Спосіб попередньої підготовки та захисту деревини
Формула / Реферат
Спосіб попередньої підготовки та захисту деревини, що включає зневоднення, глибоке поронасичення, видалення повітря, модифікацію структури та формування профілю деревини, який відрізняється тим, що зневоднення, поронасичення, видалення повітря та модифікацію структури здійснюють в масляному середовищі під дією температури та ультразвукового поля з одночасним формуванням профілю шляхом створення тиску.
Текст
Корисна модель належить до способів попередньої підготовки та захисту деревини і може бути використана для її консервування при зберіганні тривалий час перед обробкою на верстатах, для отримання водостійких деталей в меблевій промисловості, у виробництві профільного погонажу з деревного масиву, деталей для серійно-масового виробництва декоративно-оздоблювальних матеріалів з натуральної деревини блочним способом, виробів кустарних майстрів художньо-декоративних промислів, музичних інструментів тощо. Діапазон використання підготовленої таким способом деревини практично не обмежений. Аналогами корисної моделі є способи попередньої обробки деревини антисептиками, консервантами, антипіренами, маслами, синтетичними матеріалами (пінотекс та ін.), що наносяться на її поверхню. Недоліками таких способів є те, що: - використовуються в основному хімічні речовини, шкідливі для здоров’я та довкілля; - як правило відбувається лише поверхневе консервування та захист деревини; - процеси видалення вологи, повітря та просочування пор консервантами, маслами та ін.. проходять неодночасно, створюючи при цьому в деревині залишкові напруги; - волога з деревини видаляється лише частково, причому відсотковий вміст залишкової вологи постійно змінюється в залежності від умов навколишнього середовища; - відомі способи якісної підготовки та захисту деревини дорогі та трудомісткі. Аналоги корисної моделі - всі відомі сушки деревини у вакуумі, діелектричному полі, повітряному середовищі; СВЧ, тетролатумі, насиченому розчині солі, натуральних та природних маслах тощо. Методики деяких з них детально не описано, в зв’язку з чим вони практично не використовуються в деревообробці. Недоліками всіх, без винятку, відомих сушок є, в першу чергу, їх висока вартість, енергоємність та проблеми, пов’язані з різницею температур, тиску та напруг в різних точках поверхні матеріалу (градієнтом), оскільки сушка проходить, як правило, в повітряному середовищі (інші варіанти температурних агентів недосконалі, не вивчені і практичного застосування не мають). Наявність градієнту є причиною того, що стабільність температурних та ін. процесів в повітряному середовищі неможлива. Це, в свою чергу, спричиняє різного роду деформації: розтріскування, скороблення матеріалу, створює в ньому залишкові напруги. Окрім того, обов’язкова залишкова вологість матеріалу - нестабільна і залежить в подальшому від умов його зберігання, експлуатації виробів, перепадів температури і вологи, інши х об’єктивних факторів та умов навколишнього середовища. Довжина та розмір поперечного зрізу заготовок, особливо їх товщина - обмежені технологічними можливостями самого сушильного обладнання. Є певні незручності і в комплектуванні штабеля заготовками певного визначеного розміру, регулюванні та дотриманні чітко визначених те хнологічних режимів і параметрів сушки для різних порід дерев. Занадто громіздке, дороге та малоефективне обладнання, що досить-таки негативно впливає на навколишнє середовище і вже сьогодні робить процес сушки в деяких країнах нерентабельним і таким, що не відповідає сучасним нормам деревообробки. Досить часто висушений матеріал потребує додаткового просочування та захисту антисептиками, антипіренами, інсектицидами, проходить шкідливі для здоров’я людини обробки хімічними речовинами, що захи щають деревину від плісняви, грибків, комах то що. Найближчим Аналогом корисної моделі є метод сушіння деревини в розігрітому парафіні при температурі 115-125 градусів Цельсія. За такою технологією деревина дійсно швидко