Спосіб безперервного виготовлення вугільного електрода, що самоспікається та пристрій для безперервного виготовлення вугільного електрода, що самоспікається

Формула / Реферат
1.Спосіб безперервного виготовлення вугільного електрода, що самоспікається, безпосередньо в плавильній печі, в якій використовується електрод, який відрізняється тим, що використовують блоки першої не спеченої вуглецевої електродної пасти, які подають в камеру тверднення, що знаходиться на верхньому кінці електрода та має відкриті верхню та нижню частини та поперечний переріз, що відповідає поперечному перерізу отримуваного електрода, блоки першої не спеченої вуглецевої електродної пасти, що має менший діаметр, ніж внутрішній діаметр камери тверднення, подають другу не спечену вуглецеву електродну пасту у вигляді частинок в проміжок між камерою тверднення та блоками першої не спеченої вуглецевої електродної пасти, причому друга електродна паста містить сполучне, яке твердне при більш низькій температурі, ніж перша вуглецева електродна паста, нагрівають та затвердівають другу вуглецеву пасту за допомогою засобу нагріву, що знаходиться на камері тверднення, та формують з другої вуглецевої електродної пасти затвердлу оболонку навколо центральних блоків першої вуглецевої електродної пасти, а центральні не спечені блоки першої вуглецевої електродної пасти опікають в твердий вугільний електрод разом з затвердлою оболонкою за допомогою тепла, що генерується в області подання електричного струму до електроду.
2.Спосіб по п.1, який відрізняється тим, що використовують блоки першої вуглецевої електродної пасти, які містять сполучне на основі дьогтю, використовують другу вуглецеву електродну пасту, яка містить сполучне на основі смоли, та твердне при температурі нижчій 500°С.
3.Спосіб по п.1, який відрізняється тим, що подають блоки першої не спеченої електродної пасти, які мають циліндричну чи переважно циліндричну форму.
4.Спосіб по п.1, який відрізняється тим, що подають блоки першої електродної пасти, які мають такий поперечний переріз, що проміжок, утворений між камерою тверднення та блоками першої електродної пасти, має величину, щонайменше, 1см.
5.Спосіб по п. 4, який відрізняється тим, що подають блоки першої електродної пасти, які мають такий поперечний переріз, що проміжок, утворений між камерою тверднення та блоками першої електродної пасти, щонайменше, 5 см.
6.Пристрій для безперервного виготовлення електрода, що самоспікається, безпосередньо в плавильній печі, в якій використовується електрод, що містить засіб підтримання та ковзання електрода та засіб подання робочого електричного струму до електрода, який відрізняється тим, що додатково містить камеру тверднення в верхній частині електрода, що має відкриті верхню та відкриту нижню частини та внутрішній поперечний переріз, що відповідає поперечному перерізу електрода, що отримують, причому камера тверднення прикріплена до засобу підтримання та ковзання електрода та обладнана засобом нагріву до температури, достатньо високої для формування затвердлої оболонки з електродної пасти зсередини камери тверднення.
7.Пристрій по п. 6, який відрізняється тим, що камера тверднення прикріплена до засобу підтримання та ковзання електрода через гідравлічні чи пневматичні циліндри для регулювання положення камери тверднення відносно засобу підтримання та ковзання електрода.
8.Пристрій по п.6, який відрізняється тим, що засіб нагріву містить засіб, вибраний з групи, що складається з електричного засобу нагріву, засобу індукційного нагріву, засобу нагріву конвекцією чи засобу нагріву за допомогою спалювання газу.
9.Пристрій по п. б, який відрізняється тим, що засіб нагріву містить, щонайменше, два окремих засоби нагріву, розташованих вертикально один відносно одного.
10.Пристрій по п.6, який відрізняється тим, що засіб нагріву містить множину електрорезистивних нагрівних елементів.
11.Пристрій по п.6, який відрізняється тим, що внутрішня стінка камери тверднення обкладена матеріалом, який зменшує тертя між внутрішньою поверхнею камери.
