Абразивно-відрізний верстат
Формула / Реферат
1. Абразивно-відрізний верстат, що містить станину, на якій змонтовані механізм фіксації заготовок, виконаний у вигляді встановленого з можливістю горизонтального переміщення стола з парою привалкових губок для установки заготовок і гвинтовим механізмом, захисний кожух, вузол розрізання, виконаний у вигляді приводного абразивного диска, розміщеного на коромислі, встановленого з можливістю повороту спільно з валом і противагою, який відрізняється тим, що циліндрична постіль під гвинт в корпусі гвинтового механізму виконана гладкою з повздовжнім наскрізним пазом, в якому змонтована відкидна зубчаста рейка з відповідним різьбі гвинта зубчастим профілем.
2. Абразивно-відрізний верстат за п. 1, який відрізняється тим, що різьба гвинта механізму фіксації заготовок виконана прямокутного профілю.
Текст
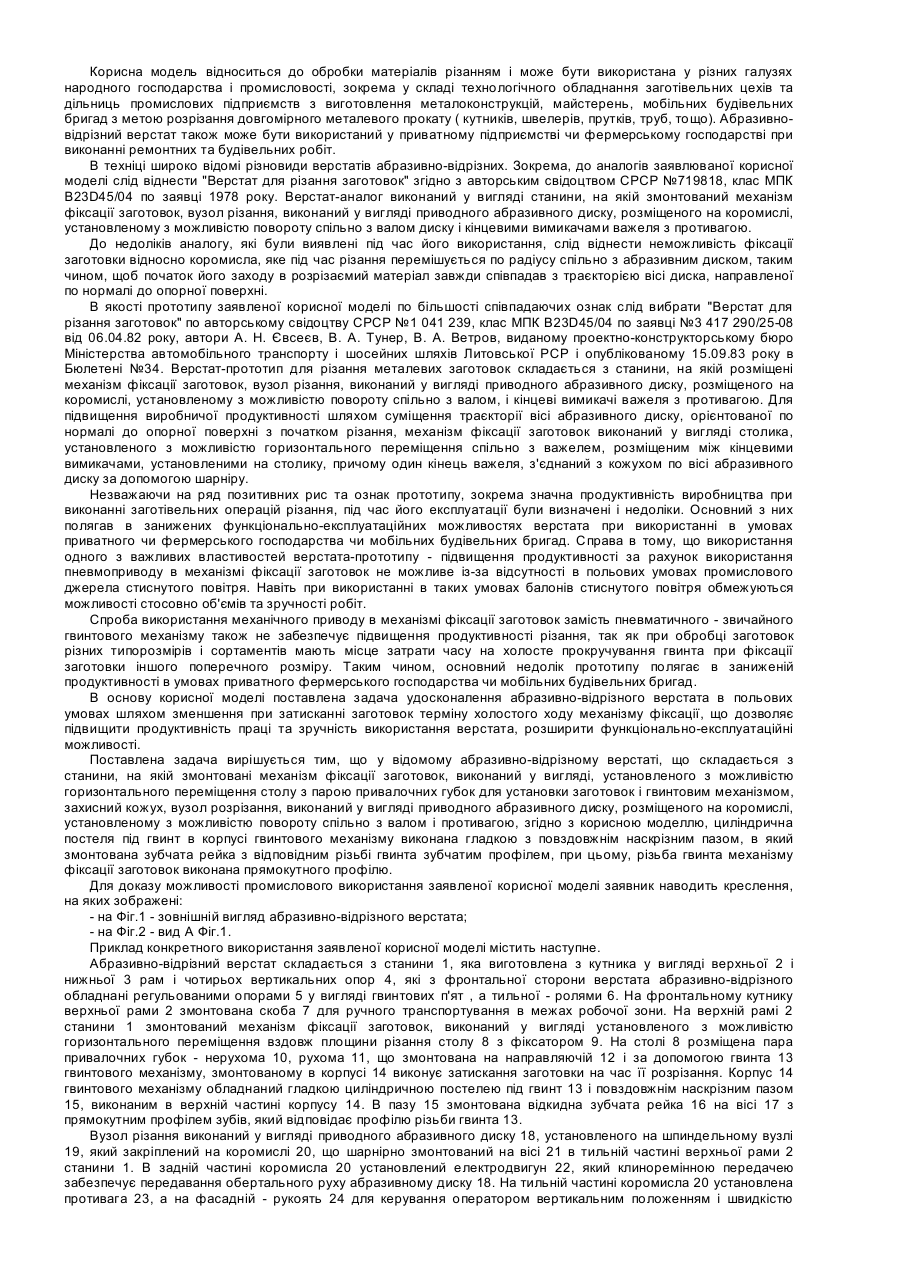
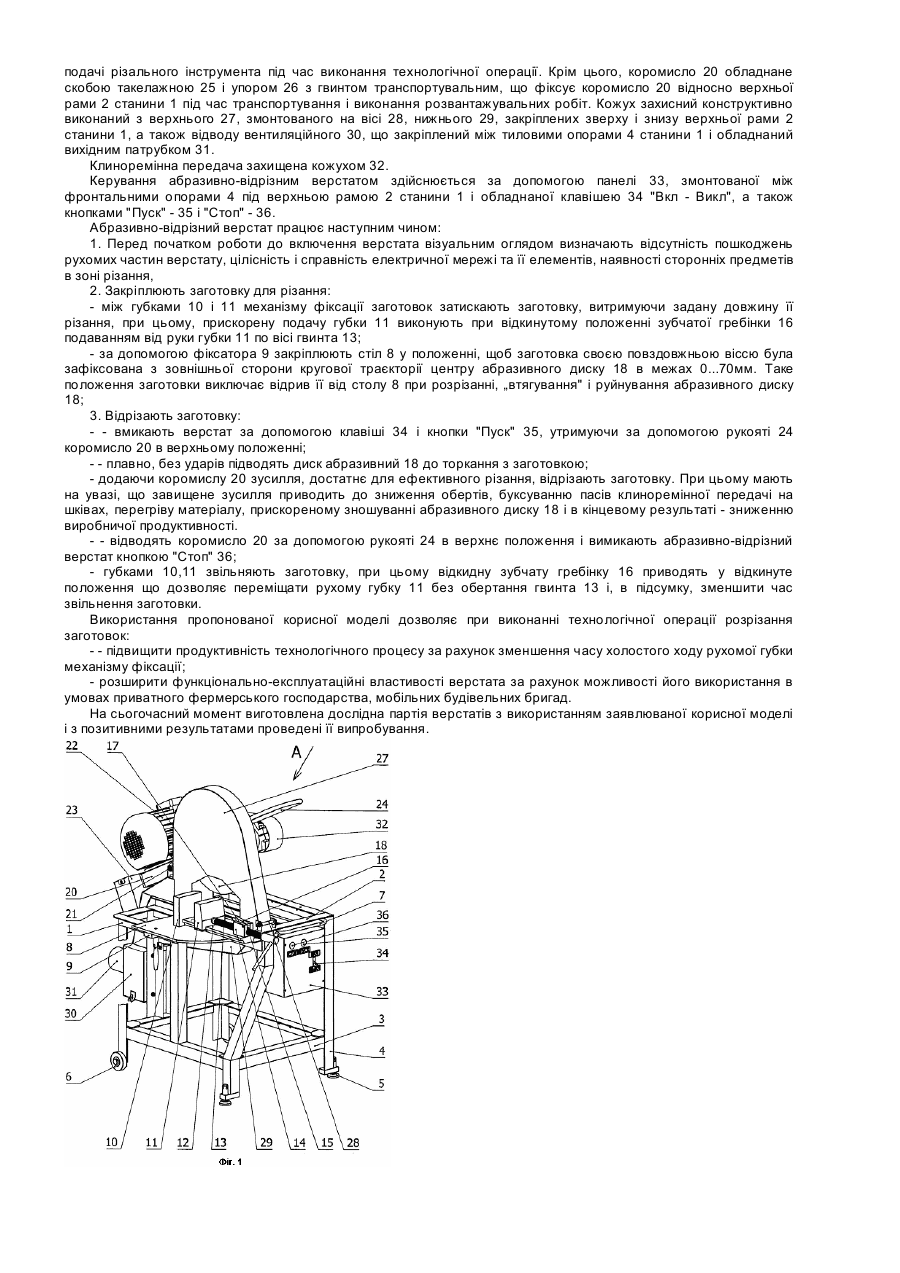
Корисна модель відноситься до обробки матеріалів різанням і може бути використана у різних галузях народного господарства і промисловості, зокрема у складі технологічного обладнання заготівельних цехів та дільниць промислових підприємств з виготовлення металоконструкцій, майстерень, мобільних будівельних бригад з метою розрізання довгомірного металевого прокату ( кутників, швелерів, прутків, труб, тощо). Абразивновідрізний верстат також може бути використаний у приватному підприємстві чи фермерському господарстві при виконанні ремонтних та будівельних робіт. В техніці широко відомі різновиди верстатів абразивно-відрізних. Зокрема, до аналогів заявлюваної корисної моделі слід віднести "Верстат для різання заготовок" згідно з авторським свідоцтвом СРСР №719818, клас МПК B23D45/04 по заявці 1978 року. Верстат-аналог виконаний у вигляді станини, на якій змонтований механізм фіксації заготовок, вузол різання, виконаний у вигляді приводного абразивного диску, розміщеного на коромислі, установленому з можливістю повороту спільно з валом диску і кінцевими вимикачами важеля з противагою. До недоліків аналогу, які були виявлені під час його використання, слід віднести неможливість фіксації заготовки відносно коромисла, яке під час різання перемішується по радіусу спільно з абразивним диском, таким чином, щоб початок його заходу в розрізаємий матеріал завжди співпадав з траєкторією вісі диска, направленої по нормалі до опорної поверхні. В якості прототипу заявленої корисної моделі по більшості