Спосіб виготовлення патронного фільтрувального елементу
Номер патенту: 25288
Опубліковано: 15.01.2002
Автори: Ващенко Іван Іванович, Головко Дмитро Богданович, Цебренко Марія Василівна, Березненко Микола Петрович, Резанова Наталія Михайлівна, Майборода Михайло Михайлович

Формула / Реферат
1. Спосіб виготовлення патронного фільтрувального елементу із ультратонких синтетичних волокон, який включає екструзію полімерного матеріалу через волокноутворюючу головку у вигляді струменя розплаву, охолодження її і намотування на перфорований каркас, який відрізняється тим, що в якості полімерного матеріалу використовують суміш волокноутворюючого і матричного полімерів, через волокноутворюючу головку формують композиційну мононитку діаметром 0,3 - 5,0мм, а потім екстрагують з неї матричний полімер.
2. Спосіб за п.1, який відрізняється тим, що після екстракції матричного полімеру з композиційної мононитки діаметром 1,1 - 5,0мм, отриману комплексну нитку із ультратонких волокон додатково перемотують на перфорований каркас.
Текст
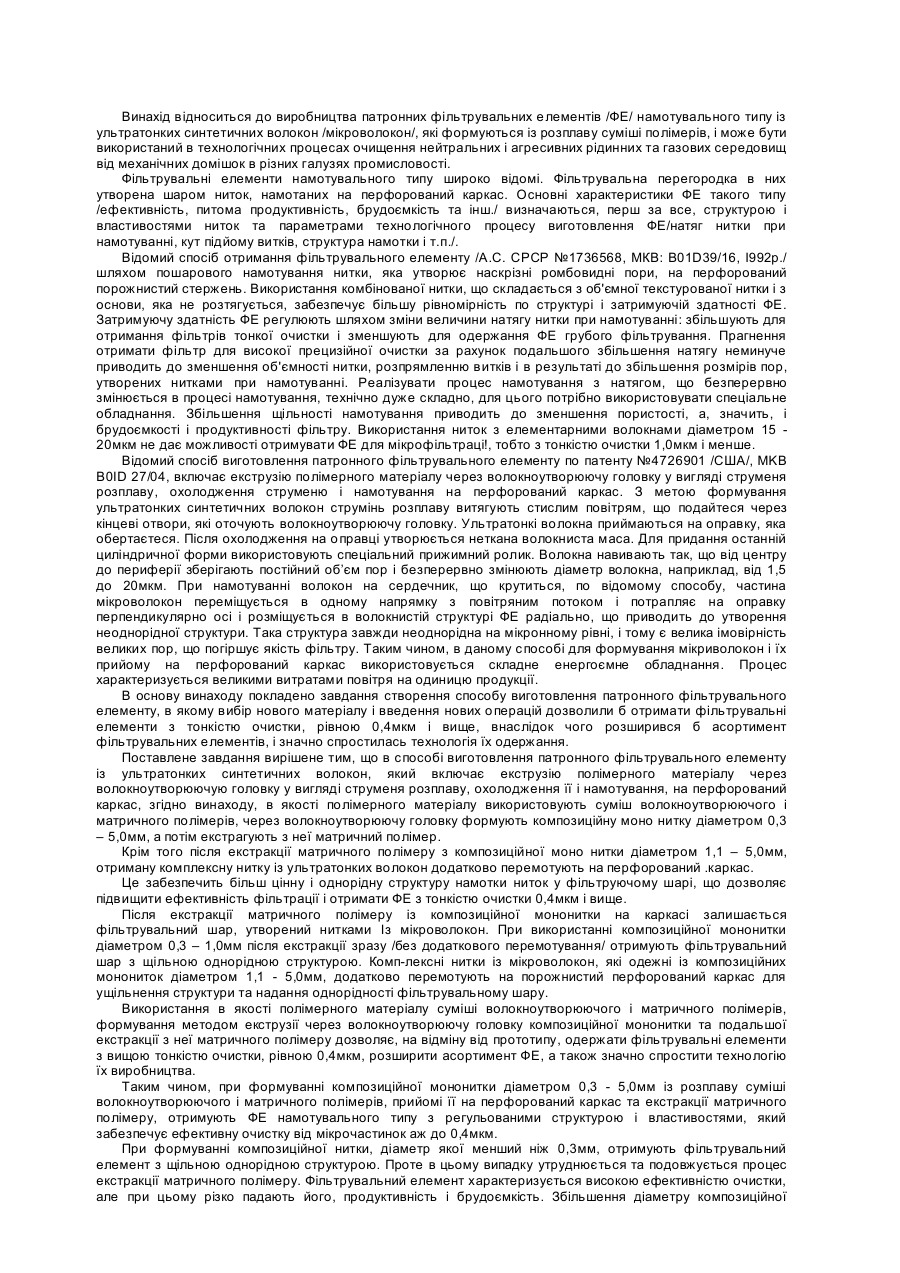
Винахід відноситься до виробництва патронних фільтрувальних елементів /ФЕ/ намотувального типу із ультратонких синтетичних волокон /мікроволокон/, які формуються із розплаву суміші полімерів, і може бути використаний в технологічних процесах очищення нейтральних і агресивних рідинних та газових середовищ від механічних домішок в різних галузях промисловості. Фільтрувальні елементи намотувального типу широко відомі. Фільтрувальна перегородка в них утворена шаром ниток, намотаних на перфорований каркас. Основні характеристики ФЕ такого типу /ефективність, питома продуктивність, брудоємкість та інш./ визначаються, перш за все, структурою і властивостями ниток та параметрами технологічного процесу виготовлення ФЕ/натяг нитки при намотуванні, кут підйому витків, структура намотки і т.п./. Відомий спосіб отримання фільтрувального елементу /А.С. СРСР №1736568, МКВ: В01D39/16, І992р./ шляхом пошарового намотування нитки, яка утворює наскрізні ромбовидні пори, на перфорований порожнистий стержень. Використання комбінованої нитки, що складається з об'ємної текстурованої нитки і з основи, яка не розтягується, забезпечує більшу рівномірність по структурі і затримуючій здатності ФЕ. Затримуючу здатність ФЕ регулюють шляхом зміни величини натягу нитки при намотуванні: збільшують для отримання фільтрів тонкої очистки і зменшують для одержання ФЕ грубого фільтрування. Прагнення отримати фільтр для високої прецизійної очистки за рахунок подальшого збільшення натягу неминуче приводить до зменшення об'ємності нитки, розпрямленню витків і в результаті до збільшення розмірів пор, утворених нитками при намотуванні. Реалізувати процес намотування з натягом, що безперервно змінюється в процесі намотування, технічно дуже складно, для цього потрібно використовувати спеціальне обладнання. Збільшення щільності намотування приводить до зменшення пористості, а, значить, і брудоємкості і продуктивності фільтру. Використання ниток з елементарними волокнами діаметром 15 20мкм не дає можливості отримувати ФЕ для мікрофільтраці!, тобто з тонкістю очистки 1,0мкм і менше. Відомий спосіб виготовлення патронного фільтрувального елементу по патенту №4726901 /США/, MKB В0ID 27/04, включає екструзію полімерного матеріалу через волокноутворюючу