Спосіб термообробки огрудкованих сировинних матеріалів
Номер патенту: 32485
Опубліковано: 12.05.2008
Автори: Ситнік Володимир Віталійович, Мірошников Валерій Васильович, Рева Олександр Васильович, Петров Анатолій Васильович, Новак Сергій Борисович
Формула / Реферат
1. Спосіб термообробки огрудкованих сировинних матеріалів, що включає завантаження сировини на обпалювальні візки, поетапну теплову обробку її у зонах сушіння, нагрівання, обпалювання і охолодження, який відрізняється тим, що нагрівання сировини у зоні обпалювання до максимальної температури ведуть за допомогою мікрохвильового джерела енергії надвисокої частоти при частоті 915 МГц.
2. Спосіб за п. 1, який відрізняється тим, що обпалення здійснюють при питомій потужності випромінювання надвисокої частоти 31-36 кВт/т зі швидкістю росту температури 650-700 °С/хв до заданої максимальної температури, після чого витримують протягом 3-5 хвилин.
3. Спосіб за п. 1, який відрізняється тим, що керування швидкістю нагрівання і обпалювання здійснюють шляхом зміни напруженості електромагнітного поля і зміни частоти імпульсів, що подають за допомогою хвилеводів та антен-випромінювачів.
4. Спосіб за п. 1, який відрізняється тим, що внутрішню частину камери надвисокої частоти обладнують теплоізолюючим екраном, виконаним з можливістю відбиття енергії надвисокої частоти.
Текст
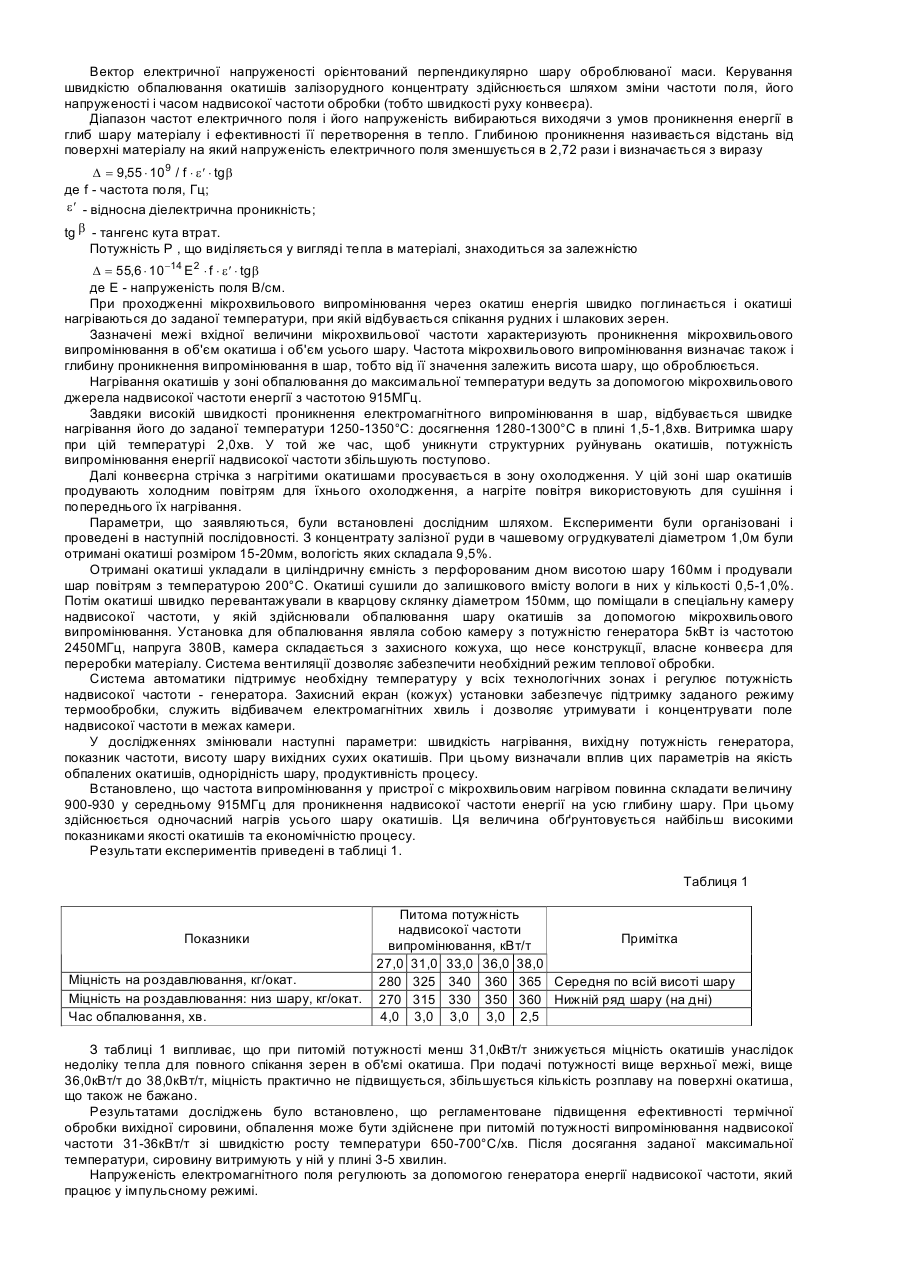
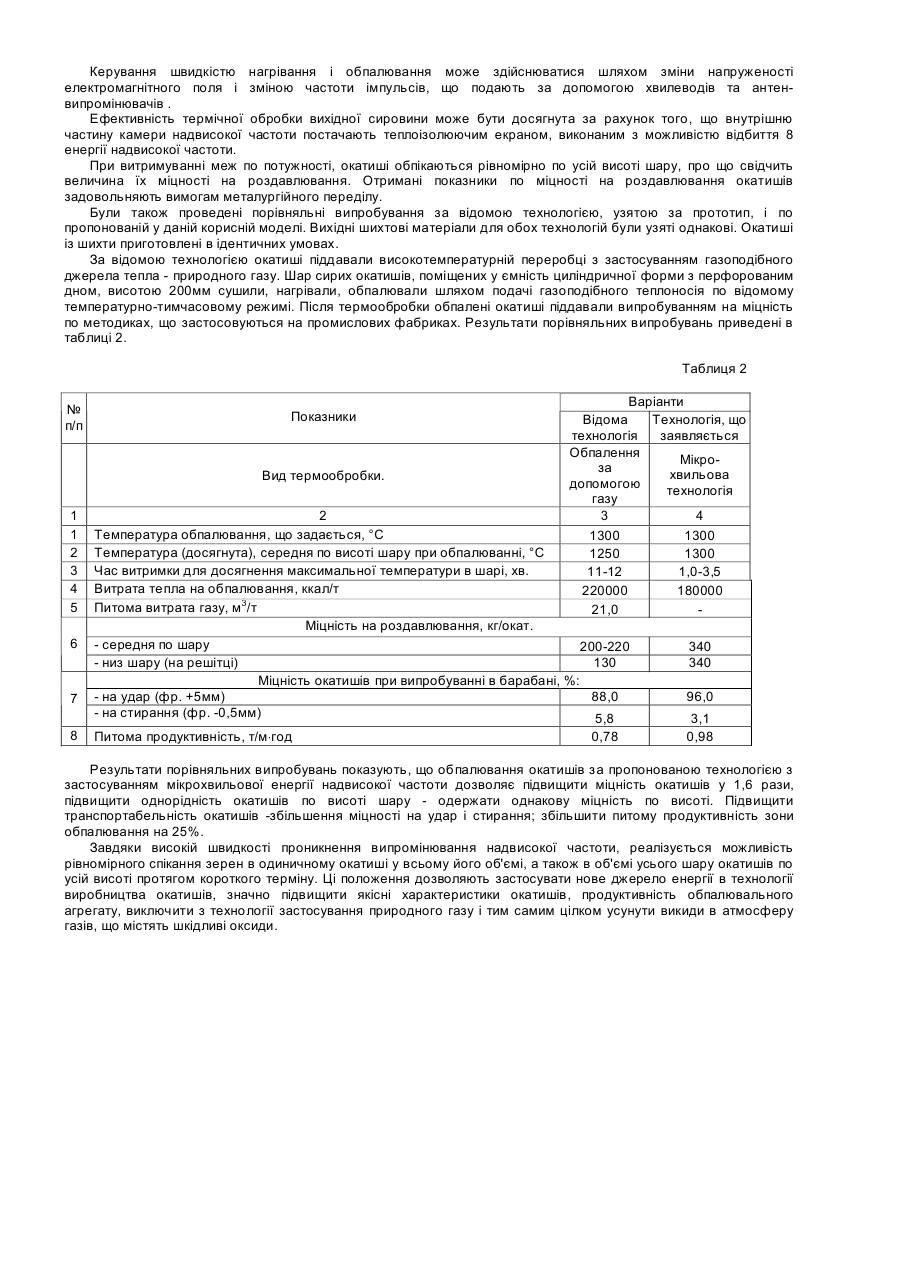
Корисна модель відноситься до підготовки сировини до металургійного переділу, зокрема, до технології термообробки для зміцнення металовмісних матеріалів на обпалювальних машинах конвеєрного типу, що дозволяють одержати товарний продукт. Відомий спосіб термообробки залізорудних окатишів, що здійснюється на обпалювальних конвеєрних машинах [Паталах А.А. и др. Агрегаты для обжига железорудных окатышей. «Черметинформация» серия 3, выпуск 6, 1972]. Спосіб включає сушіння залізорудної сировини, його підігрів, обпалювання і охолодження. При охолодженні здійснюється рекуперація теплової енергії для попереднього підігріву сировини перед подачею її в зону обпалювання. Обпалювання окатишів на таких обпалювальних машинах здійснюється за допомогою твердого, рідкого, газоподібного, а також комбінованого (змішаного) палива. Активізація процесу обпалювання усередині маси сировини здійснюється введенням на поверхню брикетів або окатишів твердого палива. Використання твердого палива призводить до збільшення собівартості продукції і необхідності додаткового технологічного устаткування, яке забезпечує подачу і дозування палива у вихідну сировину. Вплив на окатиші зовнішнього джерела тепла залежить від якості палива і його розподілу по масі сировини, що ускладнює можливість керування технологічним процесом. Якість окатишів виходить нерівномірною по висоті шару, що є значним недоліком для металургійної промисловості. До недоліків цього способу відноситься також застосування газоподібного чи рідкого палива, що спалюється в камерах над шаром з