Напівавтоматичний спосіб склеювання картонної упаковки
Формула / Реферат
1. Напівавтоматичний спосіб склеювання картонної упаковки, при якому формують з'єднувальні елементи боковин кришки і днища, промазують їх клеєм, стискають та знімають, який відрізняється тим, що процес виготовлення кришки і днища здійснюють напівавтоматично, як одну технологічну операцію відповідно до циклограми напівавтомата.
2. Спосіб за п. 1, який відрізняється тим, що кількість формоутворювальних кондукторів може бути довільною.
3. Спосіб за п. 1, який відрізняється тим, що циклограма напівавтомата впроваджується різними технічними рішеннями.
Текст
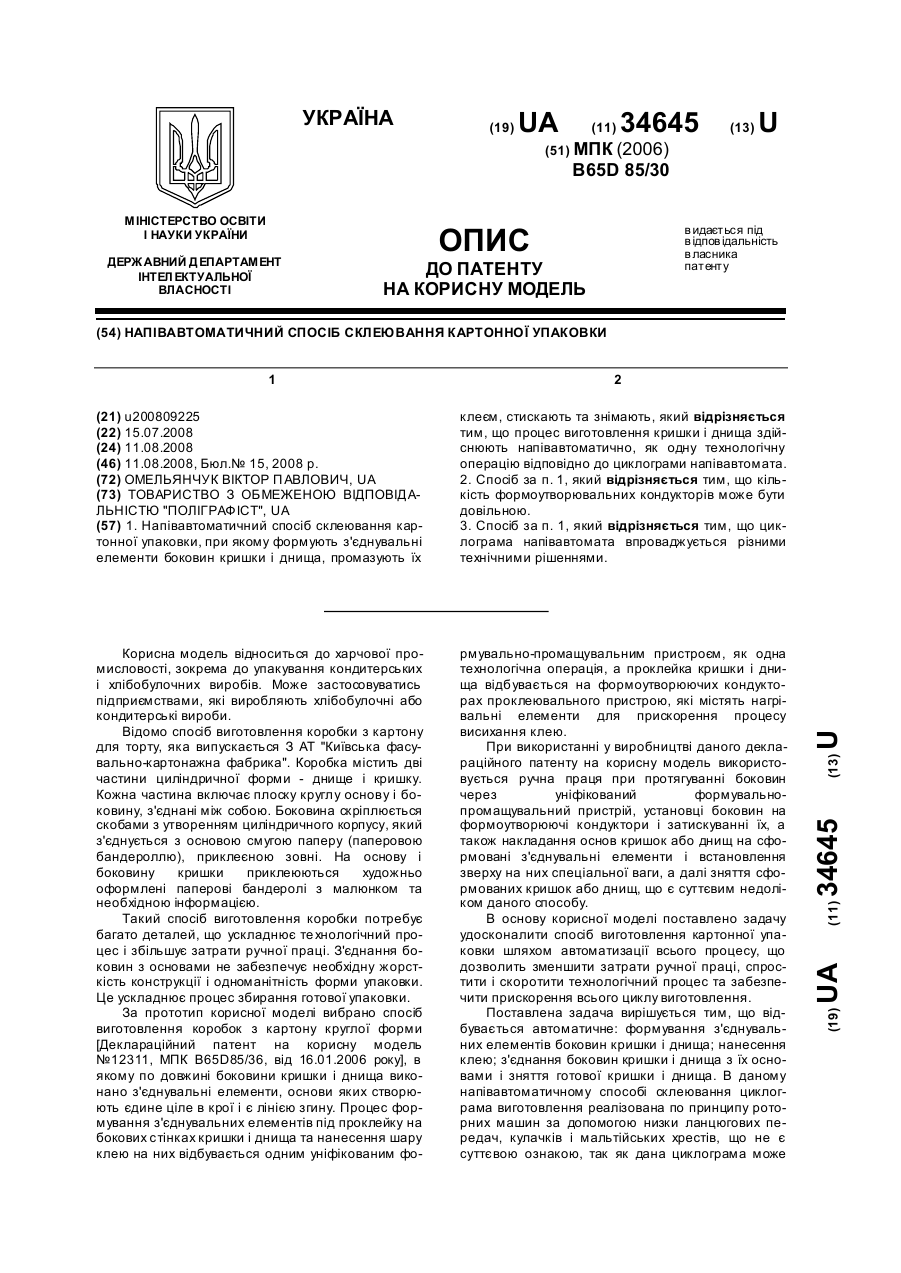
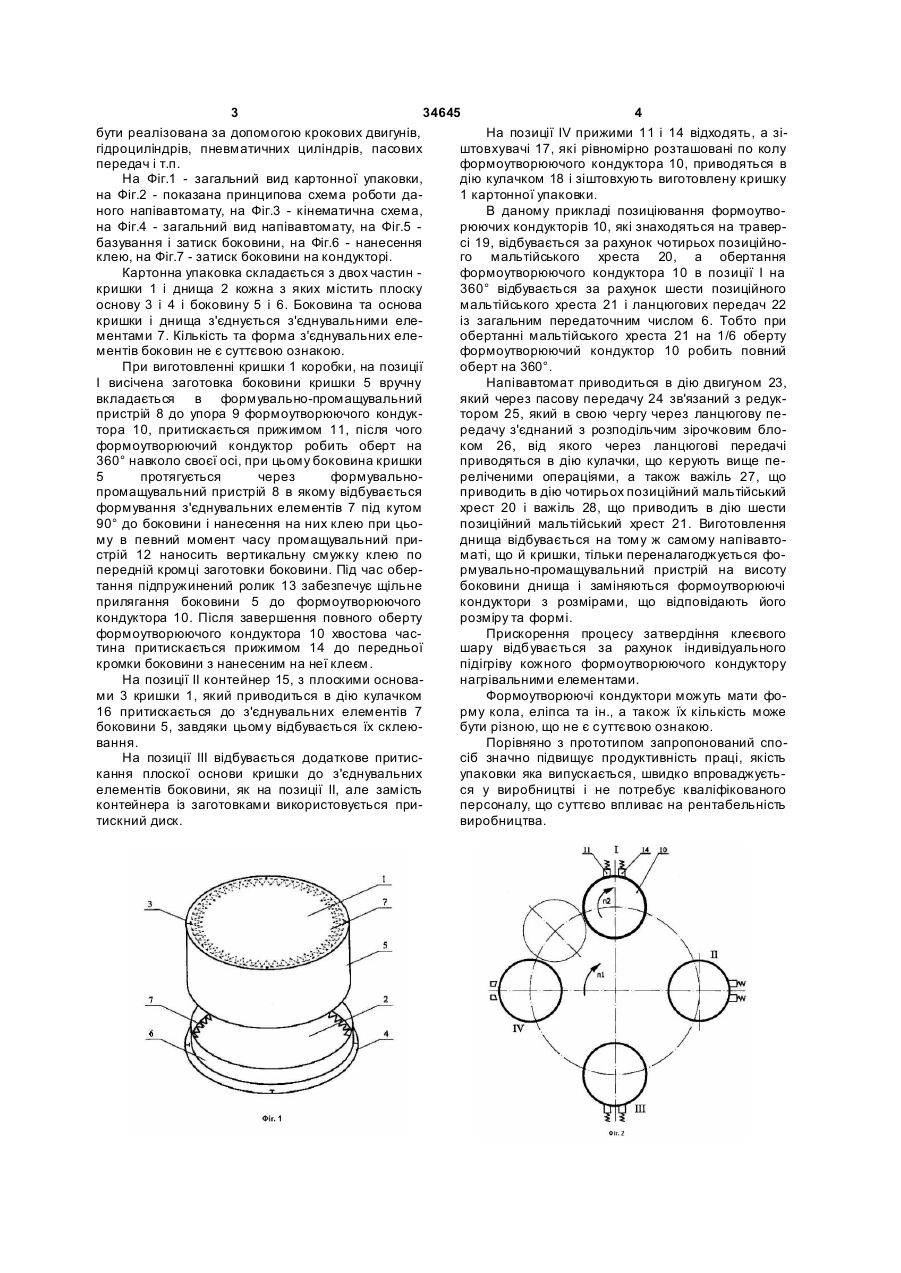
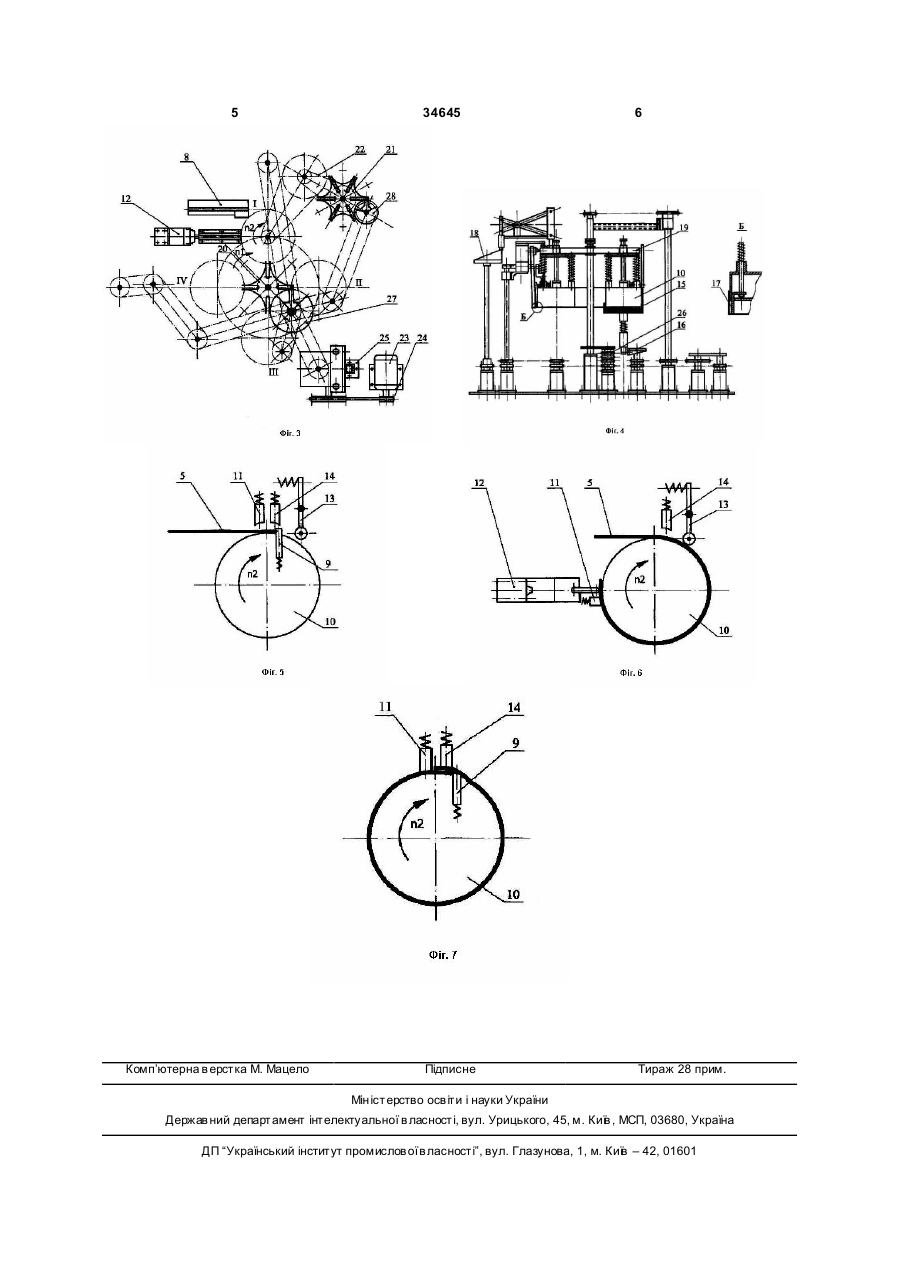
1. Напівавтоматичний спосіб склеювання картонної упаковки, при якому формують з'єднувальні елементи боковин кришки і днища, промазують їх 3 34645 4 бути реалізована за допомогою крокових двигунів, На позиції IV прижими 11 і 14 відходять, а зігідроциліндрів, пневматичних циліндрів, пасових штовхувачі 17, які рівномірно розташовані по колу передач і т.п. формоутворюючого кондуктора 10, приводяться в На Фіг.1 - загальний вид картонної упаковки, дію кулачком 18 і зіштовхують виготовлену кришку на Фіг.2 - показана принципова схема роботи да1 картонної упаковки. ного напівавтомату, на Фіг.3 - кінематична схема, В даному прикладі позиціювання формоутвона Фіг.4 - загальний вид напівавтомату, на Фіг.5 рюючих кондукторів 10, які знаходяться на травербазування