головку у вигляді струменя розплаву, охолодження струменю і намотування на перфорований каркас. З метою формування ультратонких синтетичних волокон струмінь розплаву витягують стислим повітрям, що подайтеся через кінцеві отвори, які оточують волокноутворюючу головку. Ультратонкі волокна приймаються на оправку, яка обертаєтеся. Після охолодження на оправці утворюється неткана волокниста маса. Для придання останній циліндричної форми використовують спеціальний прижимний ролик. Волокна навивають так, що від центру до периферії зберігають постійний об’єм пор і безперервно змінюють діаметр волокна, наприклад, від 1,5 до 20мкм. При намотуванні волокон на сердечник, що крутиться, по відомому способу, частина мікроволокон переміщується в одному напрямку з повітряним потоком і потрапляє на оправку перпендикулярно осі і розміщується в волокнистій структурі ФЕ радіально, що приводить до утворення неоднорідної структури. Така структура завжди неоднорідна на мікронному рівні, і тому є велика імовірність великих пор, що погіршує якість фільтру. Таким чином, в даному способі для формування мікриволокон і їх прийому на перфорований каркас використовується складне енергоємне обладнання. Процес характеризується великими витратами повітря на одиницю продукції. В основу винаходу покладено завдання створення способу виготовлення патронного фільтрувального елементу, в якому вибір нового матеріалу і введення нових операцій дозволили б отримати фільтрувальні елементи з тонкістю очистки, рівною 0,4мкм і вище, внаслідок чого розширився б асортимент фільтрувальних елементів, і значно спростилась технологія їх одержання. Поставлене завдання вирішене тим, що в способі виготовлення патронного фільтрувального елементу із ультратонких синтетичних волокон, який включає екструзію полімерного матеріалу через волокноутворюючую головку у вигляді струменя розплаву, охолодження її і намотування, на перфорований каркас, згідно винаходу, в якості полімерного матеріалу використовують суміш волокноутворюючого і матричного полімерів, через волокноутворюючу головку формують композиційну моно нитку діаметром 0,3 – 5,0мм, а потім екстрагують з неї матричний полімер. Крім того після екстракції матричного полімеру з композиційної моно нитки діаметром 1,1 – 5,0мм, отриману комплексну нитку із ультратонких волокон додатково перемотують на перфорований .каркас. Це забезпечить більш цінну і однорідну структуру намотки ниток у фільтруючому шарі, що дозволяє підвищити ефективність фільтрації і отримати ФЕ з тонкістю очистки 0,4мкм і вище. Після екстракції матричного полімеру із композиційної мононитки на каркасі залишається фільтрувальний шар, утворений нитками Із мікроволокон. При використанні композиційної мононитки діаметром 0,3 – 1,0мм після екстракції зразу /без додаткового перемотування/ отримують фільтрувальний шар з щільною однорідною структурою. Комп-лексні нитки із мікроволокон, які одежні із композиційних монониток діаметром 1,1 - 5,0мм, додатково перемотують на порожнистий перфорований каркас для ущільнення структури та надання однорідності фільтрувальному шару. Використання в якості полімерного матеріалу суміші волокноутворюючого і матричного полімерів, формування методом екструзії через волокноутворюючу головку композиційної мононитки та подальшої екстракції з неї матричного полімеру дозволяє, на