Спосіб термічної обробки
Номер патенту: 25883
Опубліковано: 27.08.2007
Автори: Бобрицький Віталій Миколайович, Лисенко Сергій Володимирович, Жулай Олександр Юрійович, Лізунов Сергій Миколайович, Аулін Віктор Васильович
Формула / Реферат
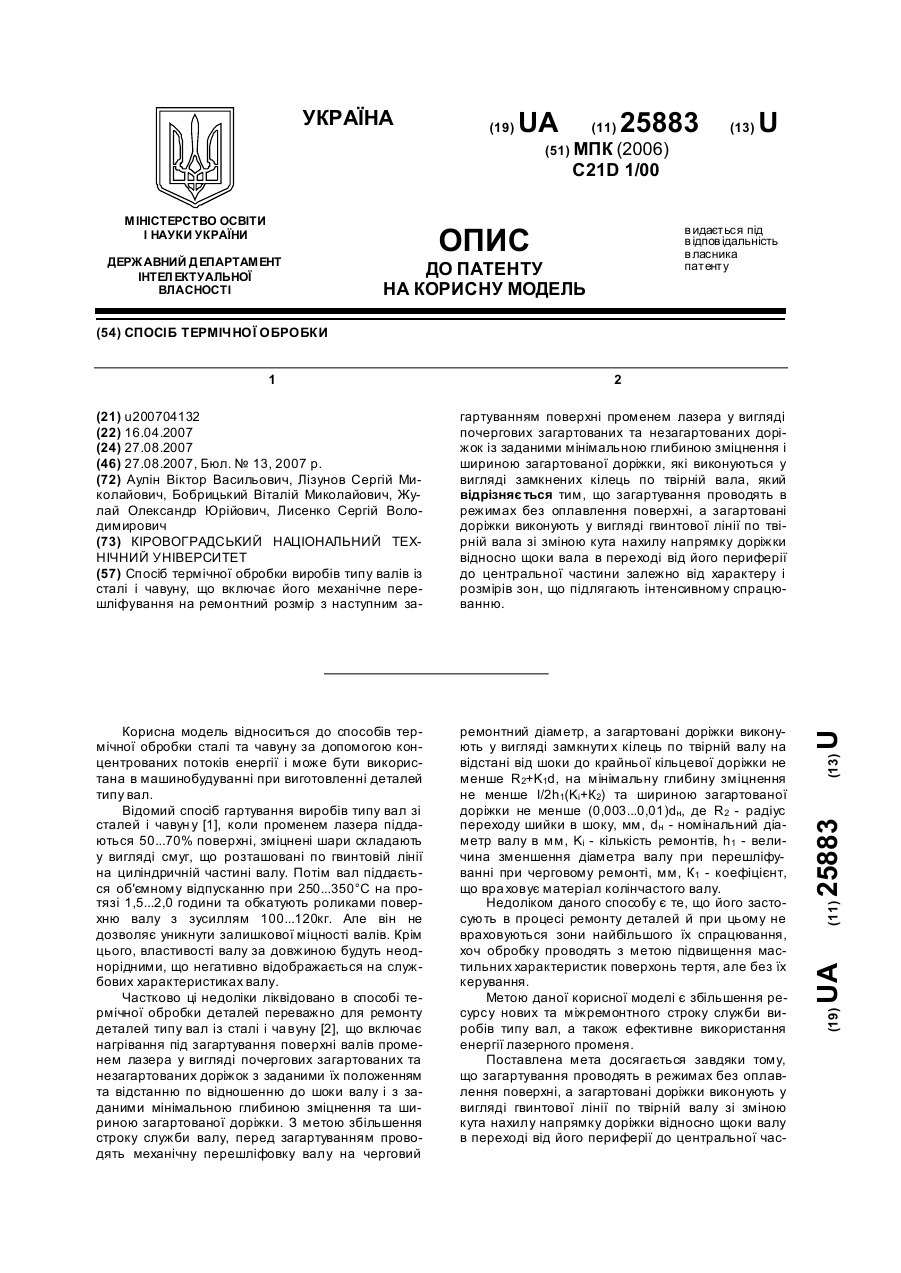
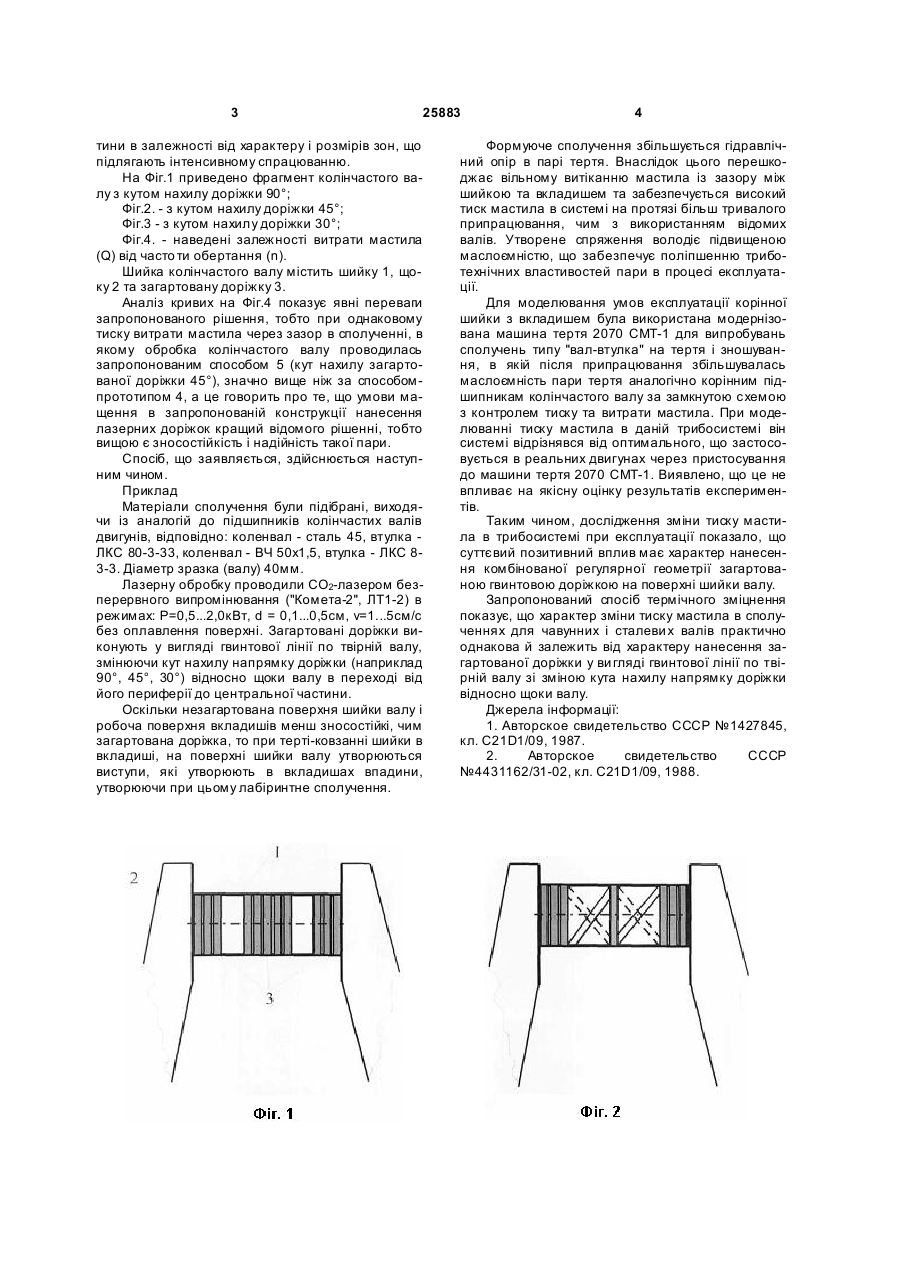
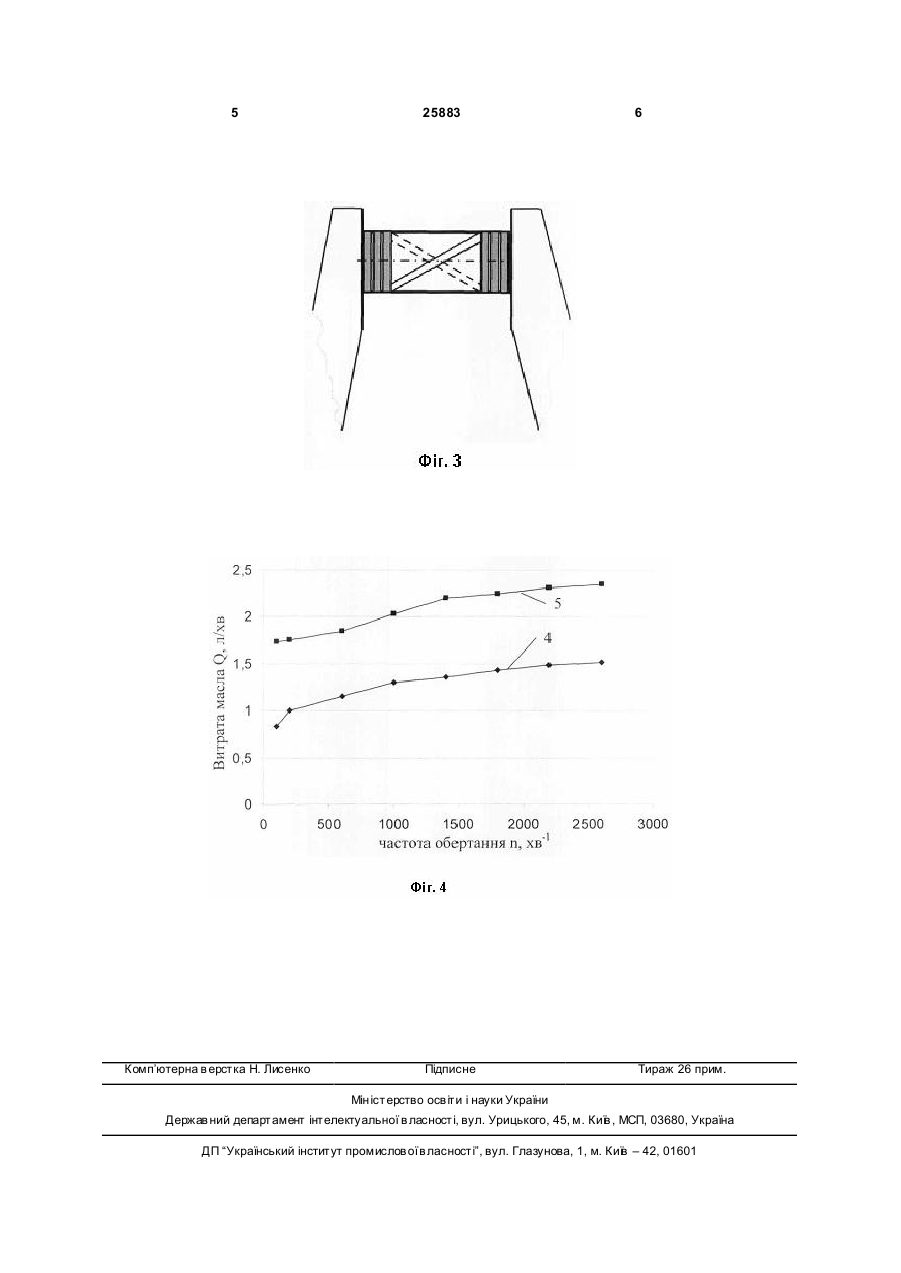
Спосіб термічної обробки виробів типу валів із сталі і чавуну, що включає його механічне перешліфування на ремонтний розмір з наступним загартуванням поверхні променем лазера у вигляді почергових загартованих та незагартованих доріжок із заданими мінімальною глибиною зміцнення і шириною загартованої доріжки, які виконуються у вигляді замкнених кілець по твірній вала, який відрізняється тим, що загартування проводять в режимах без оплавлення поверхні, а загартовані доріжки виконують у вигляді гвинтової лінії по твірній вала зі зміною кута нахилу напрямку доріжки відносно щоки вала в переході від його периферії до центральної частини залежно від характеру і розмірів зон, що підлягають інтенсивному спрацюванню.
