Стартова секція кожуха самоспікного електрода
Номер патенту: 2853
Опубліковано: 16.08.2004
Автори: Новіков Нікіта Варфоломєєвіч, Щедровіцкій Владімір Яковлєвіч, Запорожець Борис Олександрович, Кашкуль Володимир Вікторович, Гасик Михайло Іванович, Целік Володимир Михайлович, Овчарук Анатолій Миколайович, Капран Іван Іванович
Формула / Реферат
1. Стартова секція кожуха самоспікного електрода, переважно круглого або овального перерізу, що містить металеву обичайку у вигляді циліндра, зрізаного конуса або іншої форми з внутрішніми подовжніми ребрами і днищем, яка відрізняється тим, що днище має заглиблення (порожнину), поверхня якого віддалена від обичайки і днища на відстань, рівну 0,2 - 0,4 діаметра (товщини) електрода.
2. Стартова секція за п. 1, яка відрізняється тим, що на обичайці виконані подовжні, а на днищі - поперечні зовнішні сталеві ребра шириною 0,05 - 0,2, висотою 0,5 - 1,0 і товщиною 0,005 - 0,01 діаметра (товщини) електрода, які встановлюють з кроком, рівним 0,1 - 0,5 периметра електрода.
Текст
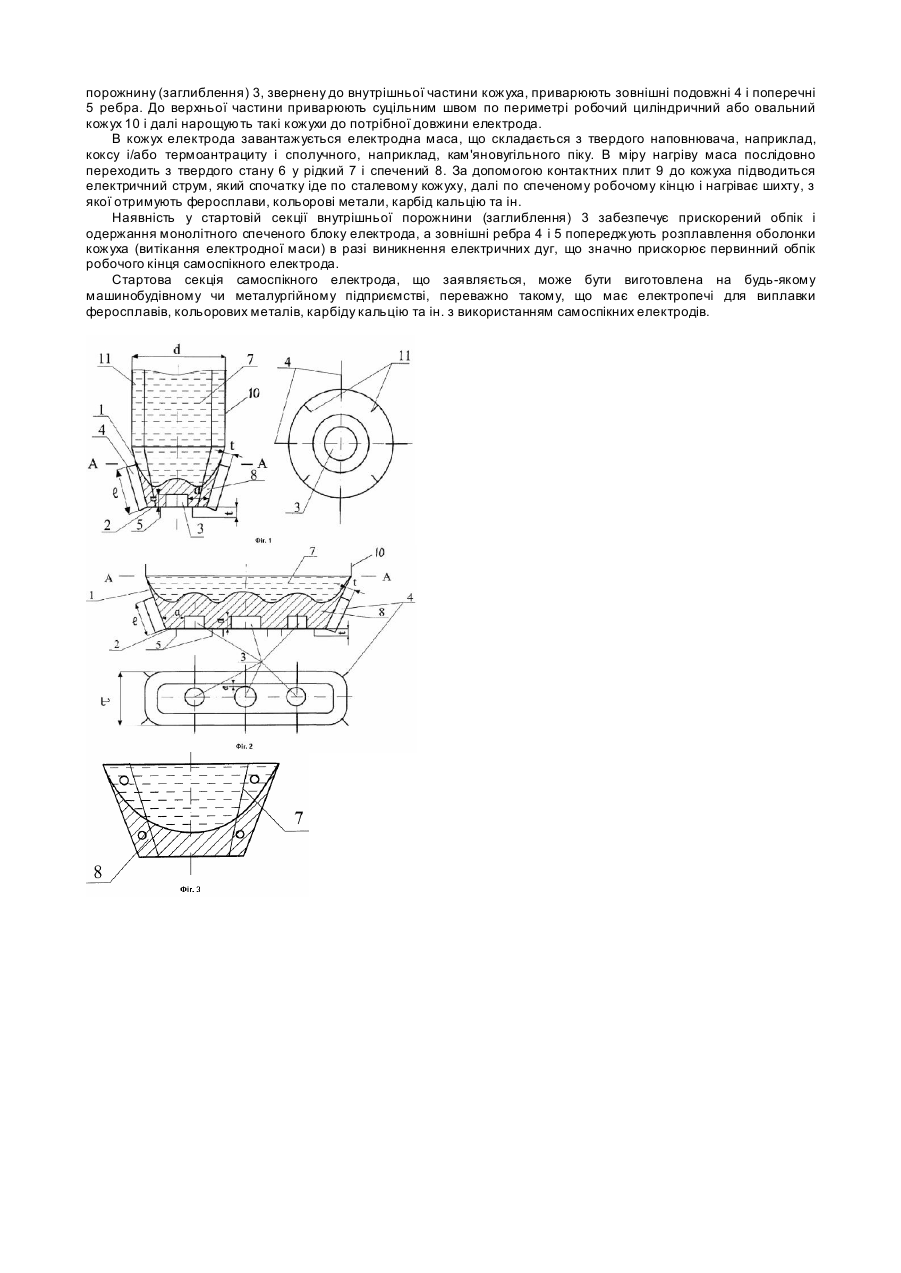
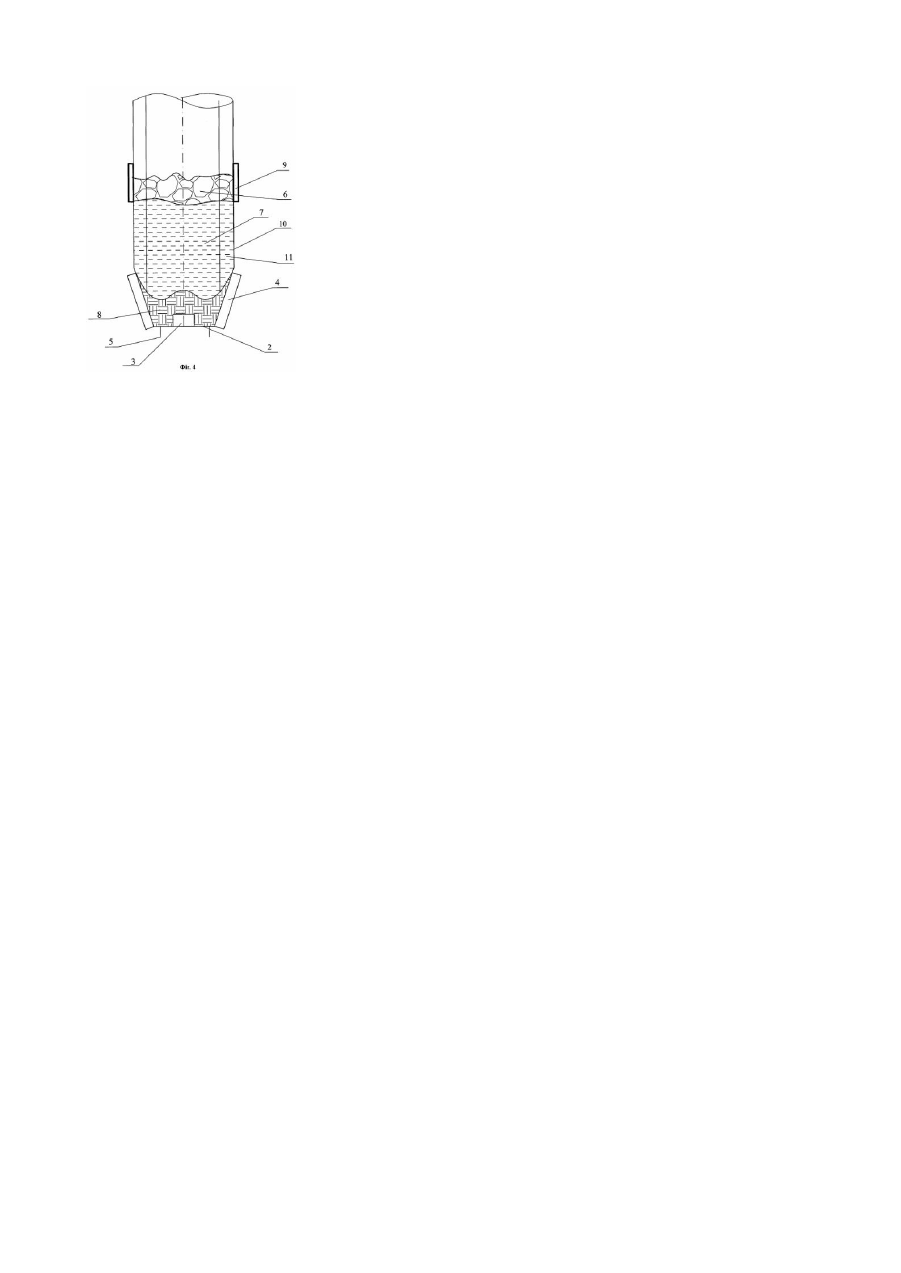
Корисна модель відноситься до електротермії і може бути використана при виготовленні і експлуатації самоспікних електродів. Безперервні самоспікні електроди є одним з основних елементів рудо відновлювальних електропечей, від надійної роботи яких у значній мірі залежить продуктивність печі, питома витрата електроенергії, витяг провідного елемента і інші техніко-економічні показники. Експлуатаційна стійкість самоспікних електродів, у свою чергу, залежить від конструкції сталевого кожуха, складу вуглецевої електродної маси, режиму обліку і т. і. Велике значення має початковий обпік робочого кінця електрода, який виконують спалюванням деревини або газу і далі електричним струмом. Основним недоліком відомих стартових секцій кожухів самоспікних електродів є відносно низька експлуатаційна стійкість робочого кінця під час початкового обпіку. При спіканні електричним струмом утворюються електричні дуги, сталева оболонка розплавляється і з неї витікає розплавлена вуглецева електродна маса, що значно ускладнює подальший обпік електрода. Відома секція кожуха самоспікного електрода, яка має металеву обичайку переважно круглого або