Установка для одержання злитків у виливницях з утепленням їх головної частини плазмовим потоком
Номер патенту: 23604
Опубліковано: 11.06.2007
Автори: Мельников Борис Львович, Бродецький Олександр Леонідович, Супрун Володимир Павлович, Кравченко Юрій Вікторович, Ганжа Віктор Микитович, Поспєлкін Дмитро Леонідович, Івашенко Валерій Петрович, Петренко Віталій Олександрович, Неклеса Анатолій Тимофійович, Дунаєвський Богдан Леонідович
Формула / Реферат
Установка для отримання злитків у виливницях з утепленням їх головної частини плазмовим потоком, що містить привідну каретку з рамою з двома консолями і з механізмом переміщення ложементів для ковша на напрямних привідних балках, розміщених в напрямних пазах кожної з консолей і перпендикулярно напрямку руху каретки, яка відрізняється тим, що рама каретки забезпечена додатковою консоллю з привідною напрямною балкою, з'єднаною шарнірно з механізмом переміщення ложементів для ковша, крім того каретка забезпечена механізмом переміщення плазмотронів у вигляді плити, закріпленої на центральній і додатковій балках, при цьому платформа з плазмотронами встановлена під плитою, силовий циліндр переміщення платформи розташований на плиті, крім того на платформі встановлені напрямні штирі, а в плиті виконані відповідно штирям отвори і отвір для розміщення штока силового циліндра платформи з плазмотронами.
Текст
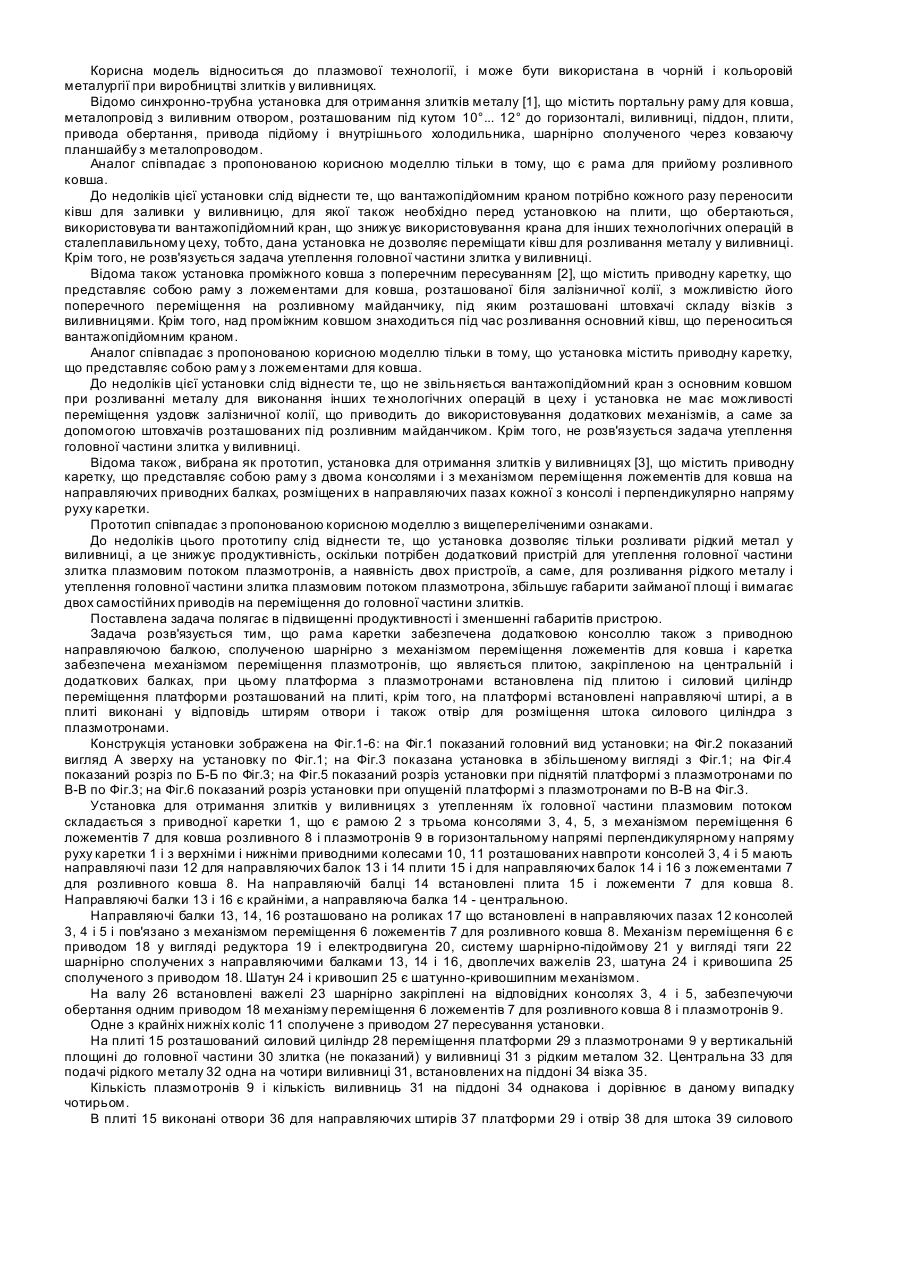
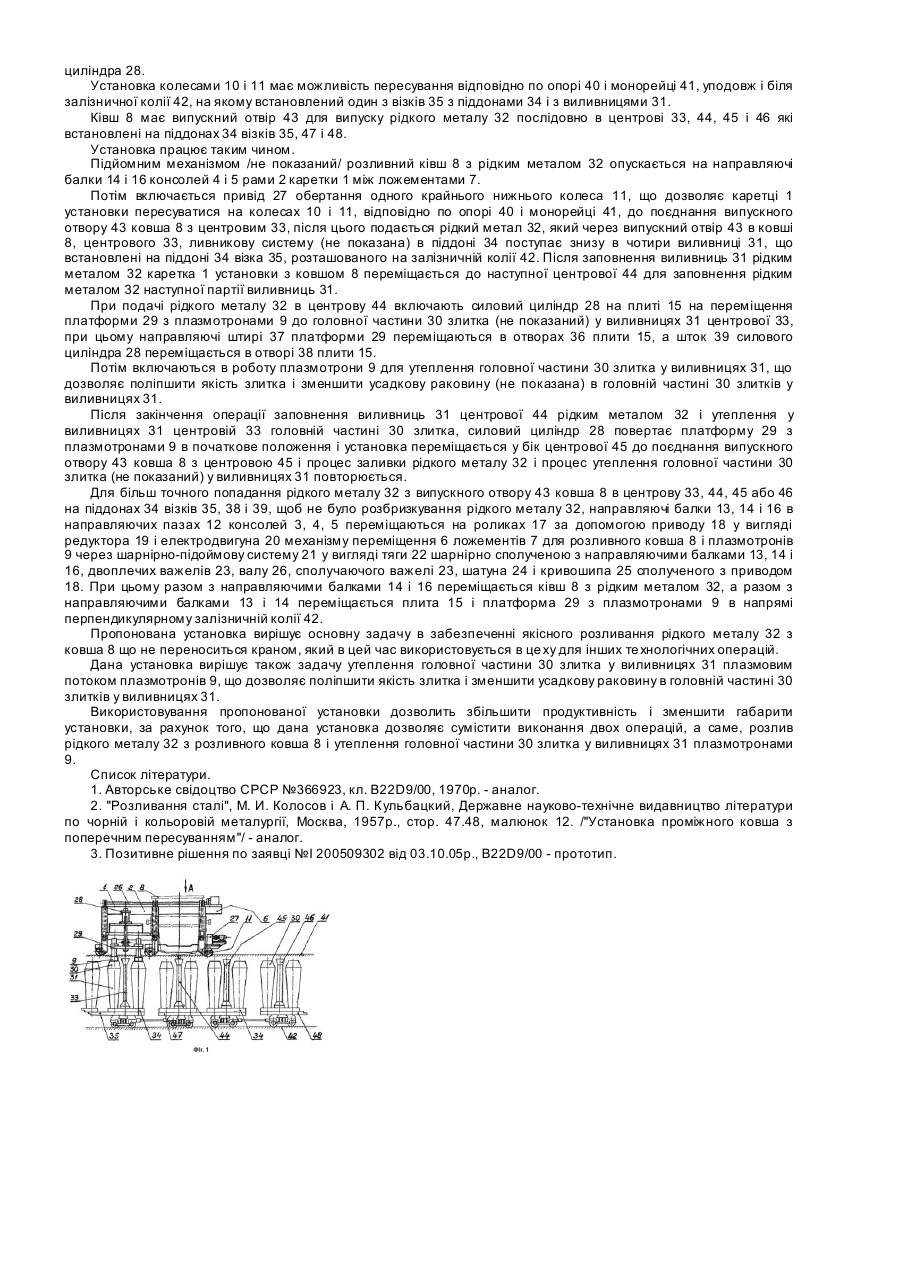
Корисна модель відноситься до плазмової технології, і може бути використана в чорній і кольоровій металургії при виробництві злитків у виливницях. Відомо синхронно-трубна установка для отримання злитків металу [1], що містить портальну раму для ковша, металопровід з виливним отвором, розташованим під кутом 10°... 12° до горизонталі, виливниці, піддон, плити, привода обертання, привода підйому і внутрішнього холодильника, шарнірно сполученого через ковзаючу планшайбу з металопроводом. Аналог співпадає з пропонованою корисною моделлю тільки в тому, що є рама для прийому розливного ковша. До недоліків цієї установки слід віднести те, що вантажопідйомним краном потрібно кожного разу переносити ківш для заливки у виливницю, для якої також необхідно перед установкою на плити, що обертаються, використовува ти вантажопідйомний кран, що знижує використовування крана для інших технологічних операцій в сталеплавильному цеху, тобто, дана установка не дозволяє переміщати ківш для розливання металу у виливниці. Крім того, не розв'язується задача утеплення головної частини злитка у виливниці. Відома також установка проміжного ковша з поперечним пересуванням [2], що містить приводну каретку, що представляє собою раму з ложементами для ковша, розташованої біля залізничної колії, з можливістю його поперечного переміщення на