Спосіб виготовлення кільцевих деталей
Номер патенту: 25420
Опубліковано: 10.08.2007
Автори: Кривда Леонід Трохимович, Гожій Сергій Петрович, Демченко Діна Сергіївна
Формула / Реферат
Спосіб виготовлення кільцевих деталей, який полягає в тому, що з прутка отримують заготовки у вигляді кільця зі стиковим зазором, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї зварної конструкції відокремлюють крутильним моментом окремі кільця, які об'ємно деформують технологічним зусиллям, який відрізняється тим, що пруток попередньо навивають по твірній циліндра та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані.
Текст
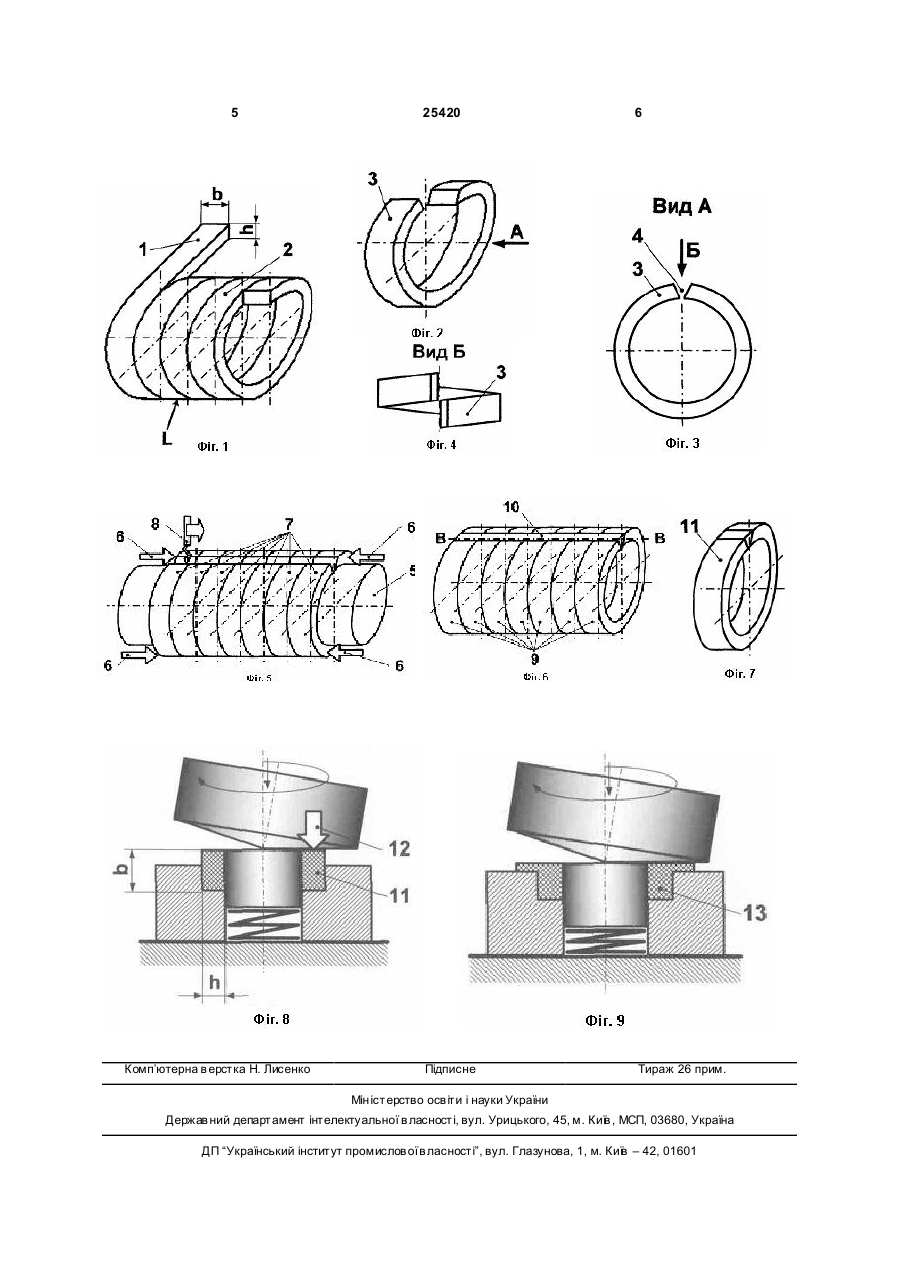
Спосіб виготовлення кільцевих деталей, який полягає в тому, що з прутка отримують заготовки у вигляді кільця зі стиковим зазором, збирають їх на оправці в пакет з орієнтацією вздовж стикових за 3 25420 ну штампу для об'ємного деформування або до неповного заповнювання цієї порожнини. Забезпечення, за відомим способом, правильної геометрії зовнішнього контуру потребує або додаткових операцій при гнутті, або додаткового калібрування після згинання чи зварювання, що знижує продуктивність способу і здорожує його. А забезпечення максимальної продуктивності для даного способу є найважливішим, так як він прилаштований для масового промислового виробництва. В основу корисної моделі покладено задачу вдосконалення способу виготовлення кільцевих деталей об'ємним деформуванням шляхом попереднього навивання прутка по прямолінійній твірній циліндру та відокремлення заготовки у вигляді гвинтового кільця із стиковим зазором в плані від навитої частини. За рахунок чого геометрія зовнішнього контуру отриманої зварної кільцевої заготовки максимально наближена до кола, що забезпечує її укладання в порожнину штампу з мінімальним зазором та якісне формоутворення кінцевої кільцевої деталі за умови мінімальної кількості технологічних переходів та максимальної продуктивності. Поставлена задача вирішується тим, що, в способі виготовлення кільцевих деталей, який полягає в тому, що з прутка отримують заготовки у вигляді кільця із стиковим зазором, кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, зварну конструкцію знімають з оправки і її спільний зварний шов зачищають з зовнішніх сторін, а потім від цієї зварної конструкції відокремлюють крутильним моментом окремі кільця, які об'ємне деформують технологічним зусиллям, новим є те, що пруток попередньо навивають по прямолінійній твірній циліндру та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, а при стисканні пакету кілець на оправці їх торцеві поверхні стають плоскими. Спосіб ілюструється кресленнями, де на Фіг.1 зображено навивання прутка по прямолінійній твірній циліндру; на Фіг.2 зображено відокремлену від навитої частини прутка заготовку у вигляді гвинтового кільця із стиковим зазором в плані; на Фіг.3 зображено вид по стрілці А на Фіг.2; на Фіг.4 зображено вид по стрілці Б на Фіг.3; на Фіг.5 схему стискання на оправці пакету вздовж осі і заварювання стиків спільним швом; на Фіг.6 зображено зварну конструкцію з спільним зварним швом; на Фіг.7 відокремлену від зварної конструкції зварну кільцеву заготовку; на Фіг.8 зображено схему початку об'ємного деформування зварної кільцевої заготовки; на Фіг.9 - кінцеву стадію деформування. 