овального перетину з внутрішніми подовжніми ребрами (Деклараційний патент України на винахід №46687А. Бюл. №5, 2002р.). Недоліком її є низька надійність роботи під час початкового обпіку, оскільки кожух не має днища, тому електрод потрібно обпікати в зануреному в ши хту вигляді, неможливо регулювати електричний режим, змінюючи глибину занурення, що значно ускладнює процес обпіку і навіть робить його неможливим. Найбільш близьким по технічній сутності до корисної моделі є кожух самоспікного електрода у формі усіченого конуса з днищем (М.И.Гасик. Самообжигающиеся электроды рудовосстановительных электропечей. М.: Металлургия, 1984, с.238; А.Н.Попов. Авт. свид. СССР №272329. Бюлл. „Открытия, изобретения, пром. образцы, товарные знаки", 1970, №19, с.34.). Недоліком цієї конструкції також є низька надійність роботи. Для утворення спеченого блоку електрода вуглецеву масу потрібно нагріти до температури більше ніж 500°С на глибину 0,5 діаметра електрода. Це неможливо здійснити за рахунок спалювання твердого або газоподібного палива, особливо у сучасних герметичних печах з електродами діаметром 1000-2000мм, оскільки утворюється теплова рівновага і робочий кінець електрода спікається лише на незначну глибину, що не забезпечує достатню міцність. При подальшому обліку електричним струмом можливе тріщини утворення, обломи робочого кінця, вихід розплавленої маси, що значно ускладнює подальшій обпік. В основу корисної моделі поставлена задача шляхом збільшення питомої поверхні і зменшення глибини обліку забезпечити отримання монолітного спеченого блоку електрода у початковий період обпіку спалюванням твердого чи газоподібного палива і підвищити експлуатаційну стійкість робочого кінця при подальшому обпіку електричним струмом за рахунок зовнішніх ребер, які захистять оболонку і днище кожуха від розплавлення при короткочасному утворенні електричних дуг. Поставлена задача вирішується тим, що в днищі стартової секції кожуха самоспікного електрода, переважно круглого чи овального перетину, виконується одне або декілька заглиблень, поверхня яких віддалена від днища та оболонки кожуха на відстань 0,2-0,4 діаметра або товщини електрода. Таке заглиблення дозволяє при початковому обпіку електрода спаленням твердого або газоподібного