співпадаючих ознак слід вибрати "Верстат для різання заготовок" по авторському свідоцтву СРСР №1 041 239, клас МПК B23D45/04 по заявці №3 417 290/25-08 від 06.04.82 року, автори А. Н. Євсеєв, В. А. Тунер, В. А. Ветров, виданому проектно-конструкторському бюро Міністерства автомобільного транспорту і шосейних шляхів Литовської РСР і опублікованому 15.09.83 року в Бюлетені №34. Верстат-прототип для різання металевих заготовок складається з станини, на якій розміщені механізм фіксації заготовок, вузол різання, виконаний у вигляді приводного абразивного диску, розміщеного на коромислі, установленому з можливістю повороту спільно з валом, і кінцеві вимикачі важеля з противагою. Для підвищення виробничої продуктивності шляхом суміщення траєкторії вісі абразивного диску, орієнтованої по нормалі до опорної поверхні з початком різання, механізм фіксації заготовок виконаний у вигляді столика, установленого з можливістю горизонтального переміщення спільно з важелем, розміщеним між кінцевими вимикачами, установленими на столику, причому один кінець важеля, з'єднаний з кожухом по вісі абразивного диску за допомогою шарніру. Незважаючи на ряд позитивних рис та ознак прототипу, зокрема значна продуктивність виробництва при виконанні заготівельних операцій різання, під час його експлуатації були визначені і недоліки. Основний з них полягав в занижених функціонально-експлуатаційних можливостях верстата при використанні в умовах приватного чи фермерського господарства чи мобільних будівельних бригад. Справа в тому, що використання одного з важливих властивостей верстата-прототипу - підвищення продуктивності за рахунок використання пневмоприводу в механізмі фіксації заготовок не можливе із-за відсутності в польових умовах промислового джерела стиснутого повітря. Навіть при використанні в таких умовах балонів стиснутого повітря обмежуються можливості стосовно об'ємів та зручності робіт. Спроба використання механічного приводу в механізмі фіксації заготовок замість пневматичного - звичайного гвинтового механізму також не забезпечує підвищення продуктивності різання, так як при обробці заготовок різних типорозмірів і сортаментів мають місце затрати часу на холосте прокручування гвинта при фіксації заготовки іншого поперечного розміру. Таким чином, основний недолік прототипу полягає в заниженій продуктивності в умовах приватного фермерського господарства чи мобільних будівельних бригад. В основу корисної моделі поставлена задача