наступним прососом димових газів через шар окатишів. У цьому випадку температуру газутеплоносія в горні зони обпалювання необхідно підтримувати оптимальною на великій довжині машини до моменту досягнення майже такої ж температури в нижній частині шару окатишів. У результаті сумарні втрати тепла і газів, що відходять у навколишній простір досягають значної величини. Відомий спосіб термообробки окатишів на обпалювальній машині конвеєрного типу, на колосники якої під шар сирих окатишів попередньо покладають шар з обпалених окатишів. Термообробка здійснюється за допомогою спалювання природного газу в камері зони обпалювання і наступному охолодженні шару продувом чи просом холодного повітря, який потім направляється в зони сушіння і підігріву для рекуперації тепла і зниження витрат природного газу [Ручкин И.Е. Производство железорудных окатышей, М., Металлургия, 1976, стр.130-142, 184с.]. Цей спосіб характеризується значною витратою природного газу до 30-35 м3/т, втратами тепла при транспортуванні переточних газів, використанням потужних димососів, які споживають велику кількість електроенергії, що підвищує експлуатаційні витрати на одержання окатишів. Істотним недоліком способу є також необхідність застосування жароміцних сталей для обпалювальних візків і колосників машини. Найбільш близьким рішенням, обраним, як прототип, є спосіб зміцнення огрудкованих сировинних матеріалів, що включає завантаження сирих окатишів на обпалювальні візки, поетапну теплову обробку їх у зонах сушіння, нагрівання, обпалювання і охолодження [А.С. СРСР, №523950 C22В1/02]. У відомому способі термообробку окатишів ведуть у зональному режимі, змінюючи в зонах тиск теплоносія, вихідним компонентом якого є природний газ. Для підвищення рівномірності термообробки шару окатишів робиться додаткова операція в зоні обпалювання по введенню в шар бідної газоповітряної суміші, призначеної для обпалювання нижньої частини шару. При термообробці використовують нагріті гази, що відходять, і повітря зони охолодження в зонах сушіння і обпалювання. Недоліком цього способу є неможливість одержання рівномірного обпалювання по усій висоті шару, а отже і міцності окатишів. Високотемпературна зона займає значну частину обпалювальної машини, що знижує її продуктивність, а також вимагає витрати значної кількості тепла, джерелом якого є природний газ, дефіцитність і висока вартість якого загальновідомі. Задачею корисної моделі є удосконалення способу зміцнення огрудкованих сировинних матеріалів за рахунок термообробки вихідної сировини хвилями надвисокої частоти, що дозволяє усунути з процесу термообробки сировини природного газу; підвищити однорідність і міцність товарного продукту по усій висоті шару; підвищити питому продуктивність обпалювального агрегату; при цьому значно поліпшити екологічну безпеку - виробництва продукції. Поставлена задача вирішується за рахунок того, що спосіб зміцнення термообробкою огрудкованих сировинних матеріалів, що включає завантаження