Мастило для холодної обробки металів тиском “акваполіс-м”
Номер патенту: 10377
Опубліковано: 25.12.1996
Автори: Радушева Людмила Миколаївна, Горбаньов Іван Федорович, Іщенко Ніна Миколаївна, Капланов Василь Ілліч, Рижова Ельвіра Іванівна, Капланова Олена Василівна, Радушев Олексій Олександрович, Капланова Наталія Василівна, Андреєва Раїса Михайлівна
Формула / Реферат
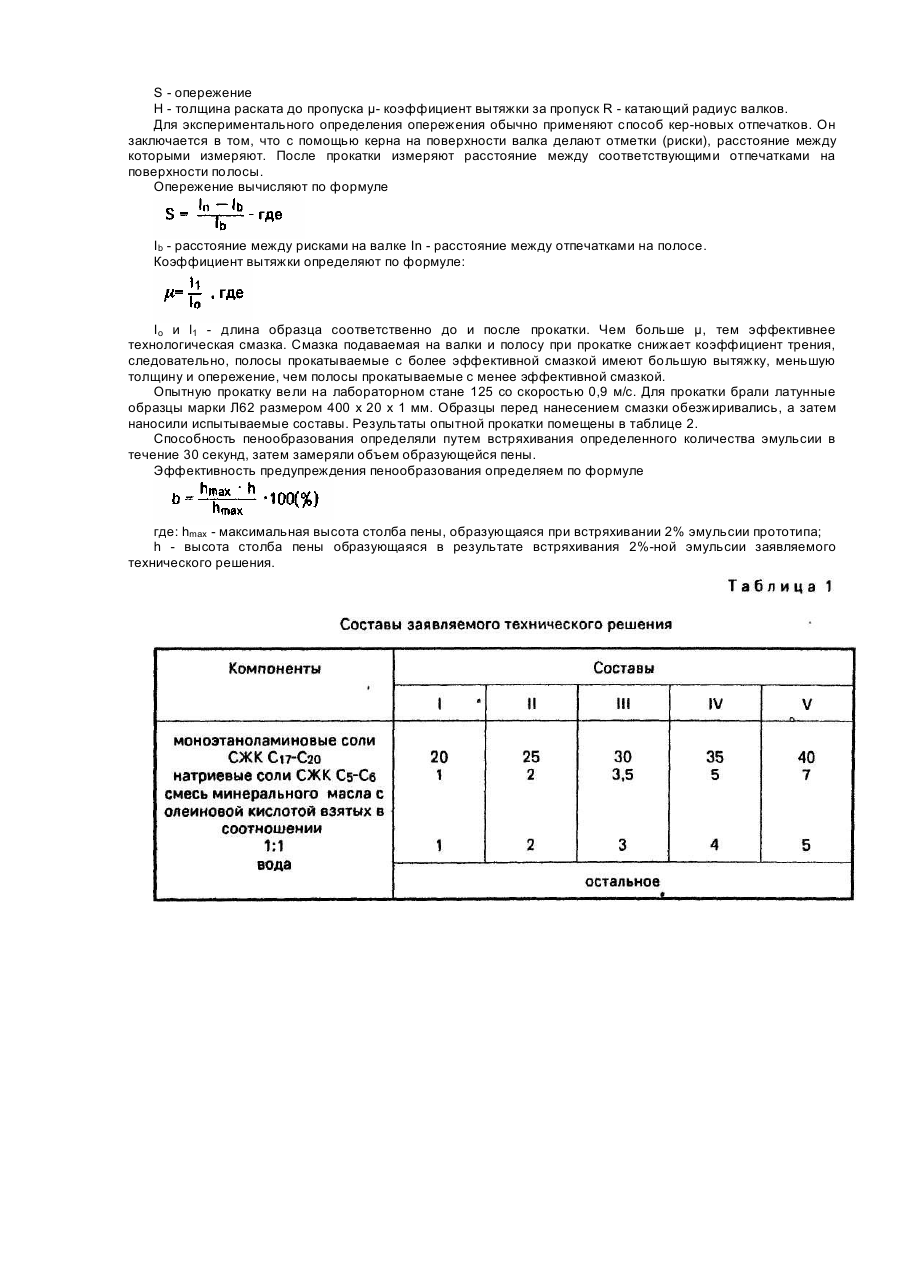
Смазка для холодной обработки металлов давлением, содержащая моноэтаноламиновые соли синтетических жирных кислот фр. C17-C20, натриевые соли синтетических жирных кислот фракции С5-С6 и воду, отличающаяся тем, что она дополнительно содержит минеральное масло и олеиновую кислоту, взятых в соотношении 1:1 при следующем соотношении компонентов, мас.%:
моноотаноламиновые соли синтетических жирных
кислот фр. С17-С20 025-35
натриевые соли синтетических
жирных кислот фр. C5-C6 2-5
смесь минерального масла и олеиновой кислоты,
взятых в соотношении 1:1 2-4
вода остальное.
