Склад мастильної композиції “аквемус -2м” для обробки металів тиском
Номер патенту: 37233
Опубліковано: 15.05.2001
Автори: Ваврик Василь Іванович, Шапошник Олександр Васильович, Капланов Василь Ільіч, Пігульська Раїса Іванівна, Радушев Олексій Олександрович, Березницька Олена Андріївна, Биковська Олена Юхимівна, Стахурський Олександр Дмитрович
Формула / Реферат
Состав смазочной композиции для обработки металлов давлением, содержащий минеральное масло, отличающийся тем, что он дополнительно содержит жирные кислоты, полученные из соапстоков растительных или животных жиров, глицерин, триэтаноламин, кислоты органического происхождения фракции C18 при следующем соотношении компонентов, мас. %:
жирные кислоты, полученные из соапстоков
растительных или животных жиров 28-48
глицерин 17-25
триэтаноламин 20-30
кислоты органического происхождения
фракции C18 5-15
масло минеральное (нефтяное) до 100.
Текст
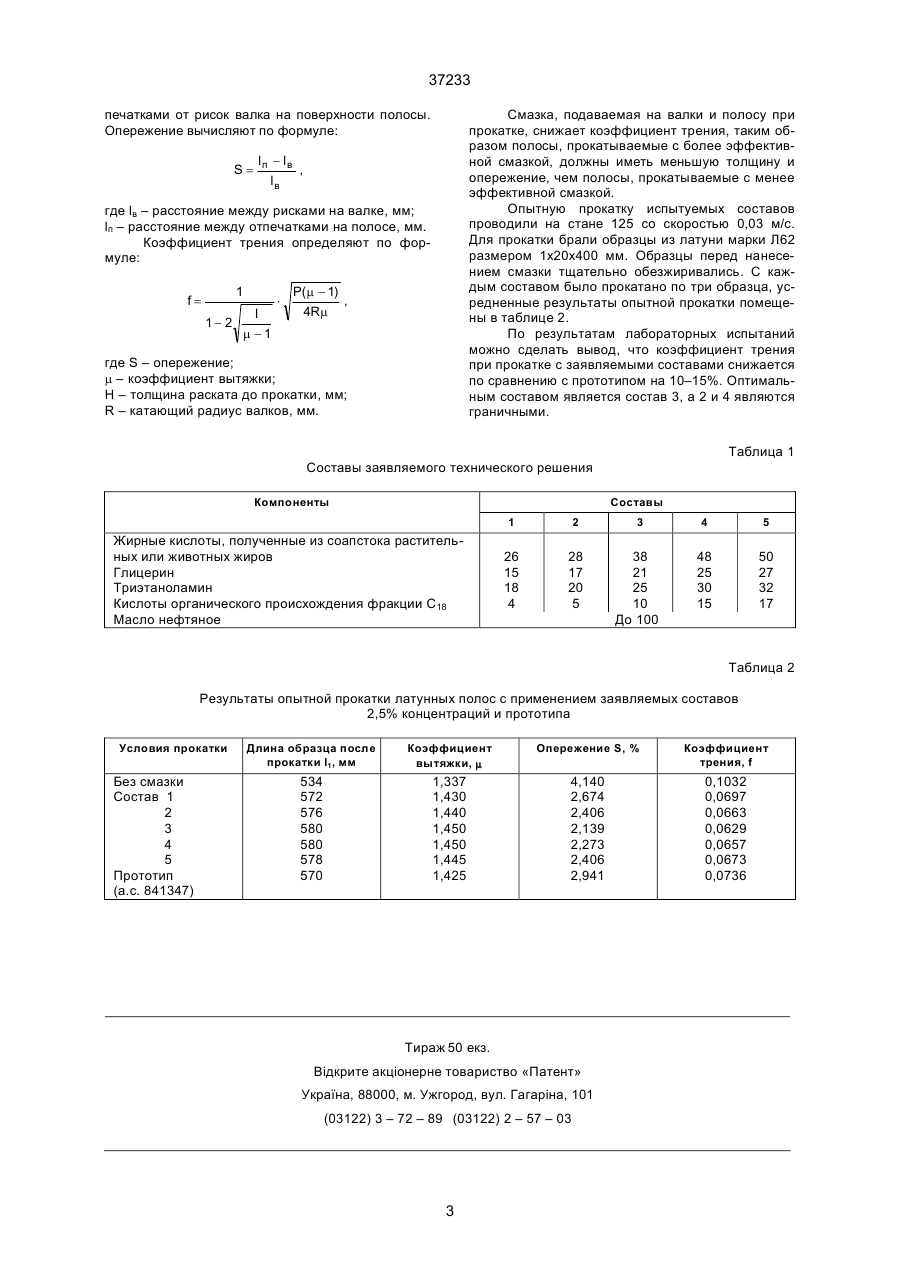
Состав смазочной композиции для обработки металлов давлением, содержащий минеральное масло, отличающийся тем, что он дополнительно содержит жирные кислоты, полученные из соапстоков растительных или животных жиров, глицерин, триэтаноламин, кислоты органического происхождения фракции С18 при следующем соотношении компонентов, мас.%: Жирные кислоты, полученные из соапстоков растительных или животных жиров 28–48 Глицерин 17–25 Триэтаноламин 20–30 Кислоты органического происхождения фракции С18 5–15 Масло минеральное (нефтяное) До 100 Ю (13) 37233 (11) UA В основу изобретения поставлена задача разработать состав для смазочной композиции, в которой введение новых компонентов и массовое соотношение исходных ингредиентов улучшает антифрикционные свойства смазочной композиции. Для решения поставленной задачи в состав смазочной композиции, содержащей минеральное масло, в соответствии с изобретением дополнительно вводят жирные кислоты, полученные из соапстоков растительных или животных жиров, глицерин, триэтаноламин, кислоты органического происхождения фракции С18 при следующем соотношении компонентов, мас.%: Жирные кислоты, полученные из соапстоков растительных или животных жиров 28–48 Глицерин 17–25 Триэтаноламин 20–30 Кислоты органического происхождения фракции С18 5–15 Масло минеральное (нефтяное) До 100 Масло минеральное (нефтяное) по своей сути является инертным продуктом, которое не вступает в химическую реакцию с поверхностью обра (19) Состав для изготовления смазочной композиции относится к технологическим смазкам и может быть использован в металлургическом производстве при обработке металлов там, где находят применение смазочно-охлаждающие жидкости – при прокатке, волочении, резании и др. Известен концентрат смазочно-охлаждающей жидкости для механической обработки металлов [1], состоящий из следующих компонентов (мас.%): Продукт обработки полифункциональных кислородсодержащих соединений гидроокисью натрия 50–61 Триэтаноламиновое мыло олеиновой кислоты 16–22 Вода 13–15 Нитрит натрия 2–3 Минеральное масло 8–10 Триэтаноламиновое мыло олеиновой кислоты в совокупности с продуктом обработки полифункциональных кислородсодержащих соединений гидроокисью натрия вызывает обильное пенообразование, поэтому в очаг деформации попадают металлические поверхности с мелкими воздушными пузырьками, нарушается дискретность разделительной смазочной пленки, что ухудшает антифрикционные свойства. C2 ______________________________ 37233 батываемых изделий, а также с другими ингредиентами составляющими смазочную композицию. Минеральное масло, заполняя микровпадины шероховатостей на поверхности металла, образует "мини-емкости" с маслом, которые при истирании пленок, снижающих трение и износ, обеспечивают противоизносное трение. В зоне контакта происходят упругие (пластичные) деформации взаимодействувющих тел, следствием чего увеличивается вязкость масла в микровпадинах, поэтому масло стабилизирует коэффициент трения, обеспечивая устойчивое скольжение. Присутствие глицерина в смазочной композиции влияет на изменение вязкости масла, кроме того, при деформации происходит возникновение слабых связей между молекулами масла и глицерина. Активные гидроксильные группировки глицерина принимают участие в образовании адсорбционного слоя на смазываемых металлических поверхностях, удерживая таким образом также у поверхности и молекулы нефтяного масла. Высокомолекулярные спирты и жирные кислоты находятся в неполярной среде в виде димеров, прочно связанных между собой активными группами. При приближении на расстояние действия силового поля металла димеры разъединяются и отдельные молекулы связываются с поверхностными молекулами металла. Под влиянием силового поля металла образуется следующий слой ориентированных димеров. Эти димеры, слабо связанные метильными группами с первичным адсорбированным слоем, очень прочно связываются между собой активными группами, образуя прочные бимолекулярные слои. На это наслоение строго ориентировано ложится следующее. Ориентация димеров активных молекул может распространяться на значительное расстояние от твердой поверхности, на которую нанесена смазка, и ее глубина достигает 400–500 мономолекулярных слоев. Под воздействием тангенциальной силы слабосвязанные между собой бимолекулярные слои легко перемещаются относительно друг друга в направлении действия силы. Работа трения при этом значительно меньше, чем в том случае, когда трущиеся поверхности разделены лишь мономолекулярными пленками. Таким образом наличие в смазочной композиции жирных кислот, глицерина и масла нефтяного, т.е. совокупность активных группировок СООН, ОН и нефтяного масла обеспечивают данному составу высокие антифрикционные свойства. Количество жирных кислот менее 28% является недостаточным для образования металлических мыл на поверхности металла и образования димеров, количество жирных кислот свыше 48% ведет к загущению продукта, на поверхности металла образуется толстый слой смазки, что ведет к ее перерасходу. Триэтаноламин является сильным основанием и обладает смачивающим эффектом, в совокупности с кислотой органического происхождения С18 создает в смеси нейтральную или слегка щелочную среду. Количество триэтаноламина менее 20% является недостаточным для создания среды рН 8, избыток триэтаноламина свыше 30% ведет к расслоению смеси и соответственно приготовленной из нее эмульсии. Избыток кислот органического происхождения фракции С18 ведет к замасливанию инструмента (свыше 15%), количество кислот С18 менее 5% является недостаточным для образования слабощелочной среды в смеси, при недостатке этих кислот рН среды существенно возрастает, т.