і затиск боковини, на Фіг.6 - нанесення сі 19, відбувається за рахунок чотирьох позиційноклею, на Фіг.7 - затиск боковини на кондукторі. го мальтійського хреста 20, а обертання Картонна упаковка складається з двох частин формоутворюючого кондуктора 10 в позиції І на кришки 1 і днища 2 кожна з яких містить плоску 360° відбувається за рахунок шести позиційного основу 3 і 4 і боковину 5 і 6. Боковина та основа мальтійського хреста 21 і ланцюгових передач 22 кришки і днища з'єднується з'єднувальними елеіз загальним передаточним числом 6. Тобто при ментами 7. Кількість та форма з'єднувальних елеобертанні мальтійського хреста 21 на 1/6 оберту ментів боковин не є суттєвою ознакою. формоутворюючий кондуктор 10 робить повний При виготовленні кришки 1 коробки, на позиції оберт на 360°. І висічена заготовка боковини кришки 5 вручну Напівавтомат приводиться в дію двигуном 23, вкладається в формувально-промащувальний який через пасову передачу 24 зв'язаний з редукпристрій 8 до упора 9 формоутворюючого кондуктором 25, який в свою чергу через ланцюгову петора 10, притискається прижимом 11, після чого редачу з'єднаний з розподільчим зірочковим блоформоутворюючий кондуктор робить оберт на ком 26, від якого через ланцюгові передачі 360° навколо своєї осі, при цьому боковина кришки приводяться в дію кулачки, що керують вище пе5 протягується через формувальнореліченими операціями, а також важіль 27, що промащувальний пристрій 8 в якому відбувається приводить в дію чотирьох позиційний мальтійський формування