палива досить швидко отримати монолітний спечений робочий кінець електрода за рахунок збільшення питомої поверхні і зменшенню перетину електрода, що прогрівається. Якщо поверхня заглиблення віддалена від днища оболонки кожуха менш ніж на 0,2 діаметра (товщини) електрода, міцність скоксованого блоку внаслідок невеликого перетину незначна і не може забезпечити стійкість при подальшому обпіку електричним струмом. Збільшення віддалення поверхні заглиблення від днища більш ніж на 0,4 діаметра кожуха недоцільно, оскільки не приводить до подальшого збільшення міцності спеченого блоку робочого кінця електрода. Приведена сукупність відомих і нових ознак є достатньою для ідентифікації корисної моделі, що заявляється, і відмінності її від відомих, тому, що вирішує поставлену технічну задачу. Обраний діапазон віддалення поверхні заглиблення в днищі стартової секції кожуха самоспікного електрода від оболонки і днища визначений експериментальним шляхом і є оптимальним, тому що в такому діапазоні забезпечуються найкращі умови для первинного обпіку робочого кінця електрода. Крім того, корисна модель має й інші відмітні ознаки, які характеризують об'єкт, що заявляється, в окремих випадках його виконання й експлуатації. Стартова секція кожуха самоспікного електрода має зовнішні сталеві ребра - подовжні на оболонці і поперечні на днищі, які мають довжину 0,5-1,0 діаметра (товщини), ширину 0 ,05-0,2 діаметра (товщини) електрода, крок, рівний 0,1-0,5 периметра електрода і товщину 0,005-0,01 діаметра (товщини) електрода. Зменшення ширини ребер нижче 0,05, товщини нижче 0,005 і довжини нижче 0,5 діаметра (товщини) електрода не забезпечує захисту оболонки кожуха від розплавлення електричними дугами, а підвищення ширини більш ніж 0,2, товщини більш 0,01 і довжини більш 1,0 діаметра (товщини) електрода недоцільне, тому що збільшує витрати металу, але не підвищує ступінь захисту. По цим же причинам недоцільне зменшення кроку ребер нижче 0,1 і збільшення вище 0,5 периметра. На фіг.1, 2 зображені поздовжні та поперечні розрізи стартової секції самоспікного електрода круглого (фіг.1) та овального (фіг.2) перетину після первинного обліку спалюванням твердого палива чи газу. Для порівняння на фіг.3 наведена спрощена побудова стартової