Центрувально-відрізний верстат
Номер патенту: 31996
Опубліковано: 25.04.2008
Автори: Цветков Руслан Володимирович, Артьомов Ігор Вікторович, Діордійчук Владислав Віталійович
Формула / Реферат
Центрувально-відрізний верстат, що містить станину, по обох боках якої рухомо встановлені каретки, жорстко закріплені на каретках центрувальні бабки, кожна з яких обладнана зенкером і свердлом, підйомні ролики та притискачі для установки і кріплення на них виробу, а також пиляльні вузли, які закріплені на візках, що встановлені на станині з можливістю переміщення по напрямним, які перпендикулярні осі виробу, при цьому кожний пиляльний вузол обладнаний пультом керування, який відрізняється тим, що кожний пиляльний вузол являє собою стрічкопильну головку з приводом, яка шарнірно закріплена на кінці горизонтального кронштейна, вільний кінець якого прикріплений до візка, при цьому стрічкопильна головка обладнана гідроциліндром для підйому та опускання стрічкопильної головки відносно осі виробу, а вісь шарнірного кріплення стрічкопильної головки на кінці горизонтального кронштейна паралельна осі виробу.
Текст
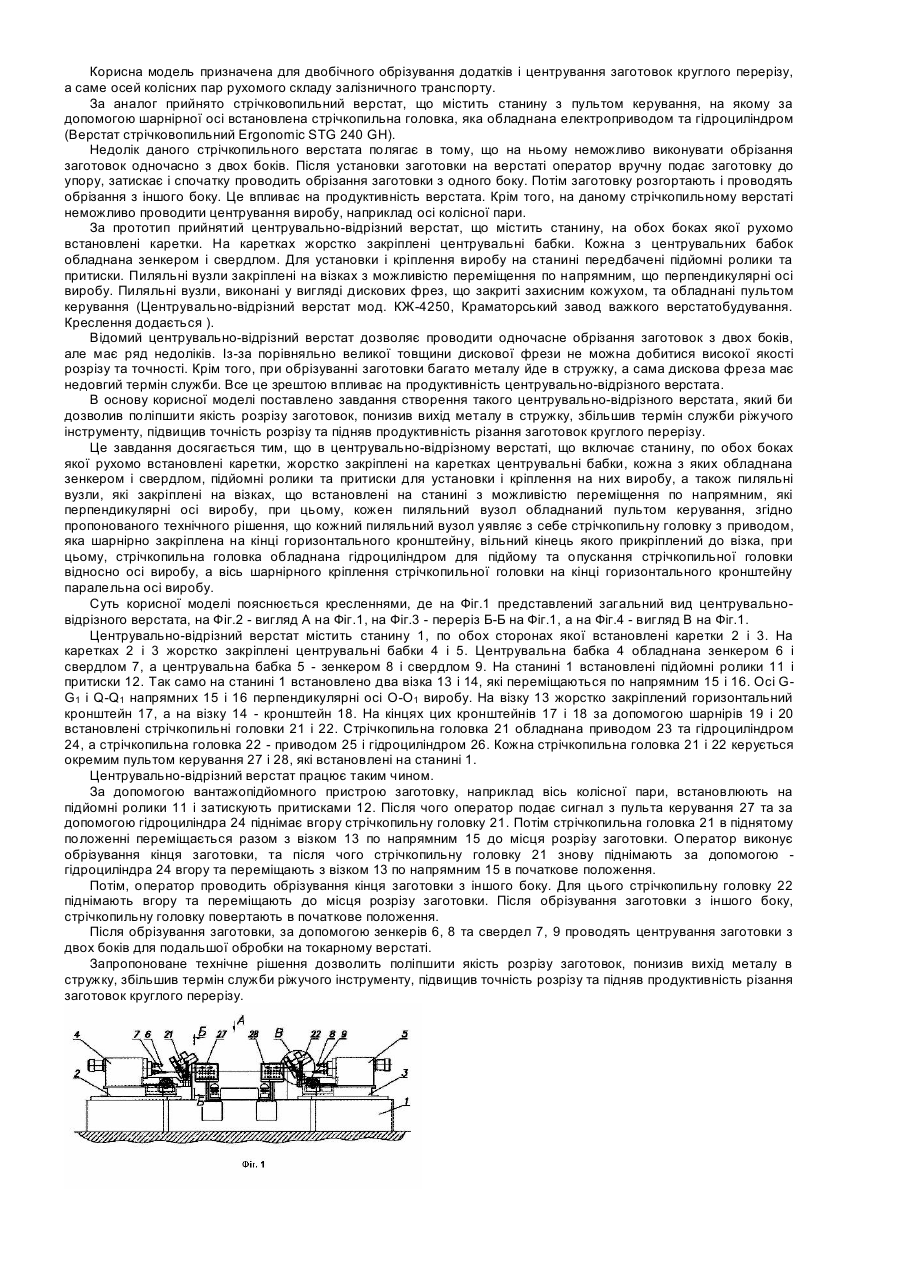
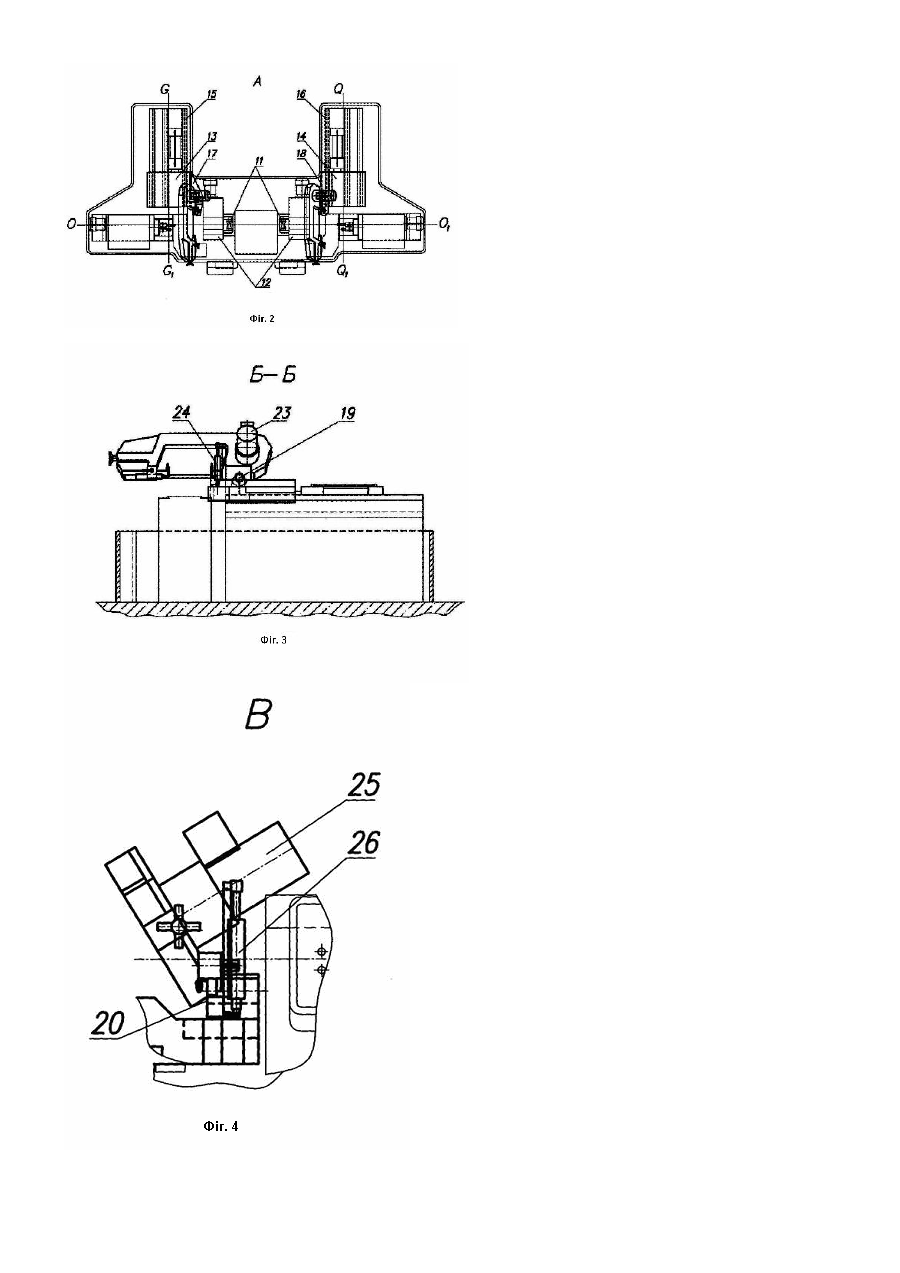
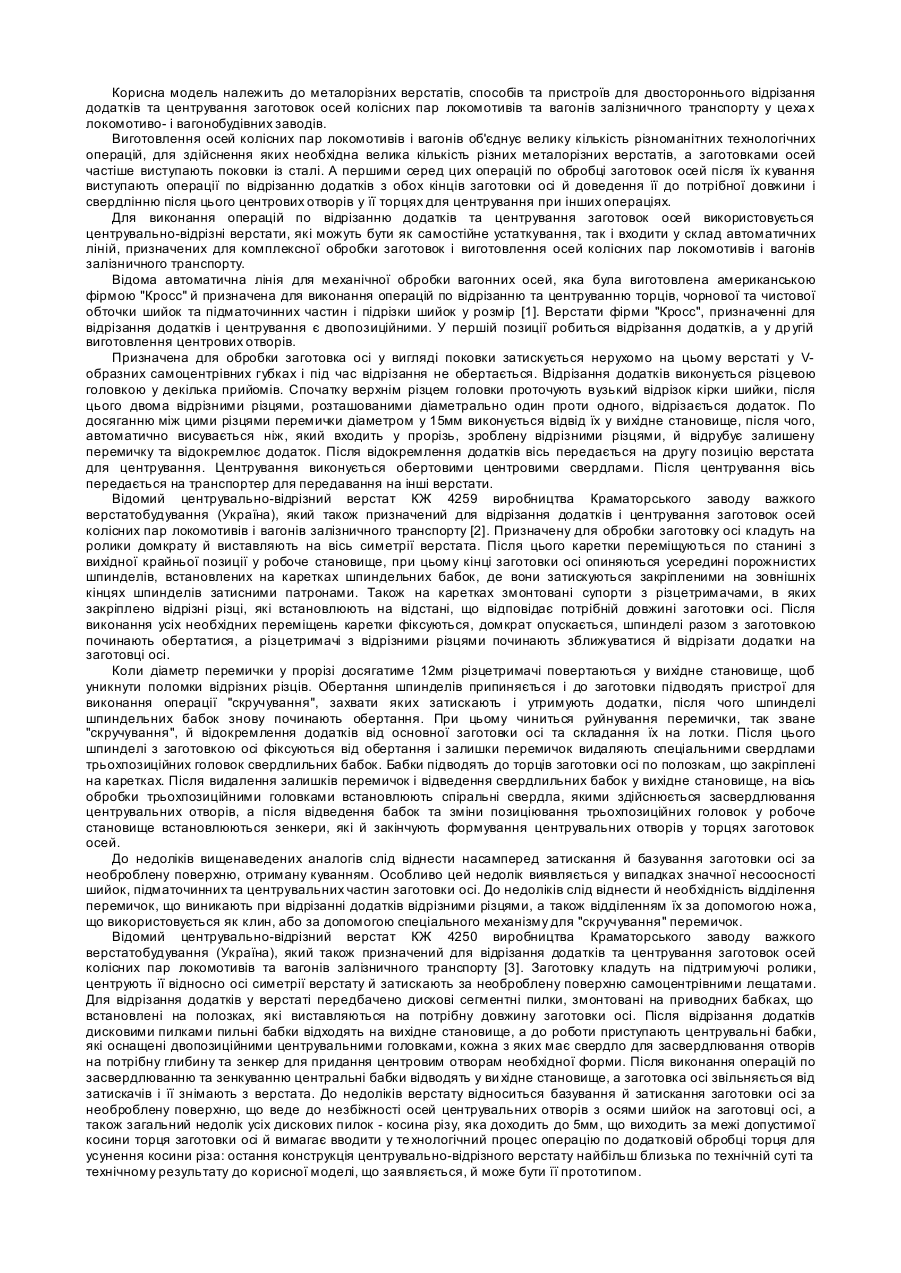
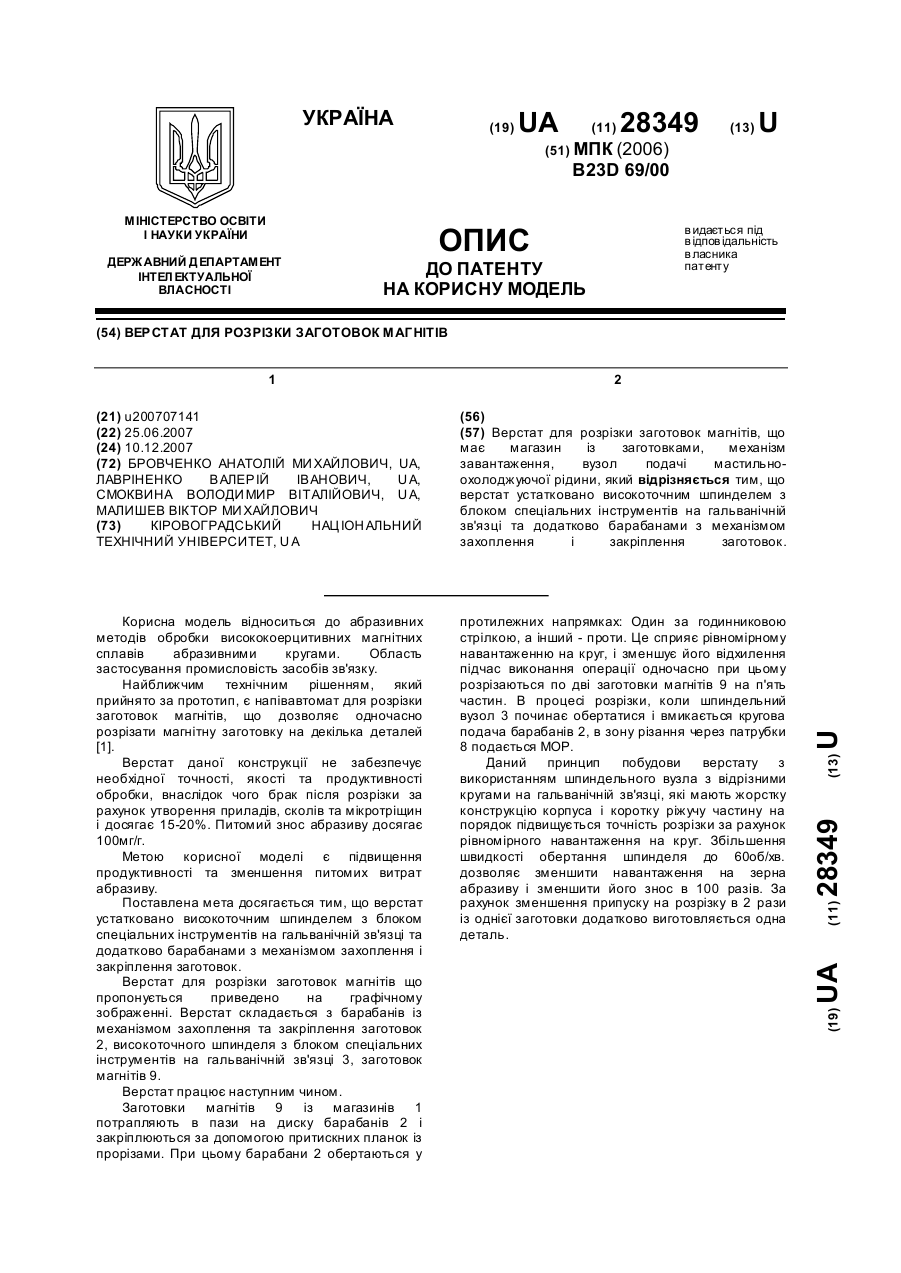