Текст
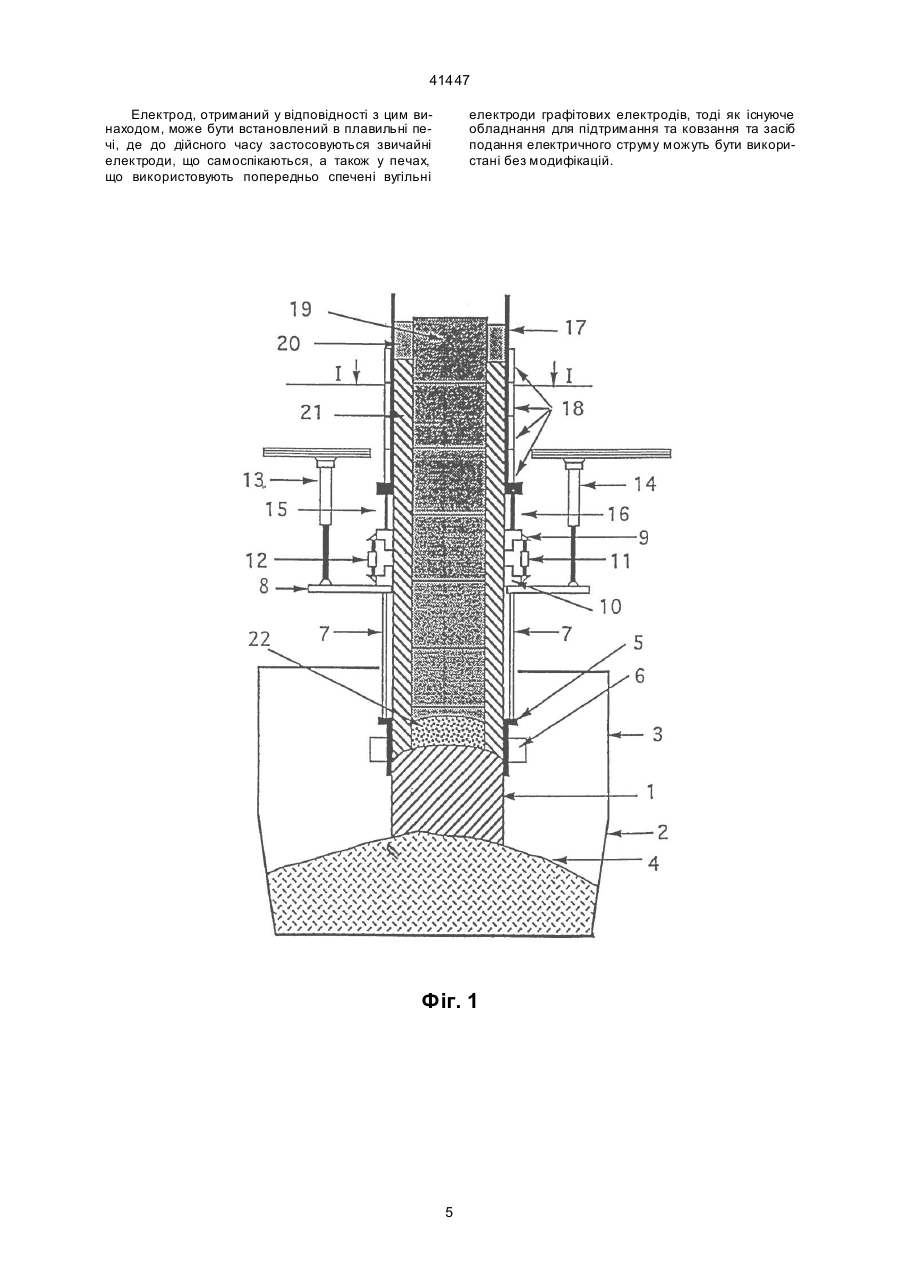
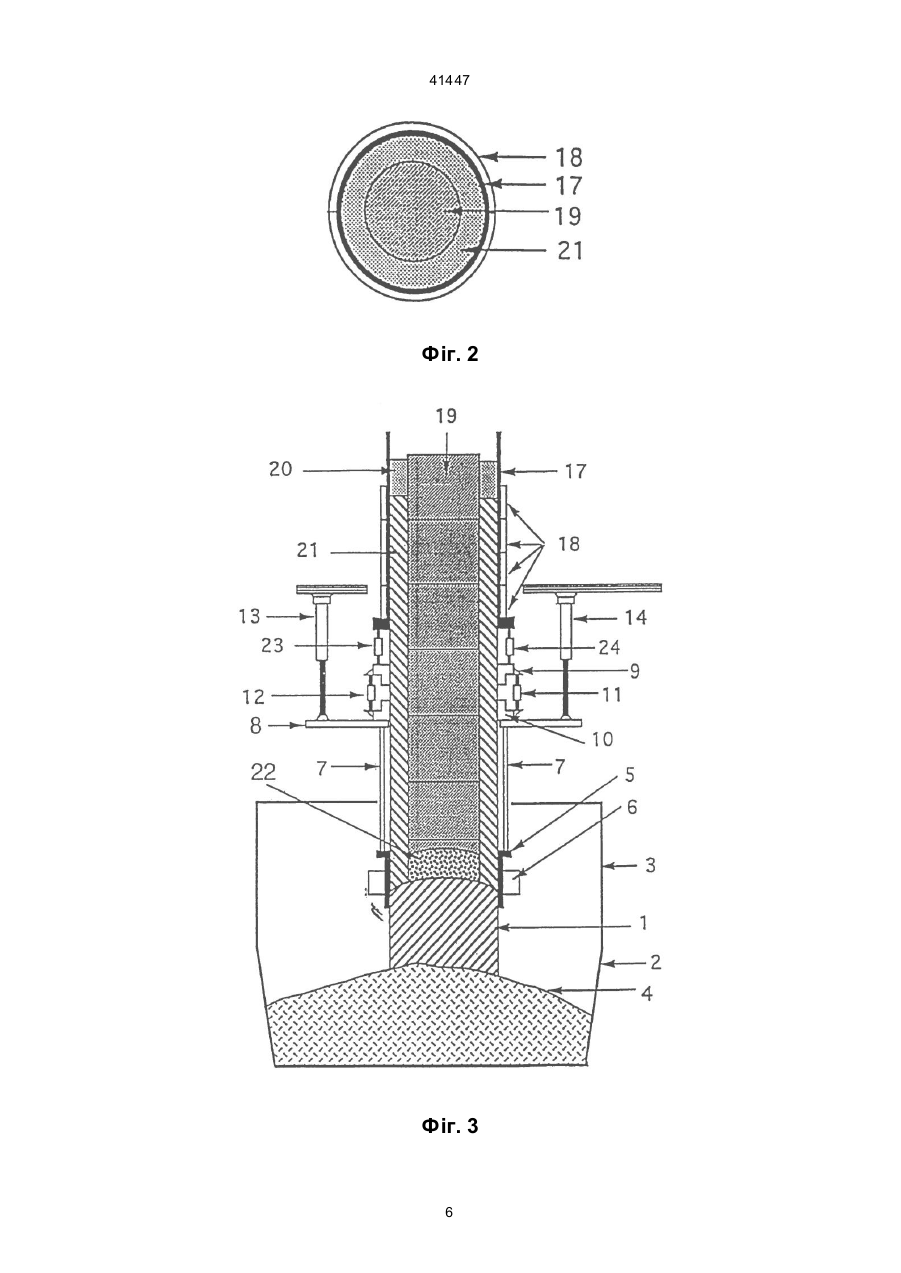
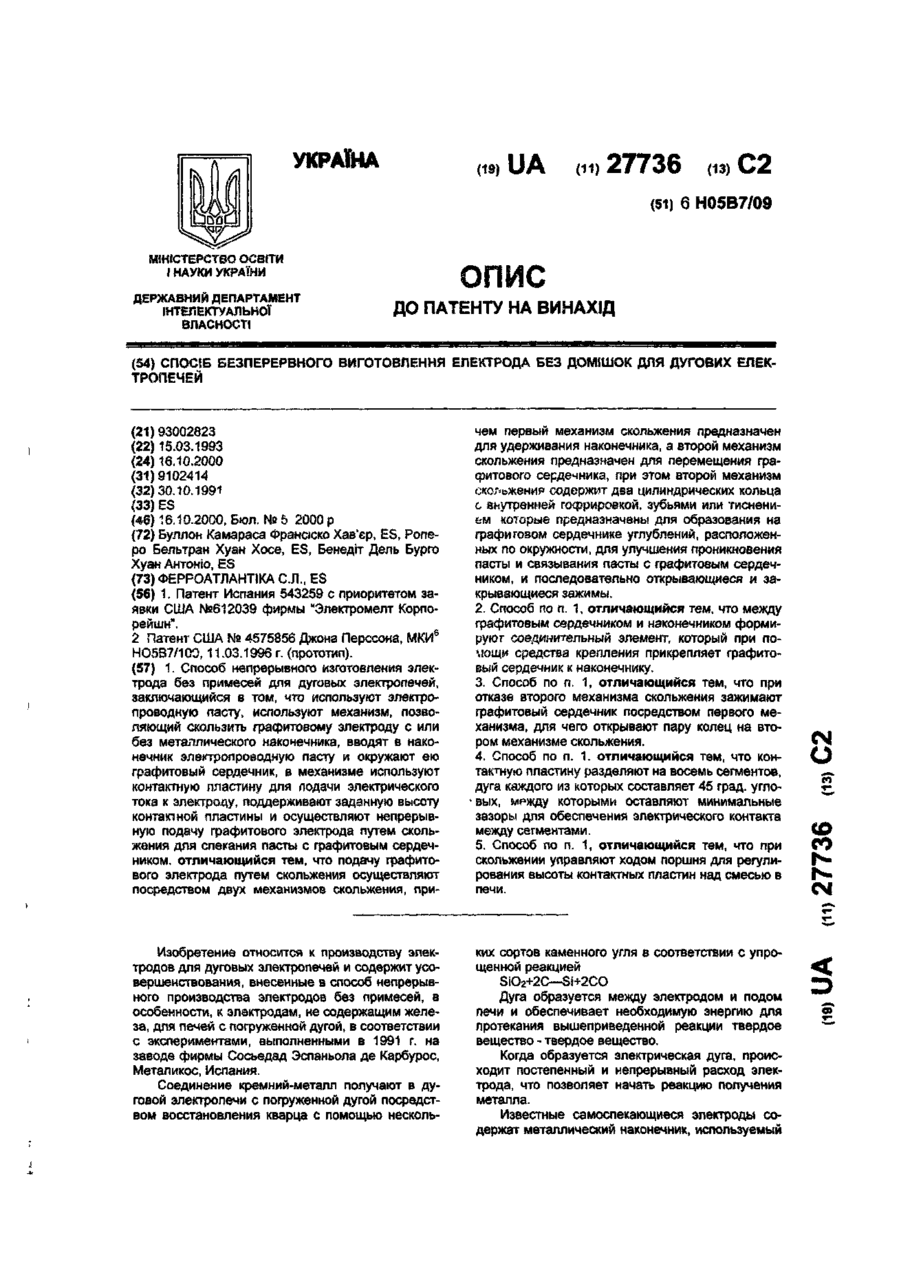
1. Спосіб безперервного виготовлення вугільного електрода, що самоспікається, безпосередньо в плавильній печі, в якій використовується електрод, який відрізняється тим, що використовують блоки першої неспеченої вуглецевої електродної пасти, які подають в камеру тверднення, що знаходиться на верхньому кінці електрода та має відкриті верхню та нижню частини та поперечний переріз, що відповідає поперечному перерізу отримуваного електрода, блоки першої неспеченої вуглецевої електродної пасти, що має менший діаметр, ніж внутрішній діаметр камери тверднення, подають другу неспечену вуглецеву електродну пасту у вигляді частинок в проміжок між камерою тверднення та блоками першої неспеченої вуглецевої електродної пасти, причому друга електродна паста містить сполучне, яке твердне при більш низькій температурі, ніж перша вуглецева електродна паста, нагрівають та затверднюють другу вуглецеву пасту за допомогою засобу нагріву, що знаходиться на камері тверднення, та формують з другої вуглецевої електродної пасти затвердлу оболонку навколо центральних блоків першої вуглецевої електродної пасти, а центральні неспечені блоки першої вуглецевої електродної пасти спікають в твердий вугільний електрод разом з затвердлою оболонкою за допомогою тепла, що генерується в області подання електричного струму до електроду. 2. Спосіб за п. 1, який відрізняється тим, що використовують блоки першої вуглецевої електродної пасти, які містять сполучне на основі дьогтю, використовують другу вуглецеву електродну пасту, яка містить сполучне на основі смоли, та твердне при температурі нижчій 500°С. C2 (54) СПОСІБ БЕЗПЕРЕРВНОГО ВИГОТОВЛЕННЯ ВУГІЛЬНОГО ЕЛЕКТРОД А, ЩО САМОСПІКАЄТЬСЯ ТА ПРИСТРІЙ ДЛЯ БЕЗП ЕРЕРВНОГО ВИГОТОВЛЕННЯ ВУГІЛЬНОГО ЕЛЕКТРОДА, ЩО САМОСПІКАЄТЬСЯ 41447 10. Пристрій за п. 6, який відрізняється тим, що засіб нагріву містить множину електрорезистивних нагрівних елементів. 11. Пристрій за п. 6, який відрізняється тим, що внутрішня стінка камери тверднення обкладена матеріалом, який зменшує тертя між внутрішньою поверхнею камери. Винахід стосується способу отримання вугільного електрода, що самоспікається, для використання в електричних плавильних печах. Винахід також стосується пристрою для отримання таких електродів. Найбільш близькими аналогами до запропонованого винаходу є спосіб і пристрій для безперервного виготовлення вугільного електрода, що самоспікається, згідно з патентом США № 4 575 856, 1984, Н05В7/09. Електрод виготовляють безпосередньо в плавильній печі, в якій використовується електрод. Електродна паста спікається навколо центрального графітового осердя. Пристрій містить засіб для підтримання та ковзання електрода у вигляді зазначеного графітового осердя та засіб подання робочого струму до електрода. Зазначені вище спосіб та пристрій виготовлення електродів, що самоспікаються, та не мають внутрішніх металевих ребер, мають той недолік, що вони не можуть бути застосовані для електродів, що мають діаметр більше 1,2 м без суттєво збільшеного ризику розламування електрода. Звичайно ж електроди можуть мати діаметр до 2 м. При отриманні усіх зазначених типів вугільних електродів використовувалась вуглецева електродна паста, що містить вугільну речовину у вигляді твердих