секції згідно прототипу. Стартова секція кожуха самоспікного електрода (фіг.1, 2), переважно круглого (фіг.1) чи овального (фіг.2) перетину, містить металеву обичайку 1 з днищем 2, заглиблення (порожнину) 3, зовнішні подовжні 4 і поперечні 5 ребра. Поверхня заглиблення 3 віддалена від поверхні обичайки 1 і днища 2 кожуха на відстань „а", рівну 0,2-0,4 діаметра d (товщини t ) електрода, зовнішні подовжні ребра 4 і поперечні ребра 5 мають ширину l 0,05-0,2 діаметра (товщини) електрода, довжину l 0,5 - 1,0 діаметра (товщини) електрода. Виготовлення стартової секції кожуха та обпік електрода здійснюється в такий спосіб (фіг.4). Розкроєному металевому, переважно сталевому, листу надають форму усіченого конуса, прикріплюють (приварюють) внутрішні ребра 11, до нижньої частини (меншого діаметру) приварюють днище 2, яке має порожнину (заглиблення) 3, звернену до внутрішньої частини кожуха, приварюють зовнішні подовжні 4 і поперечні 5 ребра. До верхньої частини приварюють суцільним швом по периметрі робочий циліндричний або овальний кожух 10 і далі нарощують такі кожухи до потрібної довжини електрода. В кожух електрода завантажується електродна маса, що складається з твердого наповнювача, наприклад, коксу і/або термоантрациту і сполучного, наприклад, кам'яновугільного піку. В міру нагріву маса послідовно переходить з твердого стану 6 у рідкий 7 і спечений 8. За допомогою контактних плит 9 до кожуха підводиться електричний струм, який спочатку іде по сталевому кожуху, далі по спеченому робочому кінцю і нагріває шихту, з якої отримують феросплави, кольорові метали, карбід кальцію та ін. Наявність у стартовій секції внутрішньої порожнини (заглиблення) 3 забезпечує прискорений обпік і одержання монолітного спеченого блоку електрода, а зовнішні ребра 4 і 5 попереджують розплавлення оболонки кожуха (витікання електродної маси) в разі виникнення електричних дуг, що значно прискорює первинний обпік робочого кінця самоспікного електрода. Стартова секція самоспікного електрода, що заявляється, може бути виготовлена на будь-якому машинобудівному чи металургійному підприємстві, переважно такому, що має електропечі для виплавки феросплавів, кольорових металів, карбіду кальцію та ін. з використанням самоспікних електродів.
