Спосіб зварювання дугою у магнітному полі
Формула / Реферат
1. Спосіб зварювання дугою у магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле високої частоти з напрямком силових ліній уздовж електричного поля дуги, який відрізняється тим, що індукцію створеного магнітного поля високої частоти визначають з виразу:
![]()
або
![]() ,
,
де ge- рамзауровський переріз газу у міжелектродному проміжку,
Ui - ефективний потенціал іонізації газу у міжелектродному
проміжку,
T - температура плазми дуги,
Р – тиск, при якому горить дуга,
K - коефіцієнт.
2. Спосіб за п 1, який відрізняється тим, що частоту магнітного поля визначають згідно з виразом:
![]() ,
,
де FM - частота магнітного поля,
Fі - розрахована частота індукційного струму, яка визначається глибиною його проникнення у зварювальну ванну.
Текст
Корисна модель відноситься до дугового зварювання, і може бути використана для зварювання та наплавлення деталей які мають переважно суцільний переріз. Є відомим спосіб зварювання дугою керованою повздовжнім магнітним полем, у якому на дугу діють магнітним полем промислової частоти з індукцією 0.3-0.5Тл [Способ сварки дугой. Авторское свидетельство №1063556 кл В23К9/08, 23.12.81]. Недоліком відомого способу є невисока продуктивність, тому що запропоновані параметри магнітного поля, що до частоти, обмежують використання цього способу за його призначенням внаслідок збільшення швидкості обертання розплаву зварювальної ванни та порушень структури зварного шву при його формуванні. Найбільш близьким за технічною суттю та досягаємим результатом є спосіб дугового зварювання електродом що топиться, при якому на дугу діють імпульсним високочастотним магнітним полем з частотою що дорівнює власній частоті електрода [Способ дуговой сварки плавящимся електродом. Авторское свидетельство №856706 кл В23К9/08, 01.06.79]. Недоліком відомого способу є те, що його продуктивність досягається за рахунок збільшення швидкості топлення електроду, а це призводить до порушення пропорції між кількістю розтопленого основного металу і металу електрода, що в свою чергу порушує процес формування зварного шву та знижує якість зварювання. Крім того, використання повздовжнього магнітного поля надмірно високої частоти значно ускладнює практичну реалізацію цього способу. В основу корисної моделі поставлене завдання вдосконалення способу зварювання дугою у магнітному полі, у якому за рахунок створення магнітного поля з величиною магнітної індукції та частотою у відповідності із запропонованими математичними виразами досягається підвищення продуктивності процесу зварювання при збереженні якості зварювального шву. Поставлене завдання досягається тим, що у способі зварювання дугою у магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле високої частоти з напрямком силових ліній уздовж електричного поля дуги, згідно з винаходом, індукція створеного магнітного поля високої частоти визначають з виразу: P ×ge . B m ³ 2,77 × 10 15 × (1) T або Bm ³ K × ge . Ui де ge- рамзауровський переріз газу у міжелектродному проміжку, Ui - ефективний потенціал іонізації газу у міжелектродному проміжку, T - температура плазми дуги, P - тиск при якому горить дуга, К - коефіцієнт. Крім того, частоту магнітного поля визначають згідно виразу: FM≥Fi де FM - частота магнітного поля, Fi- розрахована частота індукційного струму яка визначається глибиною його проникнення у зварювальну ванну. Все це дозволяє підвищити продуктивність процесу зварювання при збереженні якості зварювального шву. Спосіб здійснюють таким чином. За рахунок дії магнітного поля високої частоти, індукція якого визначається виразом (1), поліпшуються проплавляючі властивості дуги і внаслідок цього стає можливим підвищення продуктивності процесу зварювання. З урахуванням відомої залежності [Г.И. Лесков. Электрическая сварная дуга. -М.: Ма шиностроение, 1970, 335с.]. T=800·Ui; (2) де Ui - ефективний потенціал іонізації газу у міжелектродному проміжку, для електричних дуг що горять при атмосферному тиску Р=1,013·105Н/м 2, формулу (1) можна перетворити до вигляду: Bm ³ K × ge . Ui (3) де K - коефіцієнт, К=9.95·1018Тл·еВ05/м 2. За формулою (3) розрахуємо індукцію магнітного поля високої частоти. При дуговому зварюванні сталевим плавким електродом електрична дуга горить у парах заліза. Якщо прийняти що для заліза Uі=7,83еВ, ge=35·1020 2 м , то величина індукції за формулою (3) буде дорівнювати 1,244Тл. При аргоно-дуговому зварюванні не плавким електродом, враховується що кількість парової фази електроду мала і склад плазми дуги обумовлено тільки складом захисного газу, розрахуємо індукцію магнітного поля високої частоти. Прийнявши що для аргону Ui=15,7еВ, ge=2,5 10-20м 2, з ура хуванням відомого виразу [3]: T=1000 Ui,· (4) для електричних дуг що горять при атмосферному тиску коефіцієнт К буде становити 8.85-1018Тл·еВ05/м 2, а величина індукції за формулою (3) буде дорівнювати 0,056Тл. Як відомо, магнітне поле високої частоти наводить індукційний струм, який спричиняє теплову дію як на електрод так і на основний метал, зокрема на зварювальну ванну. Цей е фект дозволяє прискорити процес топлення металу у зоні зварювання та підвищити швидкість формування зварювальної ванни. Крім цього, використання магнітного поля високої частоти для зварювання дугою у магнітному полі дозволяє виключити силову дію магнітного поля на зварювальну ванну що дозволяє зберегти якість зварювального шву при його формуванні. Згідно корисної моделі, для забезпечення ефективної теплової дії магнітного поля високої частоти на зварювальну ванну його частоту буде доцільно вибрати з умови: FM≥Fi. (5) де FM - частота магнітного поля; Fi - розрахована частота індукційного струму, яка визначається глибиною його проникнення у зварювальну ванну. Частота Fj може бути визначена по відомій методиці [Шамов А.Н., Бодажков В.А. Проектирование и эксплуатация высокочастотных установок. Л., "Машиностроение", 1974. 