відміну від прототипу, одержати фільтрувальні елементи з вищою тонкістю очистки, рівною 0,4мкм, розширити асортимент ФЕ, а також значно спростити технологію їх виробництва. Таким чином, при формуванні композиційної мононитки діаметром 0,3 - 5,0мм із розплаву суміші волокноутворюючого і матричного полімерів, прийомі її на перфорований каркас та екстракції матричного полімеру, отримують ФЕ намотувального типу з регульованими структурою і властивостями, який забезпечує ефективну очистку від мікрочастинок аж до 0,4мкм. При формуванні композиційної нитки, діаметр якої менший ніж 0,3мм, отримують фільтрувальний елемент з щільною однорідною структурою. Проте в цьому випадку утруднюється та подовжується процес екстракції матричного полімеру. Фільтрувальний елемент характеризується високою ефективністю очистки, але при цьому різко падають його, продуктивність і брудоємкість. Збільшення діаметру композиційної мононитки вище 5,0мм приводить до того, що волокноутворюючий компонент утворює в матричному, поряд з мікроволокнами безперервної довжини, короткі волокна і частинки. В процесі фільтрації через ФЕ, який виготовлений із такої комплексної нитки, можливе вимивання коротких волокон і частинок рідиною, яку фільтрують. Якщо формують композиційну мононитку діаметром 0,3 - 1,0мм, то її намотують на перфорований порожнистий каркас, екстрагують матричний полімер, і отримують готовий фільтрувальний шар. При використанні мононитки з діаметром 1,1 - 5,0мм, після екстракції матричного полімеру, на каркасі утворюється рихлий шар із мікроволокон. Для одержання прецизійного ФЕ намотувального типу в цьому разі комплексну нитку із ультратонких волокон додатково перемотують на перфорований порожнистий каркас. З літератури невідомо використання комплексних ниток з мікроволокон, які отримані при переробці розплаву суміші полімерів, для виготовлення фільтрувального елементу намотувального типу. Таким чином, формування композиційної мононитки із розплаву суміші волокноутворюючого і матричного полімерів з послідуючим прийомом на перфорований каркас, екстракцією матричного полімеру і герметизацією торців, дає можливість одержати фільтрувальний елемент намотувального типу з структурою і властивостями, які регулюються за рахунок властивостей комплексної нитки з мікроволокон та типом намотки. Створений фільтр придатний для очистки рідинних та газових середовищ від мікрочастинок аж до 0,4мкм. Основні показники фільтру /ефективність очистки, продуктивність і брудоємкість/ визначаються товщиною фільтрувального шару. Описана структура фільтрувального шару при використанні способу прототипу не реалізується. Суть запропонованого винаходу заключається в тому, що в якості полімерного матеріалу беруть суміш волокноутворюючого та матричного полімерів і методом екструзії через волокноутворюючу головку формують у вигляді струменя розплаву композиційну мононитку діаметром 0,3 - 5,0мм, охолоджують її і намотують на перфорований порожнистий каркас, а потім екстрагують з неї матричний полімер розчинником, інертним по відношенню до волокноутворюючого полімеру. Після екстракції матричного полімеру з композиційної мононитки одержують комплексну нитку з ультратонких синтетичних волокон, діаметр яких складає від десятих до декількох мікрон. При використанні комплексних ниток, отриманих із монониток діаметром 0,3 - 1,0мм фільтрувальний шар зберігає структуру і щільність намотки. Після екстракції матричного полімеру з композиційної нитки діаметром 1,1 - 5,0мм утворюється фільтрувальний шар рихлої структури, тому для надання йому щільності і однорідності нитки додатково перемотують на перфорований каркас. Слід відзначити, що ультратонкі волокна, одержані з розплаву суміші полімерів, мають структуру, якої немає ні в одного відомого синтетичного волокна, а саме, кожне мікроволокно по всій поверхні покрите мікро фібрилами. Описана структура мікроволокон забезпечує їм більшу питому поверхню, об'ємність, добре зчіплення між собою в шарі, що обумовлює високу ефективність очистки, попереджає розмивання фільтрувального шару рідиною, яка фільтрується навіть при підвищених тисках. При цьому товщина фільтрувального шару значно менша, ніж в традиційних способах отримання фільтрів намотувального тилу. Властивості ФЕ додатково регулюються за рахунок типу намотки та товщини фільтрувального шару. Таким чином, по способу, який пропонується, одержують фільтрувальний елемент з тонкістю очистки 0,4мкм і вище. Крім того, спрощується та стає дешевшим процес виробництва ФЕ, поскільки для формування композиційної мононитки використовують просте обладнання, відпадає необхідність в великих об'ємах стиснутого /холодного і гарячого/ повітря. Винахід ілюструється слудуючиш прикладами. Приклад 1. В кульовому млині готують суміш гранул волокноутрорюючого і матричного полімерів. В якості волокноутворюючого використовують поліпропілен /ПП/ з слідуючими показниками: характеристична в'язкість в декаліні при температурі І35°С – 1,2; вміст атактичної фракції – 5%; температура плавлення 169°С, Матричний компонент -сополіамід /СПА/ - співполімер капролактаму /50%/ і гексаметилен-адіпінату /50%/; температура плавлення - І79°С; вміст низькомолекулярних сполук, ідо екстрагуються водою 2 – 3%. Співвідношення во-локноутворюючого і матричного полімерів ПП/СПА складає 20/80% мас. Сополіамід попередньо сушать у вакуумі при температурі 90 ± 5°С до вмісту летючих не більше 0,5% мас., а потім змішують з ПП на дисковому екструдері ЛГП-25 при температурі по зонах екструдеру І80 - 210°С. Одержані гранули суміші сушать у вакуумі в тих. самих умовах, що і вихідний СПА. Потім із суміші ПП/СПА методом екструзії через волоклоутворюючу головку формують у вигляді струменя розплаву композиційну мононитку діаметром 0,2 – 0,3мм, охолоджують її у ванні з водою і намотують у вигляді ромбів на перфорований порожнистий каркас. Формування здійснюють на прядильній машині УФТП-2, при температурі по зонах шнеку 140 - 190°C. Мононитку на каркасі розміщують в екстракторі, де матричний полімер /СПА/ екстрагують етиловим спиртом при температурі кипіння. Після екстракції комплексну нитку сушать на повітрі, а потім герметизують торці розплавом поліпропілену. Ефективність фільтрації одержаних ФЕ оцінюють по повітрю на лічильнику аерозольних частинок АЗ-5. Властивості ФЕ наведені з таблиці 1. Таблиця 1 Вплив діаметру композиційної мононитки і кількості шарів на ефективність очистки повітря Ефективність затримки по частинках розміром, мкм: Діаметр № п/п Кількість шарів мононитки, мм 0,4 1,0 2,0 1 0,2 150 95,1 98,8 100 2 0,3 150 94,8 98,6 100 3 0,5 150 90,0 92,3 95,1 4 0,5 300 98,1 99,5 100 5 1,0 150 94,4 96,4 99,0 6 Прототип - ефективність затримки