Основа технологічних мастил для гарячої обробки металів тиском
Номер патенту: 13443
Опубліковано: 15.09.2000
Автори: Діамантопуло Костянтин Костянтинович, Каргін Борис Сергійович
Формула / Реферат
Основа технологических смазок для горячей обработки металлов давлением, содержащая воду и триэтаноламин, отличающаяся тем, что основа дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции С10-С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых углеводородов, при следующем соотношении компонентов в мас. %:
натриевые соли алкилсульфонатов на основе
синтетических жирных кислот фракции С5-С10 0,5-0,8
диэтаноламиды синтетических жирных кислот
фракции С10-C13 0,1-0,3
моноэтаноламин 0,3-0,5
синтетические жирные спирты фракции С10-С13 0,05-0,15
полифосфат натрия 0,05-0,2
триэтаноламин 0,2-0,4
аммонийные соли лигносульфоновых кислот 0,5-8,0
триполифосфат натрия 1,0-5,0
мыльный клей, полученный при окислении
парафиновых углеводородов 0,3-0,5
вода остальное.
Текст
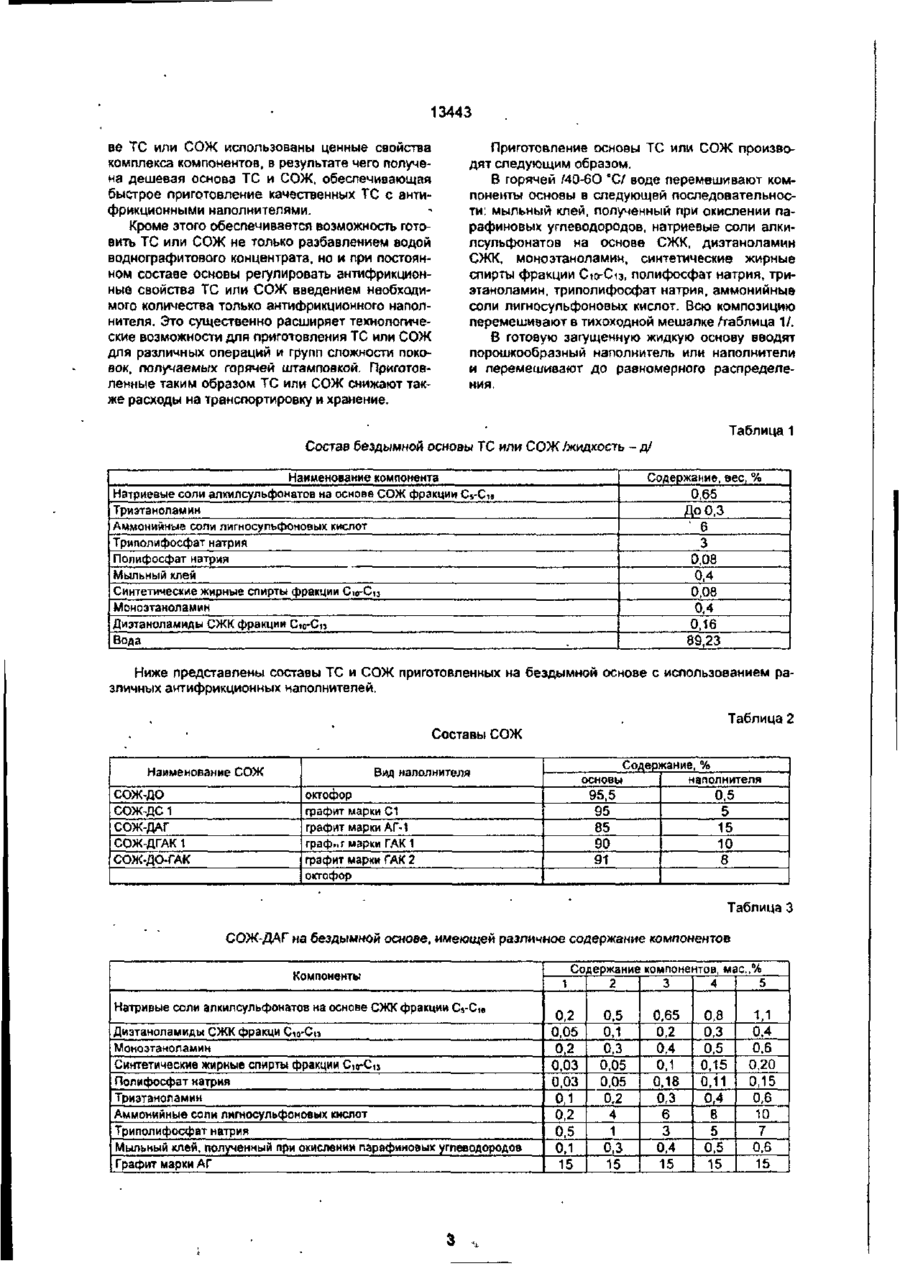
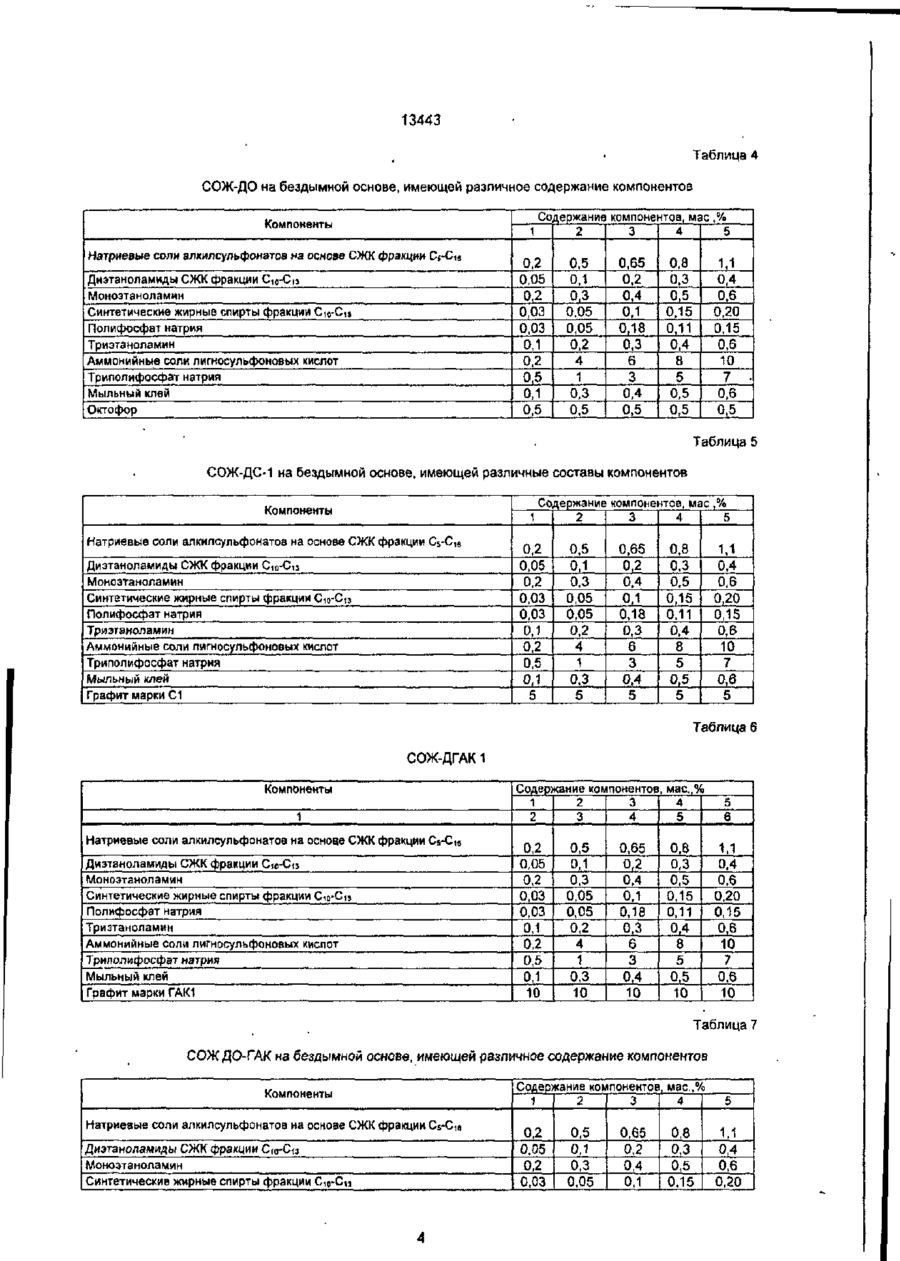
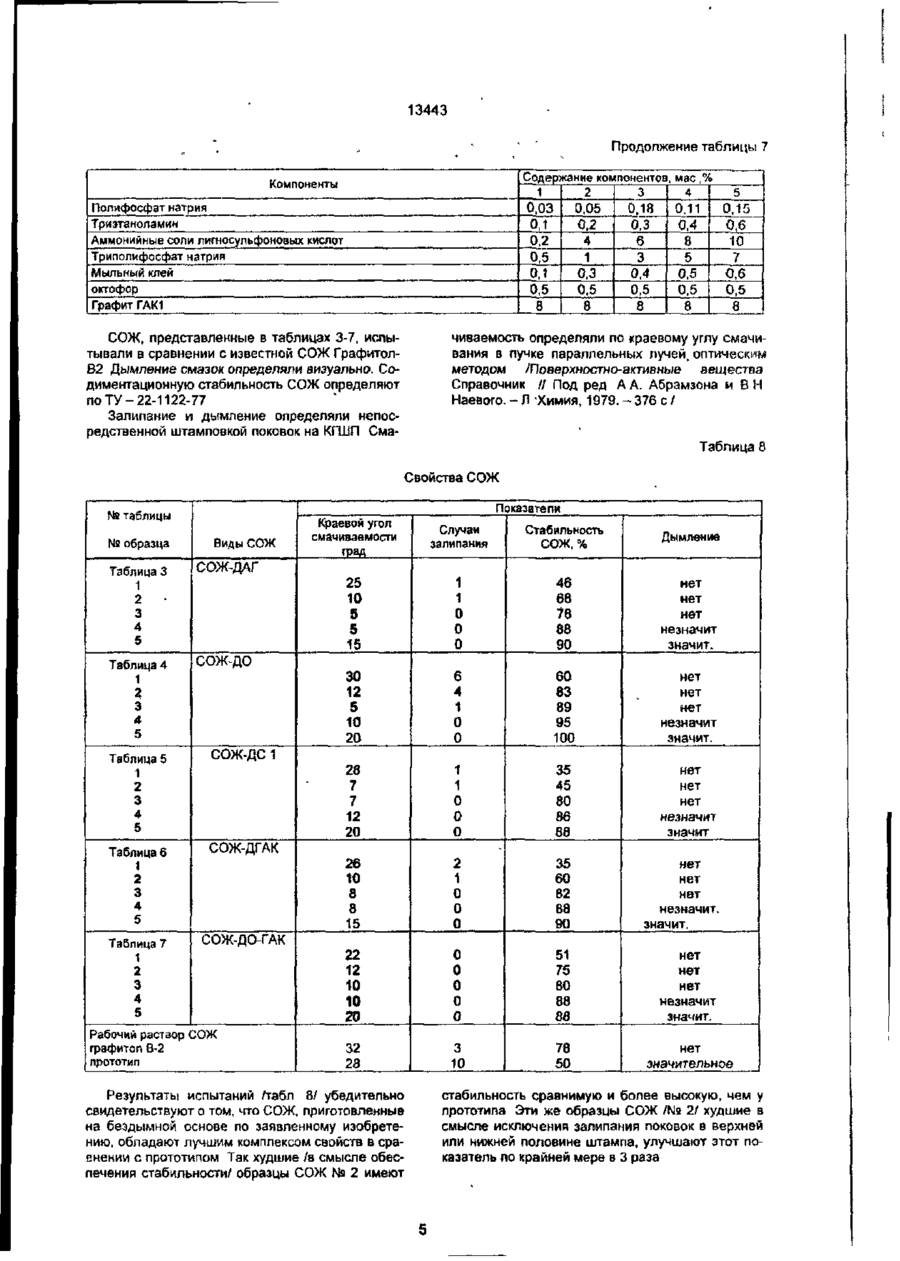
1 Основа технологических смазок для горячей обработки металлов давлением, содержащая воду и триэтаноламин, отличающаяся тем, что основа дополнительно содержит алкилсульфонаты натрия на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции Сю-Сіз, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия, мыльный клей, полученный при окислении парафиновых углеводородов, при следующем соотношении компонентов в мае. % - алкилсульфонаты натрия на основе синтетических жирных кислот фракции Сь - Сш 0,5-0,8 - диэтаноламиды синтетических жирных кислот фракции do-Сіз 0,1-0,3 - моноэтаноламин 0,3-0,5 - синтетические жирные спирты фракции Сю- Сіз 0,05-0,15 - полифосфат натрия 0,05-0,2 - триэтаноламин 0,2-0,4 - аммонийные соли лигносульфоновых кислот 0,5-0,8 - триполифосфат натрия 1,0-5,0 - мыльный клей, полученный при окислении парафиновых углеводородов 0,3-0,5 - вода остальное Изобретение относится к производству технологических смазок (ТС), применяемых при обработке металлов давлением, в частности, при горячей штамповке Широко известно применение в отечественной промышленности технологических смазок на основе водной суспензии антифрикцио* ного наполнителя, например, графита, в частности, смазочноохлаждающей жидкости (СОЖ) ОГВ-50 по ТУ 2125-147-75, имеющая состав в мае %% - графит коллоидный окисленный водный - 12 - лигносульфонат аммония - до 4,5 - аммиак водный технический 25%-ный - до 8 - вода (конденсат)- до 100 Стойкость дисперсии (седиментационная стабильность) по ТУ21-25-147-75 