частинок, переважно антрациту, та сполучне на основі дьогтю. Така електродна паста є твердою при кімнатній температурі. При нагріві паста починає розм'якшуватися при температурі у межах 50-150°С, коли сполучне починає розплавлятися. При подальшому нагріві приблизно до 500°С паста починає спікатися та завершується спіканням в тверде вуглецеве тіло, що має місце при температурі приблизно вище 800°С. В основу винаходу покладено задачу створення надійного способу та пристрою для отримання вугільного електрода, що самоспікається, які дозволяють запобігти забрудненню залізом продукту, що виробляється в печі. Поставлена задача вирішується тим, що в способі отримання вугільного електрода, що самоспікається, безпосередньо в печі, в якій використовується електрод, згідно з винаходом, блоки першої неспеченої вуглецевої пасти подають у камеру тверднення, що є на верхньому кінці електрода, причому камера тверднення відкрита зверху та знизу та має внутрішній поперечний переріз, що відповідає поперечному перерізу електрода, який повинен бути отриманий, блоки першої неспеченої вуглецевої пасти мають діаметр менший, ніж внутрішній діаметр камери тверднення, подають другу неспечену вуглецеву електродну пасту у вигляді частини в проміжок між камерою тверднення та блоками першої неспеченої вуглецевої пасти, причому друга електродна паста містить сполучне, яке твердне при більш низькій температурі, ніж перша вуглецева паста, нагрівають та піддають твердненню другу вуглецеву пасту за допомогою засобу нагріву, що знаходиться на камері тверд нення, через що друга неспечена вуглецева електродна паста створює затверднену оболонку навколо центральних блоків першої неспеченої вуглецевої електродної пасти, а центральні неспечені блоки першої вуглецевої пасти спікаються разом в твердий вугільний електрод із затвердненою оболонкою через нагрівання в області подання електричного струму до електроду. Для того, щоб створити проміжок між камерою тверднення та блоками першої неспеченої електродної пасти, краще подавати циліндричні блоки першої неспеченої електродної пасти, але можуть бути використані блоки, що мають відмінний від круглого поперечний переріз, наприклад, блоки, що мають овальний, квадратний чи прямокутний поперечний переріз. У відповідності з переважним втіленням, блоки першої вуглецевої пасти містять сполучне на основі дьогтю, в той час як друга вуглецева паста містить сполучне на основі смоли, яке твердне при температурі нижчій 500°С. Нагріваючи другу вуглецеву пасту до температури тверднення, перша електродна паста, що містить сполучне на основі дьогтю, по суті не буде підлягати впливу. Згідно з винаходом під час тверднення другої вуглецевої електродної пасти в області камери тверднення утворюється затверднена оболонка другої вуглецевої пасти, причому оболонка має достатню міцність, щоб утримати електрод та дозволити йому ковзати за допомогою звичайного пристрою утримання та ковзання електрода, коли електрод входить нижче (виходить) з камери тверднення. Затверднена оболонка другої вуглецевої пасти буде додатково мати достатню електропровідність та теплопровідність для подання електричного струму через звичайний засіб подання струму, який використовується для вугільних електродів, що самоспікаються. В області подання електричного струму затверднена оболонка другої вуглецевої пасти повинна потім спікатися при високій