Пристрій для охолодження молольних куль
Формула / Реферат
Пристрій для охолодження молольних куль, що містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих жолобів і конвеєром для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки, і ємність для самовідпуску куль, який відрізняється тим, що конвеєр для розвантаження куль виконаний у вигляді шнека, паралельно осі якого розташовано щонайменше один обмежувач, а по довжині транспортувального механізму і шнека встановлені колектори, оснащені спреєрами.
Текст
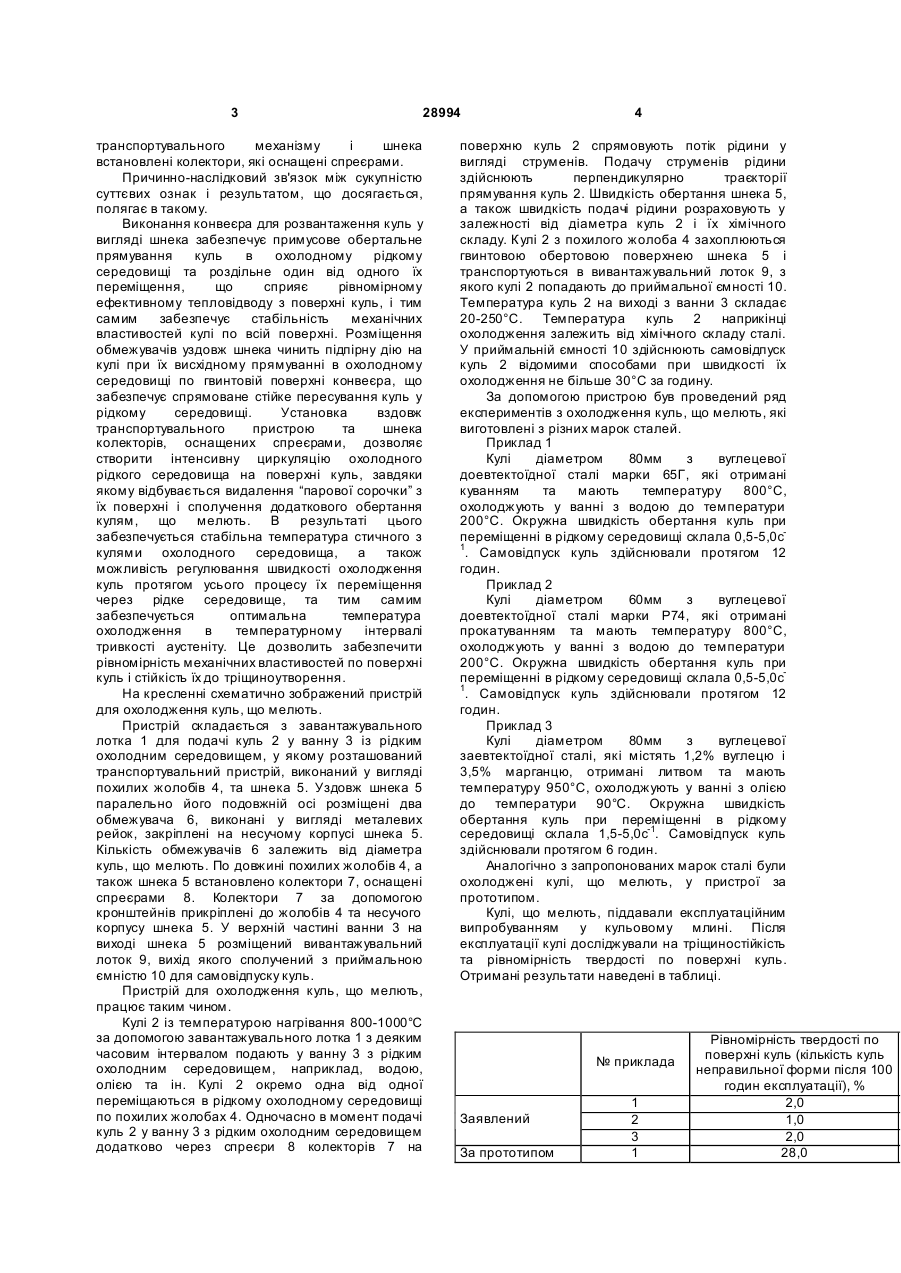
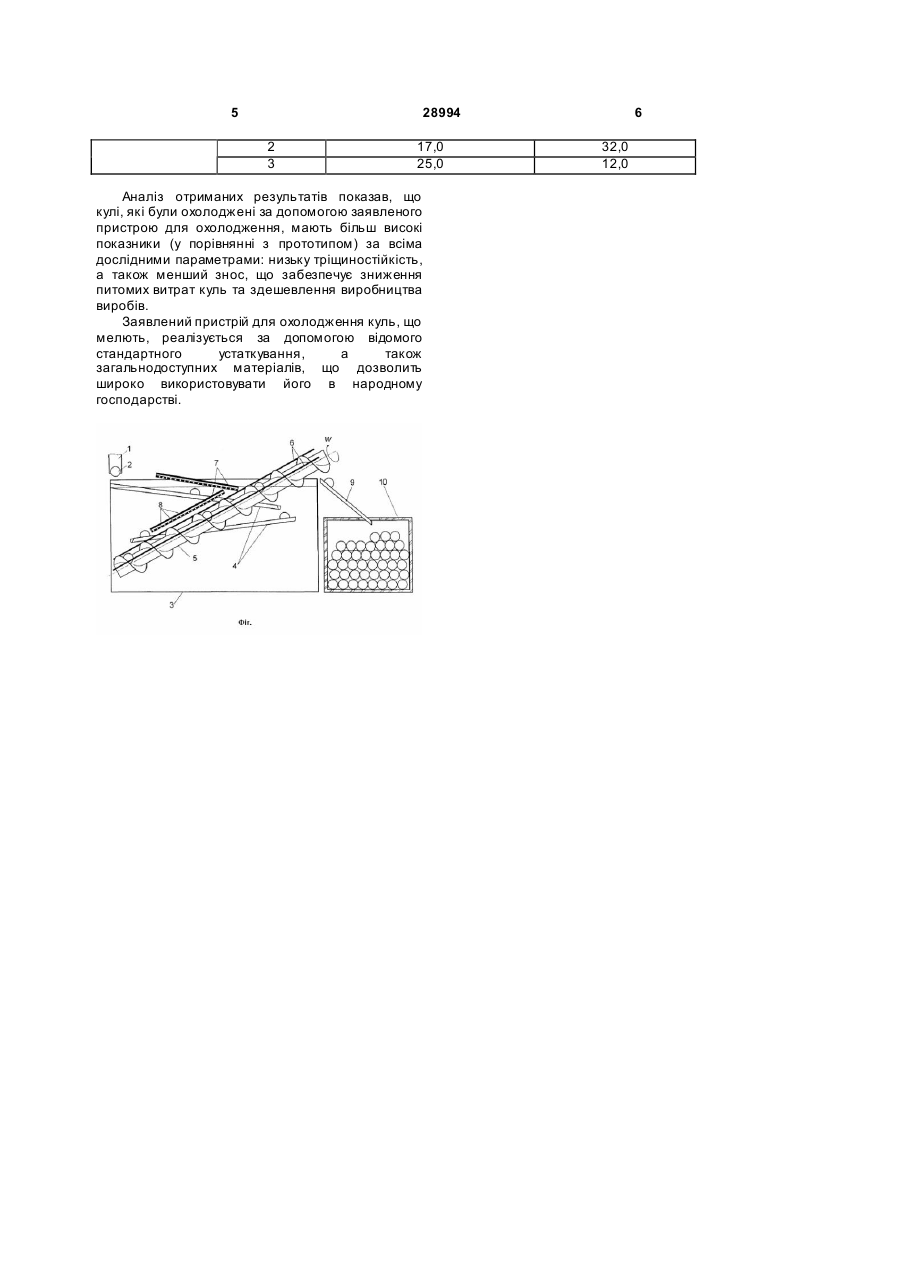
Пристрій для охолодження молольних куль, що містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих 3 28994 транспортувального механізму і шнека встановлені колектори, які оснащені спреєрами. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак і результатом, що досягається, полягає в такому. Виконання конвеєра для розвантаження куль у вигляді шнека забезпечує примусове обертальне прямування куль в охолодному рідкому середовищі та роздільне один від одного їх переміщення, що сприяє рівномірному ефективному тепловідводу з поверхні куль, і тим самим забезпечує стабільність механічних властивостей кулі по всій поверхні. Розміщення обмежувачів уздовж шнека чинить підпірну дію на кулі при їх висхідному прямуванні в охолодному середовищі по гвинтовій поверхні конвеєра, що забезпечує спрямоване стійке пересування куль у рідкому середовищі. Установка вздовж транспортувального пристрою та шнека колекторів, оснащених спреєрами, дозволяє створити інтенсивну циркуляцію охолодного рідкого середовища на поверхні куль, завдяки якому відбувається видалення “парової сорочки” з їх поверхні і сполучення додаткового обертання кулям, що мелють. В результаті цього забезпечується стабільна температура стичного з кулями охолодного середовища, а також можливість регулювання швидкості охолодження куль протягом усього процесу їх переміщення через рідке середовище, та тим самим забезпечується оптимальна температура охолодження в температурному інтервалі тривкості аустеніту. Це дозволить забезпечити рівномірність механічних властивостей по поверхні куль і стійкість їх до тріщиноутворення. На кресленні схематично зображений пристрій для охолодження куль, що мелють. Пристрій складається з завантажувального лотка 1 для подачі куль 2 у ванну 3 із рідким охолодним середовищем, у якому розташований