розливному майданчику, під яким розташовані штовхачі складу візків з виливницями. Крім того, над проміжним ковшом знаходиться під час розливання основний ківш, що переноситься вантажопідйомним краном. Аналог співпадає з пропонованою корисною моделлю тільки в тому, що установка містить приводну каретку, що представляє собою раму з ложементами для ковша. До недоліків цієї установки слід віднести те, що не звільняється вантажопідйомний кран з основним ковшом при розливанні металу для виконання інших те хнологічних операцій в цеху і установка не має можливості переміщення уздовж залізничної колії, що приводить до використовування додаткових механізмів, а саме за допомогою штовхачів розташованих під розливним майданчиком. Крім того, не розв'язується задача утеплення головної частини злитка у виливниці. Відома також, вибрана як прототип, установка для отримання злитків у виливницях [3], що містить приводну каретку, що представляє собою раму з двома консолями і з механізмом переміщення ложементів для ковша на направляючих приводних балках, розміщених в направляючих пазах кожної з консолі і перпендикулярно напряму руху каретки. Прототип співпадає з пропонованою корисною моделлю з вищепереліченими ознаками. До недоліків цього прототипу слід віднести те, що установка дозволяє тільки розливати рідкий метал у виливниці, а це знижує продуктивність, оскільки потрібен додатковий пристрій для утеплення головної частини злитка плазмовим потоком плазмотронів, а наявність двох пристроїв, а саме, для розливання рідкого металу і утеплення головної частини злитка плазмовим потоком плазмотрона, збільшує габарити займаної площі і вимагає двох самостійних приводів на переміщення до головної частини злитків. Поставлена задача полягає в підвищенні продуктивності і зменшенні габаритів пристрою. Задача розв'язується тим, що рама каретки забезпечена додатковою консоллю також з приводною направляючою балкою, сполученою шарнірно з механізмом переміщення ложементів для ковша і каретка забезпечена механізмом переміщення плазмотронів, що являється плитою, закріпленою на центральній і додаткових балках, при цьому платформа з плазмотронами встановлена під плитою і силовий циліндр переміщення платформи розташований на плиті, крім того, на платформі встановлені направляючі штирі, а в плиті виконані у відповідь штирям отвори і також отвір для розміщення штока силового циліндра з плазмотронами. Конструкція установки зображена на Фіг.1-6: на Фіг.1 показаний головний вид установки; на Фіг.2 показаний вигляд А зверху на установку по Фіг.1; на Фіг.3 показана установка в збільшеному вигляді з Фіг.1; на Фіг.4 показаний розріз по Б-Б по Фіг.3; на Фіг.5 показаний розріз установки при піднятій платформі з плазмотронами по В-В по Фіг.3; на Фіг.6 показаний розріз установки при опущеній