Текст
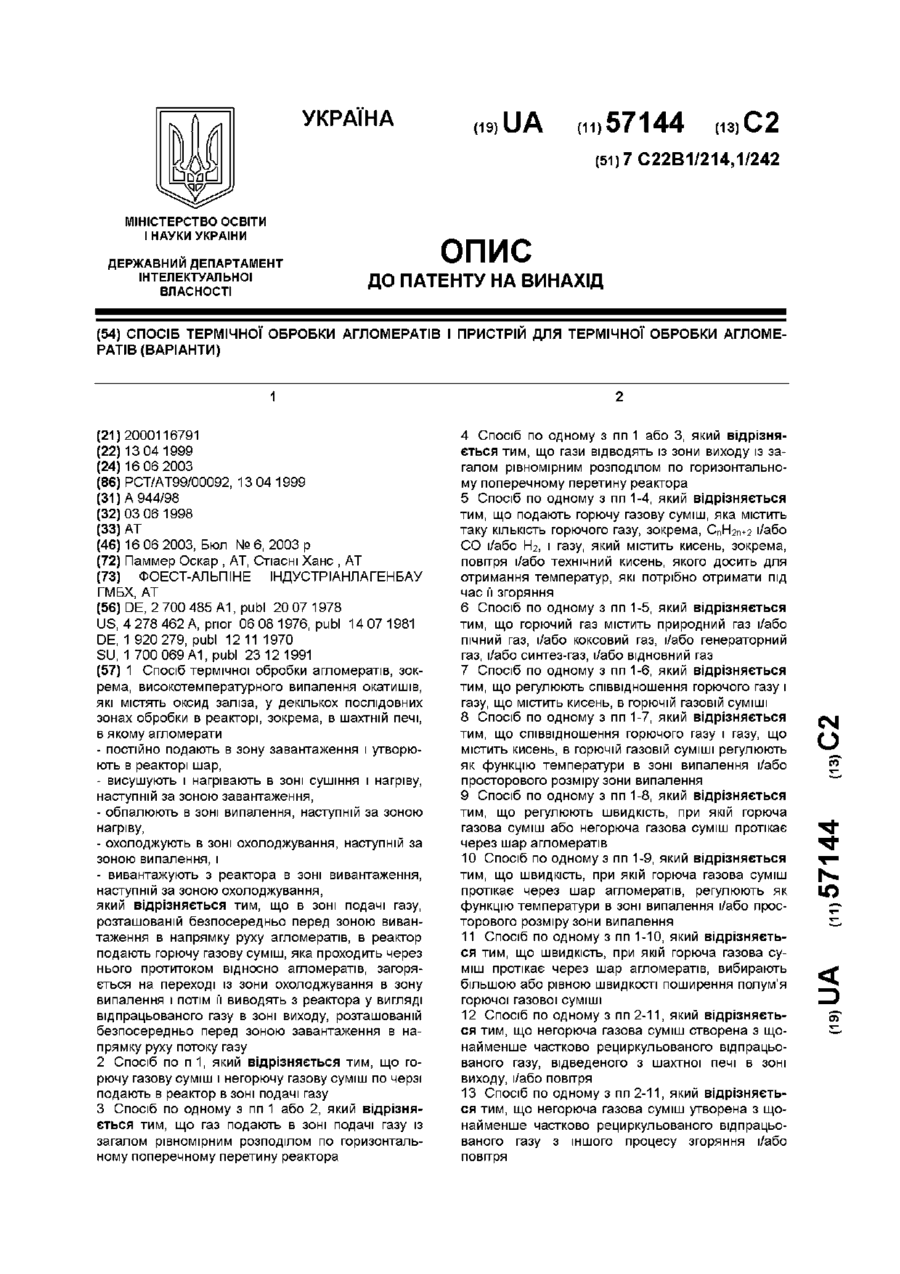
Спосіб термічної обробки виробів типу валів із сталі і чавуну, що включає його механічне перешліфування на ремонтний розмір з наступним за 3 25883 тини в залежності від характеру і розмірів зон, що підлягають інтенсивному спрацюванню. На Фіг.1 приведено фрагмент колінчастого валу з кутом нахилу доріжки 90°; Фіг.2. - з кутом нахилу доріжки 45°; Фіг.3 - з кутом нахилу доріжки 30°; Фіг.4. - наведені залежності витрати мастила (Q) від часто ти обертання (n). Шийка колінчастого валу містить шийку 1, щоку 2 та загартовану доріжку 3. Аналіз кривих на Фіг.4 показує явні переваги запропонованого рішення, тобто при однаковому тиску витрати мастила через зазор в сполученні, в якому обробка колінчастого валу проводилась запропонованим способом 5 (кут нахилу загартованої доріжки 45°), значно вище ніж за способомпрототипом 4, а це говорить про те, що умови мащення в запропонованій конструкції нанесення лазерних доріжок кращий відомого рішенні, тобто вищою є зносостійкість і надійність такої пари. Спосіб, що заявляється, здійснюється наступним чином. Приклад Матеріали сполучення були підібрані, виходячи із аналогій до підшипників колінчастих валів двигунів, відповідно: коленвал - сталь 45, втулка ЛКС 80-3-33, коленвал - ВЧ 50х1,5, втулка - ЛКС 83-3. Діаметр зразка (валу) 40мм. Лазерну обробку проводили СО2-лазером безперервного випромінювання ("Комета-2", ЛТ1-2) в режимах: Р=0,5...2,0кВт, d = 0,1...0,5см, v=1...5см/с без оплавлення поверхні. Загартовані доріжки виконують у вигляді гвинтової лінії по твірній валу, змінюючи кут нахилу напрямку доріжки (наприклад 90°, 45°, 30°) відносно щоки валу в переході від його периферії до центральної частини. Оскільки незагартована поверхня шийки валу і робоча поверхня вкладишів менш зносостійкі, чим загартована доріжка, то при терті-ковзанні шийки в вкладиші, на поверхні шийки валу утворюються виступи, які утворюють в вкладишах впадини, утворюючи при цьому лабіринтне сполучення. 4 Формуюче сполучення збільшується гідравлічний опір в парі тертя. Внаслідок цього перешкоджає вільному витіканню мастила із зазору між шийкою та вкладишем та забезпечується високий тиск мастила в системі на протязі більш тривалого припрацювання, чим з використанням відомих валів. Утворене спряження володіє підвищеною маслоємністю, що забезпечує поліпшенню триботехнічних властивостей пари в процесі експлуатації. Для моделювання умов