транспортувальний пристрій, виконаний у вигляді похилих жолобів 4, та шнека 5. Уздовж шнека 5 паралельно його подовжній осі розміщені два обмежувача 6, виконані у вигляді металевих рейок, закріплені на несучому корпусі шнека 5. Кількість обмежувачів 6 залежить від діаметра куль, що мелють. По довжині похилих жолобів 4, а також шнека 5 встановлено колектори 7, оснащені спреєрами 8. Колектори 7 за допомогою кронштейнів прикріплені до жолобів 4 та несучого корпусу шнека 5. У верхній частині ванни 3 на виході шнека 5 розміщений вивантажувальний лоток 9, вихід якого сполучений з приймальною ємністю 10 для самовідпуску куль. Пристрій для охолодження куль, що мелють, працює таким чином. Кулі 2 із температурою нагрівання 800-1000°С за допомогою завантажувального лотка 1 з деяким часовим інтервалом подають у ванну 3 з рідким охолодним середовищем, наприклад, водою, олією та ін. Кулі 2 окремо одна від одної переміщаються в рідкому охолодному середовищі по похилих жолобах 4. Одночасно в момент подачі куль 2 у ванну 3 з рідким охолодним середовищем додатково через спреєри 8 колекторів 7 на 4 поверхню куль 2 спрямовують потік рідини у вигляді струменів. Подачу струменів рідини здійснюють перпендикулярно траєкторії прямування куль 2. Швидкість обертання шнека 5, а також швидкість подачі рідини розраховують у залежності від діаметра куль 2 і їх хімічного складу. Кулі 2 з похилого жолоба 4 захоплюються гвинтовою обертовою поверхнею шнека 5 і транспортуються в вивантажувальний лоток 9, з якого кулі 2 попадають до приймальної ємності 10. Температура куль 2 на виході з ванни 3 складає 20-250°С. Температура куль 2 наприкінці охолодження залежить від хімічного складу сталі. У приймальній ємності 10 здійснюють самовідпуск куль 2 відомими способами при швидкості їх охолодження не більше 30°С за годину. За допомогою пристрою був проведений ряд експериментів з охолодження куль, що мелють, які виготовлені з різних марок сталей. Приклад 1 Кулі діаметром 80мм з вуглецевої доевтектоїдної сталі марки 65Г, які отримані куванням та мають температуру 800°С, охолоджують у ванні з водою до температури 200°С. Окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 0,5-5,0с1 . Самовідпуск куль здійснювали протягом 12 годин. Приклад 2 Кулі діаметром 60мм з вуглецевої доевтектоїдної сталі марки Р74, які отримані прокатуванням та мають температуру 800°С, охолоджують у ванні з водою до температури 