 30-40 минут.2. Способ по п. 1, отличающийся тем, что регенерацию осуществляют воздухом при температуре не ниже 80°С.
Спосіб очистки стічних вод від органічних домішок

Номер патенту: 160
Опубліковано: 30.04.1993
Автори: Самсоні-Тодоров Олександр Олегович, Сова Анатолій Микитович, Горчев Василь Федорович, Гончарук Владислав Володимирович
МПК: C02F 1/30
Мітки: спосіб, очистки, вод, домішок, органічних, стічних
Текст:
...3 25 Время облучения, мин 30 Концентрация уксусной кислоты, г/л 20 60 90 3 12 В табл.2 приведены данные по степени окисления других органических Время соединений (этиловый спирт, изопропи-40 протеловый спирт фенол, формальдегид) в кания зависимости от продолжительности пропроцесса. цесса, мин. Т а б л и ц а 2 0 60 120 240 300 0,1 Не обнаруже но 45 Время Остаточная •сонцентрация оргаоблу- нического соединения в обрабочения ,...
Спосіб очищення стічних вод
Номер патенту: 22649
Опубліковано: 17.03.1998
Автори: Тітов Андрій Анатолійович, Пантелят Гаррі Семенович, Епоян Степан Михайлович
МПК: C02F 1/54
Мітки: спосіб, стічних, вод, очищення
Формула / Реферат:
Способ очистки сточных вод, включающий подачу активного ила в голову сооружения в качестве флокулянта, аэрацию смеси, отстаивание и отделение осадка с последующим биологическим окислением, отличающийся тем, что сточные воды подвергают медленному направленному (флокуляционному) перемешиванию с активным илом дозой 35-70 мг/л при градиенте скорости 60-90с-1, и времени обработки 300-600 с.
Спосіб очистки стічних вод від органічних речовин

Номер патенту: 124
Опубліковано: 30.04.1993
Автори: Самсоні-Тодоров Олександр Олегович, Гончарук Владислав Володимирович
Мітки: стічних, спосіб, органічних, речовин, вод, очистки
Формула / Реферат:
Способ очистки сточных вод от органических веществ, включающий облучение УФ-светом в присутствии цериевого фотокализатора, отличающийся тем, что, с целью обеспечения возможности эффективной очистки от гербицидов класса сим-триазинов при сокращении времени очистки и упрощении процесса, в качестве фотокатализатора используют гидропероксид церия.
Спосіб очищення стічних вод, що містять органічні сполуки складного складу
Номер патенту: 20351
Опубліковано: 15.07.1997
Автори: Сурова Наталія Андріївна, Грошенко Микола Олександрович, Костик Станислав Валентинович, Першина Катерина Дмитрівна, Волошин Олександр Авксентієвич
МПК: C02F 1/46
Мітки: складу, органічні, складного, стічних, вод, спосіб, сполуки, очищення, містять
Формула / Реферат:
Способ очистки сточных вод, содержащих органические соединения сложного состава, включающий электролиз в присутствии пероксида водорода в двухэлектродной системе с титановыми электродами, отличающийся тем, что сточные воды предварительно смешивают с пероксидом водорода концентрации 10-15 об. % и раствором пер-манганата калия концентрации 0,1-0,15 об.%, выдерживают в течение 2-3 часов в системе, дополнительно содержащей катализатор в виде...