платформі з плазмотронами по В-В на Фіг.3. Установка для отримання злитків у виливницях з утепленням їх головної частини плазмовим потоком складається з приводної каретки 1, що є рамою 2 з трьома консолями 3, 4, 5, з механізмом переміщення 6 ложементів 7 для ковша розливного 8 і плазмотронів 9 в горизонтальному напрямі перпендикулярному напряму руху каретки 1 і з верхніми і нижніми приводними колесами 10, 11 розташованих навпроти консолей 3, 4 і 5 мають направляючі пази 12 для направляючих балок 13 і 14 плити 15 і для направляючих балок 14 і 16 з ложементами 7 для розливного ковша 8. На направляючій балці 14 встановлені плита 15 і ложементи 7 для ковша 8. Направляючі балки 13 і 16 є крайніми, а направляюча балка 14 - центральною. Направляючі балки 13, 14, 16 розташовано на роликах 17 що встановлені в направляючих пазах 12 консолей 3, 4 і 5 і пов'язано з механізмом переміщення 6 ложементів 7 для розливного ковша 8. Механізм переміщення 6 є приводом 18 у вигляді редуктора 19 і електродвигуна 20, систему шарнірно-підоймову 21 у вигляді тяги 22 шарнірно сполучених з направляючими балками 13, 14 і 16, двоплечих важелів 23, шатуна 24 і кривошипа 25 сполученого з приводом 18. Шатун 24 і кривошип 25 є шатунно-кривошипним механізмом. На валу 26 встановлені важелі 23 шарнірно закріплені на відповідних консолях 3, 4 і 5, забезпечуючи обертання одним приводом 18 механізму переміщення 6 ложементів 7 для розливного ковша 8 і плазмотронів 9. Одне з крайніх нижніх коліс 11 сполучене з приводом 27 пересування установки. На плиті 15 розташований силовий циліндр 28 переміщення платформи 29 з плазмотронами 9 у вертикальній площині до головної частини 30 злитка (не показаний) у виливниці 31 з рідким металом 32. Центральна 33 для подачі рідкого металу 32 одна на чотири виливниці 31, встановлених на піддоні 34 візка 35. Кількість плазмотронів 9 і кількість виливниць 31 на піддоні 34 однакова і дорівнює в даному випадку чотирьом. В плиті 15 виконані отвори 36 для направляючих штирів 37 платформи 29 і отвір 38 для штока 39 силового циліндра 28. Установка колесами 10 і 11 має можливість пересування відповідно по опорі 40 і монорейці 41, уподовж і біля залізничної колії 42, на якому встановлений один з візків 35 з піддонами 34 і з виливницями 31. Ківш 8 має випускний отвір 43 для випуску рідкого металу 32 послідовно в центрові 33, 44, 45 і 46 які встановлені на піддонах 34 візків 35, 47 і 48. Установка працює таким чином. Підйомним механізмом /не показаний/ розливний ківш 8 з рідким металом 32 опускається на направляючі балки 14 і 16 консолей 4 і 5 рами 2 каретки 1 між ложементами 7. Потім включається привід 27 обертання одного крайнього нижнього колеса 11, що дозволяє каретці 1 установки пересуватися на колесах 10 і 11, відповідно по опорі 40 і монорейці 