вихідної сировини на обпалювальні візки, поетапну теплову обробку їх у зонах сушіння, нагрівання, обпалювання і охолодження. Згідно корисної моделі, нагрівання сировини у зоні обпалювання до максимальної температури ведуть за допомогою мікрохвильового джерела енергії надвисокої частоти при частоті 915МГц. Для регламентованого підвищення ефективності термічної обробки вихідної сировини, обпалення здійснюють при питомій потужності випромінювання надвисокої частоти 31-36кВт/т зі швидкістю росту температури 650700°С/хв. до заданої максимальної температури, після чого витримують у плині 3-5 хвилин. Напруженість електромагнітного поля регулюють за допомогою генератора енергії надвисокої частоти, який працює у імпульсному режимі. Керування швидкістю нагрівання і обпалювання може здійснюватися шляхом зміни напруженості електромагнітного поля і зміною частоти імпульсів, що подають за допомогою хвилеводів та антенвипромінювачів . Для підвищення ефективності термічної обробки вихідної сировини, внутрішню частину камери надвисокої частоти постачають теплоізолюючим екраном, виконаним з можливістю відбиття енергії надвисокої частоти. Спосіб здійснюється таким чином. Реалізація способу розглядається на прикладі термічної обробки залізорудних окатишів. На рухливу стрічку прямолінійного конвеєрного агрегату укладають шар сирих окатишів, товщина якого може змінюватися в межах 50-250мм. Конвеєрна стрічка із сирими окатишами просувається у внутрішній об'єм теплового агрегату тунельного типу, горнова частина якого розділена на технологічні зони. У передній частині агрегату окатиші проходять зону сушіння, у якій відбувається видалення вологи, що міститься в порах окатишів. Просуваючи далі в тунельному просторі, окатиші надходять у ділянку, де весь шар піддають мікрохвильовому нагріванню, яке відбувається за рахунок прямого поглинання енергії шаром окатишів. Вектор електричної напруженості орієнтований перпендикулярно шару оброблюваної маси. Керування швидкістю обпалювання окатишів залізорудного концентрату здійснюється шляхом зміни частоти поля, його напруженості і часом надвисокої частоти обробки (тобто швидкості руху конвеєра). Діапазон частот електричного поля і його напруженість вибираються виходячи з умов проникнення енергії в глиб шару матеріалу і ефективності її перетворення в тепло. Глибиною проникнення називається відстань від поверхні матеріалу на який напруженість електричного поля зменшується в 2,72 рази і визначається з виразу D = 9,55 × 10 9 / f × e¢ × tg b де f - частота поля, Гц; e¢ - відносна діелектрична проникність; tg b - тангенс кута втрат. Потужність Р , що виділяється у вигляді тепла в матеріалі, знаходиться за залежністю D = 55,6 × 10 -14 E 2 × f × e¢ × tg b де Е - напруженість поля В/см. При проходженні мікрохвильового випромінювання через окатиш енергія швидко поглинається і окатиші нагріваються до заданої температури, при якій відбувається спікання рудних і шлакових зерен. Зазначені межі вхідної величини мікрохвильової