е. среда становится слишком щелочной (рН 10). Количество глицерина менее 17% является недостаточным для образования сплошной адсорбированной пленки на поверхности металла, количество глицерина свыше 25% ведет к расслоению смеси. В качестве сырья использовали следующие материалы: – глицерин сырой по ГОСТ6823–77 сорт 1, 2, 3 или дистиллиpованный по ГОСТ 6824–76; – кислоты жирные, полученные из соапстока ТУ 10–04–02–80–91; – кислоту органического происхождения фракции С18 вводим в виде олеиновой кислоты по ГОСТ 7580–91 или ТУ 10 РСФСР 311–88, или кориандровое масло по ТУ 10–04–13–65–80; – масло нефтяное по ГОСТ 20799–75 или ТУ 38.1011232–89 или ТУ 38.1011212–89; – триэтаноламин технический марки А или Б ТУ 6–02–916–79. Для определения оптимального состава были изготовлены пять составов (таблица 1). В варочный бак, снабженный мешалкой и обогревом, были загружены компоненты состава в следующей последовательности: кислоты жирные – 38 г, глицерин – 21 г, масло олеиновое (кориандровое) 10 г, триэтаноламин 25 г, масло нефтяное 6 г. Вся масса тщательно перемешивалась, и окончательная смесь представляет собой пастообразную жироподобную массу или вязкотекучую жидкость темно-коричневого цвета со специфическим запахом, легко разбавляется водой жесткостью до 19 мг-экв/л, рН приготовленных эмульсий 7–9. Для оценки антифрикционных свойств технологических смазок при обработке металлов давлением используется коэффициент трения. Наиболее универсальным, относительно простым и достаточно надежным методом определения коэффициента трения является расчет его через опытное опережение. Коэффициент трения является безразмерной величиной и объединяет в себе опережение при прокатке и коэффициент вытяжки полосы, которые наиболее чувствительны к изменению сил трения в очаге деформации при прокатке с постоянной установкой рабочих валков. Коэффициент трения дает возможность достаточно точно определить изменение сил трения в очаге деформации в зависимости от свойств технологических смазок. Коэффициент вытяжки определяют по формуле: m= l1 , l0 где lo и l1 – длина образца соответственно до и после прокатки. Для экспериментального определения опережения обычно применяют метод керновых отпечатков. Он заключается в том, что с помощью керна на поверхности валка делают отметки (риски), расстояние между которыми измеряют. После прокатки измеряют расстояние между соответствующими от 2 37233 Смазка, подаваемая на валки и полосу при прокатке, снижает коэффициент трения, таким образом полосы, прокатываемые с более эффективной смазкой, должны иметь меньшую толщину и опережение, чем полосы, прокатываемые с менее эффективной смазкой. Опытную прокатку испытуемых составов проводили на стане 125 со скоростью 0,03 м/с. Для прокатки брали образцы из латуни марки Л62 размером 1х20х400 мм. Образцы перед нанесением смазки тщательно обезжиривались. С каждым составом было прокатано по три образца, усредненные результаты опытной прокатки помещены в таблице 2. По результатам лабораторных испытаний можно сделать вывод, что коэффициент трения при прокатке с заявляемыми составами снижается по сравнению с прототипом на 10–15%. Оптимальным составом является состав 3, а 2 и 4 являются граничными. печатками от рисок валка на поверхности полосы. Опережение вычисляют по формуле: S= lп - lв , lв где lв – расстояние между рисками на валке, мм; lп – расстояние между отпечатками на полосе, мм. Коэффициент трения определяют по формуле: f= 1 І 