з'єднувальних елементів 7 під кутом хрест 20 і важіль 28, що приводить в дію шести 90° до боковини і нанесення на них клею при цьопозиційний мальтійський хрест 21. Виготовлення му в певний момент часу промащувальний приднища відбувається на тому ж самому напівавтострій 12 наносить вертикальну смужку клею по маті, що й кришки, тільки переналагоджується фопередній кромці заготовки боковини. Під час оберрмувально-промащувальний пристрій на висоту тання підпружинений ролик 13 забезпечує щільне боковини днища і заміняються формоутворюючі прилягання боковини 5 до формоутворюючого кондуктори з розмірами, що відповідають його кондуктора 10. Після завершення повного оберту розміру та формі. формоутворюючого кондуктора 10 хвостова часПрискорення процесу затвердіння клеєвого тина притискається прижимом 14 до передньої шару відбувається за рахунок індивідуального кромки боковини з нанесеним на неї клеєм. підігріву кожного формоутворюючого кондуктору На позиції II контейнер 15, з плоскими основанагрівальними елементами. ми 3 кришки 1, який приводиться в дію кулачком Формоутворюючі кондуктори можуть мати фо16 притискається до з'єднувальних елементів 7 рму кола, еліпса та ін., а також їх кількість може боковини 5, завдяки цьому відбувається їх склеюбути різною, що не є суттєвою ознакою. вання. Порівняно з прототипом запропонований споНа позиції III відбувається додаткове притиссіб значно підвищує продуктивність праці, якість кання плоскої основи кришки до з'єднувальних упаковки яка випускається, швидко