не менее 50 % Известная смазка имеет низкие адгезионные свойства из-за неудовлетворительных гидрофильных свойств частиц антифрикционного наполнителя - графита - обусловленных отсутствием в составе смазки веществ различных классов, обеспечивающих получение синергетического эффекта Ближайшим техническим решением - прототипом является СОЖ по а с 489781, кл СЮМЗ/12, С1ОМЗ/26, основой, которой служит сополимер акриловой кислоты и тетраллилового эфира пен тоэритрита /0,2-1,0 %/, блоксополимер окисей пропилена и этилена /0,01-0,5 %/, аммиак /0,1-0,2 %/, триэтаноламин /0,2-1,0/, антифрикционный наполнитель /1-30 %/ и воду до 100 %. Данная СОЖ, как и аналог, не обеспечивает необходимых адгезионных свойств СОЖ, особенно при смазке поверхности инструмента с недогретой /20-150 °С/ или перегретой /250-3507 поверхностью, так как капельки распыленной СОЖ имеют сравнительно высокое поверхностное натяжение Кроме того, слабая газотворная способность компонентов СОЖ-прототипа приводит к сравнительно большому количеству залипаний при штамповке поковок 2-3 групп сложности, а изза возможной каогуляции частиц графита СОЖпрототип имеет низкую седиментационную стабильность Задачей создания изобретения является разработка основы технологических смазок для горячей обработки металлов давлением, в которой введение новых компонентов при их определенном количественном соотношении, позволило бы повысить адгезионные свойства и седиментационную стабильность смазки и за счет этого улучшить качество и исключить загрязнение атмосферы при их использовании СМ О со 13443 Для решения поставленной задачи в основу технологических смазон для горячей обработки металлов давлением, содержащую воду и триэтаноламин, е соответствии с изобретением, дополнительно введены натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции Сю-Сіз, моноэтаноламин, синтетические жирные спирты фракции Сіо-Сіз, полифосфат натрия, аммонийные соли лигносульфоновых кислот, три пол и фосфата натрия и мыльный клей, полученный при окислении парафиновых углеводородов, при следующем соотношении компонентов в мае % - натриевые соли алкипсульфонатов на основе синтетических жирных кислот фракции CS-CIG 0,5-0,8 - диэтаноламиды синтетических жирных кислот фракции Сю-Си 0,1-0,3 - моноэтаноламин 0,3-0,5 - синтетические жирные спирты фракции Сю-Сіз 0,05-0,15 - полифосфат натрия 0,05-0,2 - триэтаноламин 0,2-0,4 - аммонийные сопи лигносульфоновых кислот 0,5-8,0 - триполифосфат натрия 1,0-5,0 - мыльный клей, полученный при окислении парафиновых углеводородов 0,3-0,5 - вода остальное Предложенный состав основы обеспечивает