Корисна модель призначена для двобічного обрізування додатків і центрування заготовок круглого перерізу, а саме осей колісних пар рухомого складу залізничного транспорту. За аналог прийнято стрічковопильний верстат, що містить станину з пультом керування, на якому за допомогою шарнірної осі встановлена стрічкопильна головка, яка обладнана електроприводом та гідроциліндром (Верстат стрічковопильний Ergonomic STG 240 GH). Недолік даного стрічкопильного верстата полягає в тому, що на ньому неможливо виконувати обрізання заготовок одночасно з двох боків. Після установки заготовки на верстаті оператор вручну подає заготовку до упору, затискає і спочатку проводить обрізання заготовки з одного боку. Потім заготовку розгортають і проводять обрізання з іншого боку. Це впливає на продуктивність верстата. Крім того, на даному стрічкопильному верстаті неможливо проводити центрування виробу, наприклад осі колісної пари. За прототип прийнятий центрувально-відрізний верстат, що містить станину, на обох боках якої рухомо встановлені каретки. На каретках жорстко закріплені центрувальні бабки. Кожна з центрувальних бабок обладнана зенкером і свердлом. Для установки і кріплення виробу на станині передбачені підйомні ролики та притиски. Пиляльні вузли закріплені на візках з можливістю переміщення по напрямним, що перпендикулярні осі виробу. Пиляльні вузли, виконані у вигляді дискових фрез, що закриті захисним кожухом, та обладнані пультом керування (Центрувально-відрізний верстат мод. КЖ-4250, Краматорський завод важкого