частоти характеризують проникнення мікрохвильового випромінювання в об'єм окатиша і об'єм усього шару. Частота мікрохвильового випромінювання визначає також і глибину проникнення випромінювання в шар, тобто від її значення залежить висота шару, що оброблюється. Нагрівання окатишів у зоні обпалювання до максимальної температури ведуть за допомогою мікрохвильового джерела надвисокої частоти енергії з частотою 915МГц. Завдяки високій швидкості проникнення електромагнітного випромінювання в шар, відбувається швидке нагрівання його до заданої температури 1250-1350°С: досягнення 1280-1300°С в плині 1,5-1,8хв. Витримка шару при цій температурі 2,0хв. У той же час, щоб уникнути структурних руйнувань окатишів, потужність випромінювання енергії надвисокої частоти збільшують поступово. Далі конвеєрна стрічка з нагрітими окатишами просувається в зону охолодження. У цій зоні шар окатишів продувають холодним повітрям для їхнього охолодження, а нагріте повітря використовують для сушіння і попереднього їх нагрівання. Параметри, що заявляються, були встановлені дослідним шляхом. Експерименти були організовані і проведені в наступній послідовності. З концентрату залізної руди в чашевому огрудкувателі діаметром 1,0м були отримані окатиші розміром 15-20мм, вологість яких складала 9,5%. Отримані окатиші укладали в циліндричну ємність з перфорованим дном висотою шару 160мм і продували шар повітрям з температурою 200°С. Окатиші сушили до залишкового вмісту вологи в них у кількості 0,5-1,0%. Потім окатиші швидко перевантажували в кварцову склянку діаметром 150мм, що поміщали в спеціальну камеру надвисокої частоти, у якій здійснювали обпалювання шару окатишів за допомогою мікрохвильового випромінювання. Установка для обпалювання являла собою камеру з потужністю генератора 5кВт із частотою 2450МГц, напруга 380В, камера складається з захисного кожуха, що несе конструкції, власне конвеєра для переробки матеріалу. Система вентиляції дозволяє забезпечити необхідний режим теплової обробки. Система автоматики підтримує необхідну температуру у всіх технологічних зонах і регулює потужність надвисокої частоти - генератора. Захисний екран (кожух) установки забезпечує підтримку заданого режиму термообробки, служить відбивачем електромагнітних хвиль і дозволяє утримувати і концентрувати поле надвисокої частоти в межах камери. У дослідженнях змінювали наступні параметри: швидкість нагрівання, вихідну потужність генератора, показник частоти, висоту шару вихідних сухих окатишів. При цьому визначали вплив цих параметрів на якість обпалених окатишів, однорідність шару, продуктивність процесу. Встановлено, що частота випромінювання у пристрої с мікрохвильовим нагрівом повинна складати величину 900-930 у середньому 915МГц для проникнення надвисокої частоти енергії на усю глибину шару. При цьому здійснюється одночасний нагрів усього шару окатишів. Ця величина обґрунтовується найбільш високими показниками якості окатишів та економічністю процесу. Результати