Спосіб електрохімічного полірування міді
Номер патенту: 3432
Опубліковано: 27.12.1994
Автори: Сандулов Дмитро Борисович, Кінберг Валентина Генадіївна
Формула / Реферат
Способ электрохимического полирования меди, включающий анодную обработку в электролите на основе ортофосфорной кислоты и металлического алюминия, отличающийся тем, что анодную обработку ведут в потенциостатическом режиме при напряжении 1.8-2,5 В, плотности тока 1,5-4 А/дм2, температуре 17-30°С при следующем соотношении компонентов, мас. %:
ортофосфорная кислота
70-85
металлический алюминий
0,0543,2
Текст
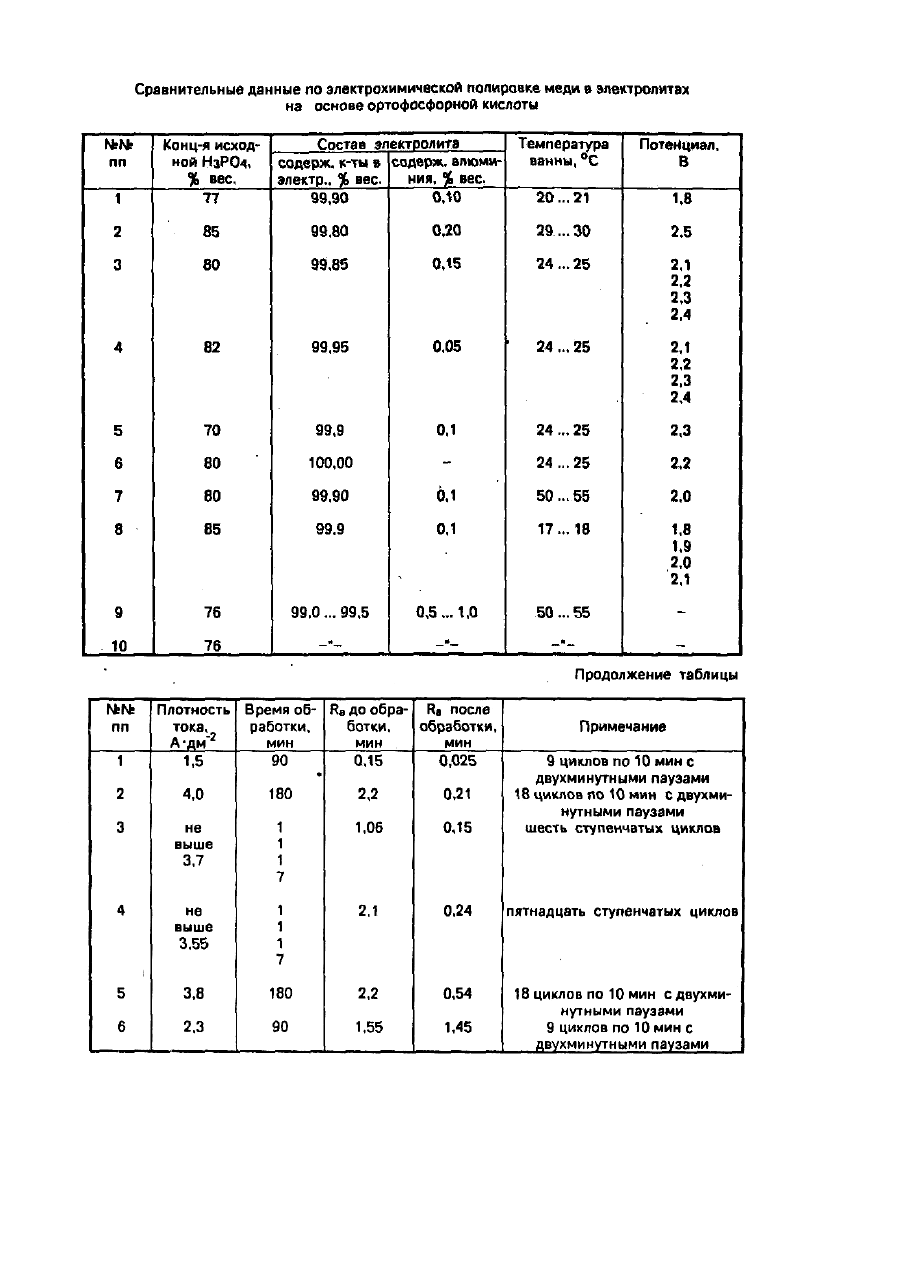
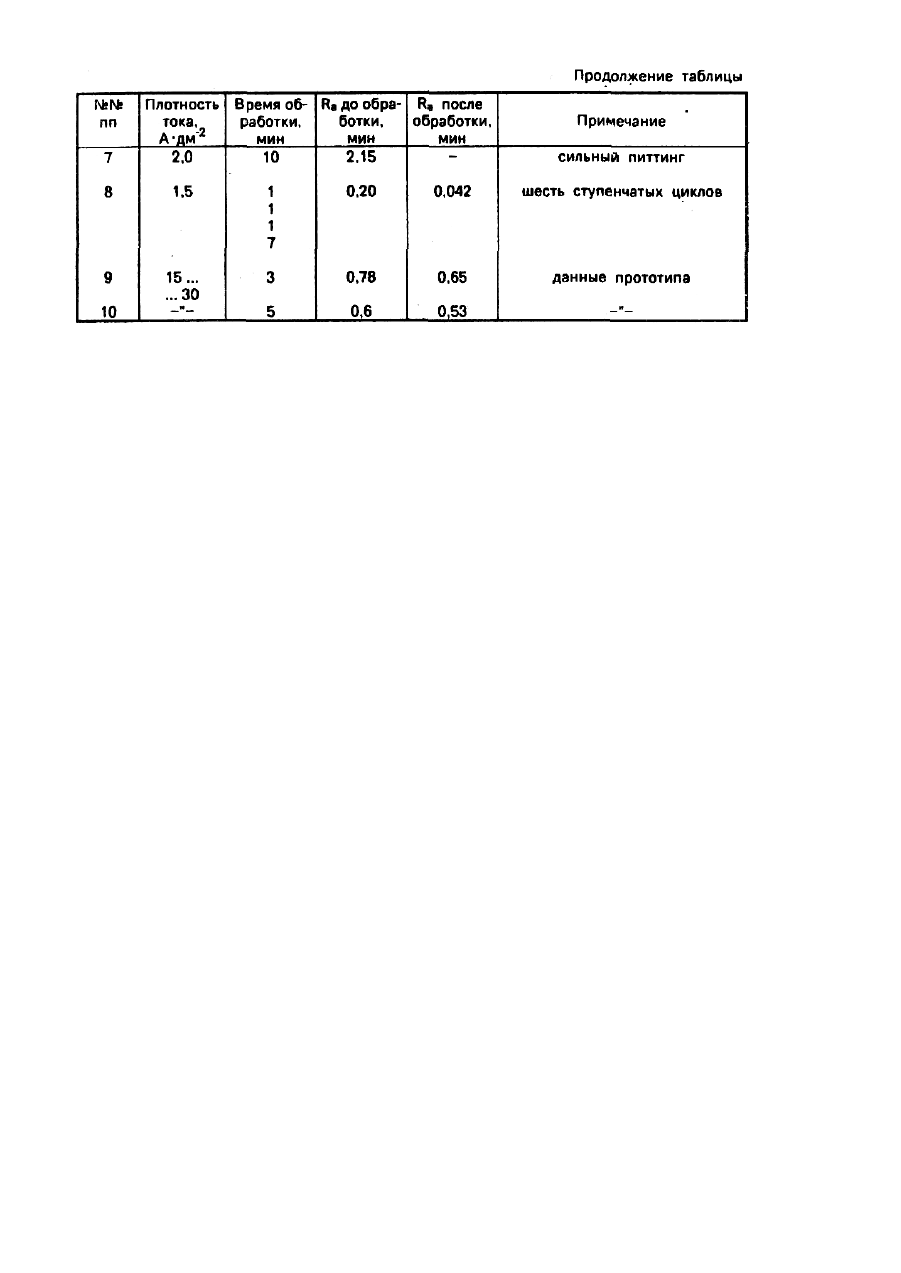
Изобретение относится к области электрохимической обработки металлов и может быть использовано в металлургии, электротехнике, радиоэлектронике и других областях техники. Известен способ [1] полирования меди в электролите на основе ортофосфорной кислоты с добавкой ионов меди и поверхностно активных веществ. В качестве прототипа выбран способ [2] электрохимического полирования меди в 75%-ном растворе ортофосфорной кислоты с добавкой 0,5 - 1 % металлического алюминия при температуре 50-55°С и плотности тока 15-30 А/дм 2. Основные недостатки способа заключаются в том, что необходимо поддерживать достаточно высокую температуру ванны, высокую плотность тока. При этом наблюдается незначительное улучшение поверхности С Ra=0,78 мкм до 0,65 мкм при трехминутной обработке и с 0,6 мкм до 0,53 мкм при пятиминутной обработке. В основу изобретения поставлена задача усовершенствования способа электрохимической полировки меди путем выбора . количественного соотношения компонентов полирующего раствора и плотности тока и температуры осуществления способа, чем обеспечивается снижение шероховатости обрабатываемой поверхности и за счет этого увеличивается отражательная способность поверхности обработанного