280с.], згідно виразу: D = 503 × r . m × Fi (6) де r - удільний опір металу у "гарячому" стані, D - "гаряча" глибина проникнення індукційного струму у метал, m - відносна магнітна пронизливість металу у "гарячому" стані, m=1. Перетворимо формулу (6) до вигляду: 253009 × r . Fi = (7) D2 × m Тоді, наприклад, для конструкційної сталі з r=12,4·10-7Ом·м при температурі Т=800-1200°С, якщо D дорівнює глибині зварювальної ванни, для D=5·10-3м розрахована частота індукційного струму буде становити Fi=12,549кГц. Приклад здійснення запропонованого способу. Спосіб було використано для зварювання металевих пластин товщиною 8мм. Пластини розміщували без зазору, зварювання здійснювали електродом що не топиться в середовище аргону, постійним струмом на прямій полярності, при величині струму 200А і напрузі на дуговому проміжку 32-34В. Величина індукції магнітного поля високої частоти становила 0,2Тл, при частоті 12,5кГц. При цьому швидкість зварювання підвищувалася у 2,4 рази і становила 36м/г. Порушень формування зварювального шву було не виявлено. Таким чином, на базі отриманих результатів можна зробити висновок, що запропонований спосіб, у якому параметри магнітного поля високої частоти визначаються виразами (1), (5), дозволяє значно підвищити продуктивність процесу зварювання при збереженні якості зварювального шву.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding in magnetic field
Автори англійськоюKobin Serhii Kostiantynovych
Назва патенту російськоюСпособ сварки дугой в магнитном поле
Автори російськоюКобин Сергей Константинович
МПК / Мітки
МПК: B23K 9/08
Мітки: зварювання, дугою, полі, магнітному, спосіб
Код посилання
<a href="https://ua.patents.su/2-22751-sposib-zvaryuvannya-dugoyu-u-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання дугою у магнітному полі</a>
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Юматов Віктор Васильович, Богорський Михайло Володимирович, Чепурний Володимир Васильович, Ігнатенко Вадим Юрійович, Голомовзюк Іван Корнійович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: полі, дугою, магнітному, спосіб, зварювання, обертається
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: полі, зварювання, дугою, спосіб, магнітному, обертається
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
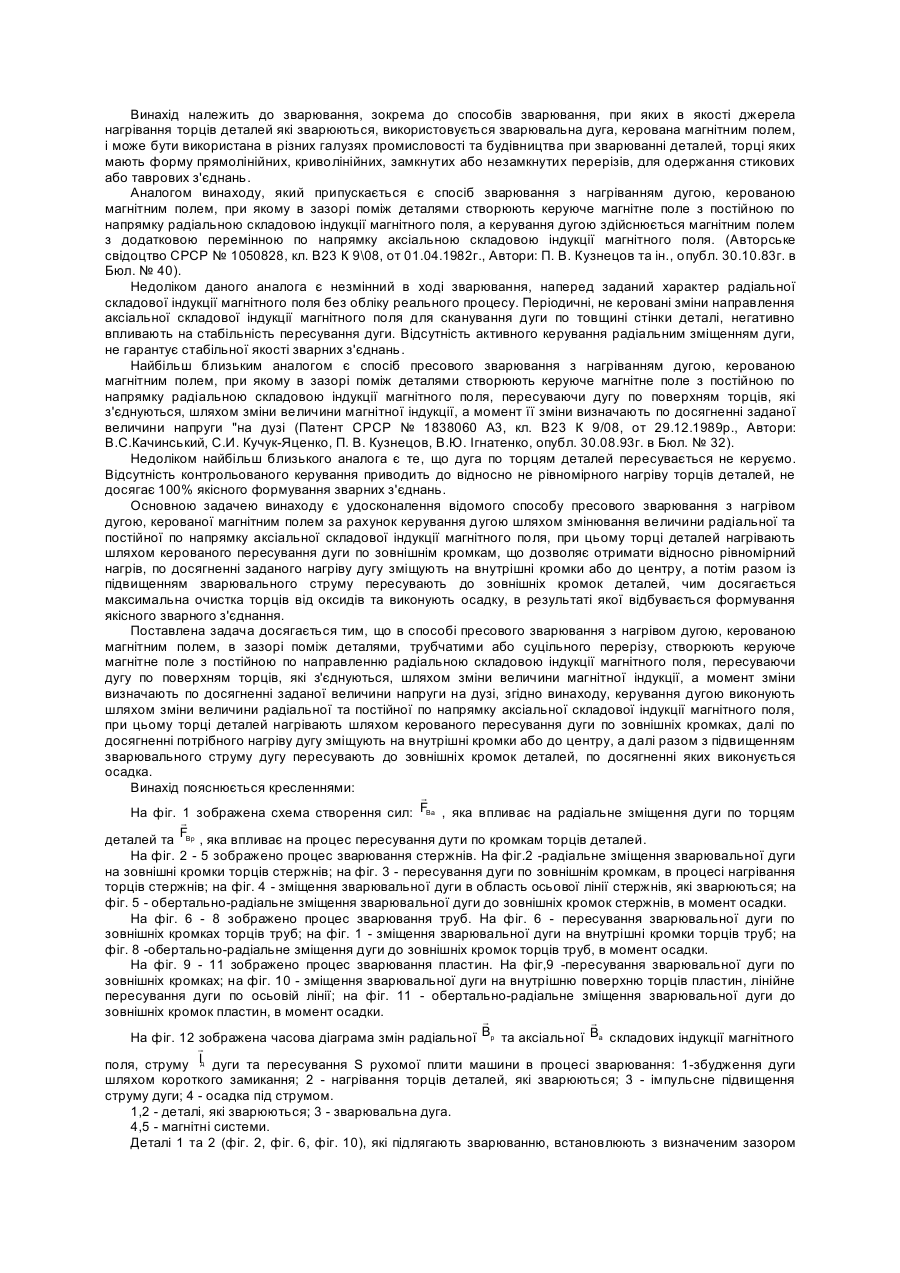
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем
Номер патенту: 45411
Опубліковано: 15.04.2002
Автори: Кучук-Яценко Сергій Іванович, Коваль Михайло Павлович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: пресового, нагріванням, магнітним, полем, дугою, керованою, зварювання, спосіб
Формула / Реферат:
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною за напрямком радіальною складовою індукції магнітного поля, вимірюють величину магнітної індукції, пересуваючи дугу по поверхням торців, які з'єднують, а момент її зміни визначають по досягненню заданої величини напруги на дузі, який відрізняється тим,...