ДивитисяДодаткова інформація
Автори англійськоюHasyk Mykhailo Ivanovych, Zaporozhets Borys Oleksandrovych, Kashkul Volodymyr Viktorovych, Ovacharuk Anatolii Mykolaiovych
Автори російськоюГасик Михаил Иванович, Запорожец Борис Александрович, Кашкуль Владимир Викторович, Овчарук Анатолий Николаевич
МПК / Мітки
МПК: C01B 31/02, H05B 7/09, H05B 7/06, H05B 7/085
Мітки: електрода, самоспікного, кожуха, секція, стартова
Код посилання
<a href="https://ua.patents.su/3-2853-startova-sekciya-kozhukha-samospiknogo-elektroda.html" target="_blank" rel="follow" title="База патентів України">Стартова секція кожуха самоспікного електрода</a>
Стартова секція самоспікного електрода
Номер патенту: 2852
Опубліковано: 16.08.2004
Автори: Щедровицький Володимир Якович, Новиков Микита Варфоломійович, Соколов Костянтин Дмитрович, Гасик Михайло Іванович, Кашкуль Володимир Вікторович, Капран Іван Іванович, Овчарук Анатолій Миколайович, Запорожець Борис Олександрович
МПК: C01B 31/02, H05B 7/09, C21B 11/10
Мітки: самоспікного, стартова, електрода, секція
Формула / Реферат:
1. Стартова секція самоспікного електрода, що включає сталевий кожух з ребрами, заповнений вуглецевою масою, яка відрізняється тим, що на висоту 0,05 - 0,5 діаметра електрода кожух заповнений обпаленими вуглецевими блоками довільної форми розміром 0,05 - 0,5 діаметра електрода, а простір між блоками заповнено вуглецевою масою із вмістом сполучного, переважно кам'яновугільного пеку і/чи смоли 5-15 %.2. Спосіб за п. 1, який відрізняється...
Пристрій для закріплення на транспортному засобі сполучного пружного кожуха
Номер патенту: 19720
Опубліковано: 25.12.1997
Автори: Кравченко Валентин Михайлович, Гончаров Геннадій Степанович, Бігун Микола Михайлович, Кожушкін Едуард Олексійович, Шаримов Борис Миколайович
МПК: B60D 5/00
Мітки: пристрій, засоби, пружного, сполучного, транспортному, кожуха, закріплення
Формула / Реферат:
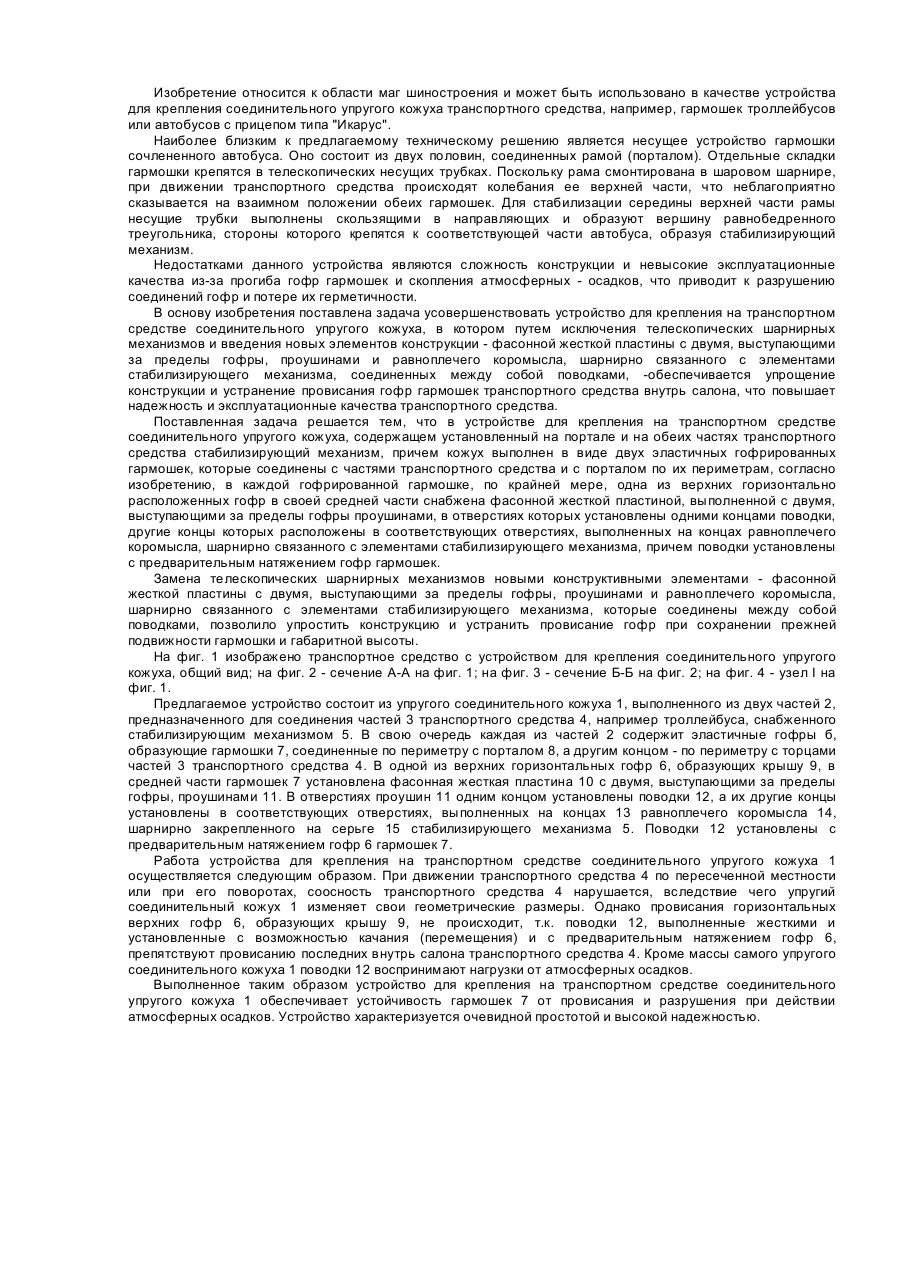
Устройство для крепления на транспортном средстве соединительного упругого кожуха, содержащее установленный на портале и на обеих частях транспортного средства стабилизирующий механизм, причем кожух выполнен в виде двух эластичных гофрированных гармошек, которые соединены с частями транспортного средства и с порталом по их периметрам, отличающее-с я тем, что в каждой гофрированной гармошке, по крайней мере, одна из верхних горизонтально...
Спосіб визначення положення робочого кінця електрода для витратних електродів в електроплавильних печах
Номер патенту: 46152
Опубліковано: 15.05.2002
Автори: Кальграф Хелль, Тронстад Рагнар, Меркесдаль Гуннар