41, до поєднання випускного отвору 43 ковша 8 з центровим 33, після цього подається рідкий метал 32, який через випускний отвір 43 в ковші 8, центрового 33, ливникову систему (не показана) в піддоні 34 поступає знизу в чотири виливниці 31, що встановлені на піддоні 34 візка 35, розташованого на залізничній колії 42. Після заповнення виливниць 31 рідким металом 32 каретка 1 установки з ковшом 8 переміщається до наступної центрової 44 для заповнення рідким металом 32 наступної партії виливниць 31. При подачі рідкого металу 32 в центрову 44 включають силовий циліндр 28 на плиті 15 на переміщення платформи 29 з плазмотронами 9 до головної частини 30 злитка (не показаний) у виливницях 31 центрової 33, при цьому направляючі штирі 37 платформи 29 переміщаються в отворах 36 плити 15, а шток 39 силового циліндра 28 переміщається в отворі 38 плити 15. Потім включаються в роботу плазмотрони 9 для утеплення головної частини 30 злитка у виливницях 31, що дозволяє поліпшити якість злитка і зменшити усадкову раковину (не показана) в головній частині 30 злитків у виливницях 31. Після закінчення операції заповнення виливниць 31 центрової 44 рідким металом 32 і утеплення у виливницях 31 центровій 33 головній частині 30 злитка, силовий циліндр 28 повертає платформу 29 з плазмотронами 9 в початкове положення і установка переміщається у бік центрової 45 до поєднання випускного отвору 43 ковша 8 з центровою 45 і процес заливки рідкого металу 32 і процес утеплення головної частини 30 злитка (не показаний) у виливницях 31 повторюється. Для більш точного попадання рідкого металу 32 з випускного отвору 43 ковша 8 в центрову 33, 44, 45 або 46 на піддонах 34 візків 35, 38 і 39, щоб не було розбризкування рідкого металу 32, направляючі балки 13, 14 і 16 в направляючих пазах 12 консолей 3, 4, 5 переміщаються на роликах 17 за допомогою приводу 18 у вигляді редуктора 19 і електродвигуна 20 механізму переміщення 6 ложементів 7 для розливного ковша 8 і плазмотронів 9 через шарнірно-підоймову систему 21 у вигляді тяги 22 шарнірно сполученою з направляючими балками 13, 14 і 16, двоплечих важелів 23, валу 26, сполучаючого важелі 23, шатуна 24 і кривошипа 25 сполученого з приводом 18. При цьому разом з направляючими балками 14 і 16 переміщається ківш 8 з рідким металом 32, а разом з направляючими балками 13 і 14 переміщається плита 15 і платформа 29 з плазмотронами 9 в напрямі перпендикулярному залізничній колії 42. Пропонована установка вирішує основну задачу в забезпеченні якісного розливання рідкого металу 32 з ковша 8 що не переноситься краном, який в цей час використовується в це ху для інших те хнологічних операцій. Дана установка вирішує також задачу утеплення головної частини 30 злитка у виливницях 31 плазмовим потоком плазмотронів 9, що дозволяє поліпшити