Спосіб виробництва сталевих молольних куль
Номер патенту: 65977
Опубліковано: 15.04.2004
Автори: Єфременко Василь Георгійович, Журба Віталій Олександрович, Ткаченко Федір Костянтинович
Формула / Реферат
Спосіб виробництва сталевих молольних куль, який включає прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву та самовідпуск, який відрізняється тим, що поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350 °С при середній швидкості охолодження не більше 10 °С/год і тривалості охолодження не менше 24 годин.
Текст
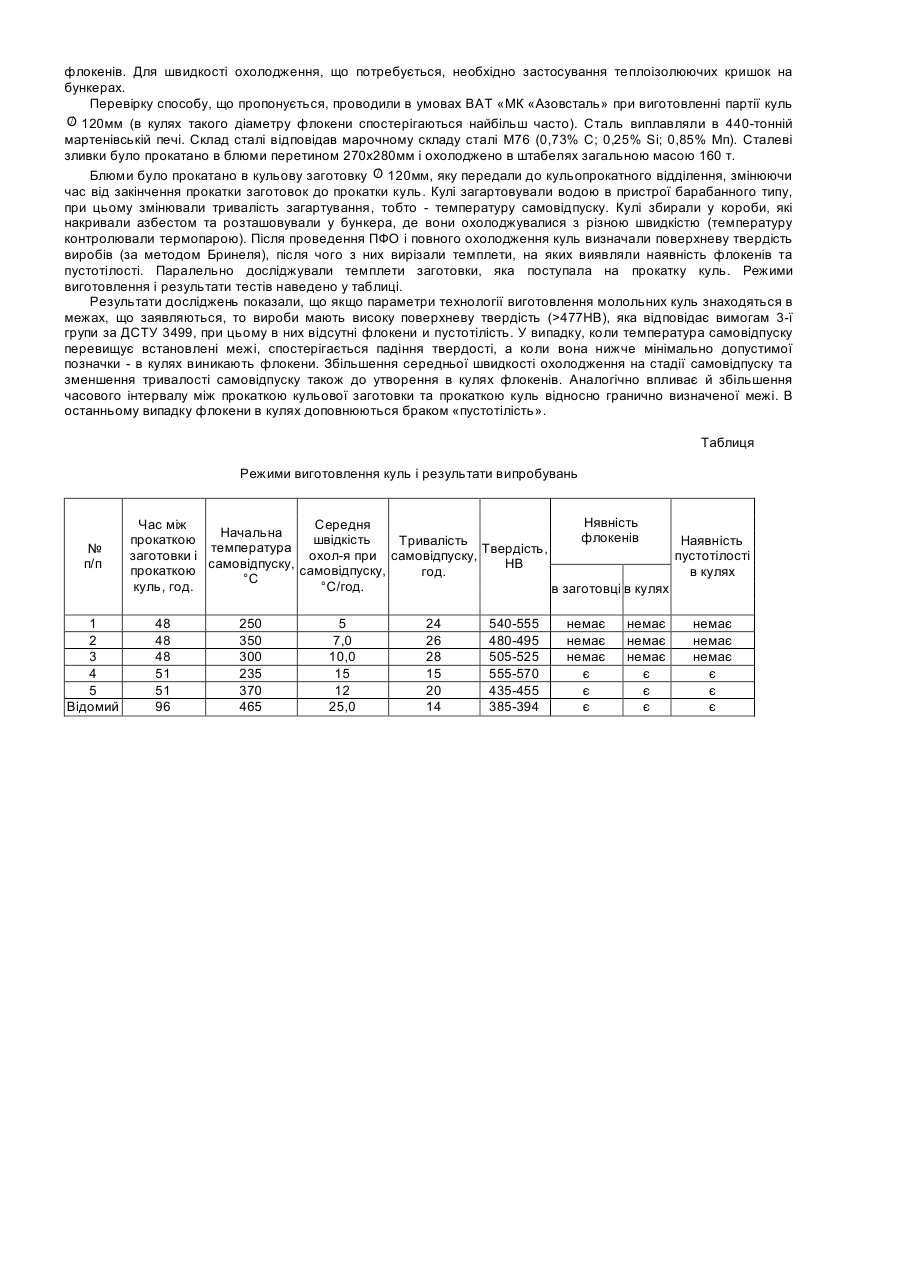
Винахід відноситься до металургії, зокрема, до технології виготовлення куль, що використовуються в молольних агрегатах. Одним з найбільш небезпечних видів дефектів макроструктури металевих виробів є флокени. Флокени являють собою невеликі тріщини, які з'являються у внутрішніх об'ємах кованих чи катаних металевих виробів. Утворення флокенів пов'язують з присутністю водню, який насичує сталь в процесі її виплавки. При охолодженні знижується розчинність водню у твердому розчині, і він виділяється із кристалевої ґратки у атмосферу. Якщо виріб має великі розміри, і охолодження проводиться пришвидшено, водень не встигає евакуюватися з металу, призводячи до утворення внутрішніх тріщин - флокенів. Їх присутність різко знижує експлуатаційну довговічність виробів. Стосовно до сталевих молольних куль флокени полегшують розтріскування куль при термічній обробці та їх розколювання при роботі в млинах. Для запобігання утворенню флокенів використовують протифлокенну обробку (ПФО), яка часто являє собою уповільнене охолодження виробів після гарячої пластичної деформації. Наприклад, існуюча на комбінаті «Азовсталь» технологія виробництва залізничних рейок передбачає їхнє складування після прокатки у необігріваємих колодязях (при температурі рельсів 500-530°С) з послідуючим уповільненим охолодженням під кришкою упродовж 8-10 годин (Соколов К.Н., Коротич И.К. Технология термической обработки и проектирование термических цехов. - М.: Металлургия, 1988. - 384с.). Ця технологія не може бути застосована до катаних молольних куль, оскільки з метою зміцнення та підвищення зносостійкості одразу після прокатки вони піддаються загартуванню з прокатного нагріву. Найбільш близьким до способу, що заявляється, є спосіб виробництва катаних куль, який застосовується у ВАТ «МК «Азовсталь». Кулі виготовляють з мартеновської сталі марки М76 (згідно з ГОСТ 24182 вона вміщує 0,71-0,82% С; 0,18-0,40% Si; 0,75-1,05% Мп), яка має підвищену чутливість до утворення флокенів. Застосування цієї сталі обумовлено її легуванням, яке забезпечує кулям високу зносостійкість при задовільній прогартованості (марки сталі, які не є флокеночутливими, наприклад сталь 45, не забезпечують кулям достатньої довговічності). Сталеві зливки прокатують в блюми, які охолоджують в штабелях на повітрі. Блюми перекатують в круглу (кульову) заготовку, із якої потім прокатують молольні кулі на станах поперечно-гвинтової прокатки. Кулі загартовуються з прокатного нагріву та самовідпускаються у відкритих бункерах (Несвижский О.