зневоднювалась (навіть до значень, близьких до «0» градусів) Проте, можна було сушити лише заготовки невеликої товщини. Окрім того, відбувався процес порозаповнення деревини парафіном, заготовки ставали неякісні через численні внутрішні каверни, заповнені парафіном. При певних температурах (18-23 градуси вище нуля) парафін випотівав на поверхню поронасичених виробів у вигляді плівок та плям, що значно погіршувало декоративну цінність матеріалу. Слід додати сюди ще й низьку адгезію з клеями, лаками та політурами в процесі виробництва. Не розроблено технології для якісного сушіння заготовок великого діаметру та розмірів поперечного зрізу. Отже, ця технологія лише скорочувала сам процес видалення вологи з деревного матеріалу, який ставав непридатним для подальшого паркетного виробництва. Проблема в тому, що дерево, яке живе, росте і розвивається незалежно від людини в певних умовах після зрізу під корінь та тиражуванні на пиломатеріал потребує подальшого захисту від плісняви, грибів, комах, розтріскування, усихання, скороблення, внутрішніх напруг, з якими при житті воно успішно боролося. На мою думку, помилковою є сама суть сушки деревини, тобто примусового витягнення з дерева вологи, життєвих соків (особливо зв’язаної вологи) та ще й при високих температурах, що і призводить до вищевказаних проблем, як результат спротиву і самозахисту живого організму. Завданням корисної моделі є розробка нової унікальної технології зневоднення деревного матеріалу різної товщини, лінійних розмірів та різних порід з одночасним його бальзамуванням, консервуванням, тобто повним комплексним захистом проти ураження грибками, пліснявою, комахами. А головне - зробити дерево водостійким, не змінюючи при цьому його декоративні та цілющі донорські природно-енергетичні цінності і деревообробні характеристики. Окрім того, сировина повинна бути досить пластичною, міцною, з приємним запахом, без шкідливих домішок, з красивою текстурою, добре оброблятись на верстатах і в послідуючому міцно і надійно склеюватись, опоряджуватись лаком, поліруванням тощо. Обладнання для цього повинно бути просте в експлуатації, дешеве, доступне і універсальне в роботі. Сам процес зневоднення має проходити швидко і якісно. Зневоднюватись повинна деревина різних порід (а їх лише в Київській області понад 30), різних розмірів, діаметру, поперечного зрізу, товщини. Тобто постала необхідність розробки нової технології повного зневоднення деревини і видалення з неї повітря з одночасним заміщенням пустот її анізотропної структури натуральними речовинами, близькими до складових самого дерева, екологічно чистими природними матеріалами. Адже відомо, що там, де немає води і повітря - не живе жоден мікроб. Поставлене завдання вирішується, в першу чергу, шляхом заміни самого середовища - температурного агента. Численні пошуки і досліди зупинили мій вибір на висихаючому льняному маслі, як основному компоненті для середовища зневоднення і бальзамування дерева. Розроблено цілий ряд відповідних рецептів бальзамуючої речовини для всіх порід дерева, яка б не лише стабілізувала, захищала та консервувала анізотропію волокон деревини, а й вдало та е фективно виявляла текстуру, що дало б можливість в подальшому змінювати не лише колір, а й відтінки деревини без барвників. До складу бальзамуючої речовини в певній пропорції входять лише природні матеріали - масла, смоли, деякі ферменти, каталізатори, пластифікатори та ін.. Це речовини, що допомогли «дожити» до цього часу дерев’яним конструкціям з ліванських кедрів в Єгипетських пірамідах. Дуже важливо те, що бальзамування підсилює біоенергетику дерева, зберігає цілющий його контакт (як біодонора) з босими ногами людини на паркетній підлозі. Враховуючи те, що у кожної людини за гороскопом є «своє» дерево, ця методика відкриває (поряд з декоративно-художніми цінностями) широкі можливості для народної медицини. Проводили бальзамування як цілих зібраних блоків паркетних елементів, так і окремих його зрізів, деревних заготовок і готових деталей