изделия. Кроме того, уменьшение плотности тока и температуры приводит к снижению энергозатрат и улучшению условий труда, например, уменьшению газовыделения на электродах и при испарениях с поверхности ванны. Поставленная задача решается тем, что в способе электрохимического полирования меди, включающем анодную обработку изделий из меди в электролите на основе ортофосфорной кислоты и металлического алюминия, согласно изобретению, обработку ведут в потен циостатическом режиме при напряжении 1,8-2.5 В. плотности тока 1,5-4 А/дм 2, температуре 17-30°С при следующем соотношении компонентов, мас. %; ортофосфорная кислота 70-85 металлический алюминий 0,05-0,2 Электролит готовят путем растворения алюминия в ортофосфорной кислоте, тщательно перемешивают при 18-25°С. Шероховатость поверхности определяли на профилографе марки 283, коэффициент отражения - на спектрофотометре марки СФ 4А с приставкой ПЗО-2. Пример 1. Цилиндр диаметром 150 мм и длиной 400 мм помещали в качестве анода в электрохимическую ванну, в которой в качестве электролита была залита 77% ортофосфорная кислота с добавкой 0,1% алюминия. Температуру в ванне поддерживали 20...21°С, цилиндрический катод был помещен внутрь обрабатываемого цилиндра. Потенциал 1,8 В, анодная плотность тока 1,5 А дм -2. После 90 мин электрохимической полировки (9 циклов по 10 мин с двухминутной паузой) Ra уменьшалась с 0,15 мкм до 0.025 мкм. Пример 2. Медный диск диаметром 180 мкм помещали в электрохимическую ванну, в которой в качестве электролита была залита 85% ортофосфорная кислота с добавкой 0,2% алюминия. В качестве катода использовали медную пластинку. Температуру в ванне поддерживали 29...30° потенциал 2,5 В. анодную плотность тока 4,0 А.