по частинках розміром 3,0мкм – 99% Приклад 2 Із суміші волокноутворюючого і матричного полімерів того самого складу і в тих же умовах, ще описані я прикладі 1, формують композиційну мононитку діаметром 1,1 - 6,0мм і намотують паралельними фарами на перфорований порожнистий каркас. Після екстракції матричного полімеру, як описано в прикладі 1, одержану комплексну нитку із мікроволокон перемотують на перфорований каркас. Герметизацію торців і оцінку властивостей ФЕ здійснюють, як в прикладі 1. Властивості ФЕ наведені в таблиці 2. Таблиця 2 Вплив діаметру композиційної моконитки на ефективність очистки повітря Ефективність затримки /%/ по частинках розміром, мкм: Діаметр Кількість № п/п мононитки, мм шарів 0,4 1,0 2,0 1 2,0 3 96,0 97,9 100 2 3,0 3 98,7 99,8 100 3 5,0 3 80,1 90,9 98,5 4 6,0 3 92,1 86,1 91,4 80,6 /нитка не 5 2,0 3 60,2 68,0 перемотана/ Дані таблиць 1,2 свідчать, що в заявлзних межах формування композиційної нитки із розплаву суміші волокноутворюючого і матричного полімерів з послідуючим намотуванням її на перфорований каркас і екстракцією матричного полімеру, дозволяє одержать фільтрувальні елементи намотувального типу з більшою тонкістю очистки, ніж по способу прототипу /ефективність очистки повітря по частинках 2,0мкм практично 100%, а зразки 2,4 /табл. 1/ та 1,2 /табл. 2/ забезпечують тонкість фільтрації 94,4 - 98,7% пo частниках 0,4мкм. З таблиці 2 видно, що перемотка комплексних ниток з мікроволокон, одержаних із монониток діаметром /2,0 – 5,0/ приводить до підвищення якості ФЕ: ефективність очистки зростає в усьому дослідженому діапазоні частинок. Властивості ФЕ також визначаються кількістю шарів комплексної нитки, намотаної на перфорований каркас: збільшення кількості шарів веде до росту ефективності фільтру /зразки №3,4, табл.1/.
ДивитисяДодаткова інформація
Автори англійськоюTsebrenko Maria Vasylivna, Rezanova Natalia Mykhailivna, Holovko Dmytro Bohdanovych, Bereznenko Mykola Petrovych, Maiboroda Mykhailo Mykhailovych
Автори російськоюЦебренко Мария Васильевна, Резанова Наталия Михайловна, Головко Дмитрий Богданович, Березненко Николай Петрович, Майборода Михаил Михайлович
МПК / Мітки
МПК: B01D 39/02, B01D 27/04, B01D 39/16
Мітки: спосіб, патронного, фільтрувального, елементу, виготовлення
Код посилання
<a href="https://ua.patents.su/3-25288-sposib-vigotovlennya-patronnogo-filtruvalnogo-elementu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення патронного фільтрувального елементу</a>
Спосіб виготовлення фільтрувального матеріалу на основі ультратонких синтетичних волокон
Номер патенту: 30907
Опубліковано: 15.12.2000
Автори: Цебренко Ірина Олександрівна, Резанова Наталія Михайлівна, Березненко Микола Петрович, Цебренко Марія Василівна, Головко Дмитро Богданович
МПК: D01F 8/00
Мітки: основі, ультратонких, синтетичних, спосіб, матеріалу, волокон, фільтрувального, виготовлення
Текст:
...ФМ. Винахід ілюструється слідуючими прикладами. Приклад 1 Для приготування суміші брали слідуючі вихідні полімери: поліпропілен (ПП) - основний волокноутворюючий, сополіамід (СПА) – матричний і співполімер етилену з вінілацетатом (СЕВА) – другий волокноутворюючий компоненти. Для покращення сумісності між ПП і СПА в суміш вводили полімер - компатибілізатор (СЕВА), поскільки можна було передбачити можливість реалізації специфічної взаємодії між...