сравнительно быстрое смачивание поверхностей частиц наполнителя с одновременной адсорбцией на этих поверхностях фосфатных групп, что предотвращает коагуляцию наполнителя и выпадение ого в осадок Это, в свою очередь, повышает сцепляемость твердої! фазы смазки после испарения воды со смазываемой поверхностью Подавление коагуляции частиц наполнителя предотвращает осаждение нерастворимых частиц наполнителя, что повышает стабильность СОЖ Адгезионные свойства улучшаются за счет лучшего смачивания смазываемой поверхности Для улучшения смачивания твердых поверхностей поверхностное натяжение раствора основы ТС должно уменьшаться во времени очень быстро /динамическое поверхностное натяжение должно быть весьма близким к статическому/ Кроме низкого поверхностного натяжения для быстрого смачивания необходимо также, чтобы молекулы смачивателя обладали высокой скоростью диффузии и большой площадью, занимаемой в поверхностном слое В составе основы используют натриевые соли алкилсульфонатов СЖК (ТУ38-107-19-77) и синтетические жирные спирты (ТУ38-107-26-77) фракции с длиной цепи С5-С16 и Сю-Стз соответственно Данные фракции наиболее полно обеспечивают проявление поверхностно-активного плестифицирования металла {эффект Ребиндера) и вместе с тем создают прочную пленку на границе трения металл-инструмент Кроме этого частицы антифрикционного наполнителя попадая в водный раствор ПАВ /мыльный клей полученный при окислении парафиновых углеводородов (ТУ38-107-57-80), натриевые соли алкилсульфонатов, диэтаноламиды синтетических жирных кислот (ТУ38-107-97-82), приобретают повышенные гидрофильные свойства, и в растворе аммонийных солей лигносупьфоновых кислот быстро образуют суспензию с равномерным распределением частиц по объему ТС или СОЖ Аммонийные соли лигносульфоновых кислот вводятся, как стабилизатор суспензии графита и как поверхностно-актианое вещество, препятствующее запинанию деталей в штампе и взаимодействующее с триэтаноламином и моноэтаноламином (ТУ6-02-915-79), входящими в основу, при этом в процессе медленной реакции выделяется аммиак Аммиак консервирует СОЖ, повышает рН, что улучшает стабилизацию наполнителя Введение в основу ТС аммонийных солей лигносульфоновых кислот менее 0,5 % резко ухудшает качество СОЖ Введение более Р % приводит в застыванию остатков СОЖ на поверхности штампа вокруг гравюры и на оборудовании в виде корки и образованию дыма, т е к созданию антисанитарных условий на рабочем месте /табл 8/ Аммонийные соли лигносульфоновых кислот являются отходом целлюлозно-бумажной промышленности, образующиеся при варке древесины с аммонийным