температурі, в той час як блоки першої електродної пасти спікаються в твердий вуглець. Таким чином, в області подання електричного струму створюється монолітний твердий вугільний електрод. Товщина затвердненої оболонки другої електродної пасти регулюється у відповідності з діаметром електрода, із збільшенням діаметра електрода збільшується товщина оболонки. Але надається перевага тому, щоб затверднена оболонка другої електродної пасти мала мінімальну товщину 1 см. Але затверднена оболонка має звичайно товщин у, щонайменше, 5 см та переважно, більше 10 см. Згідно з винаходом розроблено пристрій для безперервного отримання електрода, що самоспікається, в плавильній печі, в якій електрод вживається, причому пристрій містить засіб підтримання та ковзання електрода та засіб подання робочого електричного струму до електрода. Пристрій до 2 41447 датково містить камеру тверднення в верхній частині електрода, яка має відкритий верх та відкритий низ та має поперечний внутрішній переріз, що відповідає поперечному перерізу отримуваного електрода, причому камера тверднення прикріплена до засобу підтримання та ковзання електрода та обладнана засобом нагріву для нагрівання камери тверднення до температури, достатньо високої для отримання затвердненої оболонки із електродної пасти усередині камери тверднення. У відповідності з переважним варіантом виконання засіб нагріву містить, щонайменше, два окремих засоби нагріву, що розташовані вертикально один відносно до одного. У відповідності з іншим переважним варіантом виконання засіб нагріву містить множину електрорезистивних нагрівних елементів. Камера тверднення прикріплена до засобу підтримання та ковзання електрода. Таким чином, через ковзання електрод переміщується вниз через камеру тверднення. Камера тверднення прикріплена до засобу підтримання та ковзання електрода так, що відстань між камерою тверднення та засобом підтримання та ковзання електрода зберігається постійною. Це дає просту та надійну конструкцію, яка потребує малих експлуатаційних витрат. В деяких випадках є сенс прикріпити камеру тверднення до засобу підтримання та ковзання електрода таким чином, щоб відстань між нижнім кінцем камери тверднення та засобом підтримання та ковзання електрода могла регулюватися. Це може бути здійснено через кріплення камери тверднення за допомогою напрямних, що містять гідравлічні чи пневматичні циліндри. Камера тверднення може бути виготовлена з будь-якого матеріалу, що може застосовуватися при температурі вищій за 500°С. Камеру тверднення переважно виготовлюють з металу, наприклад сталі, чи керамічного матеріалу. У випадку застосування керамічного матеріалу краще використовувати керамічний матеріал, що має високу теплопровідність. Для того, щоб запобігти прилипанню електродної пасти до внутрішньої частини камери тверднення, усередині камера тверднення може бути обкладена підходящим матеріалом для зменшення прилипання та тертя між серединою камери тверднення та другою електродною пастою. Прикладами такого матеріалу є політетрафторетилен, сілікони, керамічна облицьовка та полірована сталь. Спосіб та пристрій у відповідності з винаходом мають ряд переваг в порівнянні до звичайних електродів, що самоспікаються, а також в порівнянні до інших відомих електродів, що самоспікаються. Отримані електроди не дають забруднюючих домішок від корпусу електрода чи ребер