дм -2. После 180 мин электрохимической полировки (18 циклов по 10 мин с двухминутной паузой Ra уменьшалось с 2.2 мкм до 0,21 мкм. Пример 3. Медный цилиндр диаметром 150 мм и длиной 400 мм помещали в качестве анода в электрохимическую ванну, в которой в качестве электролита была залита 80% ортофосфорная кислота с добавкой 0,15% алюминия. В качестве катода использовали медную трубку, помещенную внутрь цилиндра. Температуру в ванне поддерживали 24...25°С. Потенциал повышали с 2,1 В до 2.4 В ступенчато, выдерживая при каждом потенциале 2,1 В, 2,2 В, 2.3 В в течение 1 минуты, а при 2,4 В в течение 7 минут. При этом анодная плотность тока не превышала 3,7 А дм -2, в процессе обработки было сделано шесть указанных циклов. В результате этого R a изменилось от 1,06 мкм до 0,15 мкм. Пример 4. Медный цилиндр диаметром 150 мм и длиной 160 мм помещали в качестве анода в электрохимическую ванну, в которой была залита 82% ортофосфорная кислота с добавкой 0,05% алюминия. В качестве катода использовали медную трубу. Температуру в ванне поддерживали 24...25°С. Потенциал повышали с 2,1 В до 2,4 В ступенчато, выдерживая при потенциале 2,1 В. 2,2 В, 2,3 В в течение 1 минуты, а при 2,4 В в течение 7 минут, анодная плотность тока не выше 3,55 А. дм . Число указанных ступенчатых циклов составило 15. В результате этого уменьшилось Ra с 2,1 мкм до 0,24 мкм. Пример 4. Медную тр убу диаметром 150 мм и длиной 400 мм помещали в качестве анода в электрохимическую ванну, в которую была залита 70% ортофосфорная кислота с добавкой 0,1% алюминия. Температур у в ванне поддерживали на уровне 24...25°С. Потенциал 2,3 В, анодная плотность тока 3,8 А. Дм -2. После 180 минут электрохимической полировки (18 циклов по 10 мин с двухминутными паузами) Ra уменьшалось с 2,2 мкм до 0,54 мкм. Пример 6. Медный резонатор длиной 1410 мм, имеющий в сечении форму эллипса с большой полуосью R=800 мм и малой полуосью R=450 мм помещали в качестве анода в электрохимическую ванну, в которую была залита 85% ортофосфорная кислота в количестве 99,90% с добавкой