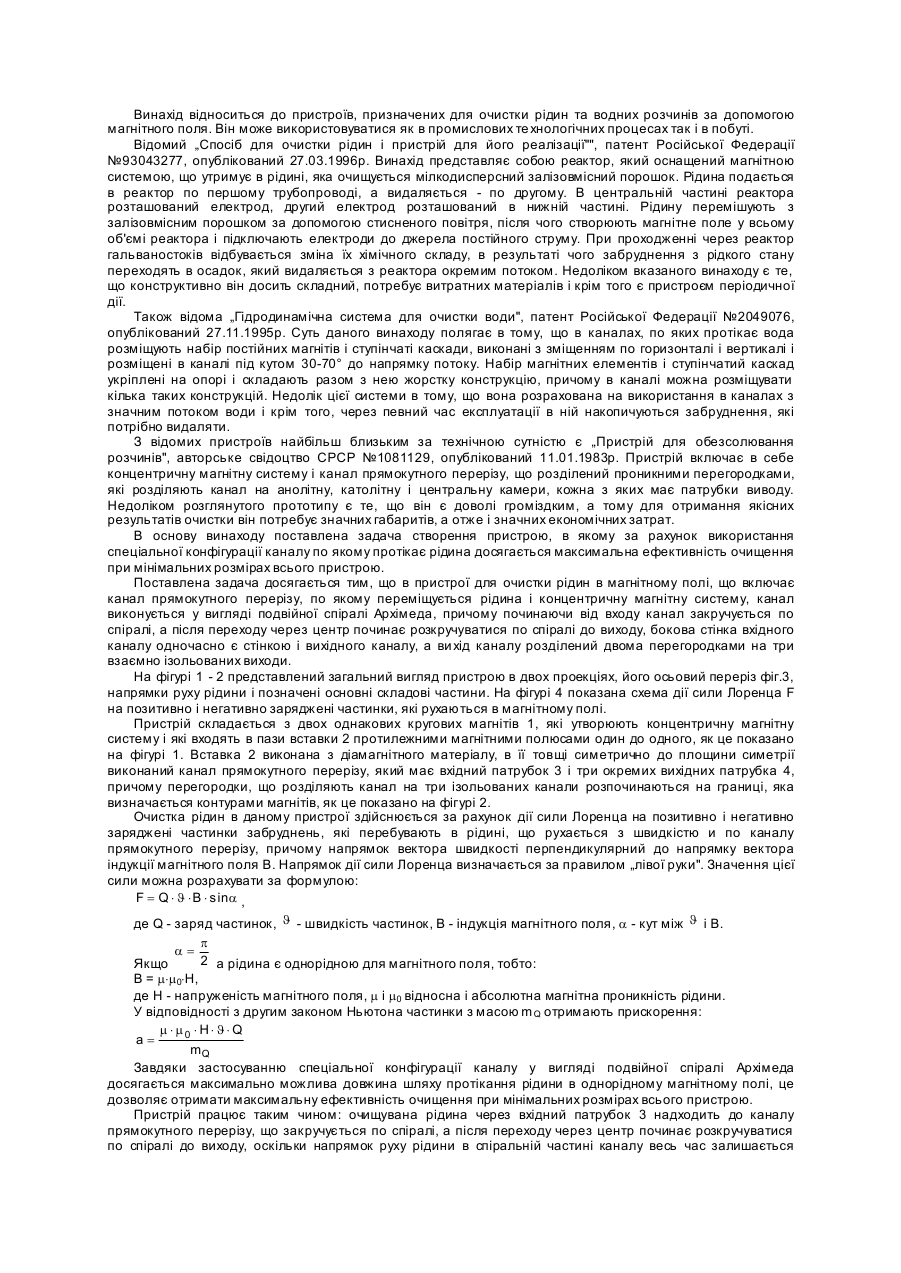
Пристрій для очистки рідин в магнітному полі
Номер патенту: 63514
Опубліковано: 15.01.2004
Автори: Шабатура Юрій Васильович, Григор'єв Олександр Петрович, Шабатура Максим Юрійович
МПК: C02F 1/48
Мітки: полі, очистки, магнітному, пристрій, рідин
Формула / Реферат:
Пристрій для очистки рідин в магнітному полі, що містить канал прямокутного перерізу, по якому переміщується рідина, і концентричну магнітну систему, який відрізняється тим, що канал виконаний у вигляді подвійної спіралі Архімеда, причому, починаючи від входу, канал закручується по спіралі, а після переходу через центр починає розкручуватися по спіралі до виходу, бокова стінка вхідного каналу одночасно є стінкою і вихідного каналу, а вихід...
Спосіб пресового зварювання дугою, керованою магнітним полем
Номер патенту: 46036
Опубліковано: 15.05.2002
Автори: Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович, Коваль Михайло Павлович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: спосіб, зварювання, магнітним, полем, пресового, дугою, керованою
Формула / Реферат:
Спосіб пресового зварювання дугою, керованою магнітним полем, при якому нагрівають деталі, що зварюються, при цьому визначають момент досягнення деталями необхідної температури нагрівання на торцях деталей, потім збільшують зварювальний струм і виконують осадження, який відрізняється тим, що в процесі нагрівання деталей задають еталонну величину напруги на зварювальній дузі між торцями деталей, які зварюються, відповідну оптимальному...
Попередній патент: Фенспірид, який проявляє імунотропну дію
Наступний патент: Респіратор
Випадковий патент: Карбюратор для двигунів внутрішнього згоряння з турбозмішувачем паливної суміші