основанием варочной ванны Они представляют собой водный раствор сложных полимерных соединений лигносульфоновых кислот с примесью редуцирующих веществ Они выпускаются по ОСТ 81-79-74 в виде 50 % концентрата Введение триполифосфата натрия в количестве 1-5 % и полифосфата натрия в количестве 0,05-0,2% при соответствующем соотношении с аммонийными солями лигносульфоновых кислот дополнительно стабилизирует СОЖ, т к адсорбируясь на гидрофильной поверхности частиц, блокирует центры кристаллизации и коагуляции и подавляет их рост Кроме этого фосфаты натрия при горячей штамповке плавятся при более высоких температурах Конечными продуктами нагревания и разложения являются пирофосфат или ортофосфат натрия с температурами плавления соответственно 880 и 1040 =С Таким образом, наличие фосфатов натрия в СОЖ создает ао всем диапазоне температур поверхности контакта инструмент-заготовка при горячей штамповке жидкую фазу и этим снижает коэффициент трения, т к мокрое трение имеет коэффициент трения ниже сухого Введение трипопифосфата и полифосфата натрия а основу СОЖ менее 1 % неэффективно Введение более 5 % приводит к образованию на поверхности гравюры штампа трудноудал и мого остатка на основе фосфатного стекла Триполифосфат натрия выпускают по ГОСТ 13493-77 Он является продуктом переработки ортофосфорно й кислоты и применяется для изготовления моющих средств Полифосфат натрия выпускают по ГОСТ 20291-80 Триэтаноламин вводится в основу ТС, как ингибитор коррозии и как вещество, препятствующее облитерации трубопроводоа, подающих ТС к штампам Введение триэтаноламина в ТС и СОЖ в количестве более 0,3 % запрещено Московским институтом гигиены и профзаболеваний АМН СССР Триэтаноламин выпускают по ТУ G 02 316 79 Он является продуктом замещения атомов водорода о аммиаке аминоспиртами В предлагаемой осно 13443 ве ТС или СОЖ использованы ценные свойства комплекса компонентов, в результате чего получена дешевая основа ТС и СОЖ, обеспечивающая быстрое приготовление качественных ТС с антифрикционными наполнителями. Кроме этого обеспечивается возможность готовить ТС или СОЖ не только разбавлением водой воднографитового концентрата, но и при постоянном составе основы регулировать антифрикционные свойства ТС или СОЖ введением необходимого количества только антифрикционного наполнителя. Это существенно расширяет технологические возможности для приготовления ТС или СОЖ для различных операций и групп сложности поковок, получаемых горячей штамповкой. Приготовленные таким образом ТС или СОЖ снижают также расходы на транспортировку и хранение. Приготовление основы ТС или СОЖ производят следующим образом. В горячей /40-60 "С/ воде перемешивают компоненты основы в следующей последовательности: мыльный клей, полученный при окислении парафиновых углеводородов, натриевые соли алкилсульфонатов на основе СЖК, диэтаноламин СЖК, моноэтаноламин, синтетические жирные спирты фракции Сю-Сп, полифосфат натрия, триэтаноламин, триполифосфат натрия, аммонийные соли лигносульфоновых кислот. Всю композицию перемешивают в тихоходной мешалке Атаблица 1/. В готовую загущенную жидкую основу вводят порошкообразный наполнитель или наполнители и перемешивают до равномерного распределения. Таблица 1 Состав бездымной основы ТС или СОЖ/жццкость - д/ Наименование компонента Натриевые соли алкилсульфонатов на основе СОЖ фракции Cs-Cn Три этанол амин Аммонийные соли лигносульфоновых кислот Триполифосфат натрия Полифосфат натрия Мыльный клей Синтетические жирные спирты фракции Сю-С,5 Моноэтаноламин Диэтаноламиды СЖК фракции Сю-Си Вода Содержание, вес, % 0,65 До 0,3 " 6 3 0,08 0,4 0,08 0.4 0,16 89.23 Ниже представлены составы ТС и СОЖ приготовленных на бездымной основе с использованием различных антифрикционных наполнителей. Таблица 2 Составы СОЖ Наименование СОЖ СОЖ-ДО СОЖ-ДС 1 СОЖ-ДАГ СОЖ-ДГАК 1 СОЖ-ДО-ГАК Вид наполнителя основы Содержание, % наполнителя 95,5 95 85 90 91 октофор графит марки С1 графит марки АГ-1 граф., г марки ГАК 1 графит марки ГАК 2 октофор 0.5 5 15 10 8 Таблица 3 СОЖ-ДАГ иа бездымной основе, имеющей различное содержание компонентов Компоненты Натривые соли алкилсульфонатов на основе СЖК фракции Cj-de Диэтаноламиды СЖК фракци Сю-Сп Моноэтаноламин Синтетические жирные спирты фракции Сщ-Сц Полифосфат натрий Триэтаноламии Аммонийные соли лигносульфоновых кислот Триполифосфат натрия Мыльный клей, полученный при окислении парафиновых углеводородов Графит марки АГ 1 Содержание компонентов, мас.,% 5 2 3 А 0,2 0,05 0,2 0,03 0,03 0,1 0,2 0,5 0,1 15 0.5 0,1 0,3 0,05 0,05 0.2 4 1 0,3 15 0.65 0,2 0,4 0,1 0.18 0,3 6 3 0,4 15 0,8 0,3 0,5 0,15 0,11 0,4 8 5 0,5 15 1,1 0,4 0,6 0.20 0,15 0,6 10 7 0,6 15 13443 Таблица 4 СОЖ-ДО на бездымной основе, имеющей различное содержание компонентов Компоненты 1 Натриевые соли алкилсульфоиатов на основе СЖК фракции Cs-Cte Диэтаноламиды СЖК фракции Сю-Сп Моноэтаноламин Синтетические жирные спирты фракции С,0-Си Пол и фосфат натрия Триэтаноламин Аммонийные соли лигносульфоновых кислот Триполифосфат натрия Мыльный клей Октофор Содержание компонентов, мае,% 4 2 3 5 0,2 0,05 0,2 0,03 0,03 0,1 0,2 0,5 0,1 0,5 0,5 0,1 0,3 0.05 0,05 0,2 4 1 0,3 0,5 0,65 0,2 0,4 0,1 0,18 0,3 6 3 0,4 0,5 1,1 0,8 0,3 0,5 0,15 0,11 0,4 8 