верстатобудування. Креслення додається ). Відомий центрувально-відрізний верстат дозволяє проводити одночасне обрізання заготовок з двох боків, але має ряд недоліків. Із-за порівняльно великої товщини дискової фрези не можна добитися високої якості розрізу та точності. Крім того, при обрізуванні заготовки багато металу йде в стружку, а сама дискова фреза має недовгий термін служби. Все це зрештою впливає на продуктивність центрувально-відрізного верстата. В основу корисної моделі поставлено завдання створення такого центрувально-відрізного верстата, який би дозволив поліпшити якість розрізу заготовок, понизив вихід металу в стружку, збільшив термін служби ріжучого інструменту, підвищив точність розрізу та підняв продуктивність різання заготовок круглого перерізу. Це завдання досягається тим, що в центрувально-відрізному верстаті, що включає станину, по обох боках якої рухомо встановлені каретки, жорстко закріплені на каретках центрувальні бабки, кожна з яких обладнана зенкером і свердлом, підйомні ролики та притиски для установки і кріплення на них виробу, а також пиляльні вузли, які закріплені на візках, що встановлені на станині з можливістю переміщення по напрямним, які перпендикулярні осі виробу, при цьому, кожен пиляльний вузол обладнаний пультом керування, згідно пропонованого технічного рішення, що кожний пиляльний вузол уявляє з себе стрічкопильну головку з приводом, яка