в розігрітому льняному маслі, що одночасно (з різними добавками) відігравало роль зневоднювача та порозаповнювача. Досліди проводили протягом серпня-жовтня 2004 року на установці, що являла собою зварену металеву ємність (товщина листового металу 4мм) розмірами 1000´800мм. Установка повністю укомплектована (в тому числі і її кришка з витяжною трубою) термоізоляційним шаром. Розігрів теплового агента забезпечували п’ять повітряних тенів, розміщених рівномірно на тілі установки, потужність півтора кіловати кожен. Температурний режим забезпечувався терморегулятором. Заготовки пиломатеріалу різної початкової вологості (від 14 до 100%) різних порід дерев укладали в штабелі контейнера, який поміщали в установку, попередньо заповнену бальзамуючим розчином. Мінімальна товщина заготовок - 15мм, максимальна - 180мм. Процес зневоднення проходив (в залежності від початкової вологості, породи деревини, її розмірів, температурного режиму, складу обраного бальзамуючого рецепту та ін..) від кількох годин до кількох діб. В результаті ми отримали зневоднений, забальзамований та поронасичений масляним та іншими бальзамуючими розчинами матеріал, що в подальшому (після повної полімеризації) використовували для виробництва паркету за новими технологіями блочним способом. В аналогічну установку закладали заготовки: нижній шар - сосновий брус 70´70 (початкова вологість 52%), другий шар - дошка (ясень) 50мм шириною 100мм, третій шар - дошка (дуб) 40мм ширина 150мм, верхній шар дошка сосна 150мм ширина 200мм. Зневоднення проходило при м’якому температурному режимі. Початкова вологість матеріалу коливалась від 52% до 85%. Початкову температуру матеріалу масла 40 градусів поступово піднімали кілька годин по 5 градусів рівними інтервалами до 95 градусів. У наступні години температура сягала 103+2 градуси за Цельсієм. Через добу ми отримали зневоднений матеріал, що мав значення залишкової вологи близько до «0». Не спостерігалося ознак скороблення, розтріскування (зовнішнього та внутрішнього), тріщин на торцях, раковин тощо. Деревина мала по всій поверхні і товщині однотонне забарвлення і чітко виявлену текстур у. Використовуючи спеціальні добавки до робочого розчину масла (специфічні природні барвники, пігменти, ароматичні речовини тощо) ми отримали матеріал для паркету, інших оздоблювальних виробів практично необмеженої кольорової та тонової гами, відтінків, пластичності, властивостей та характеристик. Аналогічні результати було отримано з матеріалом інших порід дерев: вільхи, акації, яблуні, груші, горіха, липи, береста, явора та ін. Як відомо, швидкість процесу видалення вологи з деревини залежить від інтенсивності тепла, що надходить до його поверхні. Якщо порівняти характеристики теплофізичних властивостей повітря та льняного масла, то ми побачимо, що теплопровідність, щільність та теплоємкість останнього набагато вищі. Отже, теплоємність одиниці об’єму масла набагато вища за повітря. Причому, теплопотоки масла до поверхні заготовок ми штучно підсилюємо за рахунок його примусової рециркуляції. Важливим фактором є температурне середовище. Так, ми проводимо сушку в повітряному середовищі при середній температурі 60 градусі за Цельсієм. У маслі температура досягає, відповідно, 102 градуси і більше. Якщо вважати за початкову температуру дерева 20 градусів, то різниці температур складають при цьому 40 і 80 градусів. Відповідно, в декілька разів збільшується і коефіцієнт температуропровідності. Удосконаливши попередні досліди зневоднення та бальзамування деревини, врахувавши всі його недоліки та складнощі, цей процес проводили в аналогічній термозахищеній ізоляцією та цегляною футерівкою установці робочим об’ємом завантаження матеріалу 1куб м за допомогою чотирьохстороннього пластинчатого преса при тиску 9атм. Кришка установки захищена від втрат тепла термоізоляційним матеріалом і обладнана витяжним вентилятором, що працює в автоматичному режимі за допомогою датчика вологи. В корпус кришки вмонтовано генератор ультразвуку з відповідною апаратурою