5 0,5 0,5 0,4 0,6 0,20 0,15 0,6 10 7 • 0,6 0,5 Таблица 5 СОЖ-ДС-1 на бездымной основе, имеющей различные составы компонентов Компоненты 1 Натриевые соли алкилсульфонатов на основе СЖК фракции С5-С,в Диэтаноламиды СЖК фракции Сю-Сп Моноэтаноламин Синтетические жирные спирты фракции Сю-Сіз Полифосфат натрия Три этанол амин Аммонийные соли пигносульфоновых кислот Триполифосфат натрия Мыльный клей Графит марки С1 Содержание компонентов, мае,% 3 4 2 5 0,2 0,05 0,2 0,03 0,03 0,1 0.2 0,5 0,1 5 0,5 0,1 0,3 0,05 0,05 0,2 4 1 0,3 5 0,65 0,2 0,4 0,1 0,18 0,3 6 3 0,4 5 0,8 0,3 0,5 0,15 0,11 0,4 8 5 0-5 5 1,1 0,4 0,6 0,20 0,15 0,6 10 7 0,6 5 Таблица б СОЖ-ДГАК 1 Компоненты 1 Натриевые соли алкилсульфонатов на основе СЖК фракции Cs-C,e Диэтаноламиды СЖК фракции С,0-Сіз Моноэтаноламин Синтетические жирные спирты фракции Сю-С]3 Полифосфат натрия Триэтаноламин Аммонийные соли лигносульфоновых кислот Триполифосфат натрия Мыльный клей Графит марки ГАК1 Содержание компонентов, мас.,% 1 2 3 4 2 3 4 5 0,2 0,05 0,2 0,03 0,03 0,1 0,2 0,5 0,1 10 0,5 0,1 0,3 0,05 0,05 0,2 4 1 0,3 10 0,65 0,2 0,4 0,1 0,18 о.з 6 3 0,4 10 0,8 0,3 0,5 0,15 0,11 0,4 8 5 0,5 10 5 6 1.1 0,4 0,6 0.20 0,15 0,6 10 7 0,6 10 Таблица 7 СОЖ ДО-ГАК на бездымной основе, имеющей различное содержание компонентов Компоненты Натриевые соли алкилсульфонатов на основе СЖК фракции Cs-Cie Диэганоламиды СЖК фракции Сш-Сп Моноэтаноламин Синтетические ЖИрНЫе СПИРТЫ фраКЦИИ Сіо-Сп Содержание компонентов, мас.,% 4 1 2 3 0,2 0,05 0,2 0,03 0,5 0.1 0,3 0,05 0,65 0,2 0,4 0,1 0,8 0,3 0,5 0,15 5 1,1 0,4 0,6 0,20 13443 Продолжение таблицы 7 Содержание компонентов, мае,% 1 2 3 4 Компоненты Попифосфат натрия Тризта нол амин Аммонийные соли лигносульфоновых кислот Триполифосфат натрия Мыльный клей окгофор Графит ГАК1 0,03 0,1 0.2 0,5 0.05 0.2 4 1 0,3 0.5 8 0.Ї 0,5 8 СОЖ, представленные в таблицах 3-7, испытывали в сравнении с известной СОЖ ГрафитолВ2 Дымление смазок определяли визуально. Содиментационную стабильность СОЖ определяют лоТУ-22-1122-77 Залипание и дымление определяли непосредственной штамповкой поковок на КГШП Сма 0.18 0.3 6 3 0.4 0,5 8 0.11 0,4 8 5 0,5 0,5 8 5 0,15 0,6 10 7 0,6 і 0,5 8 чиваемость определяли по краевому углу смачивания в пучке параллельных лучей, оптическим методом /Поверхностно-активные вещества Справочник // Под ред А А. Абрамзона и В N Наеаого. - Л Химия, 1979. - 376 с / Таблица 8 Свойства СОЖ Показатели № образца Таблица 3 1 2 Стабильность СОЖ, % Дымление 1 1 0 0 0 46 68 78 88 90 нет нет нет незначит значит. 30 12 5 10 20 6 4 1 0 0 60 63 89 95 100 нет нет нет незначит значит. 