шарнірно закріплена на кінці горизонтального кронштейну, вільний кінець якого прикріплений до візка, при цьому, стрічкопильна головка обладнана гідроциліндром для підйому та опускання стрічкопильної головки відносно осі виробу, а вісь шарнірного кріплення стрічкопильної головки на кінці горизонтального кронштейну паралельна осі виробу. Суть корисної моделі пояснюється кресленнями, де на Фіг.1 представлений загальний вид центрувальновідрізного верстата, на Фіг.2 - вигляд А на Фіг.1, на Фіг.3 - переріз Б-Б на Фіг.1, а на Фіг.4 - вигляд В на Фіг.1. Центрувально-відрізний верстат містить станину 1, по обох сторонах якої встановлені каретки 2 і 3. На каретках 2 і 3 жорстко закріплені центрувальні бабки 4 і 5. Центрувальна бабка 4 обладнана зенкером 6 і свердлом 7, а центрувальна бабка 5 - зенкером 8 і свердлом 9. На станині 1 встановлені підйомні ролики 11 і притиски 12. Так само на станині 1 встановлено два візка 13 і 14, які переміщаються по напрямним 15 і 16. Осі GG1 і Q-Q1 напрямних 15 і 16 перпендикулярні осі О-О1 виробу. На візку 13 жорстко закріплений горизонтальний кронштейн 17, а на візку 14 - кронштейн 18. На кінцях цих кронштейнів 17 і 18 за допомогою шарнірів 19 і 20 встановлені стрічкопильні головки 21 і 22. Стрічкопильна головка 21 обладнана приводом 23 та гідроциліндром 24, а стрічкопильна головка 22 - приводом 25 і гідроциліндром 26. Кожна стрічкопильна головка 21 і 