1- 2 m -1 × Р(m - 1) , 4Rm где S – опережение; m – коэффициент вытяжки; Н – толщина раската до прокатки, мм; R – катающий радиус валков, мм. Таблица 1 Составы заявляемого технического решения Составы Компоненты 1 Жирные кислоты, полученные из соапстока растительных или животных жиров Глицерин Триэтаноламин Кислоты органического происхождения фракции С18 Масло нефтяное 2 3 4 5 26 15 18 4 28 17 20 5 38 21 25 10 До 100 48 25 30 15 50 27 32 17 Таблица 2 Результаты опытной прокатки латунных полос с применением заявляемых составов 2,5% концентраций и прототипа Условия прокатки Без смазки Состав 1 2 3 4 5 Прототип (а.с. 841347) Длина образца после прокатки l1, мм Коэффициент вытяжки, m Опережение S, % Коэффициент трения, f 534 572 576 580 580 578 570 1,337 1,430 1,440 1,450 1,450 1,445 1,425 4,140 2,674 2,406 2,139 2,273 2,406 2,941 0,1032 0,0697 0,0663 0,0629 0,0657 0,0673 0,0736 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3
ДивитисяДодаткова інформація
Назва патенту англійськоюCompound of lubricant composition aquemus-2m for the pressure treatment of metals
Автори англійськоюStakhurskyi Oleksandr Dmytrovych, Shaposhnyk Oleksandr Vasyliovych, Bykovska Olena Yukhymivna, Vavryk Vasyl Ivanovych, Pihulska Raisa Ivanivna, Kaplanov Vasyl Illich, Radushev Oleksii Oleksandrovych, Bereznytska Olena Andriivna
Назва патенту російськоюСостав смазочной композиции "аквемус -2м" для обработки металлов давлением
Автори російськоюСтахурский Александр Дмитриевич, Шапошник Александр Васильевич, Быковская Елена Ефимовна, Ваврик Василий Иванович, Пигульская Раиса Ивановна, Капланов Василь Ильич, Радушев Алексей Александрович, Березницкая Елена Андреевна
МПК / Мітки
МПК: C10M 173/02
Мітки: тиском, обробки, металів, склад, аквемус, мастильної, 2м, композиції
Код посилання
<a href="https://ua.patents.su/3-37233-sklad-mastilno-kompozici-akvemus-2m-dlya-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Склад мастильної композиції “аквемус -2м” для обробки металів тиском</a>
Мастильна композиція для обробки металів едоксом-2м
Номер патенту: 18149
Опубліковано: 29.12.1999
Автори: Пігульська Раіса Іванівна, Стахурський Олександр Дмитрович, Березницька Олена Андріївна, Шапошник Олександр Васильович, Ваврик Василь Іванович, Биковська Олена Юхимівна, Капланов Василь Ільіч, Радушев Олексій Олександрович
МПК: C10M 101/04, C10M 159/02
Мітки: композиція, металів, мастильна, едоксом-2м, обробки
Формула / Реферат:
Смазочная композиция для обработки металлов, содержащая триэтаноламиновые мыла кислот органического происхождения фракции C18 и глицерин, отличающая-с я тем, что дополнительно содержит жирные кислоты, полученные из соапстоков производства растительных или животных жиров и продукты обработки этих кислот глицерином при следующем соотношении компонентов, мас.%:
Основа технологічних мастил для гарячої обробки металів тиском
Номер патенту: 13443
Опубліковано: 15.09.2000
Автори: Каргін Борис Сергійович, Діамантопуло Костянтин Костянтинович
МПК: C10M 103/00
Мітки: гарячої, обробки, тиском, основа, технологічних, металів, мастил
Формула / Реферат:
Основа технологических смазок для горячей обработки металлов давлением, содержащая воду и триэтаноламин, отличающаяся тем, что основа дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции С10-С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых...