і тому можуть використовува тись при отриманні кремнію та інших продуктів, в яких залізо забруднює продукти. Затверднена оболонка другої електродної пасти дає стабільну вихідну частину електрода, виключаючи такі проблеми, як нетривкі властивості матеріалу, викликані сегрегацією, яка має місце в електродах на основі електродної пасти, що містить тільки сполучне на основі дьогтю. Затверднена оболонка другої електродної пасти додатково дає покращену безпеку проти, так званого, обла мування електродної м'якої пасти, ніж сталевий корпус, що використовується у сполученні із звичайними електродами, що самоспікаються. Коли блоки першої електродної не розплавляються і не спікаються раніше, ніж вони досягнуть області подання електричного струму до електрода, то електрод повинен бути закритий вище області, де перша електродна паста розплавляється. Гази, що містять РАН компоненти, які виділяються під час спікання першої електродної пасти, не будуть таким чином відлітати в навколишню середу. Забруднення через РАН таким чином запобігається. Товщина затвердненої оболонки другої електродної пасти може регулюватись у відповідності із діаметром електрода, видом печі та густиною струму та може бути оптимізована для кожного електрода. Таке регулювання здійснюють вибором правильного діаметра блоків першої електродної пасти. Додаткова суттєва перевага цього винаходу полягає в тому, що немає вимог до властивостей потоку першої електродної пасти, та перша електродна паста тому може бути вибрана для отримання оптимальних властивостей спеченого електрода без необхідності надання уваги властивостям потоку пасти. Для електродної пасти на основі дьогтю кількість сполучного в пасті може бути таким чином зменшено. У подальшому винахід пояснюється описом конкретного варіанту його втілення з посиланням на супроводжуючі креслення, на яких: фіг. 1 зображує електрод в електричній плавильній печі, згідно з винаходом; фіг. 2 зображує поперечний переріз по лінії ПП на фіг. 1, згідно з винаходом; фіг. 3 зображує другий варіант втілення пристрою, згідно з винаходом. Фіг. 1 зображує електрод 1 в електричній плавильній печі 2. Плавильна піч 2 обладнана димовим витяжним ковпаком 3, а рівень завантаження в печі 2 зазначений поз. 4. Контактні зажими 5, які є засобом для подання електричного струму до електрода, притискаються до електрода за допомогою прижимного кільця 6. Контактні зажими 5 та прижимне кільце 6 звичайним чином обладнані внутрішніми каналами для циркуляції охолоджуючої рідини. Контактні зажими 5 за допомогою стрижней 7 знаходяться у підвішеному стані від каркасу 8 електродів. Засіб підтримання та ковзання електрода містить каркас 8 електродів, підвішений в печі за допомогою циліндрів 13 та 14 гідравлічного регулювання електродів. На каркасі 8 знаходяться кільця 9, 10 підтримання та ковзання електродів для електрода 1. Верхнє кільце 9 підтримання та ковзання електродів може переміщатися в вертикальному напрямку за допомогою гідравлічних чи пневматичних циліндрів 11 та 12. Камера тверднення 17 прикріплена до верхнього кільця 9 підтримання та ковзання електрода за допомогою декількох напрямних 15, 16. Камера 17 тверднення таким чином, утворює верхню частину електродної колони. Камера тверднення 17 відкрита на своєму верхньому кінці та на своєму нижньому кінці та має внутрішній поперечний переріз, що відповідає поперечному