удосконалення абразивно-відрізного верстата в польових умовах шляхом зменшення при затисканні заготовок терміну холостого ходу механізму фіксації, що дозволяє підвищити продуктивність праці та зручність використання верстата, розширити функціонально-експлуатаційні можливості. Поставлена задача вирішується тим, що у відомому абразивно-відрізному верстаті, що складається з станини, на якій змонтовані механізм фіксації заготовок, виконаний у вигляді, установленого з можливістю горизонтального переміщення столу з парою привалочних губок для установки заготовок і гвинтовим механізмом, захисний кожух, вузол розрізання, виконаний у вигляді приводного абразивного диску, розміщеного на коромислі, установленому з можливістю повороту спільно з валом і противагою, згідно з корисною моделлю, циліндрична постеля під гвинт в корпусі гвинтового механізму виконана гладкою з повздовжнім наскрізним пазом, в який змонтована зубчата рейка з відповідним різьбі гвинта зубчатим профілем, при цьому, різьба гвинта механізму фіксації заготовок виконана прямокутного профілю. Для доказу можливості промислового використання заявленої корисної моделі заявник наводить креслення, на яких зображені: - на Фіг.1 - зовнішній вигляд абразивно-відрізного верстата; - на Фіг.2 - вид А Фіг.1. Приклад конкретного використання заявленої корисної моделі містить наступне. Абразивно-відрізний верстат складається з станини 1, яка виготовлена з кутника у вигляді верхньої 2 і нижньої 3 рам і чотирьох вертикальних опор 4, які з фронтальної сторони верстата абразивно-відрізного обладнані регульованими опорами 5 у вигляді гвинтових п'ят , а тильної - ролями 6. На фронтальному кутнику верхньої рами 2 змонтована скоба 7 для ручного транспортування в межах робочої зони. На верхній рамі 2 станини 1 змонтований механізм фіксації заготовок, виконаний у вигляді установленого з можливістю горизонтального переміщення вздовж площини різання столу 8 з фіксатором 9. На столі 8 розміщена пара привалочних губок - нерухома 10, рухома 11, що змонтована на направляючій 12 і за допомогою гвинта 13 гвинтового механізму, змонтованому в корпусі 14 виконує затискання заготовки на час її розрізання. Корпус 14 гвинтового механізму обладнаний гладкою циліндричною постелею під гвинт 13 і повздовжнім наскрізним пазом 15, виконаним в верхній частині корпусу 14. В пазу 15 змонтована відкидна зубчата рейка 16 на вісі 17 з прямокутним профілем зубів, який відповідає профілю різьби гвинта 