200°С. Окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 0,5-5,0с1 . Самовідпуск куль здійснювали протягом 12 годин. Приклад 3 Кулі діаметром 80мм з вуглецевої заевтектоїдної сталі, які містять 1,2% вуглецю і 3,5% марганцю, отримані литвом та мають температуру 950°С, охолоджують у ванні з олією до температури 90°С. Окружна швидкість обертання куль при переміщенні в рідкому середовищі склала 1,5-5,0с-1. Самовідпуск куль здійснювали протягом 6 годин. Аналогічно з запропонованих марок сталі були охолоджені кулі, що мелють, у пристрої за прототипом. Кулі, що мелють, піддавали експлуатаційним випробуванням у кульовому млині. Після експлуатації кулі досліджували на тріщиностійкість та рівномірність твердості по поверхні куль. Отримані результати наведені в таблиці. № приклада Заявлений За прототипом 1 2 3 1 Рівномірність твердості по поверхні куль (кількість куль неправильної форми після 100 годин експлуатації), % 2,0 1,0 2,0 28,0 5 28994 2 3 17,0 25,0 Аналіз отриманих результатів показав, що кулі, які були охолоджені за допомогою заявленого пристрою для охолодження, мають більш високі показники (у порівнянні з прототипом) за всіма дослідними параметрами: низьку тріщиностійкість, а також менший знос, що забезпечує зниження питомих витрат куль та здешевлення виробництва виробів. Заявлений пристрій для охолодження куль, що мелють, реалізується за допомогою відомого стандартного устаткування, а також загальнодоступних матеріалів, що дозволить широко використовувати його в народному господарстві. 6 32,0 12,0
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for threshing balls production
Автори англійськоюBrykov Mykhailo Mykolaiovych
Назва патенту російськоюСпособ получения молотильных шаров
Автори російськоюБрыков Михаил Николаевич
МПК / Мітки
МПК: C21D 9/36
Мітки: молольних, охолодження, куль, пристрій
Код посилання
<a href="https://ua.patents.su/3-28994-pristrijj-dlya-okholodzhennya-mololnikh-kul.html" target="_blank" rel="follow" title="База патентів України">Пристрій для охолодження молольних куль</a>
Спосіб одержання молольних куль
Номер патенту: 28744
Опубліковано: 25.12.2007
Автор: Бриков Михайло Миколайович
МПК: C21D 9/36
Мітки: куль, спосіб, молольних, одержання
Формула / Реферат:
1. Спосіб одержання молольних куль, який включає формування куль гарячою деформацією або литвом, їх охолодження у ванні з рідким середовищем і наступний самовідпуск, який відрізняється тим, що охолодження куль у рідкому середовищі здійснюють при їх роздільному один від одного переміщенні та одночасному безупинному обертанні куль.2. Спосіб за п. 1, який відрізняється тим, що об'єм рідкого середовища складає не менше 0,3 від об'єму...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 1/18, C21D 9/36, B21H 1/00
Мітки: куль, термічної, молольних, спосіб, сталі, обробки
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб виробництва сталевих молольних куль
Номер патенту: 65977
Опубліковано: 15.04.2004
Автори: Ткаченко Федір Костянтинович, Єфременко Василь Георгійович, Журба Віталій Олександрович
МПК: B21H 1/00
Мітки: молольних, куль, сталевих, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва сталевих молольних куль, який включає прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву та самовідпуск, який відрізняється тим, що поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350 °С при середній швидкості охолодження не більше...
Сталь для молольних куль

Номер патенту: 60543
Опубліковано: 15.10.2003
Автори: Ткаченко Федір Костянтинович, Єфременко Василь Георгійович
МПК: C22C 38/04
Формула / Реферат:
1. Сталь для молольних куль, яка містить вуглець, кремній, марганець, титан, яка відрізняється тим, що вона містить компоненти у такому співвідношенні, мас. %: вуглець 0,95-1,6 кремній 0,6-2,0 марганець 0,7-2,0 титан 0,02-0,10 залізо решта. 2. Сталь для молольних куль...
Спосіб отримання великих молольних куль
Номер патенту: 41212
Опубліковано: 15.08.2001
Автори: Епштейн Костянтин Едуардович, Адамов Іван Васильович, Єрмак Олександр Володимирович, Гімалетдінов Радій Халімович, Тістечок Василь Дмитрович
МПК: B02C 17/20, B22D 15/00
Мітки: отримання, куль, молольних, спосіб, великих
Формула / Реферат:
Спосіб отримання великих молольних куль, що включає збирання багатомісної комбінованої ливарної форми, яка складається з металевого роз'ємного кокіля і стержня із стержневої суміші, при якому живильники, що з'єднують ливник зі сферичними порожнинами роз'ємного кокіля, розташовують в стержні похило до горизонтальної площини, бічне заливання металу в сферичні порожнини роз'ємного кокіля через живильники, витримку для охолодження і кристалізації...
Попередній патент: Індукційний прилад на основі магніторідинного опорного підшипника
Наступний патент: Санітарно-гігієнічний виріб
Випадковий патент: Спосіб підвищення якості відновлення тонкостінних виробів з сірого чавуну