впроваджуєтьелементів боковини, як на позиції II, але замість ся у виробництві і не потребує кваліфікованого контейнера із заготовками використовується приперсоналу, що суттєво впливає на рентабельність тискний диск. виробництва. 5 Комп’ютерна в ерстка М. Мацело 34645 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSemiautomatic method of gluing of pasteboard packing
Автори англійськоюOmelianchuk Viktor Pavlovych
Назва патенту російськоюПолуавтоматический способ склеивания картонной упаковки
Автори російськоюОмельянчук Виктор Павлович
МПК / Мітки
МПК: B65D 85/30
Мітки: склеювання, спосіб, картонної, упаковки, напівавтоматичний
Код посилання
<a href="https://ua.patents.su/3-34645-napivavtomatichnijj-sposib-skleyuvannya-kartonno-upakovki.html" target="_blank" rel="follow" title="База патентів України">Напівавтоматичний спосіб склеювання картонної упаковки</a>
Спосіб склеювання картонної упаковки
Номер патенту: 12311
Опубліковано: 16.01.2006
Автор: Омельянчук Віктор Павлович
МПК: B65D 85/30
Мітки: склеювання, спосіб, упаковки, картонної
Формула / Реферат:
1. Спосіб склеювання картонної упаковки, при якому формують з'єднувальні елементи боковин, кришки і днища, промазують їх клеєм та стискають, який відрізняється тим, що процес формування з'єднувальних елементів під проклейку на бокових стінках кришки, днища та нанесення шару клею на них відбувається як одна технологічна операція на уніфікованому формувально-промащувальному пристрої.2. Спосіб за п.1, який відрізняється тим, що склеюють...