якість злитка і зменшити усадкову раковину в головній частині 30 злитків у виливницях 31. Використовування пропонованої установки дозволить збільшити продуктивність і зменшити габарити установки, за рахунок того, що дана установка дозволяє сумістити виконання двох операцій, а саме, розлив рідкого металу 32 з розливного ковша 8 і утеплення головної частини 30 злитка у виливницях 31 плазмотронами 9. Список літератури. 1. Авторське свідоцтво СРСР №366923, кл. В22D9/00, 1970р. - аналог. 2. "Розливання сталі", М. И. Колосов і А. П. Кульбацкий, Державне науково-технічне видавництво літератури по чорній і кольоровій металургії, Москва, 1957р., стор. 47.48, малюнок 12. /"Установка проміжного ковша з поперечним пересуванням"/ - аналог. 3. Позитивне рішення по заявці №І 200509302 від 03.10.05р., В22D9/00 - прототип.
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for obtaining ingots in casting moulds with warming of deadhead thereof by plasma flow
Автори англійськоюHanzha Viktor Mykytovych, Neklesa Anatolii Tymofiiovych, Neklesa Anatolii Tymofiiovych, Dunaievskyi Bohdan Leonidovych, Petrenko Vitalii Oleksandrovych, Brodetskyi Oleksandr Leonidovych, Suprun Volodymyr Pavlovychl, Pospielkin Dmytro Leonidovych
Назва патенту російськоюУстановка для получения слитков в изложницах с утеплением их головной части плазменным потоком
Автори російськоюГанжа Виктор Никитич, Неклеса Анатолий Тимофеевич, Дунаевский Богдан Леонидович, Петренко Виталий Александрович, Бродецкий Александр Леонидович, Супрун Владимир Павлович, Поспелкин Дмитрий Леонидович
МПК / Мітки
МПК: B22D 9/00
Мітки: частини, одержання, установка, потоком, виливницях, утепленням, головної, злитків, плазмовим
Код посилання
<a href="https://ua.patents.su/3-23604-ustanovka-dlya-oderzhannya-zlitkiv-u-vilivnicyakh-z-uteplennyam-kh-golovno-chastini-plazmovim-potokom.html" target="_blank" rel="follow" title="База патентів України">Установка для одержання злитків у виливницях з утепленням їх головної частини плазмовим потоком</a>
Установка для одержання злитків у виливницях
Номер патенту: 13651
Опубліковано: 17.04.2006
Автори: Іващенко Валерій Петрович, Ганжа Віктор Микитович, Супрун Володимир Павлович, Петренко Віталій Олександрович, Гриненко Антон Олександрович
МПК: B22D 9/00
Мітки: установка, одержання, злитків, виливницях
Формула / Реферат:
1. Установка для одержання злитків у виливницях, що містить привідну каретку, що є рамою з ложементами для ковша, яка відрізняється тим, що рама каретки виконана з двома консолями і з механізмом переміщення ложементів для ковша в горизонтальному напрямі, перпендикулярному напряму руху каретки, причому механізм переміщення ложементів для ковша виконаний у вигляді привідних направляючих балок, розміщених у направляючих пазах кожної з консолей,...