МПК: F27B 3/28
Мітки: визначення, спосіб, електроплавильних, кінця, витратних, робочого, електродів, електрода, положення, печах
Формула / Реферат:
1. Спосіб визначення положення робочого кінця електрода для витратних електродів в електроплавильних печах, який включає вимір напруги і струму для визначення положення електродів, занурених у завантаження печі, який відрізняється тим, що під час роботи печі одночасно вимірюють напругу між двома геометрично зміщеними точками на зовнішній поверхні сталевої стінки резервуара печі і струм, подаваний на електрод, для якого здійснюють визначення...
Спосіб виготовлення кожуха гвинтового конвеєра зі спіральними напрямними на внутрішній поверхні
Номер патенту: 56632
Опубліковано: 15.05.2003
Автори: Смагін Григорій Вікторович, Баліцький Іван Петрович, Пономаренко Микола Федорович, Земляний Михайло Володимирович, Цокур Любов Іванівна
МПК: B21D 51/00
Мітки: поверхні, конвеєра, гвинтового, виготовлення, напрямними, спосіб, кожуха, спіральними, внутрішній
Формула / Реферат:
1. Спосіб виготовлення кожуха гвинтового конвеєра зі спіральними напрямними на внутрішній поверхні, що включає виготовлення знімної гвинтової спіралі кутикового перерізу і закріплення її на внутрішній циліндричній поверхні корпусу кожуха, який відрізняється тим, що полицю кріплення і спіральну стрічку знімної гвинтової спіралі виготовляють окремо, при цьому спіральну стрічку виготовляють розтягненням кінців заготівки, а полицю кріплення -...
Спосіб безперервного виготовлення вугільного електрода, що самоспікається та пристрій для безперервного виготовлення вугільного електрода, що самоспікається
Номер патенту: 41447
Опубліковано: 17.09.2001
Автор: Йохансен Йохан Арнольд
МПК: H05B 7/09
Мітки: вугільного, спосіб, пристрій, електрода, виготовлення, безперервного, самоспікається
Формула / Реферат:
1.Спосіб безперервного виготовлення вугільного електрода, що самоспікається, безпосередньо в плавильній печі, в якій використовується електрод, який відрізняється тим, що використовують блоки першої не спеченої вуглецевої електродної пасти, які подають в камеру тверднення, що знаходиться на верхньому кінці електрода та має відкриті верхню та нижню частини та поперечний переріз, що відповідає поперечному перерізу отримуваного електрода, блоки...
Попередній патент: Пристрій керування і захисту двошвидкісного електродвигуна
Наступний патент: Залізовмісний препарат “ферокол” з пролонгованим виділенням активної речовини для профілактики залізодефіцитних станів тварин
Випадковий патент: Спосіб одержання похідних 1,4-дігідропірідіна або їх кислотно-адітивних солей