Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі
Номер патенту: 31103
Опубліковано: 25.03.2008
Автори: Пухальська Гульнара Вікторівна, Сейдаметов Станіслав Валерійович, Лоскутов Степан Васильович
Формула / Реферат
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі, який полягає в одночасній дії на оброблювану поверхню деформуючого зусилля робочого інструменту та магнітного поля, який відрізняється тим, що обробка здійснюється у постійному магнітному полі, та як робочий інструмент використовується середовище зі сталевих кульок.
Текст
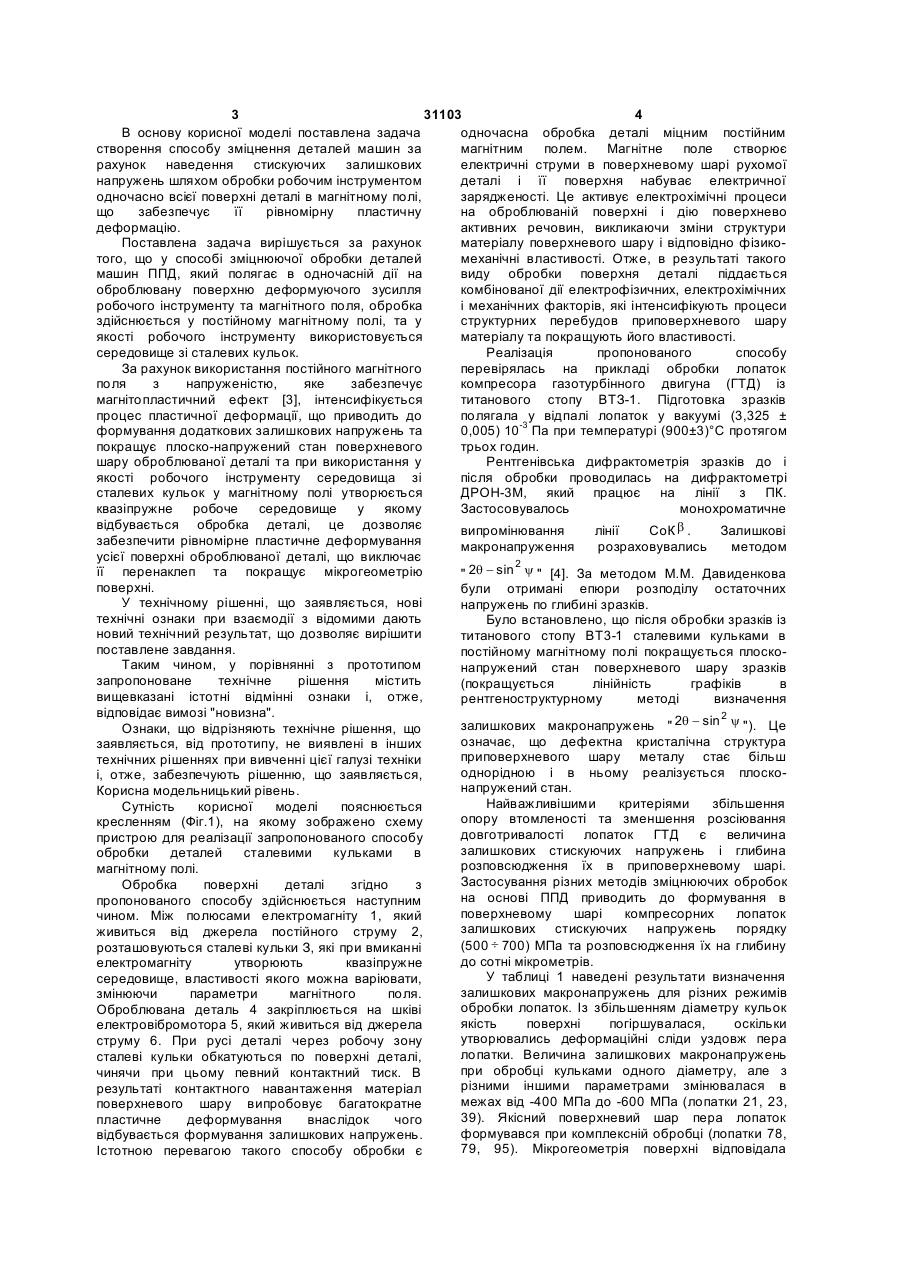
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі, який полягає в одночасній дії на оброблювану поверхню деформуючого зусилля робочого інструменту та магнітного поля, який відрізняється тим, що обробка здійснюється у постійному магнітному полі, та як робочий інструмент використовується середовище зі сталевих кульок. (19) (21) u200713250 (22) 28.11.2007 (24) 25.03.2008 (46) 30.12.1899, Бюл.№ , 1899 р. (72) ЛОСКУТОВ СТЕПАН ВАСИЛЬОВИЧ, UA, ПУХАЛЬСЬКА ГУЛЬНАРА ВІКТОРІВНА, UA, СЕЙДАМЕТОВ СТАНІСЛАВ ВАЛЕРІЙОВИЧ, UA (73) ЗАПОРІЗЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA 3 31103 4 В основу корисної моделі поставлена задача одночасна обробка деталі міцним постійним створення способу зміцнення деталей машин за магнітним полем. Магнітне поле створює рахунок наведення стискуючих залишкових електричні струми в поверхневому шарі рухомої напружень шляхом обробки робочим інструментом деталі і її поверхня набуває електричної одночасно всієї поверхні деталі в магнітному полі, зарядженості. Це активує електрохімічні процеси що забезпечує її рівномірну пластичну на оброблюваній поверхні і дію поверхнево деформацію. активних речовин, викликаючи зміни структури Поставлена задача вирішується за рахунок матеріалу поверхневого шару і відповідно фізикотого, що у способі зміцнюючої обробки деталей механічні властивості. Отже, в результаті такого машин ППД, який полягає в одночасній дії на виду обробки поверхня деталі піддається оброблювану поверхню деформуючого зусилля комбінованої дії електрофізичних, електрохімічних робочого інструменту та магнітного поля, обробка і механічних факторів, які інтенсифікують процеси здійснюється у постійному магнітному полі, та у структурних перебудов приповерхневого шару якості робочого інструменту використовується матеріалу та покращують його властивості. середовище зі сталевих кульок. Реалізація пропонованого