22 керується окремим пультом керування 27 і 28, які встановлені на станині 1. Центрувально-відрізний верстат працює таким чином. За допомогою вантажопідйомного пристрою заготовку, наприклад вісь колісної пари, встановлюють на підйомні ролики 11 і затискують притисками 12. Після чого оператор подає сигнал з пульта керування 27 та за допомогою гідроциліндра 24 піднімає вгору стрічкопильну головку 21. Потім стрічкопильна головка 21 в піднятому положенні переміщається разом з візком 13 по напрямним 15 до місця розрізу заготовки. Оператор виконує обрізування кінця заготовки, та після чого стрічкопильну головку 21 знову піднімають за допомогою гідроциліндра 24 вгору та переміщають з візком 13 по напрямним 15 в початкове положення. Потім, оператор проводить обрізування кінця заготовки з іншого боку. Для цього стрічкопильну головку 22 піднімають вгору та переміщають до місця розрізу заготовки. Після обрізування заготовки з іншого боку, стрічкопильну головку повертають в початкове положення. Після обрізування заготовки, за допомогою зенкерів 6, 8 та свердел 7, 9 проводять центрування заготовки з двох боків для подальшої обробки на токарному верстаті. Запропоноване технічне рішення дозволить поліпшити якість розрізу заготовок, понизив вихід металу в стружку, збільшив термін служби ріжучого інструменту, підвищив точність розрізу та підняв продуктивність різання заготовок круглого перерізу.