4 Спосіб виготовлення кільцевих деталей полягає в наступному. Пруток 1 (див. Фіг.1) відповідного поперечного перетину (b, h) навивають по прямолінійній твірній циліндру L з отриманням навитої частини 2. Від навитої частини 2 відокремлюють обробкою різанням чи тиском окремі заготовки 3 (див. Фіг.2) відповідного поперечного перетину (b, h) у вигляді гвинтового кільця із стиковим зазором. На виді по стрілці А видно про наявність стикового зазору 4 в плані (див. Фіг.3) у заготовки 3, при цьому геометрія її зовнішнього контур у максимально наближена до кола, так як утворена при навиванні по прямолінійній твірній циліндру. На виді по стрілці Б видно, що заготовка 3 (див. Фіг.4) має вигляд гвинтового кільця. Потім збирають заготовки 3 в пакет з орієнтацією вздовж стикових зазорів. Для зручності збирання виконують на оправці відповідного діаметру. Отриманий і зорієнтований (див. Фіг.5) таким чином пакет заготовок на оправці 5 стискують вздовж осі зусиллям 6. При цьому заготовки у вигляді гвинтового кільця деформуються, а торцеві поверхні стиснути х заготовок 7 стають плоскими. Після чого місця спільних стиків заварюють електродом 8 з утворенням спільного зварного шва вздовж всього пакету стисн ути х заготовок 7. Таким чином після зняття з оправки (див. Фіг.6) утворюється зварна конструкція у вигляді труби, яка складаються з кільцевих заготовок 9, що скріплені між собою спільним зварним швом 10. Після заварювання зачищають спільний зварний шов стиків з зовнішніх сторін. Відокремлення окремої зварної кільцевої заготовки відбувається крутильним моментом прикладеним до кожної наступної кільцевої заготовки відносно осі ВВ зварної конструкції. Можливі нерівності поверхонь в місцях відокремлення кільцевої заготовки 11 (див. Фіг.7) не впливають на якість отриманих деталей так як заготовка надалі об'ємне деформується в цьому напрямі. На останньому етапі (див. Фіг.8) зварну кільцеву заготовку 11, яка має розміри перетину (b, h), такі самі як розміри перетину прутка та геометрію зовнішнього контур у максимально наближену до кола, що забезпечує її укладання в порожнину штампу з мінімальним зазором, об'ємно деформують технологічним зусиллям 12 до отримання кінцевих розмірів деталі 13 (див. Фіг.9). Під час об'ємного деформування проходять пластичні деформації в тілі заготовки і структура металу у відповідних місцях заготовки, в тому числі і в зварному шві, стає доста тньо однорідною, а отримані деталі задовольняють вимогам експлуатації. Таким чином, даний спосіб дозволяє забезпечити якісну геометрію зовнішнього контуру зварної кільцевої заготовки максимально наближену до кола, що надає можливість її укладання в порожнину штампу з мінімальним зазором та забезпечує якісне формоутворення кінцевої від зварної конструкції кільцевої деталі за умови мінімальної кількості технологічних переходів та максимальної продуктивності. 5 Комп’ютерна в ерстка Н. Лисенко 25420 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing ringed feature