13. Вузол різання виконаний у вигляді приводного абразивного диску 18, установленого на шпиндельному вузлі 19, який закріплений на коромислі 20, що шарнірно змонтований на вісі 21 в тильній частині верхньої рами 2 станини 1. В задній частині коромисла 20 установлений електродвигун 22, який клиноремінною передачею забезпечує передавання обертального руху абразивному диску 18. На тильній частині коромисла 20 установлена противага 23, а на фасадній - рукоять 24 для керування оператором вертикальним положенням і швидкістю подачі різального інструмента під час виконання технологічної операції. Крім цього, коромисло 20 обладнане скобою такелажною 25 і упором 26 з гвинтом транспортувальним, що фіксує коромисло 20 відносно верхньої рами 2 станини 1 під час транспортування і виконання розвантажувальних робіт. Кожух захисний конструктивно виконаний з верхнього 27, змонтованого на вісі 28, нижнього 29, закріплених зверху і знизу верхньої рами 2 станини 1, а також відводу вентиляційного 30, що закріплений між тиловими опорами 4 станини 1 і обладнаний вихідним патрубком 31. Клиноремінна передача захищена кожухом 32. Керування абразивно-відрізним верстатом здійснюється за допомогою панелі 33, змонтованої між фронтальними опорами 4 під верхньою рамою 2 станини 1 і обладнаної клавішею 34 "Вкл - Викл", а також кнопками "Пуск" - 35 і "Стоп" - 36. Абразивно-відрізний верстат працює наступним чином: 1. Перед початком роботи до включення верстата візуальним оглядом визначають відсутність пошкоджень рухомих частин верстату, цілісність і справність електричної мережі та її елементів, наявності сторонніх предметів в зоні різання, 2. Закріплюють заготовку для різання: - між губками 10 і 11 механізму фіксації заготовок затискають заготовку, витримуючи задану довжину її різання, при цьому, прискорену подачу губки 11 виконують при відкинутому положенні зубчатої гребінки 16 подаванням від руки губки 11 по вісі гвинта 13; - за допомогою фіксатора 9 закріплюють стіл 8 у положенні, щоб заготовка своєю повздовжньою віссю була зафіксована з зовнішньої сторони кругової траєкторії центру абразивного диску 18 в межах 0...70мм. Таке положення заготовки виключає відрив її від столу 8 при розрізанні, „втягування" і руйнування абразивного диску 18; 3. Відрізають заготовку: - - вмикають верстат за допомогою клавіші 34 і кнопки "Пуск" 35, утримуючи за допомогою рукояті 24 коромисло 20 в верхньому положенні; - - плавно, без ударів підводять диск