ДивитисяДодаткова інформація
Назва патенту англійськоюCentering and facing machine
Автори англійськоюDiordiichuk Vladyslav Vitaliiovych, Artiomov Ihor Viktorovych, Artiomov Ihor Viktorovych
Назва патенту російськоюЦентровально-подрезной станок
Автори російськоюДиордийчук Владислав Витальевич, Цветков Руслан Владимирович, Артемов Игорь Викторович
МПК / Мітки
МПК: B27B 13/00
Мітки: центрувально-відрізний, верстат
Код посилання
<a href="https://ua.patents.su/2-31996-centruvalno-vidriznijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Центрувально-відрізний верстат</a>
Центрувально-відрізний верстат для двостороннього відрізання додатків і центрування заготовок осей колісних пар локомотивів і вагонів залізничного транспорту
Номер патенту: 23155
Опубліковано: 10.05.2007
Автори: Шпортенко Геннадій Пантелеймонович, Луконін Віктор Сергійович
МПК: B23B 49/00, B23P 23/00, B23D 49/00
Мітки: пар, вагонів, відрізання, заготовок, додатків, центрування, залізничного, двостороннього, локомотивів, осей, транспорту, верстат, колісних, центрувально-відрізний
Формула / Реферат:
Центрувально-відрізний верстат для двостороннього відрізання додатків і центрування заготовок осей колісних пар локомотивів і вагонів залізничного транспорту, що містить станину з змонтованим на ній домкратом й переміщувані по ній дві каретки з полозками і з встановленими на полозках обробляючими бабками з механізмами відрізання додатків і головками з металорізними інструментами, який відрізняється тим, що встановлені на полозках, оснащених...
Верстат для розрізки заготовок магнітів
Номер патенту: 28349
Опубліковано: 10.12.2007
Автори: Лавріненко Валерій Іванович, Бровченко Анатолій Михайлович, Малишев Віктор Михайлович, Смоквина Володимир Віталійович
МПК: B23D 69/00
Мітки: розрізки, заготовок, верстат, магнітів
Формула / Реферат:
Верстат для розрізки заготовок магнітів, що має магазин із заготовками, механізм завантаження, вузол подачі мастильно-охолоджуючої рідини, який відрізняється тим, що верстат устатковано високоточним шпинделем з блоком спеціальних інструментів на гальванічній зв'язці та додатково барабанами з механізмом захоплення і закріплення заготовок.
