Пристрій для термообробки огрудкованих сировинних матеріалів
Номер патенту: 32484
Опубліковано: 12.05.2008
Автори: Петров Анатолій Васильович, Мірошников Валерій Васильович, Ситнік Володимир Віталійович, Рева Олександр Васильович, Новак Сергій Борисович
Формула / Реферат
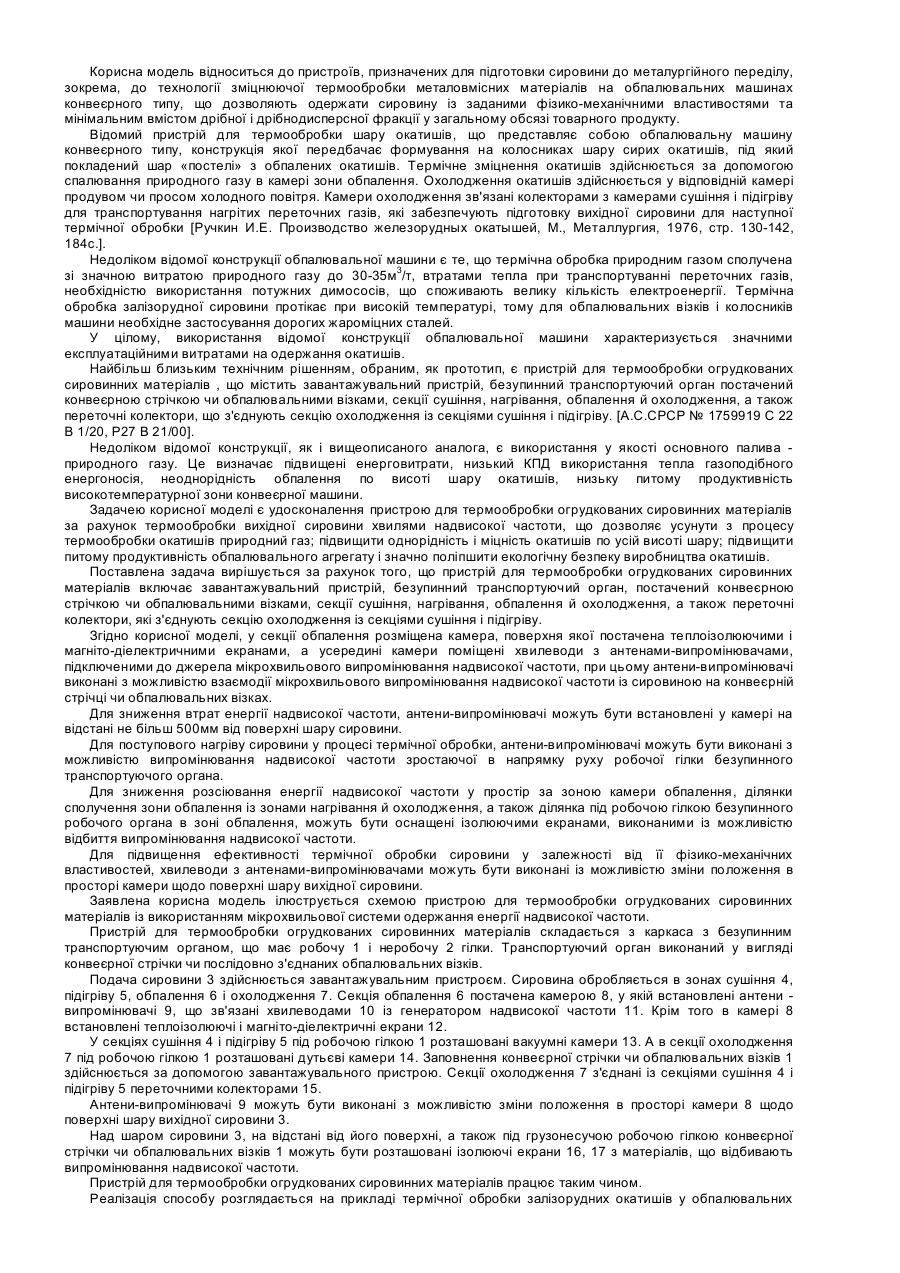
1. Пристрій для термообробки огрудкованих сировинних матеріалів, що містить завантажувальний пристрій, безупинний транспортуючий орган, оснащений конвеєрною стрічкою або обпалювальними візками, секції сушіння, нагрівання, обпалення і охолодження, а також переточні колектори, що з'єднують секцію охолодження із секціями сушіння і підігріву, який відрізняється тим, що у секції обпалення розміщена камера, поверхня якої має теплоізолюючі і магніто-діелектричні екрани, а всередині камери поміщені хвилеводи з антенами-випромінювачами, підключеними до джерела мікрохвильового випромінювання надвисокої частоти, при цьому антени-випромінювачі виконані з можливістю взаємодії мікрохвильового випромінювання надвисокої частоти з сировиною на конвеєрній стрічці або обпалювальних візках.