експериментів приведені в таблиці 1. Таблиця 1 Показники Міцність на роздавлювання, кг/окат. Міцність на роздавлювання: низ шару, кг/окат. Час обпалювання, хв. Питома потужність надвисокої частоти Примітка випромінювання, кВт/т 27,0 31,0 33,0 36,0 38,0 280 325 340 360 365 Середня по всій висоті шару 270 315 330 350 360 Нижній ряд шару (на дні) 4,0 3,0 3,0 3,0 2,5 З таблиці 1 випливає, що при питомій потужності менш 31,0кВт/т знижується міцність окатишів унаслідок недоліку тепла для повного спікання зерен в об'ємі окатиша. При подачі потужності вище верхньої межі, вище 36,0кВт/т до 38,0кВт/т, міцність практично не підвищується, збільшується кількість розплаву на поверхні окатиша, що також не бажано. Результатами досліджень було встановлено, що регламентоване підвищення ефективності термічної обробки вихідної сировини, обпалення може бути здійснене при питомій потужності випромінювання надвисокої частоти 31-36кВт/т зі швидкістю росту температури 650-700°С/хв. Після досягання заданої максимальної температури, сировину витримують у ній у плині 3-5 хвилин. Напруженість електромагнітного поля регулюють за допомогою генератора енергії надвисокої частоти, який працює у імпульсному режимі. Керування швидкістю нагрівання і обпалювання може здійснюватися шляхом зміни напруженості електромагнітного поля і зміною частоти імпульсів, що подають за допомогою хвилеводів та антенвипромінювачів . Ефективність термічної обробки вихідної сировини може бути досягнута за рахунок того, що внутрішню частину камери надвисокої частоти постачають теплоізолюючим екраном, виконаним з можливістю відбиття 8 енергії надвисокої частоти. При витримуванні меж по потужності, окатиші обпікаються рівномірно по усій висоті шару, про що свідчить величина їх міцності на роздавлювання. Отримані показники по міцності на роздавлювання окатишів задовольняють вимогам металургійного переділу. Були також проведені порівняльні випробування за відомою технологією, узятою за прототип, і по пропонованій у даній корисній моделі. Вихідні шихтові матеріали для обох технологій були узяті однакові. Окатиші із шихти приготовлені в ідентичних умовах. За відомою технологією окатиші піддавали високотемпературній переробці з застосуванням газоподібного джерела тепла - природного газу. Шар сирих окатишів, поміщених у ємність циліндричної форми з перфорованим дном, висотою 200мм сушили, нагрівали, обпалювали шляхом подачі газоподібного теплоносія по відомому температурно-тимчасовому режимі. Після термообробки обпалені окатиші піддавали випробуванням на міцність по методиках, що застосовуються на промислових фабриках. Результати порівняльних випробувань приведені в таблиці 2. Таблиця 2 № п/п Показники Вид термообробки. 