способу За рахунок використання постійного магнітного перевірялась на прикладі обробки лопаток поля з напруженістю, яке забезпечує компресора газотурбінного двигуна (ГТД) із магнітопластичний ефект [3], інтенсифікується титанового стопу ВТЗ-1. Підготовка зразків процес пластичної деформації, що приводить до полягала у відпалі лопаток у вакуумі (3,325 ± формування додаткових залишкових напружень та 0,005) 10-3 Па при температурі (900±3)°С протягом покращує плоско-напружений стан поверхневого трьох годин. шару оброблюваної деталі та при використання у Рентгенівська дифрактометрія зразків до і якості робочого інструменту середовища зі після обробки проводилась на дифрактометрі сталевих кульок у магнітному полі утворюється ДРОН-3М, який працює на лінії з ПК. квазіпружне робоче середовище у якому Застосовувалось монохроматичне відбувається обробка деталі, це дозволяє b. випромінювання лінії СоК Залишкові забезпечити рівномірне пластичне деформування макронапруження розраховувались методом усієї поверхні оброблюваної деталі, що виключає 2q - sin 2 y " [4]. За методом М.М. Давиденкова її перенаклеп та покращує мікрогеометрію " поверхні. були отримані епюри розподілу остаточних У технічному рішенні, що заявляється, нові напружень по глибині зразків. технічні ознаки при взаємодії з відомими дають Було встановлено, що після обробки зразків із новий технічний результат, що дозволяє вирішити титанового стопу ВТ3-1 сталевими кульками в поставлене завдання. постійному магнітному полі покращується плоскоТаким чином, у порівнянні з прототипом напружений стан поверхневого шару зразків запропоноване технічне рішення містить (покращується лінійність графіків в вищевказані істотні відмінні ознаки і, отже, рентгеноструктурному методі визначення відповідає вимозі "новизна". 2 залишкових макронапружень " 2q - sin y "). Це Ознаки, що відрізняють технічне рішення, що означає, що дефектна кристалічна структура заявляється, від прототипу, не виявлені в інших приповерхневого шару металу стає більш технічних рішеннях при вивченні цієї галузі техніки однорідною і в ньому реалізується плоскоі, отже, забезпечують рішенню, що заявляється, напружений стан. Корисна модельницький рівень. Найважливішими критеріями збільшення Сутність корисної моделі пояснюється опору втомленості та зменшення розсіювання кресленням (Фіг.1), на якому зображено схему довготривалості лопаток ГТД є величина пристрою для реалізації запропонованого способу залишкових стискуючих