2. Пристрій за п. 1, який відрізняється тим, що антени-випромінювачі енергії надвисокої частоти встановлені у камері на відстані не більше 500 мм від поверхні шару сировини.
3. Пристрій за п. 1, який відрізняється тим, що антени-випромінювачі виконані з можливістю випромінювання надвисокої частоти, зростаючої в напрямку руху робочої гілки безупинного транспортуючого органа.
4. Пристрій за п. 1, який відрізняється тим, що ділянки сполучення зони обпалення із зонами нагрівання й охолодження, а також ділянка під робочою гілкою безупинного робочого органа в зоні обпалення, оснащені ізолюючими екранами, виконаними з можливістю відбиття випромінювання надвисокої частоти.
5. Пристрій за п. 1, який відрізняється тим, що хвилеводи з антенами-випромінювачами виконані з можливістю зміни положення в просторі камери відносно поверхні шару вихідної сировини.
Текст
Корисна модель відноситься до пристроїв, призначених для підготовки сировини до металургійного переділу, зокрема, до технології зміцнюючої термообробки металовмісних матеріалів на обпалювальних машинах конвеєрного типу, що дозволяють одержати сировину із заданими фізико-механічними властивостями та мінімальним вмістом дрібної і дрібнодисперсної фракції у загальному обсязі товарного продукту. Відомий пристрій для термообробки шару окатишів, що представляє собою обпалювальну машину конвеєрного типу, конструкція якої передбачає формування на колосниках шару сирих окатишів, під який покладений шар «постелі» з обпалених окатишів. Термічне зміцнення окатишів здійснюється за допомогою спалювання природного газу в камері зони обпалення. Охолодження окатишів здійснюється у відповідній камері продувом чи просом холодного повітря. Камери охолодження зв'язані колекторами з камерами сушіння і підігріву для транспортування нагрітих переточних газів, які забезпечують підготовку вихідної сировини для наступної термічної обробки [Ручкин И.Е. Производство железорудных окатышей, М., Металлургия, 1976, стр. 130-142, 184с.]. Недоліком відомої конструкції обпалювальної машини є те, що термічна обробка природним газом сполучена зі значною витратою природного газу до 30-35м3/т, втратами тепла при транспортуванні переточних газів, необхідністю використання потужних димососів, що споживають велику кількість електроенергії. Термічна обробка залізорудної сировини протікає при високій температурі, тому для обпалювальних візків і колосників машини необхідне застосування дорогих жароміцних сталей. У цілому, використання відомої конструкції обпалювальної машини характеризується значними експлуатаційними витратами на одержання окатишів. Найбільш близьким технічним рішенням, обраним, як прототип, є пристрій для термообробки огрудкованих сировинних матеріалів , що містить завантажувальний пристрій, безупинний транспортуючий орган постачений конвеєрною стрічкою чи обпалювальними візками, секції сушіння, нагрівання, обпалення й охолодження, а також переточні колектори, що з'єднують секцію охолодження із секціями сушіння і підігріву. [А.С.СРСР № 1759919 С 22 В 1/20, Р27 В 21/00]. Недоліком відомої конструкції, як і вищеописаного аналога, є використання у якості основного палива природного газу. Це визначає підвищені енерговитрати, низький КПД використання тепла газоподібного енергоносія, неоднорідність обпалення по висоті шару окатишів, низьку питому продуктивність високотемпературної зони конвеєрної машини. Задачею корисної моделі є удосконалення пристрою для термообробки огрудкованих сировинних матеріалів за рахунок термообробки вихідної сировини хвилями надвисокої частоти, що дозволяє усунути з процесу термообробки окатишів природний газ; підвищити однорідність і міцність окатишів по усій висоті шару; підвищити питому продуктивність обпалювального агрегату і значно поліпшити екологічну безпеку виробництва окатишів. Поставлена