1 1 2 3 4 5 6 7 8 Варіанти Відома Технологія, що технологія заявляється Обпалення Мікроза хвильова допомогою технологія газу 3 4 1300 1300 1250 1300 11-12 1,0-3,5 220000 180000 21,0 2 Температура обпалювання, що задається, °С Температура (досягнута), середняпо висоті шару при обпалюванні, °С Час витримки для досягнення максимальної температури в шарі, хв. Витрата тепла на обпалювання, ккал/т Питома витрата газу, м3/т Міцність на роздавлювання, кг/окат. - середня по шару 200-220 - низ шару (на решітці) 130 Міцність окатишів при випробуванні в барабані, %: - на удар (фр. +5мм) 88,0 - на стирання (фр. -0,5мм) 5,8 Питома продуктивність, т/м×год 0,78 340 340 96,0 3,1 0,98 Результати порівняльних випробувань показують, що обпалювання окатишів за пропонованою технологією з застосуванням мікрохвильової енергії надвисокої частоти дозволяє підвищити міцність окатишів у 1,6 рази, підвищити однорідність окатишів по висоті шару - одержати однакову міцність по висоті. Підвищити транспортабельність окатишів -збільшення міцності на удар і стирання; збільшити питому продуктивність зони обпалювання на 25%. Завдяки високій швидкості проникнення випромінювання надвисокої частоти, реалізується можливість рівномірного спікання зерен в одиничному окатиші у всьому його об'ємі, а також в об'ємі усього шару окатишів по усій висоті протягом короткого терміну. Ці положення дозволяють застосувати нове джерело енергії в технології виробництва окатишів, значно підвищити якісні характеристики окатишів, продуктивність обпалювального агрегату, виключити з технології застосування природного газу і тим самим цілком усунути викиди в атмосферу газів, що містять шкідливі оксиди.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of pelletized raw materials
Автори англійськоюReva Oleksandr Vasyliovych, Petrov Anatolii Vasyliovych, Novak Serhii Borysovych, Myroshnykov Valerii Vasyliovych, Sytnyk Volodymyr Vitaliiovych
Назва патенту російськоюСпособ термообработки окомкованых сырьевых материалов
Автори російськоюРева Александр Васильевич, Петров Анатолий Васильевич, Новак Сергей Борисович, Мирошников Валерий Васильевич, Ситник Владимир Виталиевич
МПК / Мітки
МПК: C22B 1/00
Мітки: термообробки, сировинних, спосіб, огрудкованих, матеріалів
Код посилання
<a href="https://ua.patents.su/3-32485-sposib-termoobrobki-ogrudkovanikh-sirovinnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки огрудкованих сировинних матеріалів</a>
Пристрій для термообробки огрудкованих сировинних матеріалів
Номер патенту: 32484
Опубліковано: 12.05.2008
Автори: Петров Анатолій Васильович, Рева Олександр Васильович, Мірошников Валерій Васильович, Ситнік Володимир Віталійович, Новак Сергій Борисович
МПК: C22B 1/00, F27B 21/00
Мітки: матеріалів, пристрій, термообробки, сировинних, огрудкованих
Формула / Реферат:
1. Пристрій для термообробки огрудкованих сировинних матеріалів, що містить завантажувальний пристрій, безупинний транспортуючий орган, оснащений конвеєрною стрічкою або обпалювальними візками, секції сушіння, нагрівання, обпалення і охолодження, а також переточні колектори, що з'єднують секцію охолодження із секціями сушіння і підігріву, який відрізняється тим, що у секції обпалення розміщена камера, поверхня якої має теплоізолюючі і...