напружень і глибина обробки деталей сталевими кульками в розповсюдження їх в приповерхневому шарі. магнітному полі. Застосування різних методів зміцнюючих обробок Обробка поверхні деталі згідно з на основі ППД приводить до формування в пропонованого способу здійснюється наступним поверхневому шарі компресорних лопаток чином. Між полюсами електромагніту 1, який залишкових стискуючих напружень порядку живиться від джерела постійного струму 2, (500 ¸ 700) МПа та розповсюдження їх на глибину розташовуються сталеві кульки З, які при вмиканні до сотні мікрометрів. електромагніту утворюють квазіпружне У таблиці 1 наведені результати визначення середовище, властивості якого можна варіювати, залишкових макронапружень для різних режимів змінюючи параметри магнітного поля. обробки лопаток. Із збільшенням діаметру кульок Оброблювана деталь 4 закріплюється на шківі якість поверхні погіршувалася, оскільки електровібромотора 5, який живиться від джерела утворювались деформаційні сліди уздовж пера струму 6. При русі деталі через робочу зону лопатки. Величина залишкових макронапружень сталеві кульки обкатуються по поверхні деталі, при обробці кульками одного діаметру, але з чинячи при цьому певний контактний тиск. В різними іншими параметрами змінювалася в результаті контактного навантаження матеріал межах від -400 МПа до -600 МПа (лопатки 21, 23, поверхневого шару випробовує багатократне 39). Якісний поверхневий шар пера лопаток пластичне деформування внаслідок чого формувався при комплексній обробці (лопатки 78, відбувається формування залишкових напружень. 79, 95). Мікрогеометрія поверхні відповідала Істотною перевагою такого способу обробки є 5 31103 6 поліровці, а залишкові стискаючі напруження були корисної моделі є формування більш рівномірного на рівні 600 МПа. деформованого стану поверхневого шару та На фіг.2 представлено епюри розподілу інтенсифікація процесу поверхневого пластичного залишкових стискуючих напружень по глибині деформування сталевими кульками за рахунок лопаток ГТД зі сплаву титану ВТЗ-1 після їх магнітного поля. обробки сталевими кульками в магнітному полі. Виходячи з вищевикладеного, можна зробити До переваг пропонованого методу обробки висновок, що рішення, яке заявляється, слід віднести м'яку схему деформаційного задовольняє критерію «Промислове процесу, коли взаємодія сполучення сталева застосування». кулька приповерхневий шар деталі Джерела інформації взаємоузгоджена. Іншим важливим моментом 1. Одинцов Л.