експлуатації корінної шийки з вкладишем була використана модернізована машина тертя 2070 СМТ-1 для випробувань сполучень типу "вал-втулка" на тертя і зношування, в якій після припрацювання збільшувалась маслоємність пари тертя аналогічно корінним підшипникам колінчастого валу за замкнутою схемою з контролем тиску та витрати мастила. При моделюванні тиску мастила в даній трибосистемі він системі відрізнявся від оптимального, що застосовується в реальних двигунах через пристосування до машини тертя 2070 СМТ-1. Виявлено, що це не впливає на якісну оцінку результатів експериментів. Таким чином, дослідження зміни тиску мастила в трибосистемі при експлуатації показало, що суттєвий позитивний вплив має характер нанесення комбінованої регулярної геометрії загартованою гвинтовою доріжкою на поверхні шийки валу. Запропонований спосіб термічного зміцнення показує, що характер зміни тиску мастила в сполученнях для чавунних і сталеви х валів практично однакова й залежить від характеру нанесення загартованої доріжки у ви гляді гвинтової лінії по твірній валу зі зміною кута нахилу напрямку доріжки відносно щоки валу. Джерела інформації: 1. Авторское свидетельство СССР №1427845, кл. С21D1/09, 1987. 2. Авторское свидетельство СССР №4431162/31-02, кл. С21D1/09, 1988. 5 Комп’ютерна в ерстка Н. Лисенко 25883 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment
Автори англійськоюAulin Viktor Vasyliovych, Lizunov Serhii Mykolaiovych, Bobrytskyi Vitalii Mykolaiovych, Zhulai Oleksandr Yuriiovych, Lysenko Serhii Volodymyrovych
Назва патенту російськоюСпособ термической обработки
Автори російськоюАулин Виктор Васильевич, Лизунов Сергей Николаевич, Бобрицкий Виталий Николаевич, Жулай Александр Юрьевич, Лысенко Сергей Владимирович
МПК / Мітки
МПК: C21D 1/00
Мітки: спосіб, обробки, термічної
Код посилання
<a href="https://ua.patents.su/3-25883-sposib-termichno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки</a>
Спосіб термічної обробки агломератів і пристрій для термічної обробки агломератів (варіанти)
Номер патенту: 57144
Опубліковано: 16.06.2003
Автори: Паммер Оскар, Стіасні Ханс
МПК: C22B 1/214, C22B 1/242
Мітки: агломератів, спосіб, обробки, варіанти, термічної, пристрій
Формула / Реферат:
1. Спосіб термічної обробки агломератів, зокрема, високотемпературного випалення окатишів, які містять оксид заліза, у декількох послідовних зонах обробки в реакторі, зокрема, в шахтній печі, в якому агломерати- постійно подають в зону завантаження і утворюють в реакторі шар,- висушують і нагрівають в зоні сушіння і нагріву, наступній за зоною завантаження,- обпалюють в зоні випалення, наступній за зоною нагріву,-...
Установка для термічної обробки відходів та спосіб термічної обробки відходів
Номер патенту: 29388
Опубліковано: 15.11.2000
Автори: Рідле Клаус, Тратц Херберт, Май Карл, Лезель Георг
МПК: C02F 11/10, C10B 53/00, F23G 5/00
Мітки: відходів, термічної, установка, спосіб, обробки
Текст:
...выделениях газов получается пониженная по вредности для окружающей среды обработка отходов. Галогенизированные углеводороды, как, например, диоксины и фураны и другие органические вредные вещества, которые содержатся в швельгазе, обезвреживаются. Твердые остатки от швелевания, как показали исследования, в значительной степени свободны от органических вредных веществ; но они содержат тяжелые металлы, такие, как кадмий, ртуть, которые обычным...
Спосіб термічної обробки довгомірних виробів перед нанесенням покриття
Номер патенту: 50137
Опубліковано: 15.06.2005
Автори: Петров Юрій Михайлович, Зубанов Володимир Олександрович, Іванцов Іван Іванович
МПК: C23C 2/02
Мітки: спосіб, виробів, термічної, довгомірних, покриття, обробки, нанесенням
Формула / Реферат:
1. Спосіб термічної обробки довгомірних виробів перед нанесенням покриття, який включає окислювання поверхні шляхом безперервного подавання виробу в камеру печі з окислювальною атмосферою і наступне відновлення оксидів шляхом безперервного подавання виробу в камеру печі з відновною атмосферою, який відрізняється тим, що температуру окислювальної атмосфери, отриману шляхом спалювання палива в пальниках з відкритим полум'ям, змінюють від...
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: термічної, обробки, спосіб, виробів
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки міді
Номер патенту: 47085
Опубліковано: 17.06.2002
Автори: Руденко Олександр Ігоревич, Ніщик Олександр Павлович
Мітки: спосіб, обробки, міді, термічної
Формула / Реферат:
Спосіб термічної обробки міді з вмістом кисню у вигляді своїх окислів, що включає нагрівання у водневмісному середовищі при температурі, не нижчій від 400°С, який відрізняється тим, що час термічної обробки (годин) вибираютьвід до
Попередній патент: Проточна частина консольного насоса
Наступний патент: Спосіб термічного зміцнення
Випадковий патент: Спосіб світловіддалемірних вимірювань