перерізу електрода, що отримують. Коли кільце 9 підтримання та ковзання електрода вивільняється від електрода 1 3 41447 та зсувається за допомогою циліндрів 11, 12, то камера тверднення 17 повинна бути зсунена відносно електрода. Коли кільце 9 підтримання та ковзання електрода вдруге сполучається з електродом в його верхньому стані та рухається вниз за допомогою циліндрів 11, 12 та з кільцем 10 підтримання та ковзання електрода, вивільненим від електрода, електрод 1 разом з камерою тверднення 17 повинен рухатися вниз в вертикальному напрямку. Таким же чином, як і для звичайних електродів ковзання використовується для переміщення електрода вниз з тією ж швидкістю, що і електрод, вживаний в плавильній печі 2. Навпаки, камера 17 тверднення може бути прикріплена до електродного каркасу 8. Також у цьому випадку при ковзанні електрод буде рухатися вниз відносно камери 17 тверднення. Камера 17 тверднення обладнана засобом 18 нагріву. Засіб 18 нагріву, переважно, містить декілька незалежних секцій (фіг. 1), де температура для кожної секції може регулюватись незалежно від інших секцій. В цьому варіанті засіб 18 нагріву містить чотири секції, але кількість секцій може бути більше чи менше чотирьох. Засіб 18 нагріву містить, переважно, один чи більше електрорезистивних нагрівних елементів, але можуть бути використані і інші види нагріву, наприклад такі, як індукційний нагрів, нагрів конвекцією, спалюванням газу та інші. При отриманні електродів у відповідності з цим винаходом, переважно, використані блоки 19 в формі циліндрів першої неспеченої електродної пасти в центрі електрода. Блоки 19 першої неспеченої електродної пасти розташовуються один над одним в центрі камери 17 тверднення. Але не має необхідності точно центрувати один блок відносно іншого. Далі, немає необхідності прикріпляти окремі блоки 19 один до одного. Блоки 19 першої електродної пасти мають діаметр, менший ніж внутрішній діаметр камери 17 тверднення, через що між камерою 17 тверднення та блоками 19 першої електродної пасти утворюється проміжок. Блоки 19 першої електродної пасти переважно виготовлюють з електродної пасти, що містить сполучне на основі дьогтю. Так як друга електродна паста 20 містить сполучне, яке твердне при більш низькій температурі, ніж перша електродна паста, то вона подається в отвір між блоками 19 першої електродної пасти та камерою 17 тверднення. Друга електродна паста 20 подається у формі частинок, пасти або брикетів. Друга електродна паста 20 нагрівається за допомогою засобу 18 нагріву до такої температури, що друга електродна паста твердне, в той час як на блоки 19 першої електродної пасти по суті не чиниться вплив. Затверднена оболонка 21 другої електродної пасти 20 формується навколо блоків 19 першої електродної пасти. Коли електрод вживається в плавильній печі 2, електрод 1 ковзає вниз за допомогою кілець 9, 10 підтримки та ковзання, а так як камера 17 тверднення прикріплена до електродного каркасу 8, то затверднена оболонка 21 другої електродної пасти висувається з нижнього кінця камери 17 тверднення, коли електрод ковзає. Затверднена оболонка 21 має достатню міцність, щоб утримувати електрод за допомогою кілець 9, 10 підтримки та ковзання. Коли електрод входить в область контактних зажимів 5, де робочий електричний струм подається на електрод, то затверднена оболонка 21 другої електродної пасти 20 