Клей для автоматичного склеювання картонної продукції
Номер патенту: 76378
Опубліковано: 17.07.2006
Автори: Кокошко Леокадія Павлівна, Миголь Володимир Іванович, Макушинський Олександр Вікторович, Куреза Дмитро Миколайович, Кіптик Денис Юрійович
МПК: C09J 189/00, C09J 4/00, C09J 103/00
Мітки: автоматичного, картонної, продукції, клей, склеювання
Формула / Реферат:
Клей для автоматичного склеювання картонної продукції, що містить казеїн, діамонійфосфат, гідроксид амонію, комплексоутворювач і воду, який відрізняється тим, що як комплексоутворювач містить цинк хлористий та додатково декстрин, карбамід, буру, кальцій хлористий, димол-П та піногасник при такому співвідношенні компонентів, в мас. %: казеїн 18-23 карбамід 2,5-6 ...
Спосіб маркування м`якої плівкової упаковки
Номер патенту: 20063
Опубліковано: 15.01.2007
Автори: Данелюк Володимир Іванович, Моісєєв Михайло Михайлович
МПК: B65B 61/00
Мітки: м'якої, маркування, плівкової, спосіб, упаковки
Формула / Реферат:
Спосіб маркування м'якої плівкової упаковки, що включає нанесення на її поверхню інформації про вкладений продукт, який відрізняється тим, що на заготовку упаковки наноситься багатозначна інформація про склад наповнювачів даної упаковки у вигляді наклеєних на площу упаковки однієї або декількох стрічок будь-якого розміру, де конкретно вказано вид вкладеного товару, і/або друкується кодова інформація вкладеного товару, і/або у вигляді переліку...
Коробка для упаковки
Номер патенту: 2677
Опубліковано: 15.07.2004
Автори: Бубеньов Олександр Леонідович, Шмиріна Тетяна Генадіївна, Шлайгєр Стєпан Стєпановіч, Коркач Леся Миколаївна
МПК: B65D 5/44, B65D 85/60
Формула / Реферат:
1. Коробка для упаковки, яка містить дно та кришку з отвором, що мають стінки, яка відрізняється тим, що містить дві кришки, виконані з можливістю розміщення одна над одною та прилягаючі до стінок, при цьому на нижній кришці виконані зображальні рельєфи, а отвір, розміщений на верхній кришці, обладнаний прозорим матеріалом, краї отвору виконані за формою краю зображального рельєфу нижньої кришки, при цьому поверхня дна, верхньої кришки та...
Посилена конструкція ручки картонної коробки (варіанти)
Номер патенту: 72470
Опубліковано: 15.03.2005
Автори: Бейтс Аарон, Холлі Джон М., мол., Оліфф Джеймс
МПК: B65D 5/46
Мітки: посилена, ручки, коробки, конструкція, варіанти, картонної
Формула / Реферат:
1. Посилена конструкція ручки картонної коробки, що має ручку-панель з протилежними бічними й протилежними верхнім і нижнім краями, що утворюють кути ручки-панелі, яка складається з пасового елемента, що простягається між верхнім і нижнім краями, причому протилежні бокові краї пасового елемента відокремлені від ручки-панелі, і включає розташовану в центрі ділянку, в якій протилежні центральні відрізки країв пасового елемента є паралельними і...
Попередній патент: Спосіб передачі сигналів викликів у віртуальній приватній мережі зв’язку, що створена у мережі зв’язку загального користування наземних рухомих об’єктів
Наступний патент: Спосіб усунення зморщок лоба
Випадковий патент: Спосіб перетворення активності іонів речовини у водному розчині у вихідний сигнал