задача вирішується за рахунок того, що пристрій для термообробки огрудкованих сировинних матеріалів включає завантажувальний пристрій, безупинний транспортуючий орган, постачений конвеєрною стрічкою чи обпалювальними візками, секції сушіння, нагрівання, обпалення й охолодження, а також переточні колектори, які з'єднують секцію охолодження із секціями сушіння і підігріву. Згідно корисної моделі, у секції обпалення розміщена камера, поверхня якої постачена теплоізолюючими і магніто-діелектричними екранами, а усередині камери поміщені хвилеводи з антенами-випромінювачами, підключеними до джерела мікрохвильового випромінювання надвисокої частоти, при цьому антени-випромінювачі виконані з можливістю взаємодії мікрохвильового випромінювання надвисокої частоти із сировиною на конвеєрній стрічці чи обпалювальних візках. Для зниження втрат енергії надвисокої частоти, антени-випромінювачі можуть бути встановлені у камері на відстані не більш 500мм від поверхні шару сировини. Для поступового нагріву сировини у процесі термічної обробки, антени-випромінювачі можуть бути виконані з можливістю випромінювання надвисокої частоти зростаючої в напрямку руху робочої гілки безупинного транспортуючого органа. Для зниження розсіювання енергії надвисокої частоти у простір за зоною камери обпалення, ділянки сполучення зони обпалення із зонами нагрівання й охолодження, а також ділянка під робочою гілкою безупинного робочого органа в зоні обпалення, можуть бути оснащені ізолюючими екранами, виконаними із можливістю відбиття випромінювання надвисокої частоти. Для підвищення ефективності термічної обробки сировини у залежності від її фізико-механічних властивостей, хвилеводи з антенами-випромінювачами можуть бути виконані із можливістю зміни положення в просторі камери щодо поверхні шару вихідної сировини. Заявлена корисна модель ілюструється схемою пристрою для термообробки огрудкованих сировинних матеріалів із використанням мікрохвильової системи одержання енергії надвисокої частоти. Пристрій для термообробки огрудкованих сировинних матеріалів складається з каркаса з безупинним транспортуючим органом, що має робочу 1 і неробочу 2 гілки. Транспортуючий орган виконаний у вигляді конвеєрної стрічки чи послідовно з'єднаних обпалювальних візків. Подача сировини 3 здійснюється завантажувальним пристроєм. Сировина обробляється в зонах сушіння 4, підігріву 5, обпалення 6 і охолодження 7. Секція обпалення 6 постачена камерою 8, у якій встановлені антени випромінювачі 9, що зв'язані хвилеводами 10 із генератором надвисокої частоти 11. Крім того в камері 8 встановлені теплоізолюючі і магніто-діелектричні екрани 12. У секціях сушіння 4 і підігріву 5 під робочою гілкою 1 розташовані вакуумні камери 13. А в секції охолодження 7 під робочою гілкою 1 розташовані дутьєві камери 14. Заповнення конвеєрної стрічки чи обпалювальних візків 1 здійснюється за допомогою завантажувального пристрою. Секції охолодження 7 з'єднані із секціями сушіння 4 і підігріву 5 переточними колекторами 15. Антени-випромінювачі 9 можуть бути виконані з можливістю зміни положення в просторі камери 8 щодо поверхні шару вихідної сировини 3. Над шаром сировини 3, на відстані від його поверхні, а також під грузонесучою робочою гілкою конвеєрної стрічки чи обпалювальних візків 1 можуть бути розташовані ізолюючі екрани 16, 17 з матеріалів, що відбивають випромінювання надвисокої частоти. Пристрій для термообробки огрудкованих сировинних матеріалів працює таким чином. Реалізація способу розглядається на прикладі термічної обробки залізорудних окатишів у обпалювальних візках. На початку технологічного циклу, за допомогою завантажувального пристрою, на робочу гілку 1 безупинного транспортуючого органу з обпалювальних візків, що мають перфоровану нижню частину укладають шар сирих окатишів 3. Товщина формованого