повинна бути нагрітою та проводити тепло в радіальному напрямку в електроді. Блоки 19 першої електродної пасти будуть через це розплавлятися та створювати рідку фазу 22, яка потім спікається в твердий вуглець. У цій області отримують остаточно спечений електрод. Коли блоки 19 першої електродної пасти розплавляються та спікаються в області контактних зажимів 5, РАН гази, що містяться в ній та виділяються під час спікання, не будуть здатні вилучатися в навколишнє середовище з зовнішньої сторони електрода. Використовуючи цей винахід, виключається забруднення навколишнього середовища РАН газами. Як зазначено вище, засіб 18 нагріву, переважно, містить декілька нагрівних елементів з роздільним регулюванням температури. Температура регулюється для того, щоб мати більш низьку температуру у верхньому нагрівному елементі та найвищу температуру в нижньому нагрівному елементі. Використовуючи другу електродну пасту, що містить сполучне на основі новолачної смоли з температурою тверднення близько 400°С, та використовуючи чотири нагрівних елемента, температура в окремому нагрівному елементі може регулюватися від верхнього до нижнього нагрівних елементів в межах від 50 до 100°С, від 100 до 200°С, від 200 до 300°С та від 300 до 400°С. Таким чином, отримують поступове нагрівання другої електродної пасти та досягають тверднення оболонки 21 другої електродної пасти 20, коли електрод виходить з камери 17 тверднення. Блоки 19 першої електродної пасти по суті не підлягають впливу під час нагрівання в камері 17 тверднення, так як температура пасти забезпечує тільки локальне розм'якшування на поверхні блоків 19. Блоки 19 через це підтримуватимуть свою форму та утворюватимуть опалубку для формування затвердненої оболонки 21 другої електродної пасти 20. На фіг. 3 зображений другий варіант втілення пристрою згідно з цим винаходом. Пристрій відрізняється тим, що камера 17 тверднення прикріплена з можливістю регулювання до кільця 9 підтримання та ковзання. Камера 17 тверднення прикріплена до кільця 9 підтримання та ковзання через гідравлічні чи пневматичні циліндри 23, 24. Відстань між нижнім кінцем камери 17 тверднення та кільцем 9 підтримання та ковзання може регулюватись шляхом пересування циліндрів 23, 24. При нормальній роботі електрода температура в кожному нагрівному елементі зберігатиметься по суті постійною. При відхиленні від нормальної роботи електрода, наприклад, в зв'язку з високою швидкістю витрати електрода, температура може бути збільшена, щоб збільшити швидкість затверднення другої електродної пасти 20. 4 41447 Електрод, отриманий у відповідності з цим винаходом, може бути встановлений в плавильні печі, де до дійсного часу застосовуються звичайні електроди, що самоспікаються, а також у печах, що використовують попередньо спечені вугільні електроди графітових електродів, тоді як існуюче обладнання для підтримання та ковзання та засіб подання електричного струму можуть бути використані без модифікацій. Фіг. 1 5 41447 Фіг. 2 Фіг. 3 6 41447 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous production of self-sintered electrode and device for continuous production of self-sintered electrode
Автори англійськоюJohansen Johan Arnold
Назва патенту російськоюСпособ безпрерывного изготовления самоспекающегся угольного электрода и устройство для беспрерывного изготовления самоспекающегся угольного электрода.