та технологічною схемою роботи. Процес зневоднення, бальзамування та поронасичення з одночасним формуванням заданого профілю проходив в гарячому масляному розчині при температурі від 40 до 105 градусів. Заготовки різного діаметру висотою до 1м закладалися в прес, що видавлював з ни х в гарячому маслі воду й повітря. На робочій поверхні преса по його направляючих встановлювали відповідні пуансона і матриці для формування заданого профілю. При стисканні поперек волокон деревина «складалась» як пінопласт одночасно ущільнюючись та змінюючи текстур у в заданому напрямку залежно від силових векторів тиску. Через певний проміжок часу тиск послаблювався до ноля. Починався сам процес бальзамування та всмоктування зневодненою деревиною в залишки наявних пустот і пор масляного бальзамуючого розчину під дією градієнта температури та вакуум у, що створився в результаті пресування. В третій фазі процесу тиск відновлювався до попереднього, і в такому стані тривав процес охолодження матеріалу (після підйому його з установки) до кімнатної температури. В результаті ми отримали (як і було передбачено завданням корисної моделі) зневоднений та глибоко забальзамований матеріал, що міг зберігатися невизначено довго та не реагувати на зміни умов навколишнього середовища. Одразу після закінчення бальзамування ми витримували деревину для завершення процесу полімеризації бальзаму. Застосовуючи таку комбіновану за процесами технологію попередньої підготовки та захисту деревини, ми формували з покривлених, потрісканих заготовок модифікований брус великих розмірів поперечного зрізу. Зникли тріщини, розриви, інші дефекти деревини, змінювалась на краще її текстура. В декілька разів збільшились міцність та щільність матеріалу, скоротився час його зневоднення. А головне - ми отримали готовий профільний погонаж безстружковим методом з модифікованої забальзамованої та поронасиченої деревини для подальшого використання у блочній технології. Причому, для різних порід дерев, розміру та довжини заготовок цей процес був майже аналогічним за технологічним режимом. Окрім того, новий матеріал продовжував строк служби ножів, фрез та іншого ріжучого інструменту, бо такий матеріал легше, точніше оброблявся на верстатах. Чистові заготовки з часом не втрачали форму, не коробились, не змінювали лінійні розміри. Склеювання чистових деталей проходило якісно клеями поліуретанового ряду. Певний температурно-ультразвуковий режим дозволяє під дією ультразвукового поля видавити воду з заготовок ультразвуком, розірвавши при цьому її молекулярні зв’язки з одночасною абсорбцією масла створеним вакуумом і градієнтом температури. Волога у вигляді пару при нагріванні піднімається вгору по вертикалі бокових поверхонь заготовок і вільно виходить через отвори в кришці установки в витяжну тр убу, обладнану для зручності витяжним вентилятором і відповідними вимірювальними пристроями. Суть запропонованого способу полягає в тому, що якісно та безболісно для деревини видалити з неї воду можна лише розірвавши її внутрішні молекулярні зв’язки, не створюючи високу температуру і, відповідно, ніяких внутрішніх та зовнішніх залишкових напруг. Цей процес проходить одночасно з глибоким і повним заміщенням пустот анізотропії дерева природними для неї компонентами, які не лише зберігають, консервують та захищають її волокна, а й додають дереву нових, унікальних властивостей. Композиційний бальзамуючий розчин готується за різними рецептами на основі натуральних висихаючи х масел і природних смол з добавками барвників або відбілювачів, пластифікаторів, каталізаторів полімеризації, затверджувачів. В реакції полімеризації бальзаму приймають участь, як правило, два (і більше) олігомери, що утворюють взаємопроникаючі полімерні сітки не одночасно, а поступово, одна за одною. В той час, коли один з олігомерів, утворюючи полімерну сітку, скріплюється адгезійними силами з наповнювачем, формуючи в деревині композиційний матеріал в цілому, інші олігомери перебувають в рідкому стані, не заважаючи такій