шару може змінюватися в межах 50-250мм. Сирі окатиші 3 послідовно переміщаються у внутрішній об'єм теплового агрегату тунельного типу - секцію сушіння 4. При сушінні 4 відбувається нагрівання окатишів до температури 350 °С и видалення вологи, що міститься в порах. З секції сушіння 4 окатиші переміщаються в секцію підігріву 5, де відбувається їхній нагрів до температури 750°С. Цикл термічної обробки окатишів відбувається в камері 8 секції обпалення 6. Для термічної обробки окатишів за допомогою генератора надвисокої частоти 11, що працює у імпульсному режимі, генерують мікрохвилі заданих параметрів, які забезпечують нагрівання сировини 3 до заданої температури. Утворена генератором 11 енергія передається по хвилеводах 10 безпосередньо до антен-випромінювачів 9. У залежності від конструкції візків, антени 9 розташовують на висоті не більш 500 мм над оброблюваним шаром, щоб знизити втрати надвисокої частоти енергії і при необхідності з боку його бічних частин. Для підвищення ефективності термічної обробки і запобігання розсіювання теплової енергії і випромінювання надвисокої частоти у камері зони обпалення встановлюють теплоізолюючі і магніто-діелектричні екрани 12, що забезпечують максимальну локалізацію мікрохвильового випромінювання в контурах камери обпалення 8. Встановлені екрани 12, забезпечують підтримку заданого режиму термообробки, служать відбивачем електромагнітних хвиль і дозволяють утримувати і концентрувати поле надвисокої частоти у межах камери 8. Для зниження втрат енергії надвисокої частоти, в секції обпалення 6 під хвилеводами 10 з антенамивипромінювачами 9 і над шаром сировини 3, на відстані від його поверхні, а також під грузонесучою поверхнею конвеєрної стрічки чи обпалювальних візків 1, можуть бути розташовані ізолюючі екрани 16, 17 з матеріалів, що відбивають випромінювання надвисокої частоти. Окатиші попередньо збезводнені і нагріті в секціях сушіння 4 і нагріву 5, потрапляючи в секцію обпалення 6, під дією мікрохвильового випромінювання надвисокої частоти поглинають його і нагріваються до заданої температури, при якій відбувається спікання рудних і шлакових зерен. Параметривипромінювання надвисокої частоти визначаються з умови проникнення мікрохвильового випромінювання як у об'єм одиничного окатиша, так і в об'єм усього сформованого шару 3. Завдяки високій швидкості проникнення електромагнітного випромінювання в шар 3, відбувається швидке нагрівання його до заданої температури 1250-1350°С. Ця температура підтримується в процесі переміщення окатишів 3 у зоні обпалення 6 в плині необхідного часу для завершення процесу термообробки. Тривалість постійного впливу задається довжиною тракту в зоні обпалення 6 і швидкістю переміщення візків. Було встановлено, що швидке нагрівання окатишів і брикетів може привести до їх структурних руйнувань. Для запобігання цього параметри антен-випромінювачів 9 вибирають виходячи з поступового досягнення робочої температури спікання в напрямку руху безупинного транспортуючого органа. Ці параметри нагрівання визначаються виходячи з фізико-механічних і хімічних властивостей залізорудних і компонентів, що шихтують, а також міцносних властивостей готового продукту. Характер термічного впливу на сировину 3 визначається не тільки інтенсивністю надвисокої частоти випромінювання, але і просторовим положенням антен-випромінювачів 9 відносно шару. Виходячи з цього, антени-випромінювачі 9 виконують із можливістю зміни положення в просторі камери 8 в залежності від параметрів шару, гранулометричного складу сировини 3, а також її сприйнятливості електромагнітному випромінюванню. Зниження витрат енергії на термічну обробку сировини може бути досягнуто розміщенням додаткових екранів, що дозволяють локалізувати енергію надвисокої частоти у мінімальному обсязі. Для цього, як варіант виконання, у ділянках