Розкочувальний верстат
Номер патенту: 23704
Опубліковано: 11.06.2007
Автор: Назаренко Олександр Андрійович
МПК: B21D 22/18
Мітки: розкочувальний, верстат
Формула / Реферат:
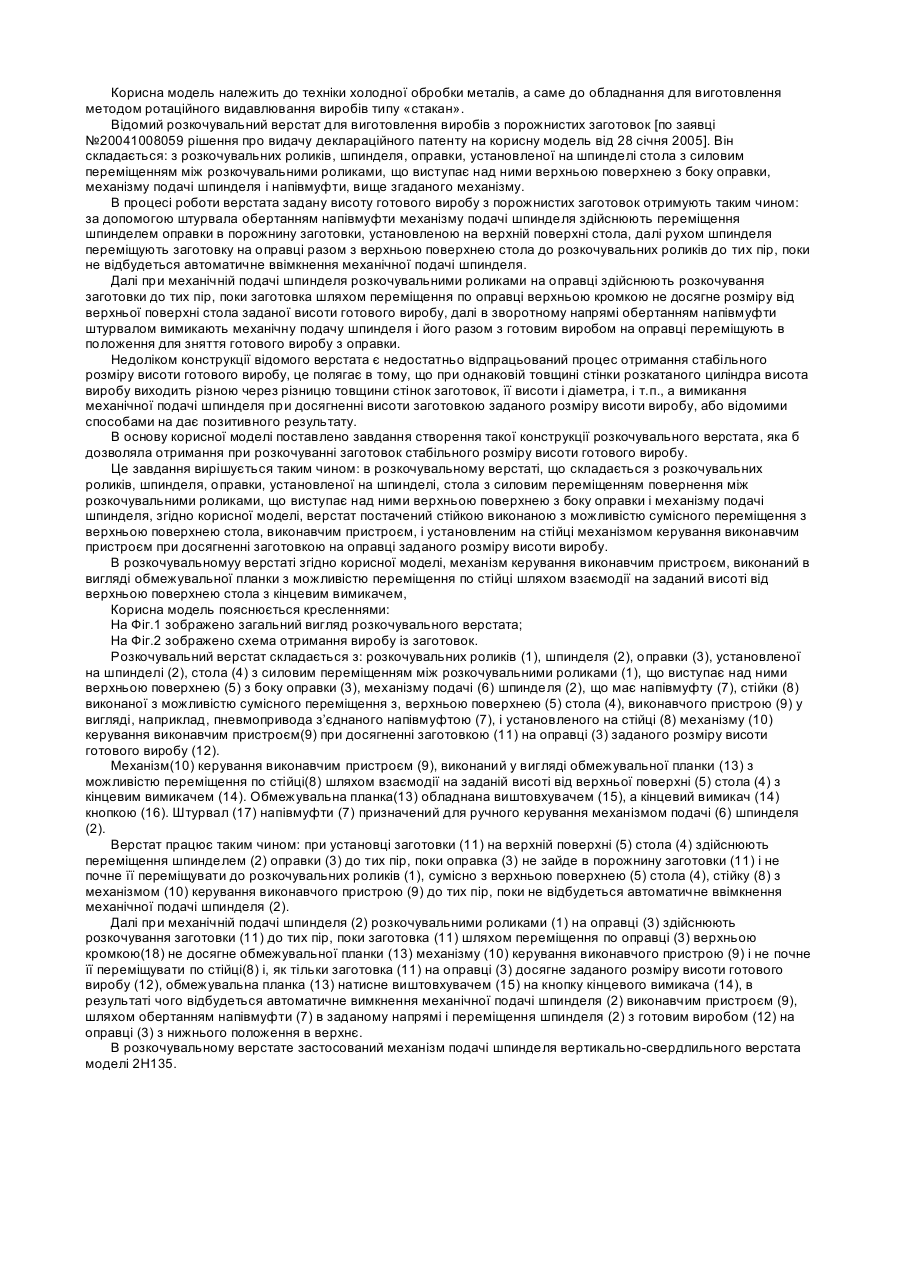
1. Розкочувальний верстат, що містить розкочувальні ролики, шпиндель, оправку, установлену на шпинделі, стіл з силовим переміщенням між розкочувальними роликами, що виступає над ними верхньою поверхнею з боку оправки і механізму подачі шпинделя, який відрізняється тим, що верстат оснащений стійкою, виконаною з можливістю сумісного переміщення з верхньою поверхнею стола, виконавчим пристроєм і установленим на стійці механізмом керування...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: виготовлення, обкочуванням, валів, типу, ступінчастих, верстат, заготовок
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Багатоопераційний верстат
Номер патенту: 5095
Опубліковано: 15.02.2005
Автори: Павленко Іван Іванович, Пестунов Володимир Михайлович, Крамар Артем Володимирович
МПК: B23Q 3/157, B23Q 15/00, B23B 11/00
Мітки: верстат, багатоопераційний
Формула / Реферат:
1. Багатоопераційний верстат, що містить передню бабку, задню бабку, які зв'язані з приводом обертового руху, і два супорти, які оснащені механізмом взаємно перпендикулярного руху подачі, який відрізняється тим, що супорти встановлені на траверсі, розташованій паралельно осям шпинделів передньої та задньої бабок і зв'язаній з механізмом вертикальної подачі.2. Верстат за п. 1, який відрізняється тим, що він оснащений попарно...
Попередній патент: Спосіб сівби
Наступний патент: Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Випадковий патент: Система автоматичного управління газовим потоком