Спосіб виготовлення декоративного елементу
Номер патенту: 30775
Опубліковано: 15.12.2000
Автор: Макієва Наталія Олександрівна
МПК: A41D 27/00
Мітки: спосіб, декоративного, елементу, виготовлення
Формула / Реферат:
1. Спосіб виготовлення декоративного елементу, при якому формують вертикальні складки по довжині стрічки з смуг, збирають стрічку по складам по типу “гармошки”, проводять скріплення складок у визначеній точці, при цьому утворюють віялоподібну частину, який відрізняється тим, що після формування складок з смуг, стрічку складають по довжині навпіл та з'єднують один або обидва поперечних зрізи стрічки навскіс від зовнішнього кута до лінії...
Термопластична формувальна композиція для отримання фільтрувального матеріалу на основі ультратонких синтетичних волокон
Номер патенту: 34605
Опубліковано: 15.03.2001
Автори: Цебренко Ірина Олександрівна, Цебренко Марія Василівна, Ніколаєва Ганна Петрівна, Резанова Наталія Михайлівна
МПК: B01D 39/16, D01F 8/04
Мітки: волокон, термопластична, композиція, синтетичних, ультратонких, основі, отримання, фільтрувального, формувальна, матеріалу
Формула / Реферат:
Термопластична формувальна композиція для отримання фільтрувального матеріалу на основі ультратонких синтетичних волокон, що містить суміш термопластичних волокноутворюючого і матричного полімерів та сіль, яка відрізняється тим, що як сіль вибрана органічна сіль олеат натрію, при цьому компоненти взяті у такому співвідношенні, мас.%:
Спосіб виготовлення каталітичного елементу нейтралізатора відпрацьованих газів двигуна внутрішнього згоряння
Номер патенту: 40328
Опубліковано: 16.07.2001
Автори: Черкасов Юрій Анатольович, Злобін Володимир Миколайович, Гавриленко Петро Миколайович, Васильєв Ігор Павлович, Бондаренко Іван Степанович
МПК: F02B 51/00
Мітки: нейтралізатора, каталітичного, відпрацьованих, згоряння, виготовлення, внутрішнього, газів, двигуна, елементу, спосіб
Формула / Реферат:
1. Спосіб виготовлення каталітичного елементу нейтралізатора відпрацьованих газів двигуна внутрішнього згоряння шляхом готування контактної маси носія, формування елементів носія і його прокалки який відрізняється тим, що на стадії готування контактної маси до неї додають низькотемпературний каталізатор у вигляді часток, а після спікання в поверхню елемента впроваджують іони высокотемпературного каталізатора. 2. Спосіб по п. 1,який...
Спосіб виготовлення попередньо напруженого двотаврового елементу
Номер патенту: 3106
Опубліковано: 26.12.1994
Автор: Чайка Борис Степанович
МПК: E04C 3/04
Мітки: напруженого, елементу, двотаврового, спосіб, попередньо, виготовлення
Формула / Реферат:
1. Способ изготовления предварительно напряженного двутаврового элемента, включающий предварительное напряжение двух стержней таврового сечения, объединение их стыковым сварным швом по линии контакта стенок и снятие нагрузки предварительного напряжения, отличающийся тем, что, с целью снижения материалоемкости элемента и расширения егo функциональных возможностей, стержни таврового сечения используют с криволинейными вогнутыми...
Попередній патент: Пристрій центруючий
Наступний патент: Спосіб одержання пасти із соєвих бобів
Випадковий патент: Вафельні листи