28 7 7 12 20 1 1 0 0 0 35 45 80 86 88 нет нет нет незначит значит 26 10 8 8 15 2 1 0 0 0 35 60 82 88 90 нет нет нет незначит, значит. 22 12 10 10 20 51 75 80 88 88 нет нет нет незначит значит. 32 28 3 10 78 50 нет значительное СОЖ-ДАГ • 3 4 5 Таблица 4 1 Случаи залипання 25 10 5 5 15 Виды СОЖ Краевой угол смачиваемости град о о о о о № таблицы СОЖ-ДО 2 3 4 5 Таблица 5 1 2 3 4 5 СОЖ-ДС 1 Таблица 6 1 2 3 4 5 СОЖ-ДГАК Таблица 7 1 2 3 4 5 СОЖ-ДО-ГАК Рабочий растаор СОЖ графитол В-2 прототип Результаты испытаний /табл 8/ убедительно свидетельствуют о том, что СОЖ, приготовленные на бездымной основе по заявленному изобретению, обладают лучшим комплексом свойств в сравнении с прототипом Так худшие /а смысле обеспечения стабильности/ образцы СОЖ № 2 имеют стабильность сравнимую и более высокую, чем у прототипа Эти же образцы СОЖ /№ 2/ худшие в смысле исключения залипання поковок о верхней или нижней половине штампа, улучшают этот показатель по крайней мере в 3 раза 13443 Краевой угол смачивания у СОЖ на бездымной основе более чем в два раза меньше, чем у Тираж прототипа, что свидетельствуют о более высоких адгезионных свойствах заявленной основы СОЖ. 50 екэ. Поліграфічний комбінат ВАТ "Патент" вул. Гагаріна, 101, м. Ужгород, 88000, Україна (03122)3-72-89 2-59-54
ДивитисяДодаткова інформація
Назва патенту англійськоюBase of process lubricants for hot metal forming
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kargin Borys Serhiiovych
Назва патенту російськоюОснова технологических масел для горячей обработки металлов давлением
Автори російськоюДиамантопуло Константин Константинович, Каргин Борис Сергеевич
МПК / Мітки
МПК: C10M 103/00
Мітки: обробки, основа, мастил, металів, тиском, гарячої, технологічних
Код посилання
<a href="https://ua.patents.su/6-13443-osnova-tekhnologichnikh-mastil-dlya-garyacho-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Основа технологічних мастил для гарячої обробки металів тиском</a>
Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском
Номер патенту: 20588
Опубліковано: 15.07.1997
Автори: Хаустов Георгій Йосипович, Бут Олександр Володимирович, Кіріченко Юрій Алімович, Брескіна Алла Іллівна, Кац Михайло Ісаакович
МПК: G01N 19/02, G01N 3/56
Мітки: холодної, тиском, спосіб, мастил, технологічних, металів, обробки, ефективності, оцінки
Формула / Реферат:
Способ оценки эффективности технологических смазок для холодной обработки металлов давлением, включающий деформацию металлических образцов с нанесенными на них исследуемыми смазками, отличающийся тем, что после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные...