А. Долговечность быстроизнашивающихся деталей цементного оборудования. - М.: Машиностроение, 1968. - 224с.). Наведена технологічна схема має ряд недоліків, що призводять до появи флокенів в готовій продукції. На стадії охолодження блюмів частина водню евакуюється з металу шляхом дифузії, однак більша його частина залишається, призводячи до появи в блюмах флокенів. Ці флокени заварюються під час прокатки кульової заготовки, і водень знову переходить у твердий розчин. Оскільки у крупносортних цехах не передбачено можливості уповільненого охолодження кульової заготовки, в ній (особливо у заготовці великого діаметру, з якої / катають кулі O 80-120мм) після пришвидченого охолодження на стелажах знов формуються флокени. В процесі прокатки куль ці флокени більшою частиною наслідуються кулями, оскільки при поперечно-гвинтовій прокатці обтискуються лише деякі участки заготовки, і не створюються умови для заварювання флокенів по всьому об'єму кулі. Крім того, наявність флокенів у заготовці призводить до появи пустотілих куль, що є неприпустимим браком. На стадії самовідпуску кулі охолоджуються у відкритих бункерах, термін їх охолодження лімітується 14 годинами, що створює умови для формування нових флокенів в кулях верхньої частини бункерів. Температура самовідпуску перевищує 400°С, внаслідок чого кулі мають низьку твердість поверхні. В основі винаходу лежить задача розробки нового способу виробництва молольних куль, в якому зміна режимів технологічних операцій дозволила б запобігати виникненню флокенів у кулях, що підвищить їх експлуатаційну довговічність. Для вирішення цієї задачі в способі виробництва молольних куль, який вміщує прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву і самовідпуск, у відповідності з винаходом поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350°С при середній швидкості охолодження не більше 10°С/год і тривалості охолодження не менше 24 годин. Основна ідея винаходу полягає в тому, що за відсутності виробничих потужностей для уповільненого охолодження блюмів и кульової заготовки пропонується поєднати операцію ПФО з останньою стадією виготовлення куль, тобто зі стадією самовідпуску. В ході виконаних авторами досліджень було встановлено, що в / кульовій заготовці O 80-120мм із сталі М76 флокени з'являються лише по закінченні 48 годин після її прокатки, тобто існує інкубаційний період, упродовж якого підготовлюються умови для виникнення флокеновидих тріщин. Якщо виконати прокатку куль під час протікання цього періоду, то кулі в момент виходу з прокатної кліті також будуть вільні від флокенів. В тому випадку, коли заготовка складується і довго (більш 48 годин) очікує перекатки в кулі, в ній утворюються флокени, загальна довжина яких поступово наростає упродовж послідуючих двох тижнів. Таким чином, прокатка блюмів в кульову заготовку повинна виконуватися безпосередньо перед прокаткою куль, що виключає її накопичення на складі. Видалення водню з металу виконуються під час самовідпуску після загартування куль. Процес евакуювання водню є диффузійним, тобто потребує довгих термінів витримки при підвищеній температурі. Авторами встановлено, що видалення водню із загартованих куль буде протікати ефективно, якщо початкова температура самовідпуску (тобто середньомасова температура, з якою кулі поступають на самовідпуск) буде знаходитися в межах 250-350°С. При температурах нижче за 250°С дифузійна рухливість атомів водню буде низькою, що призведе до утворення флокенів у центральній частині куль. Окрім того, загартована поверхня не відпуститься настільки, щоб суттєво знизити рівень залишкових наруг в кулі (ці напруги мають розтягуючий характер у центрі виробів; при цьому відомо, що саме розтягуючі напруги сприяють утримуванню атомів водню у напруженому об'ємі кристалевої ґратки). Проведення