Г. Упрочнение и отделка контактного деформаційного процесу є вплив деталей поверхностным пластическим магнітного поля на деформацію титанового стопу, деформированием: Справочник. М.: так званий магнітопластичний ефект. За рахунок Машиностроение, 1987.-С. 11. впливу слабкого магнітного поля відбуваються 2. А.с. № 2078676. Россия. Способ зміни в іонно-електронній структурі металу, які комбинированной упрочняющей обработки. сприяють руху дислокацій. В результаті Киричек А.В., Соколик Н.Л. МКИ В 24 В 39/00. з'являється додаткова складова деформації і Опубл. 05.10.1997. відповідна цьому змінюваність напружено3. Алыниц В.И., Даринская Е.В., Гектина И.В., деформованого стану металу. Лаврентьев Ф.Ф., Кристаллография, 1990, 35, С. 1014. 4. Васильев Д.М., Трофимов Таблиця 1 В.В. Современное состояние рентгеновского способа Результати рентгенодифрактометрічних вимірів залишкових измерения макронапряжений. Обзор // Заводская макронапружень на лопатках ГТД до і після обробки сталевими- кульками у магнітному полі лаборатория. 1984. - 50, № 7. - С. 20 - 29. 34,39 21 Залишкові макронапруження, МПа -(10 ¸ 15) -623 79 -613 23 -597 95 -598 78 -570 76 39 63 8 -514 -417 -298 -180 Номер лопатки Обробка лопаток Після вакуумного відпалу при температурі 900°С протягом 3 годин КП: В=0,19, d=1,6; n =50; 2а=3; t =30. КП: В-0,32; d=2,3; n =50; 2а=5; t =20; УК: В=0,29; d=0,63; n =50; 2а=3; t =20. КП: В=0,19, d=1,6; n =50; 2а-5; t =15. КП: В=0,32; d=2,3; n =50; 2а=5; t =10; КП: В=0,32; d=1,6; n =50; 2a=5; t =10; УК: В=0,29; d=0,63; n =50: 2a=5; t =10. IКП:B=0,32;d=1,6; n =50; 2a-5; t =25; УК: В=0,29; d=0,63; n =50; 2a=5; t =10. УК: В=0,29; d=0,63; n =50; 2а=3; t =30. КП: В=0,32; d=1,6; n =50; 2а=5; t =30. КП: В=0,32; d=2,3; n =50; 2а=5; t =15. УК: В=0,29; d=0,36; n =50; 2а=3; t =30. Примітки: В - індукція магнітного поля в робочій зоні електромагніту без сталевих кульок, Тл; d - діаметр кульок, MM; n - частота коливань лопатки уздовж пера, Гц; а - амплітуда коливань лопатки, мм; t -час обробки, мін. Перетин магнітопровода: КП - квадратний, 35x35 мм2, робоча зона - 35x35x13,5 мм3; УК - під усічений конус, з діаметром 6 мм, робоча зона – ( p × 6 2 / 4 ) ´ 13,5 мм3. Отримані результати по залишковим напруженням суттєво не відрізняються від результатів отриманих за допомогою відомих методів зміцнюючих обробок поверхневопластичним деформуванням, але запропонований спосіб забезпечує оптимальні характеристики міцності матеріалу поверхневого шарудеталі, неперервний контроль за процесом обробки і можливість автоматизації процесу. Перевагами