сполучення секції обпалення 6 з секціями нагрівання 4 й охолодження 5, а також під робочою гілкою 1 безупинного робочого органа в секції обпалення 6, встановлюють ізолюючі екрани 16, 17, які виконані із можливістю відбиття випромінювання надвисокої частоти. Якщо необхідно обмежити поширення надвисокої частоти випромінювання в локальному об'ємі ізолюючі екрани 16 розташовують на відстані 30-40мм від поверхні шару сировини. Після термічної обробки безупинний транспортуючий орган з товарними окатишами 3 переміщає їх у зону секції охолодження 7. У цій зоні 7 шар окатишів 3 за допомогою дутьтєвих камер 14 продувають холодним повітрям для їхнього охолодження. Для утилізації гарячого повітря, утвореного в результаті охолодження окатишів 3, його направляють по переточних колекторах 15 у секцію сушіння 4 і нагрівання 5 для попередньої підготовки сировини до термообробки. У відмінності від охолодження, здійснюваного продувкою холодного повітря, сушіння і нагрів вихідної сировини здійснюється вакуумними камерами 13 прососом нагрітого повітря через його шар 3. Після охолодження окатишів 3 здійснюють їхнє вивантаження в прийомний бункер, а обпалювальні візки по холостій гілці 2 безупинного транспортуючого органа переміщаються під завантаження. Дослідженнями встановлено, що при витримуванні параметрів випромінювання надвисокої частоти окатиші обпікаються рівномірно по усій висоті шару. Отримані окатиші по міцності задовольняють вимогам металургійного переділу. Результати порівняльних випробувань показують, що обпалення окатишів за пропонованою технологією із застосуванням мікрохвильової енергії надвисокої частоти дозволяє підвищити міцність окатишів у 1,6 рази, підвищити їх однорідність по висоті шару. З застосуванням заявленого технічного рішення підвищується транспортабельність окатишів при збільшенні питомої продуктивності зони обпалення на 25%. У пропонованій конструкції машини, за рахунок зміни виду енергоносія, зона обпалення має значно меншу довжину, без зниження якості обпалених окатишів. Пропонована конструкція обпалювальної машини забезпечує високу продуктивність зони обпалення, знижує металоємність машини в цілому, дозволяє одержувати високоякісний продукт, а також значно поліпшити екологічні умови при експлуатації устаткування.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of pelletized raw materials
Автори англійськоюReva Oleksandr Vasyliovych, Petrov Anatolii Vasyliovych, Novak Serhii Borysovych, Myroshnykov Valerii Vasyliovych, Sytnyk Volodymyr Vitaliiovych
Назва патенту російськоюСпособ термообработки окомкованых сырьевых материалов
Автори російськоюРева Александр Васильевич, Петров Анатолий Васильевич, Новак Сергей Борисович, Мирошников Валерий Васильевич, Ситник Владимир Виталиевич
МПК / Мітки
МПК: F27B 21/00, C22B 1/00
Мітки: сировинних, огрудкованих, матеріалів, термообробки, пристрій
Код посилання
<a href="https://ua.patents.su/3-32484-pristrijj-dlya-termoobrobki-ogrudkovanikh-sirovinnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термообробки огрудкованих сировинних матеріалів</a>
Пристрій для термообробки продукції
Номер патенту: 36059
Опубліковано: 16.04.2001
Автори: Шаврін Віктор Сергійович, Кузнєцова Олена Олександрівна, Снєжкін Юрій Федорович, Чалаєв Джамалудін Моршидович, Пісарев Вячеслав Євгенович
МПК: F25D 3/00, F25D 31/00
Мітки: термообробки, продукції, пристрій
Текст:
...розділяється на дві частини; корисний і допоміжний потоки. Корисний потік через патрубок 7 залишає регенеративний побічно-випарювальний повітроохолоджувач 4. Допоміжний потік розгортають і омивають ним протилежну вологу теплообмінну поверхню 6. Він насичується вологою, що випаровується і нагрівається приблизно до температури атмосферного повітря. Через патрубок 8 він потрапляє до першої секції 2 камери для охолодження продукції, де...