абразивний 18 до торкання з заготовкою; - додаючи коромислу 20 зусилля, достатнє для ефективного різання, відрізають заготовку. При цьому мають на увазі, що завищене зусилля приводить до зниження обертів, буксуванню пасів клиноремінної передачі на шківах, перегріву матеріалу, прискореному зношуванні абразивного диску 18 і в кінцевому результаті - зниженню виробничої продуктивності. - - відводять коромисло 20 за допомогою рукояті 24 в верхнє положення і вимикають абразивно-відрізний верстат кнопкою "Стоп" 36; - губками 10,11 звільняють заготовку, при цьому відкидну зубчату гребінку 16 приводять у відкинуте положення що дозволяє переміщати рухому губку 11 без обертання гвинта 13 і, в підсумку, зменшити час звільнення заготовки. Використання пропонованої корисної моделі дозволяє при виконанні технологічної операції розрізання заготовок: - - підвищити продуктивність технологічного процесу за рахунок зменшення часу холостого ходу рухомої губки механізму фіксації; - розширити функціонально-експлуатаційні властивості верстата за рахунок можливості його використання в умовах приватного фермерського господарства, мобільних будівельних бригад. На сьогочасний момент виготовлена дослідна партія верстатів з використанням заявлюваної корисної моделі і з позитивними результатами проведені її випробування.
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive cutoff machine
Автори англійськоюShkurchenko Kostiantyn Viktorovych
Назва патенту російськоюАбразивно-отрезной станок
Автори російськоюШкурченко Константин Викторович
МПК / Мітки
МПК: B23D 45/00
Мітки: абразивно-відрізний, верстат
Код посилання
<a href="https://ua.patents.su/3-32408-abrazivno-vidriznijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Абразивно-відрізний верстат</a>
Центрувально-відрізний верстат
Номер патенту: 31996
Опубліковано: 25.04.2008
Автори: Артьомов Ігор Вікторович, Діордійчук Владислав Віталійович, Цветков Руслан Володимирович
МПК: B27B 13/00
Мітки: центрувально-відрізний, верстат
Формула / Реферат:
Центрувально-відрізний верстат, що містить станину, по обох боках якої рухомо встановлені каретки, жорстко закріплені на каретках центрувальні бабки, кожна з яких обладнана зенкером і свердлом, підйомні ролики та притискачі для установки і кріплення на них виробу, а також пиляльні вузли, які закріплені на візках, що встановлені на станині з можливістю переміщення по напрямним, які перпендикулярні осі виробу, при цьому кожний пиляльний вузол...