Автори англійськоюKryvda Leonid Trokhymovych, Hozhii Serhii Petrovych
Назва патенту російськоюСпособ изготовления кольцевых деталей
Автори російськоюКривда Леонид Трофимович, Гожий Сергей Петрович
МПК / Мітки
МПК: B21D 37/00
Мітки: спосіб, кільцевих, виготовлення, деталей
Код посилання
<a href="https://ua.patents.su/3-25420-sposib-vigotovlennya-kilcevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевих деталей</a>
Спосіб виготовлення кільцевих деталей
Номер патенту: 15241
Опубліковано: 15.06.2006
Автори: Гожій Сергій Петрович, Кривда Леонід Трохимович
МПК: B21D 37/00
Мітки: виготовлення, спосіб, деталей, кільцевих
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що попередньо отриману кільцеву заготовку об'ємно деформують технологічним зусиллям, який відрізняється тим, що від прутка відокремлюють прямолінійні заготовки і згинають їх в кільця з мінімальним технологічним стиковим зазором, гнуті кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані...
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Афонін Володимир Михайлович, Дешко Олександр Володимирович, Трутнєв Володимир Володимирович, Дробчик Володимир Максимович, Банас Федір Павлович, Кладницький Євгеній Іванович, Голдовська Галина Валентинівна
МПК: B22D 19/02, C22C 49/00
Мітки: композиційних, кільцевих, переважно, алюмінієвих, виготовлення, матеріалів, основі, спосіб, сплавів, деталей
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Пристрій для розточування кільцевих канавок в отворах деталей

Номер патенту: 49289
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: деталей, канавок, пристрій, кільцевих, отворах, розточування
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється...
Спосіб виготовлення кільцевих виробів
Номер патенту: 13710
Опубліковано: 25.04.1997
Автори: Левицький Леонид Аркадійович, Новохатній Володимир Якимович, Івановський Костянтин Борисович, Валетов Михайло Серафимович, Шрамко Олександр Вікторович, Озимин Віктор Михайлович, Козловський Альфред Іванович, Биков Петро Павлович, Староселецький Михайло Ілліч, Горб Евген Васильович, Хейфец Валентин Ілліч
Мітки: виготовлення, спосіб, кільцевих, виробів
Формула / Реферат:
1. Способ изготовления кольцевых изделий, включающий разделение проката на мерные исходные заготовки, предварительное формообразование из них кольцевых заготовок и последующую механическую обработку последних с получением полуфабриката для раскатки, отличающийся тем, что, с целью повышения качества изделий, полуфабрикат получают с высотой, определяемой из следующей зависимости:Нок = Н0-а,где Нок - высота...