самовідпуску при температурі більше 350°С також є неприпустимим, оскільки призводить до істотного падіння твердості куль та їх зносостійкості. Оскільки температура самовідпуску не може бути високою (що необхідно для швидкого видалення водню), то її недостатній рівень повинен бути компенсований більшим терміном витримки у бункері та низькою швидкістю охолодження куль. Якщо середня швидкість витримки перевищує 10°С/год, а термін охолодження складає менше 24г, то частина водню не встигає евакуюватися з центральної частини куль, що призводить до утворення в них флокенів. Для швидкості охолодження, що потребується, необхідно застосування теплоізолюючих кришок на бункерах. Перевірку способу, що пропонується, проводили в умовах ВАТ «МК «Азовсталь» при виготовленні партії куль / O 120мм (в кулях такого діаметру флокени спостерігаються найбільш часто). Сталь виплавляли в 440-тонній мартенівській печі. Склад сталі відповідав марочному складу сталі М76 (0,73% С; 0,25% Si; 0,85% Мп). Сталеві зливки було прокатано в блюми перетином 270х280мм і охолоджено в штабелях загальною масою 160 т. / Блюми було прокатано в кульову заготовку O 120мм, яку передали до кульопрокатного відділення, змінюючи час від закінчення прокатки заготовок до прокатки куль. Кулі загартовували водою в пристрої барабанного типу, при цьому змінювали тривалість загартування, тобто - температуру самовідпуску. Кулі збирали у короби, які накривали азбестом та розташовували у бункера, де вони охолоджувалися з різною швидкістю (температуру контролювали термопарою). Після проведення ПФО і повного охолодження куль визначали поверхневу твердість виробів (за методом Бринеля), після чого з них вирізали темплети, на яких виявляли наявність флокенів та пустотілості. Паралельно досліджували темплети заготовки, яка поступала на прокатку куль. Режими виготовлення і результати тестів наведено у таблиці. Результати досліджень показали, що якщо параметри технології виготовлення молольних куль знаходяться в межах, що заявляються, то вироби мають високу поверхневу твердість (>477НВ), яка відповідає вимогам 3-ї групи за ДСТУ 3499, при цьому в них відсутні флокени и пустотілість. У випадку, коли температура самовідпуску перевищує встановлені межі, спостерігається падіння твердості, а коли вона нижче мінімально допустимої позначки - в кулях виникають флокени. Збільшення середньої швидкості охолодження на стадії самовідпуску та зменшення тривалості самовідпуску також до утворення в кулях флокенів. Аналогічно впливає й збільшення часового інтервалу між прокаткою кульової заготовки та прокаткою куль відносно гранично визначеної межі. В останньому випадку флокени в кулях доповнюються браком «пустотілість». Таблиця Режими виготовлення куль і результати випробувань № п/п 1 2 3 4 5 Відомий Нявність Час між Середня Начальна флокенів прокаткою швідкість Тривалість Наявність температура Твердість, заготовки і охол-я при самовідпуску, пустотілості самовідпуску, НВ прокаткою самовідпуску, год. в кулях °С куль, год. °С/год. в заготовці в кулях 48 48 48 51 51 96 250 350 300 235 370 465 5 7,0 10,0 15 12 25,0 24 26 28 15 20 14 540-555 480-495 505-525 555-570 435-455 385-394 немає немає немає є є є немає немає немає є є є немає немає немає є є є
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of steel grinding balls
Автори англійськоюYefremenko Vasyl Heorhiiovych, Tkachenko Fedir Kostiantynovych, Zhurba Vitalii Oleksandrovych