першій полімерній сітці сформуватись без будь-яких вн утрішніх напруг. Певні затримки по фазі часу дають змогу іншим олігомерам поступово формувати власні полімерні сітки, що пронизують одна одну і у яких також відсутні будь-які внутрішні напруги. Запропонований новий спосіб попередньої підготовки, формування профілю та захисту деревини дає змогу деревообробникам використовувати весь деревний матеріал (з внутрішніми тріщинами, кавернами, природними вадами та ін.), значно розширивши потенціал сировинної бази. Причому, виробництво стає практично безвідходним. Окрім того, цей спосіб значно поліпшує фізико-технічні та художньо-декоративні властивості та характеристики дерева, водночас надаючи йому унікальних властивостей. Оброблені у такий спосіб деревні заготовки без особливих вимог можуть зберігатися невизначено довго. Вироби з них - водостійкі, з поліпшеною текстурою, високої щільності і міцності. Заготовки і вироби з них стійкі до ураження пліснявою, грибками, комахами, отже немає необхідності застосовувати для їх захисту хімічні речовини. Природні інгредієнти бальзаму близькі до структури дерева, що робить виробництво в цілому екологічно чистим.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preliminary preparation and protection of wood
Автори англійськоюKovalenko Valerii Vasyliovych
Назва патенту російськоюСпособ предварительной подготовки и защиты древесины
Автори російськоюКоваленко Валерий Васильевич
МПК / Мітки
МПК: B01D 12/00
Мітки: попередньо, спосіб, захисту, підготовки, деревини
Код посилання
<a href="https://ua.patents.su/3-23382-sposib-poperedno-pidgotovki-ta-zakhistu-derevini.html" target="_blank" rel="follow" title="База патентів України">Спосіб попередньої підготовки та захисту деревини</a>
Хімічна рецептура для захисту деревини від біотичних паразитів
Номер патенту: 17580
Опубліковано: 16.10.2006
Автори: Валек Їндржих, Чігал Антонін
МПК: A01N 43/64, A01N 43/653
Мітки: деревини, паразитів, рецептура, біотичних, хімічна, захисту
Формула / Реферат:
1. Хімічна рецептура для захисту деревини від біотичних паразитів, особливо від грибків, що викликають гниття деревини, і грибків, що викликають загибель дерев, яка відрізняється тим, що містить фунгіциди тебуконазол і пропіконазол у ваговому співвідношенні від 0,22 до 3,59, четвертинну амонієву сполуку, яка містить принаймні одну С10-С16 алкільну групу, у ваговому співвідношенні до згаданої суміші фунгіцидів від 1,13 до 10,5, і воду у...
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: стружки, відновлення, глибини, допомогою, обробки, газотермічних, спрацьованої, покриттів, техніки, спосіб, напилення, деталі, визначення, поверхні, підготовки, механічної, зняттям, попередньо
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Склад для захисту деревини від розтріскування
Номер патенту: 775
Опубліковано: 15.12.1993
Автор: Карасев Валерій Сергійович
МПК: B27K 3/02
Мітки: деревини, розтріскування, склад, захисту
Формула / Реферат:
Формула изобретенияСостав для защиты древесины от растрескивания, включающий резольную феноло-формальдегидную смолу, этиловый спирт, древесносмоляной пек, ацеталеспиртовый растворитель, отличающийся тем, что, с целью повышения его влагозащитных свойств, состав дополнительно содержит канифольную окисленную смолу при следующем содержании компонентов, мас.%: Резольная фенолофор-мальдегидная смола 3—6 ...
Спосіб визначення міцності клеєного з`єднання деревини на відрив облицювальних матеріалів
Номер патенту: 21060
Опубліковано: 15.02.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/40
Мітки: деревини, облицювальних, спосіб, матеріалів, з'єднання, відрив, міцності, визначення, клеєного
Формула / Реферат:
Спосіб визначення міцності клеєного з’єднання деревини на відрив облицювальних матеріалів, що включає прикладання навантаження до облицювального матеріалу, який відрізняється тим, що зразок жорстко закріплюють в пристрої, а зусилля до облицювального матеріалу прикладають безпосередньо по лінії його прилягання до деревини.