Пристрій для монохроматичної резонансної термообробки матеріалів
Номер патенту: 29805
Опубліковано: 15.11.2000
Автор: Овчаренко Юрій Григорович
Мітки: матеріалів, резонансної, монохроматичної, термообробки, пристрій
Формула / Реферат:
1. Пристрій для монохроматичної резонансної термообробки матеріалу, який складається з випромінювачів та відбиваючого екрану, який відрізняється тим, що термообробку ведуть кварцовими трубчастими лампами розжарення з галогенним йодним циклом, які випромінюють монохроматичні промені заданої частоти, які розміщують повздовжно-паралельно відносно геометричної вісі опромінюючого пристрою, створюють лінійно поляризоване випромінювання первинних...
Пристрій для термообробки продукції

Номер патенту: 36058
Опубліковано: 16.04.2001
Автори: Кузнєцова Олена Олександрівна, Снєжкін Юрій Федорович, Пісарев Вячеслав Євгенович, Шаврін Віктор Сергійович, Чалаєв Джамалудін Моршидович
МПК: F25D 3/00, F25D 31/00
Мітки: пристрій, продукції, термообробки
Текст:
...за допомогою вентилятора 11 нагнітається у регенеративний побічно-випарювальний повітроохолоджувач 4, де спочатку омиває суху теплообмінну поверхню 5, охолоджуючись при цьому. Наприкінці сухої теплообмінної поверхні 5 потік повітря розділяється на дві частини; корисний і допоміжний потоки (показано стрілками). Корисний потік через патрубок 7 залишає побічно-випарювальний повітроохолоджувач 4. Допоміжний потік розгортають і омивають ним...
Пристрій приймання та зберігання сипучих сировинних матеріалів доменних печей
Номер патенту: 49477
Опубліковано: 16.09.2002
Автори: Соколовський Борис Цудікович, Грачов Юрій Михайлович, Сиротюк Микола Петрович
МПК: C21B 7/00
Мітки: печей, матеріалів, сировинних, приймання, доменних, сипучих, пристрій, зберігання
Формула / Реферат:
Пристрій приймання та зберігання сипучих сировинних матеріалів доменних печей, який містить бункерну естакаду з консольною залізничною колією для розвантаження вагонів, розміщену під нею футеровану похилу площину, яка контактує з основою рудного двору, який відрізняється тим, що похила площина футерована кам’яноливарним матеріалом у вигляді крупноблочних кам’яноливарних плит, які спираються на поперечні та повздовжні фіксатори.
Спосіб окислювально-відновної термообробки залізовмісної сировини
Номер патенту: 16230
Опубліковано: 17.07.2006
Автори: Пільщиков Володимир Іванович, Журавльов Фелікс Михайлович, Півень Володимир Олександрович, Калініченко Олександр Пилипович
МПК: C22B 1/00
Мітки: залізовмісної, окислювально-відновної, термообробки, спосіб, сировини
Формула / Реферат:
1. Спосіб окислювально-відновної термообробки залізовмісної сировини, що включає одержання залізовмісної шихти, наприклад із залізорудного концентрату, флюсу, твердого палива, зв'зуючого і звороту, огрудкування шихти і одержання сирих окатишів, формування на транспортуючій поверхні шару із сирих окатишів, їх послідовну зональну термообробку теплоносієм-повітрям у випалювальному агрегаті, що включає сушіння з наступним нагріванням і...
Попередній патент: Пристрій для правки шліфувального круга по периферії і радіусу
Наступний патент: Спосіб термообробки огрудкованих сировинних матеріалів
Випадковий патент: Спосіб визначення підвищеної індивідуальної чутливості до впливу загальної високочастотної вібрації