Назва патенту російськоюСпособ производства стальных мелющих шаров
Автори російськоюЕфременко Василий Георгиевич, Ткаченко Федор Константинович, Журба Виталий Александрович
МПК / Мітки
МПК: B21H 1/00
Мітки: сталевих, куль, виробництва, спосіб, молольних
Код посилання
<a href="https://ua.patents.su/2-65977-sposib-virobnictva-stalevikh-mololnikh-kul.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталевих молольних куль</a>
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: термічної, спосіб, сталі, молольних, обробки, куль
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Сталь для молольних куль

Номер патенту: 60543
Опубліковано: 15.10.2003
Автори: Ткаченко Федір Костянтинович, Єфременко Василь Георгійович
МПК: C22C 38/04
Формула / Реферат:
1. Сталь для молольних куль, яка містить вуглець, кремній, марганець, титан, яка відрізняється тим, що вона містить компоненти у такому співвідношенні, мас. %: вуглець 0,95-1,6 кремній 0,6-2,0 марганець 0,7-2,0 титан 0,02-0,10 залізо решта. 2. Сталь для молольних куль...
Спосіб отримання великих молольних куль
Номер патенту: 41212
Опубліковано: 15.08.2001
Автори: Тістечок Василь Дмитрович, Гімалетдінов Радій Халімович, Адамов Іван Васильович, Єрмак Олександр Володимирович, Епштейн Костянтин Едуардович
МПК: B22D 15/00, B02C 17/20
Мітки: отримання, великих, спосіб, молольних, куль
Формула / Реферат:
Спосіб отримання великих молольних куль, що включає збирання багатомісної комбінованої ливарної форми, яка складається з металевого роз'ємного кокіля і стержня із стержневої суміші, при якому живильники, що з'єднують ливник зі сферичними порожнинами роз'ємного кокіля, розташовують в стержні похило до горизонтальної площини, бічне заливання металу в сферичні порожнини роз'ємного кокіля через живильники, витримку для охолодження і кристалізації...
Чавун для молольних тіл
Номер патенту: 37878
Опубліковано: 15.05.2001
Автори: Дубина Олег Вікторович, Омесь Микола Михайлович, Тістечок Василь Дмитрович, Шеремет Володимир Олександрович, Самойлов Віктор Миколайович
МПК: C22C 37/00, C22C 37/08
Текст:
...Машиностроение, 1966ю - С. 324). Ще значніше пластичність і міцність білих чавунів підвищуються при зниженні вуглецевого еквіваленту за рахунок одночасного зменшення вмісту вуглецю і кремнію, оскільки при цьому змінюється будова карбідоаустенітної евтектики від грубого конгломерату фаз до ледебуриту сотової побудови і пластинчатого ледебуриту (Бунин Л.П., Малиночка Я.Н., Таран Ю.Н. Основы металлографии чугуна. - М.: Металлургия. 1969. - С....
Чавун для молольних тіл
Номер патенту: 37761
Опубліковано: 15.05.2001
Автори: Колос Виктор Петрович, Лушпа Анатолій Олексійович, Епштейн Костянтин Едуардович, Тістечок Василь Дмитрович, Адамов Іван Васильович, Бойко Леонід Григорович
МПК: C22C 37/00, C22C 37/04
Текст:
...вуглецю, оскільки він при підвищеному вмісті утворює крихкі карбіди заліза типу FeзС, що знижують ударостійкість чавуну (Несвижский О.А. Производство мелющих тел шаровых мельниц. - М: Машгиз, 1961, -С. 117, 118, 120). Подібно до вуглецю діє хром. Крім того, він сприяє утворенню значної перехідної зони у відбілених чавунах (Кривошеев А.Е. Литые валки. - М: Металлургиздат, 1957, -С. 101). Кремній при підвищеному вмісті в чавуні сприяє...
Попередній патент: Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей
Наступний патент: Ультразвуковий спосіб орієнтування металевих монокристалів
Випадковий патент: Землеобробний інструмент для землеробства