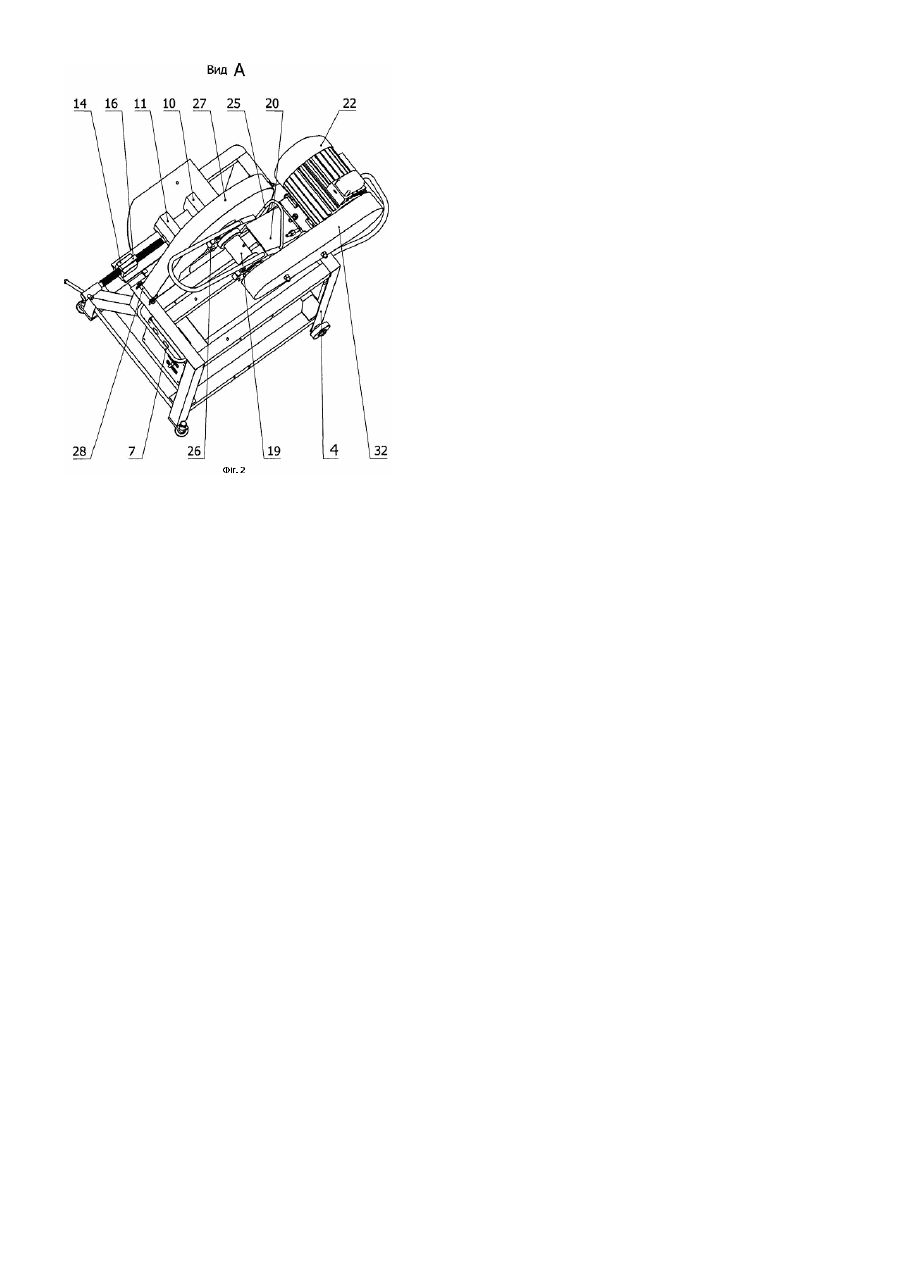
Центрувально-відрізний верстат для двостороннього відрізання додатків і центрування заготовок осей колісних пар локомотивів і вагонів залізничного транспорту
Номер патенту: 23155
Опубліковано: 10.05.2007
Автори: Луконін Віктор Сергійович, Шпортенко Геннадій Пантелеймонович
МПК: B23B 49/00, B23D 49/00, B23P 23/00
Мітки: верстат, відрізання, колісних, пар, осей, центрування, локомотивів, заготовок, центрувально-відрізний, залізничного, двостороннього, вагонів, додатків, транспорту
Формула / Реферат:
Центрувально-відрізний верстат для двостороннього відрізання додатків і центрування заготовок осей колісних пар локомотивів і вагонів залізничного транспорту, що містить станину з змонтованим на ній домкратом й переміщувані по ній дві каретки з полозками і з встановленими на полозках обробляючими бабками з механізмами відрізання додатків і головками з металорізними інструментами, який відрізняється тим, що встановлені на полозках, оснащених...
Установка абразивно-струминної очистки

Номер патенту: 668
Опубліковано: 16.10.2000
Автори: Галаздра Володимир Миколайович, Бездєнєжних Володимир Васильович, Пономарьов Володимир Миколайович, Ольгард Ігор Шиманович, Савєлов Володимир Володимирович, Данилов Віктор Григорович, Менделєєв Анатолій Ісаакович, Рєзніченко Віктор Петрович
МПК: B24C 3/00
Мітки: установка, очистки, абразивно-струминної
Формула / Реферат:
Установка абразивно-струминної очистки, яка вміщує жорстко закріплені в контейнері струминний апарат з завантажувальним пристроєм, пристрій підготовки повітря, з'єднаний з струминним апаратом трубопроводом, і бункер для абразивного матеріалу, закріплений на контейнері з можливістю взаємодії з завантажувальним пристроєм струминного апарата, яка відрізняється тим, що установка включає компресорну станцію, жорстко закріплену у контейнері і...