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Столяр Ігор Анатолієвич
МПК: B29D 30/00, B29C 35/02
Мітки: шин, виготовлення, спосіб, масивних, заготовок, кільцевих
Формула / Реферат:
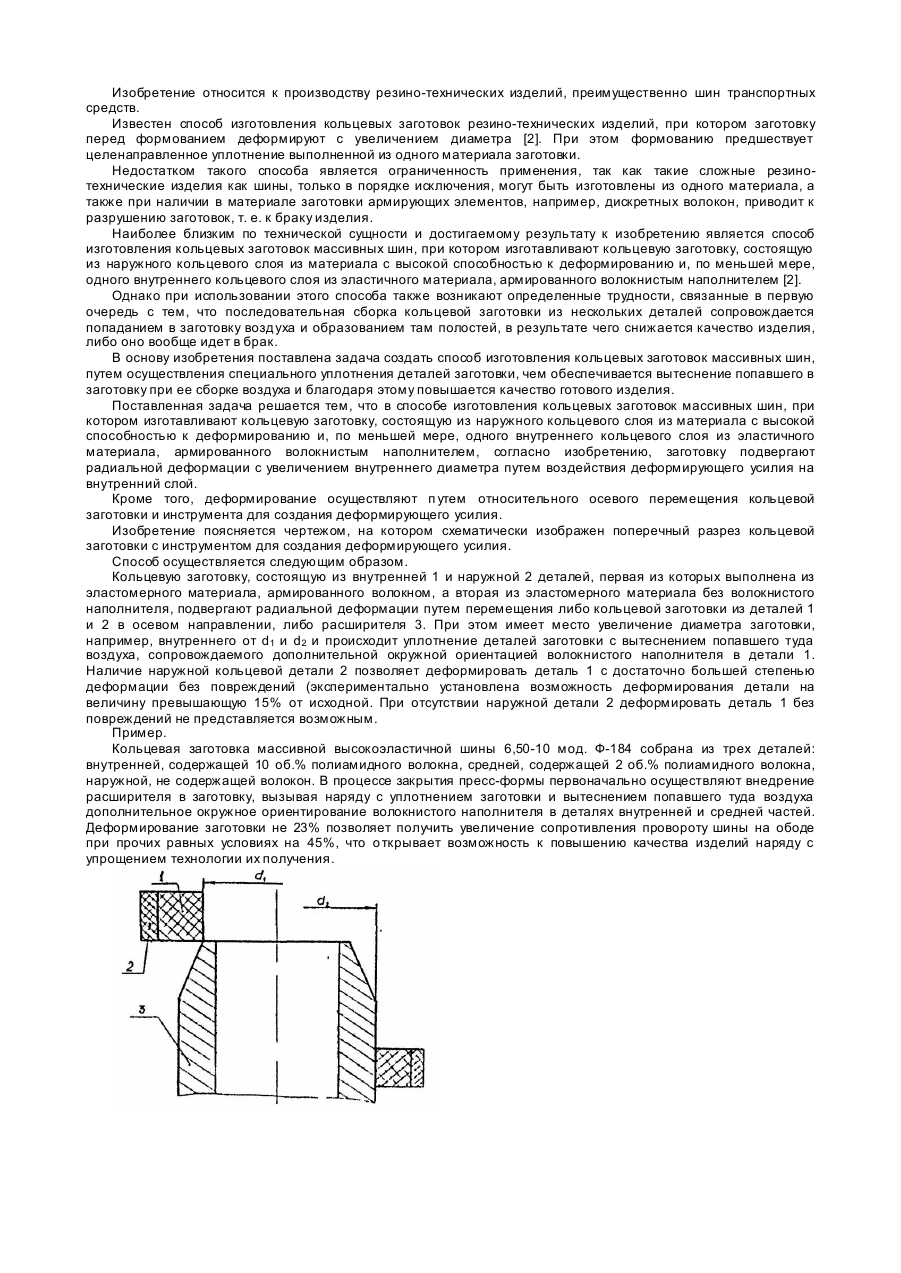
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Попередній патент: Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки
Наступний патент: Термофотовольтаїчний модуль
Випадковий патент: Зарядний пристрій для портативного джерела живлення і спосіб зарядження портативного джерела живлення