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strengthening working machine parts by balls in magnetic field
Автори англійськоюLoskutov Stepan Vasyliovych, Pukhalska Hulnara Viktorivna, Seidametov Stanislav Valeriiovych
Назва патенту російськоюСпособ упрочняющей обработки деталей машин шариками в магнитном поле
Автори російськоюЛоскутов Степан Васильевич, Пухальская Гульнара Викторовна, Сейдаметов Станислав Валерьевич
МПК / Мітки
МПК: B24B 39/00, C21D 7/00
Мітки: машин, кульками, зміцнюючої, обробки, спосіб, деталей, полі, магнітному
Код посилання
<a href="https://ua.patents.su/3-31103-sposib-zmicnyuyucho-obrobki-detalejj-mashin-kulkami-u-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі</a>
Спосіб зварювання дугою у магнітному полі
Номер патенту: 22751
Опубліковано: 25.04.2007
Автор: Кобін Сергій Костянтинович
МПК: B23K 9/08
Мітки: дугою, спосіб, зварювання, магнітному, полі
Формула / Реферат:
1. Спосіб зварювання дугою у магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле високої частоти з напрямком силових ліній уздовж електричного поля дуги, який відрізняється тим, що індукцію створеного магнітного поля високої частоти визначають з виразу:або
Спосіб зміцнюючої обробки матеріалів
Номер патенту: 68970
Опубліковано: 16.08.2004
Автори: Лоскутов Степан Васильович, Манько Володимир Костянтинович
Мітки: матеріалів, обробки, зміцнюючої, спосіб
Формула / Реферат:
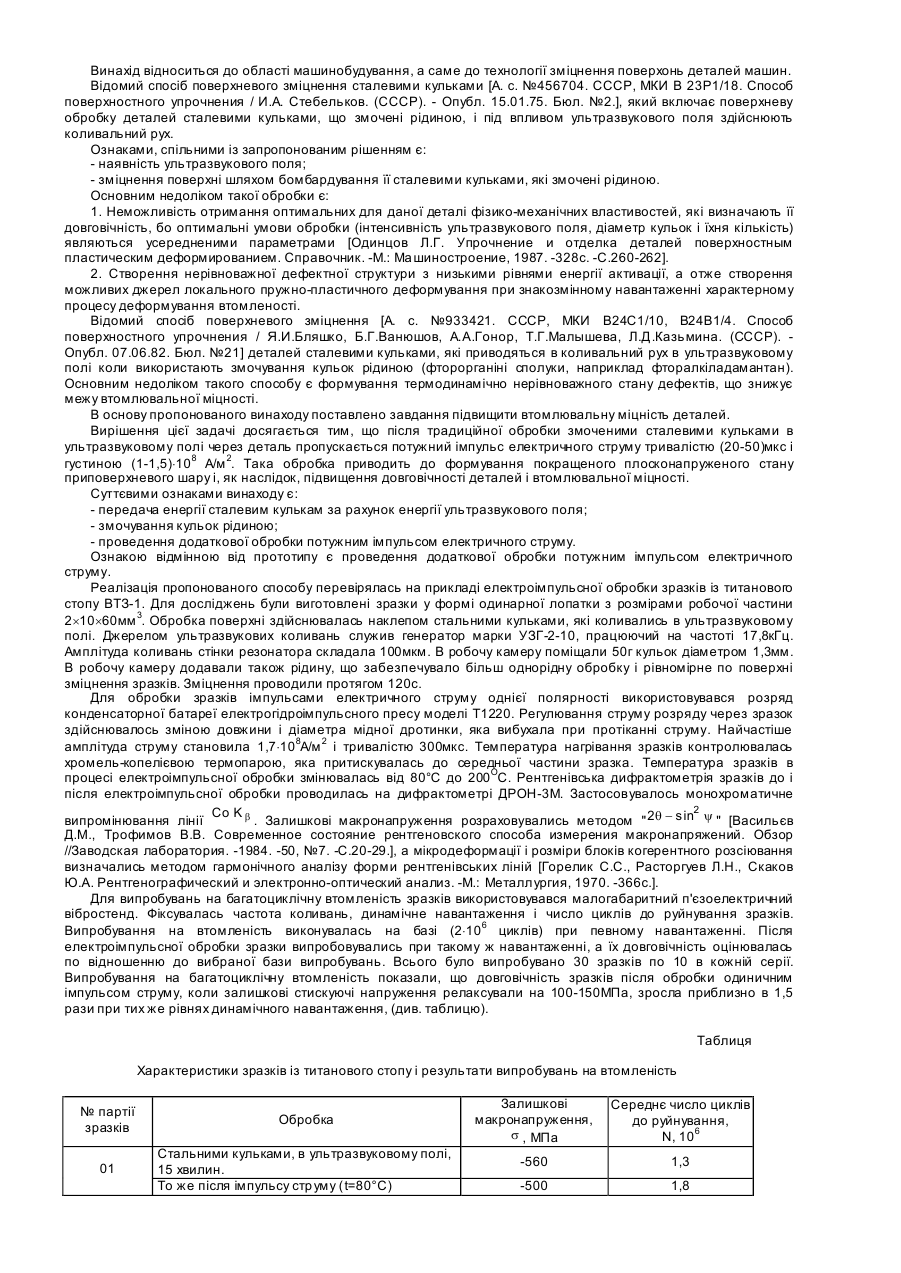
Спосіб зміцнюючої обробки металів шляхом бомбардування поверхні змоченими рідиною сталевими кульками в ультразвуковому полі, який відрізняється тим, що проводять подальшу обробку металу пропусканням через деталь потужного імпульсу електричного струму тривалістю 20 - 50 мкс і щільністю (1 - 1,5).108 А/м2.
Пристрій для зміцнюючої поверхневої обробки деталей

Номер патенту: 42331
Опубліковано: 15.10.2001
Автори: Бородянський Олексій Борисович, Жданов Ігор Михайлович, Паращанов Георгій Михайлович
МПК: C21D 7/00
Мітки: поверхневої, пристрій, обробки, деталей, зміцнюючої
Формула / Реферат:
Пристрій для зміцнюючої поверхневої обробки деталей, що містить корпус та ударні елементи в вигляді пакетів роликів вільно насаджених на вісь, який відрізняється тим, що він оснащений сергами, на кінцях яких розташовані ударні елементи, причому серги встановлені в корпусі таким чином, що мають можливість вільного повороту на заданий кут.