алюминия в количестве 0,10%. Температур у в ванне поддерживали на уровне 17°С, плотность тока не превышала 1,5 А/дм 2. Потенциал увеличивали ступенчато с 1,8 В до 2,2 В. Время выдержки при 1,8 В, 1,9 В, 2,0 В, 2,1 В по 1 минуте и при 2,2 В с выдержкой 7 минут. Таких циклов было проведено шесть. После обработки из резонатора были вырезаны образцы для освидетельствования, при этом коэффициент отражения составил 95%, а шероховатость уменьшилась с Ra=0,20 мкм до Ra=0,042 мкм. Данные проведенных экспериментов по заявляемым решениям представлены в таблице. Сравнительный анализ приведенных в таблице данных говорит об эффективности предлагаемого способа и предпочтительности его использования.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for elecro-chemical polishing of copper
Автори англійськоюSandulov Dmytro Borysovych, Kinberh Valentyna Hennadiivna
Назва патенту російськоюСпособ электрохимического полирования меди
Автори російськоюСандулов Дмитрий Борисович, Кинберг Валентина Геннадиевна
МПК / Мітки
МПК: C25F 3/00
Мітки: спосіб, полірування, міді, електрохімічного
Код посилання
<a href="https://ua.patents.su/3-3432-sposib-elektrokhimichnogo-poliruvannya-midi.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного полірування міді</a>
Спосіб плавки міді та її сплавів
Номер патенту: 546
Опубліковано: 15.12.1993
Автор: Бичко Василь Олександрович
МПК: C22B 15/00
Мітки: сплавів, спосіб, міді, плавки
Формула / Реферат:
Способ плавки меди и ее сплавов, включающий расплавление шихты, содержащей легкоплавкие материалы, и ввод раскислителя, отличающийся тем, что после появления зеркала расплава в расплав вводят металлический марганец в качестве раскислителя, при плавке сплавов одновременно вводят остальные шихтовые материалы, плавку ведут до полного расплавления шихты, при этом легкоплавкие материалы вводят после полного расплавления шихты.