Спосіб окислювально-відновної термообробки залізовмісної сировини
Номер патенту: 16230
Опубліковано: 17.07.2006
Автори: Пільщиков Володимир Іванович, Калініченко Олександр Пилипович, Півень Володимир Олександрович, Журавльов Фелікс Михайлович
МПК: C22B 1/00
Мітки: окислювально-відновної, сировини, спосіб, термообробки, залізовмісної
Формула / Реферат:
1. Спосіб окислювально-відновної термообробки залізовмісної сировини, що включає одержання залізовмісної шихти, наприклад із залізорудного концентрату, флюсу, твердого палива, зв'зуючого і звороту, огрудкування шихти і одержання сирих окатишів, формування на транспортуючій поверхні шару із сирих окатишів, їх послідовну зональну термообробку теплоносієм-повітрям у випалювальному агрегаті, що включає сушіння з наступним нагріванням і...
Спосіб окислювально-відновної термообробки залізовмісної сировини
Номер патенту: 16231
Опубліковано: 17.07.2006
Автори: Журавльов Фелікс Михайлович, Калініченко Олександр Пилипович, Пільщиков Володимир Іванович, Півень Володимир Олександрович
МПК: C22B 1/00
Мітки: термообробки, сировини, залізовмісної, окислювально-відновної, спосіб
Формула / Реферат:
1. Спосіб окислювально-відновної термообробки залізовмісної сировини, що включає одержання залізовмісної шихти, наприклад із залізорудного концентрату, флюсу, твердого палива, зв'язуючого і звороту, огрудкування шихти і одержання сирих окатишів, формування на транспортуючій поверхні шару із сирих окатишів, їхню послідовну зональну термообробку теплоносієм-повітрям у випалювальному агрегаті, що включає сушіння з наступним нагріванням і...
Пристрій для монохроматичної резонансної термообробки матеріалів
Номер патенту: 29805
Опубліковано: 15.11.2000
Автор: Овчаренко Юрій Григорович
Мітки: термообробки, матеріалів, резонансної, пристрій, монохроматичної
Формула / Реферат:
1. Пристрій для монохроматичної резонансної термообробки матеріалу, який складається з випромінювачів та відбиваючого екрану, який відрізняється тим, що термообробку ведуть кварцовими трубчастими лампами розжарення з галогенним йодним циклом, які випромінюють монохроматичні промені заданої частоти, які розміщують повздовжно-паралельно відносно геометричної вісі опромінюючого пристрою, створюють лінійно поляризоване випромінювання первинних...
Пристрій приймання та зберігання сипучих сировинних матеріалів доменних печей
Номер патенту: 49477
Опубліковано: 16.09.2002
Автори: Соколовський Борис Цудікович, Грачов Юрій Михайлович, Сиротюк Микола Петрович
МПК: C21B 7/00
Мітки: сировинних, зберігання, приймання, сипучих, доменних, матеріалів, пристрій, печей
Формула / Реферат:
Пристрій приймання та зберігання сипучих сировинних матеріалів доменних печей, який містить бункерну естакаду з консольною залізничною колією для розвантаження вагонів, розміщену під нею футеровану похилу площину, яка контактує з основою рудного двору, який відрізняється тим, що похила площина футерована кам’яноливарним матеріалом у вигляді крупноблочних кам’яноливарних плит, які спираються на поперечні та повздовжні фіксатори.
Попередній патент: Пристрій для термообробки огрудкованих сировинних матеріалів
Наступний патент: Спосіб збагачення залізовмісної сировини
Випадковий патент: Грейфер