Установка для обробки головної частини зливка в виливниці

Номер патенту: 78468
Опубліковано: 15.03.2007
Автори: Новінскій Вадім Владіславовіч, Нечепоренко Володимир Андрійович, Шиман Ігор Олексійович, Боровиков Геннадій Федорович, Неклеса Анатолій Тимофійович
Мітки: виливниці, обробки, установка, головної, зливка, частини
Формула / Реферат:
1. Установка для обробки головної частини зливка в виливниці, що включає піддон із сифонними проводками й установлені на ньому виливниці із надставкою додатку, центрову для заливки металу, металеву кришку з патрубком для виходу гарячих газів, яка відрізняється тим, що установка містить несучу конструкцію у вигляді стояків з горизонтальними консольними балками, виконаними на двох рівнях, на консольних балках нижнього рівня розміщена опорна...
Теплоізолююча суміш для розливання сталі та утеплення головної частини злитків
Номер патенту: 15382
Опубліковано: 30.06.1997
Автори: Узієнко Борис Олександрович, Булат Володимир Олександрович, Кійко Генадій Васильович, Лоза Володимир Васильович, Майко Ольга Іванівна, Казаков Сергій Сергійович, Чебурко Всеволод Володимирович, Стаханов Едуард Михайлович, Боровик Іван Васильович, Поляков Віктор Мефодієвич, Король Леонід Наумович, Кренделєв Василь Миколаєвич, Смірнов Володимир Миколаєвич, Панченко Олександр Іванович, Данченко Григорій Дмитрович, Осіпов Володимир Прокопович
МПК: B22D 7/10
Мітки: розливання, головної, суміш, утеплення, частини, теплоізолююча, злитків, сталі
Формула / Реферат:
Теплоизолирующая смесь для разливки стали и утепления прибыльной части слитков, содержащая графит и огнеупорный наполнитель, отличающаяся тем, что в качестве огнеупорного наполнителя содержит трепел при следующем соотношении компонентов (мас.%): графит 15 - 34, трепел 66 - 85.
Установка для одержання ректифікованого спирту із головної фракції етанолу
Номер патенту: 908
Опубліковано: 15.12.1993
Автори: Свєташов Олександпр Степанович, Шиян Петро Леонідович, Приходько Анатолій Олексійович, Циганков Петро Семенович, Горєвой Володимир Іванович
МПК: B01D 3/00
Мітки: одержання, етанолу, фракції, головної, установка, ректифікованого, спирту
Формула / Реферат:
Установка для получения ректификованного спирта из головной фракции этанола, содержащая разгонную, укрепляющую, эпюрационнуюи ректификационную колонны с дефлегматорами, конденсаторами и кипятильниками к этим колоннам, декантатор и систему коммуникаций, включающую трубопровод подвода воды и патрубок подвода воды на гидроселекцию, отличающаяся тем, что ома снабжена испарителем с барометрической трубой и барометрическим сборником, перегревателем...
Установка для одержання спирту-ректифікату із головної фракції етилового спирту
Номер патенту: 906
Опубліковано: 15.12.1993
Автори: Шиян Петро Леонідович, Циганков Петро Семенович
МПК: B01D 3/14
Мітки: установка, спирту, спирту-ректифікату, етилового, одержання, головної, фракції
Формула / Реферат:
Установка для получения спирта-ректификата из головной фракции этилового спирта, содержащая разгонную, укрепляющую, эпюрационную и ректификационную колонны, их дефлегматоры и конденсаторы, декантатор и систему коммуникаций, включающую трубопровод отвода не пастеризованного спирта из ректификационной колонны, отличающаяся тем, что укрепляющая колонна в верхней части снабжена дополнительно 12-14 тарелками для создания зоны концентрации,...
Попередній патент: Фільтрпрес
Наступний патент: Спосіб зміцнення надземних пішохідних конструкцій
Випадковий патент: Гідростатичний підшипник ковзання