Спечений антифрікційний матеріал на основі міді та спосіб його одержання
Номер патенту: 3649
Опубліковано: 27.12.1994
Автори: Юрков Борис Михайлович, Курилов Генадій Васильович, Гребень Андрій Маркович, Євтушенко Едуард Васильович, Толмачова Тетяна Іванівна, Брахнов Микола Володимирович, Дроздов Юрій Миколайович, Тюфілін Герман Михайлович, Слись Ігор Григорович
МПК: B22F 3/12, C22C 9/04, B22F 1/02
Мітки: одержання, міді, спосіб, основі, антифрикційний, спечений, матеріал
Формула / Реферат:
1. Спеченный антифрикционный материал на основе меди, содержащий олово, бор и графит, отличающийся тем, что, с целью повышения антифрикционных свойств в условиях повышенной температуры и высокой удельной нагрузки, он дополнительно содержит цинк, дисульфид молибдена и окись бора при следующем соотношении компонентов, маc. %:олово 1,5-9,0...
Спосіб підготовки проб для неполум’яного атомно-абсорбційного визначення свинцю в матеріалах на основі міді
Номер патенту: 1702
Опубліковано: 25.10.1994
Автори: Алемасова Антоніна Сергіївна, Шевчук Іван Олексійович, Махно Андрій Якович, Вінокурова Олена Костянтинівна
МПК: G01N 21/71
Мітки: спосіб, визначення, міді, атомно-абсорбційного, проб, матеріалах, підготовки, неполум'яного, основі, свинцю
Формула / Реферат:
1. Способ про бо под готовки для непламенного атомно-абсорбционного определения свинца в материалах на основе меди, включающий растворение пробы при нагревании в присутствии азотной кислоты, охлаждение полученного раствора, отличающийся тем, что растворение проводят в смеси равных объемов хлористоводородной и азотной кислот, а после охлаждения в раствор дополнительно вводят аминополифосфоновую кислоту в количестве 0,001-0,050 моль/л.2....
Розчин для хімічного полірування ніобію
Номер патенту: 3379
Опубліковано: 27.12.1994
Автори: Циганкова Тетяна Аркадіївна, Джафарова Світлана Ейвазовна, Федоренко Олександр Михайлович
МПК: C23F 3/00
Мітки: ніобію, розчин, хімічного, полірування
Формула / Реферат:
Раствор для химического полирования ниобия, содержащий плавиковую, серную, азотную кислоты и воду, отличающийся тем, что он дополнительно содержит карбамид при следующем соотношении компонентов, мас.%: плавиковая кислота (40%) 5,6-6,2 серная кислота (98%) 46,3-46,9 азотная кислота (69%) 25,2-25,7 карбамид ...
Порошковий антифрикційний сплав на основі міді та спосіб його одержання
Номер патенту: 1307
Опубліковано: 25.03.1994
Автори: Тимошевський Андрій Миколайович, Немошкаленко Володимир Володимирович, Грипачевський Олександр Миколайович, Разумов Олег Миколайович, Горський Вадим Вадимович
МПК: C22C 9/00, B22F 9/00, B22F 1/00
Мітки: міді, одержання, сплав, порошковий, спосіб, антифрикційний, основі
Формула / Реферат:
1. Порошковый антифрикционный сплав на осново меди, содержащий железо, отличающийся тем, что, с целью повышения износостойкости и снижения коэффициента трения, он дополнительно содержит кислород при следующем соотношении компонентов, мас.%:железо 4—14 кислород 2—8 медь ...
Попередній патент: Транспортний причіп
Наступний патент: Ротор явнополюсної електричної машини
Випадковий патент: Опора ролика рольгангу прокатного стану