Мастило для холодної обробки металів тиском “акваполіс-м”
Номер патенту: 10377
Опубліковано: 25.12.1996
Автори: Капланов Василь Ілліч, Радушев Олексій Олександрович, Андреєва Раїса Михайлівна, Радушева Людмила Миколаївна, Капланова Олена Василівна, Капланова Наталія Василівна, Рижова Ельвіра Іванівна, Іщенко Ніна Миколаївна, Горбаньов Іван Федорович
МПК: C10M 173/02
Мітки: металів, мастило, холодної, обробки, тиском, акваполіс-м
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая моноэтаноламиновые соли синтетических жирных кислот фр. C17-C20, натриевые соли синтетических жирных кислот фракции С5-С6 и воду, отличающаяся тем, что она дополнительно содержит минеральное масло и олеиновую кислоту, взятых в соотношении 1:1 при следующем соотношении компонентов, мас.%:моноотаноламиновые соли синтетических жирныхкислот фр. С17-С20...
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 5246
Опубліковано: 28.12.1994
Автори: Цегельнюк Любов Іванівна, Шєвалдикіна Людміла Гавріловна, Стахурський Олександр Дмитрович, Кудряшов Владімір Алєксандровіч, Маврина Валентина Миколаївна, Ваврик Василь Іванович, Поліщук Віктор Олександрович, Кулик Валентина Яківна, Чередниченко Григорій Іванович, Федоренко Олександр Васильович
МПК: C10N 30/06, C10M 159/12, C10M 135/00, C10M 173/00, C10M 125/10, C10N 40/24, C10M 129/16
Мітки: металів, обробки, холодної, мастила, концентрат, тиском
Формула / Реферат:
Концентрат смазки для холодной обработки металлов давлением, содержащий минеральное масло, полиоксиэтиленгликолевые эфиры первичных жирных спиртов фракции С10-С20 с 8-12 молями окиси этилена и продукт конденсации при температуре 170-180°С на основе полигликолей, отличающийся тем, что концентрат в качестве продукта конденсации при температуре 170-180°С на основе полигликолей содержит продукт конденсации при температуре 170-180°С полигликолей с...
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Мельничок Мирослав Йосифович, Шкарапата Ярослав Євстафієвич, Сошко Віктор Олександрович, Літвак Єфим Анатолійович, Ільницький Зенон Михайлович, Сошко Олександр Іванович, Гірняк Іван Степанович, Казакевич Ігор Іларіонович, Болюк Іван Михайлович, Гарун Ярослав Євстафієвич, Гораль Володимир Михайлович
МПК: C10M 143/00, C10M 173/02, C10M 131/00, C10M 129/16
Мітки: мастило, холодної, металів, обробки, тиском, технологічне
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Попередній патент: Спосіб культивування синьозеленої водорості spirulina platensis (nordst) geitl
Наступний патент: Спосіб регулювання тиску повітря в шинах і система для його здійснення
Випадковий патент: Система аспірації пилогазових викидів дугової печі