Пристрій для очистки рідин в магнітному полі
Номер патенту: 63514
Опубліковано: 15.01.2004
Автори: Шабатура Максим Юрійович, Григор'єв Олександр Петрович, Шабатура Юрій Васильович
МПК: C02F 1/48
Мітки: полі, рідин, очистки, магнітному, пристрій
Формула / Реферат:
Пристрій для очистки рідин в магнітному полі, що містить канал прямокутного перерізу, по якому переміщується рідина, і концентричну магнітну систему, який відрізняється тим, що канал виконаний у вигляді подвійної спіралі Архімеда, причому, починаючи від входу, канал закручується по спіралі, а після переходу через центр починає розкручуватися по спіралі до виходу, бокова стінка вхідного каналу одночасно є стінкою і вихідного каналу, а вихід...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Березовецький Андрій Петрович, Пістун Ігор Павлович, Тесленко Анатолій Григорович
МПК: B21D 26/06
Мітки: обробки, деталей, металевих, машин, поверхонь, спосіб
Формула / Реферат:
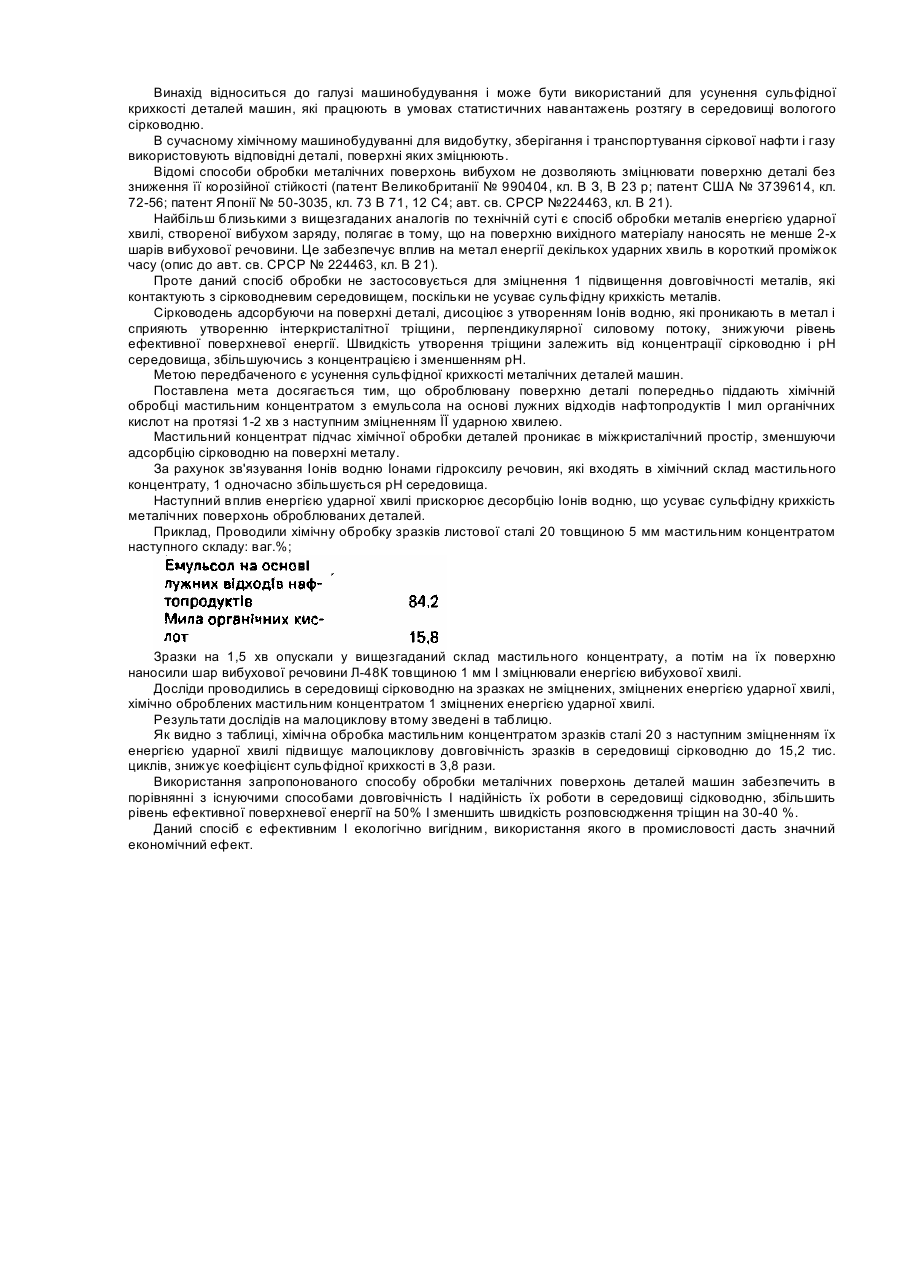
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Попередній патент: Циклічний спосіб підземної газифікації вугілля
Наступний патент: Тепловий акумулятор
Випадковий патент: Спосіб виготовлення кільцевих деталей