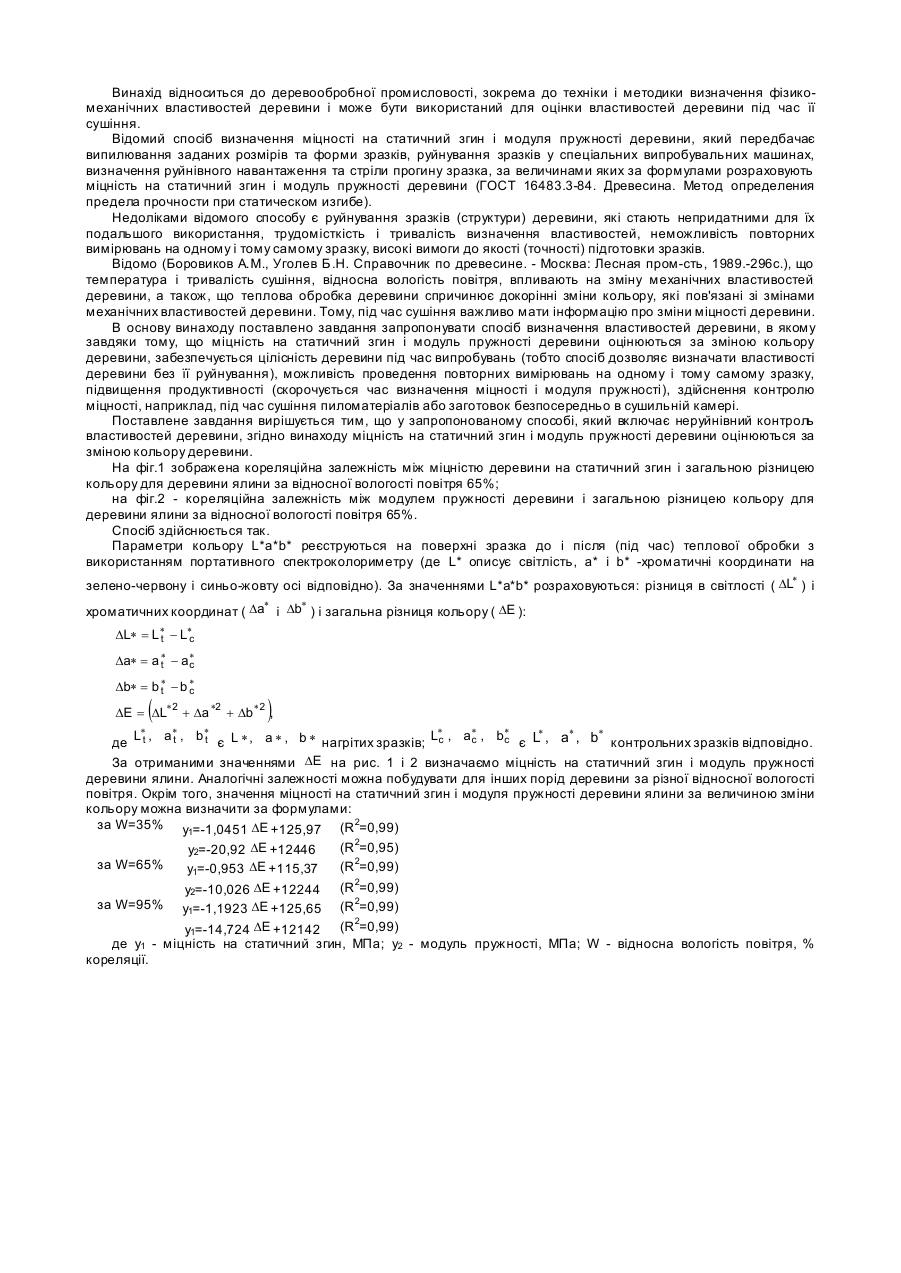
Спосіб визначення властивостей деревини
Номер патенту: 64539
Опубліковано: 16.02.2004
Автор: Бехта Павло Антонович
МПК: G01N 33/00, G01N 33/46
Мітки: властивостей, визначення, деревини, спосіб
Формула / Реферат:
Спосіб визначення властивостей деревини, що включає неруйнівний контроль механічних властивостей деревини, який відрізняється тим, що для економії деревини, зменшення часу на приготування і випробування спеціально випиляних зразків оцінюють загальну різницю кольору деревини і за зміною кольору визначають міцність на статичний згин і модуль пружності деревини.
Попередній патент: Склад для травлення вуглецевих сталей
Наступний патент: Спосіб надання екстреної технічної допомоги у стандартних дорожніх ситуаціях виходу із ладу транспортного засобу
Випадковий патент: Додатковий блок дрібнозбірного перекриття