Мастило для холодної обробки металів тиском “акваполіс-м”
Номер патенту: 10377
Опубліковано: 25.12.1996
Автори: Іщенко Ніна Миколаївна, Капланова Олена Василівна, Радушев Олексій Олександрович, Горбаньов Іван Федорович, Радушева Людмила Миколаївна, Андреєва Раїса Михайлівна, Капланов Василь Ілліч, Капланова Наталія Василівна, Рижова Ельвіра Іванівна
МПК: C10M 173/02
Мітки: акваполіс-м, металів, обробки, тиском, холодної, мастило
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая моноэтаноламиновые соли синтетических жирных кислот фр. C17-C20, натриевые соли синтетических жирных кислот фракции С5-С6 и воду, отличающаяся тем, что она дополнительно содержит минеральное масло и олеиновую кислоту, взятых в соотношении 1:1 при следующем соотношении компонентов, мас.%:моноотаноламиновые соли синтетических жирныхкислот фр. С17-С20...
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 5246
Опубліковано: 28.12.1994
Автори: Поліщук Віктор Олександрович, Федоренко Олександр Васильович, Стахурський Олександр Дмитрович, Ваврик Василь Іванович, Маврина Валентина Миколаївна, Кудряшов Владімір Алєксандровіч, Шєвалдикіна Людміла Гавріловна, Кулик Валентина Яківна, Цегельнюк Любов Іванівна, Чередниченко Григорій Іванович
МПК: C10M 129/16, C10N 30/06, C10M 125/10, C10N 40/24, C10M 159/12, C10M 173/00, C10M 135/00
Мітки: мастила, обробки, тиском, концентрат, холодної, металів
Формула / Реферат:
Концентрат смазки для холодной обработки металлов давлением, содержащий минеральное масло, полиоксиэтиленгликолевые эфиры первичных жирных спиртов фракции С10-С20 с 8-12 молями окиси этилена и продукт конденсации при температуре 170-180°С на основе полигликолей, отличающийся тем, что концентрат в качестве продукта конденсации при температуре 170-180°С на основе полигликолей содержит продукт конденсации при температуре 170-180°С полигликолей с...
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Сошко Олександр Іванович, Шкарапата Ярослав Євстафієвич, Гарун Ярослав Євстафієвич, Болюк Іван Михайлович, Ільницький Зенон Михайлович, Мельничок Мирослав Йосифович, Літвак Єфим Анатолійович, Казакевич Ігор Іларіонович, Гораль Володимир Михайлович, Сошко Віктор Олександрович, Гірняк Іван Степанович
МПК: C10M 173/02, C10M 143/00, C10M 131/00, C10M 129/16
Мітки: металів, технологічне, тиском, мастило, холодної, обробки
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Мастило для холодної обробки металів тиском

Номер патенту: 10962
Опубліковано: 25.12.1996
Автори: Мацелюх Богданна Василівна, Гарун Ірина Михайлівна, Гарун Ярослав Евстахієвич, Костецький Ярослав Іванович, Кліс Віра Іванівна, Ільницький Зеновій Михайлович
МПК: C10M 165/00
Мітки: холодної, тиском, мастило, металів, обробки
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло, антикоррозионную добавку, хлорированный парафин и серусодержащую присадку, отличающаяся тем, что смазка в качестве серусодержащей присадки содержит осерненные тетрамеры пропилена и дополнительно содержит полиметакрилат и экстракт селективной очистки нефтяных масел при следующем соотношении компонентов в мас. %:полиметакрилат...
Попередній патент: Диспергатор
Наступний патент: Лікер “роман-кош”
Випадковий патент: Спосіб одержання солі аліфатичної карбонової кислоти