Верстат для розрізки заготовок магнітів
Номер патенту: 28349
Опубліковано: 10.12.2007
Автори: Малишев Віктор Михайлович, Смоквина Володимир Віталійович, Бровченко Анатолій Михайлович, Лавріненко Валерій Іванович
МПК: B23D 69/00
Мітки: магнітів, верстат, заготовок, розрізки
Формула / Реферат:
Верстат для розрізки заготовок магнітів, що має магазин із заготовками, механізм завантаження, вузол подачі мастильно-охолоджуючої рідини, який відрізняється тим, що верстат устатковано високоточним шпинделем з блоком спеціальних інструментів на гальванічній зв'язці та додатково барабанами з механізмом захоплення і закріплення заготовок.
Верстат для виготовлення гвинтових гофрованих заготовок
Номер патенту: 7813
Опубліковано: 15.07.2005
Автори: Драган Андрій Петрович, Гевко Богдан Матвійович, Дячун Андрій Євгенович
МПК: B21D 11/06
Мітки: заготовок, гвинтових, гофрованих, верстат, виготовлення
Формула / Реферат:
Верстат для виготовлення гвинтових гофрованих заготовок, який виготовлено у вигляді станини, механізму формоутворення, коробки швидкостей, механізму приводу подачі, механізму радіального підтиску, торцевої і шліцевої втулок, який відрізняється тим, що перед механізмом приводу перпендикулярно до його осі встановлено механізм гофроутворення і подачі заготовки в зону навивання, який виконано у вигляді двох гофроутворюючих коліс, механізму...
Попередній патент: Обмежник просування заготовок
Наступний патент: Котел водогрійний
Випадковий патент: Спосіб діагностики розвитку остеопорозу