Автори російськоюЙохансен Йохан Арнольд
МПК / Мітки
МПК: H05B 7/09
Мітки: самоспікається, пристрій, вугільного, виготовлення, спосіб, електрода, безперервного
Код посилання
<a href="https://ua.patents.su/7-41447-sposib-bezperervnogo-vigotovlennya-vugilnogo-elektroda-shho-samospikaehtsya-ta-pristrijj-dlya-bezperervnogo-vigotovlennya-vugilnogo-elektroda-shho-samospikaehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного виготовлення вугільного електрода, що самоспікається та пристрій для безперервного виготовлення вугільного електрода, що самоспікається</a>
Спосіб безперервного виготовлення електрода без домішок для дугових електропечей
Номер патенту: 27736
Опубліковано: 16.10.2000
Автори: Роперо Бельтран Хуан Хосе, Бенедіт Дель Бурго Хуан Антоніо, Буллон Камараса Франсіско Хав'єр
МПК: H05B 7/09
Мітки: електропечей, домішок, виготовлення, спосіб, безперервного, дугових, електрода
Текст:
...подачу графитового электрода путем скольжения осуществляют посредством двух механизмов скольжения, причем первый механизм скольжения предназначен для удерживания наконечника, а второй механизм скольжения предназначен для перемещения графитового сердечника, при 37ОІИ второй механизм скольжения содержит два цилиндрических кольца с внутренней гофрировкой, зубьями или тиснением, которые предназначены для образования на графитовом сердечнике...
Спосіб безперервного виготовлення панелей типу “сендвіч” та пристрій для його здійснення
Номер патенту: 26975
Опубліковано: 28.02.2000
Автори: Хеселіус Ларс-Хенрік, Бруніла Еско, Віллман Тармо
Мітки: пристрій, виготовлення, безперервного, спосіб, типу, здійснення, панелей, сендвіч
Формула / Реферат:
1. Способ непрерывного изготовления панелей типа «сэндвич», включающий резку полотна отвержденной связующим минеральной ваты на продольные куски шириной, равной толщине среднего слоя панели, поворот кусков на 90° вокруг их продольной оси, сборку их с соединением по продольным и торцевым кромкам с образованием мата, в котором основные волокна продольных кусков расположены перпендикулярно плоскости панели, а ширина мата соответствует ширине...
Спосіб виготовлення електрода свинцевого акумулятора
Номер патенту: 6837
Опубліковано: 31.03.1995
Автори: Коновалов Міхаіл Борісовіч, Дьомін Олєг Ніколаєвіч, Дьомін Владіслав Ніколаєвіч
МПК: H01M 10/06, H01M 4/16, H01M 4/04, H01M 4/70
Мітки: акумулятора, електрода, виготовлення, свинцевого, спосіб
Формула / Реферат:
(57) Способ изготовления электрода свинцового аккумулятора, включающий формирование активной массы из поверхностного слоя токоотвода электрохимической обработкой, отличающийся тем, что перед формированием активной массы токоотводы устанавливают в карманы панциря из коррозионно-стойкой пористой ткани, разделенные соединительными швами, причем токоотводы устанавливают в карманы, чередуя с пустыми карманами, а ткань панциря выполняют с...
Спосіб виготовлення електрода свинцевого акумулятора
Номер патенту: 6842
Опубліковано: 31.03.1995
Автори: Дьомін Олєг Ніколаєвіч, Коновалов Міхаіл Борісовіч, Дьомін Владіслав Ніколаєвіч
МПК: H01M 4/16
Мітки: акумулятора, спосіб, свинцевого, виготовлення, електрода
Формула / Реферат:
(57) Способ изготовления электрода свинцового аккумулятора путем электрохимического формирования поверхностного слоя токоотвода, отличающийся тем, что формирование ведут при воздействии на поверхность формируемого слоя давлением величиной 0,05-65 кг/см2.
Пристрій для безперервного виготовлення деревинностружкових плит
Номер патенту: 29847
Опубліковано: 15.11.2000
Автори: Сафаров Вячеслав Олександрович, Філінюк Роман Васильович, Соколовський Ярослав Іванович
МПК: B27N 3/08
Мітки: деревинностружкових, плит, виготовлення, безперервного, пристрій
Формула / Реферат:
Пристрій для безперервного виготовлення деревинно-стружових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і системи їх обігрівання, канали підводу газу та газовими горілками, давачі покоробленості плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, а також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при...
Попередній патент: Пристрій підсумовування двох чисел з плаваючою комою
Наступний патент: Рульовий привід
Випадковий патент: Уніполярна електромашина