Текст
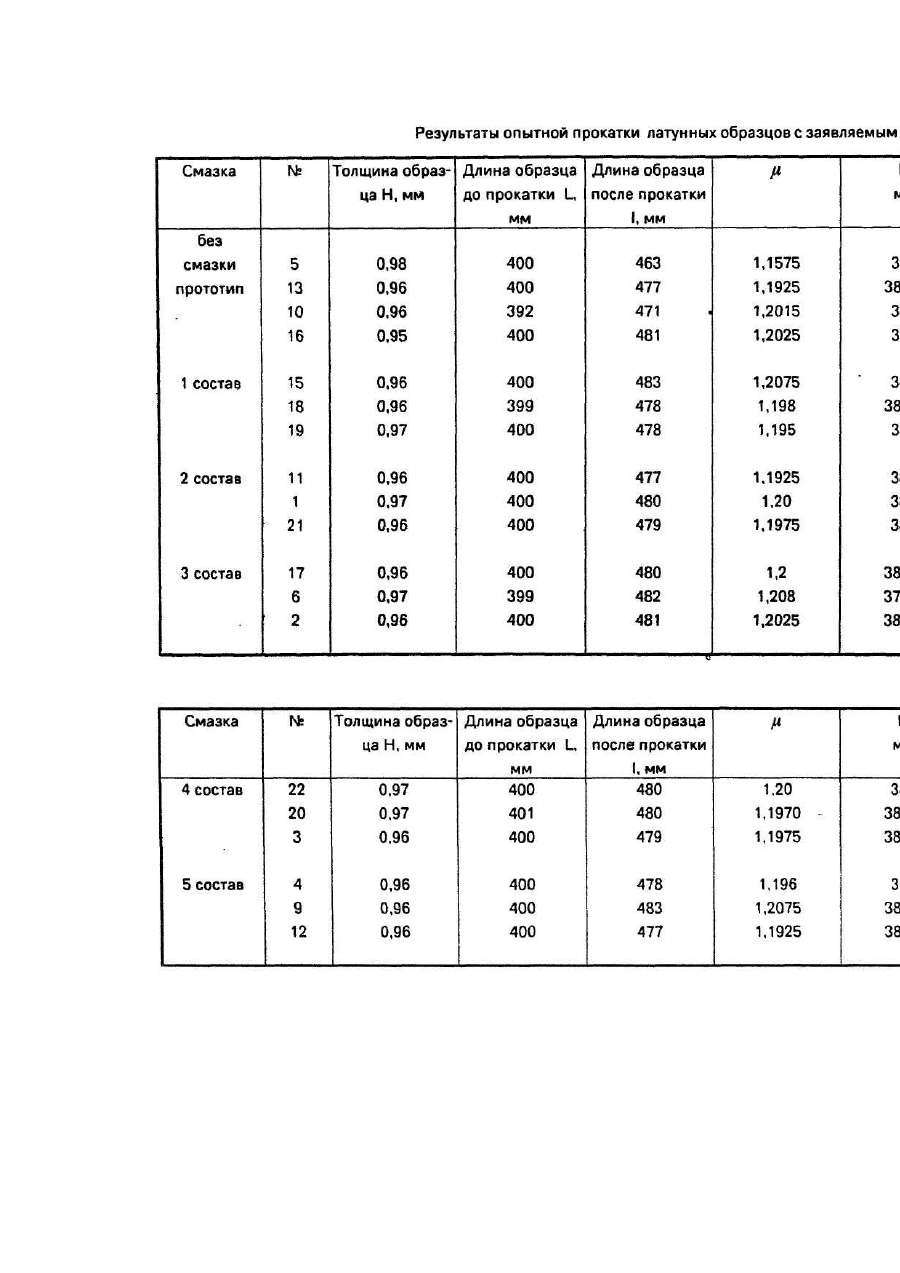
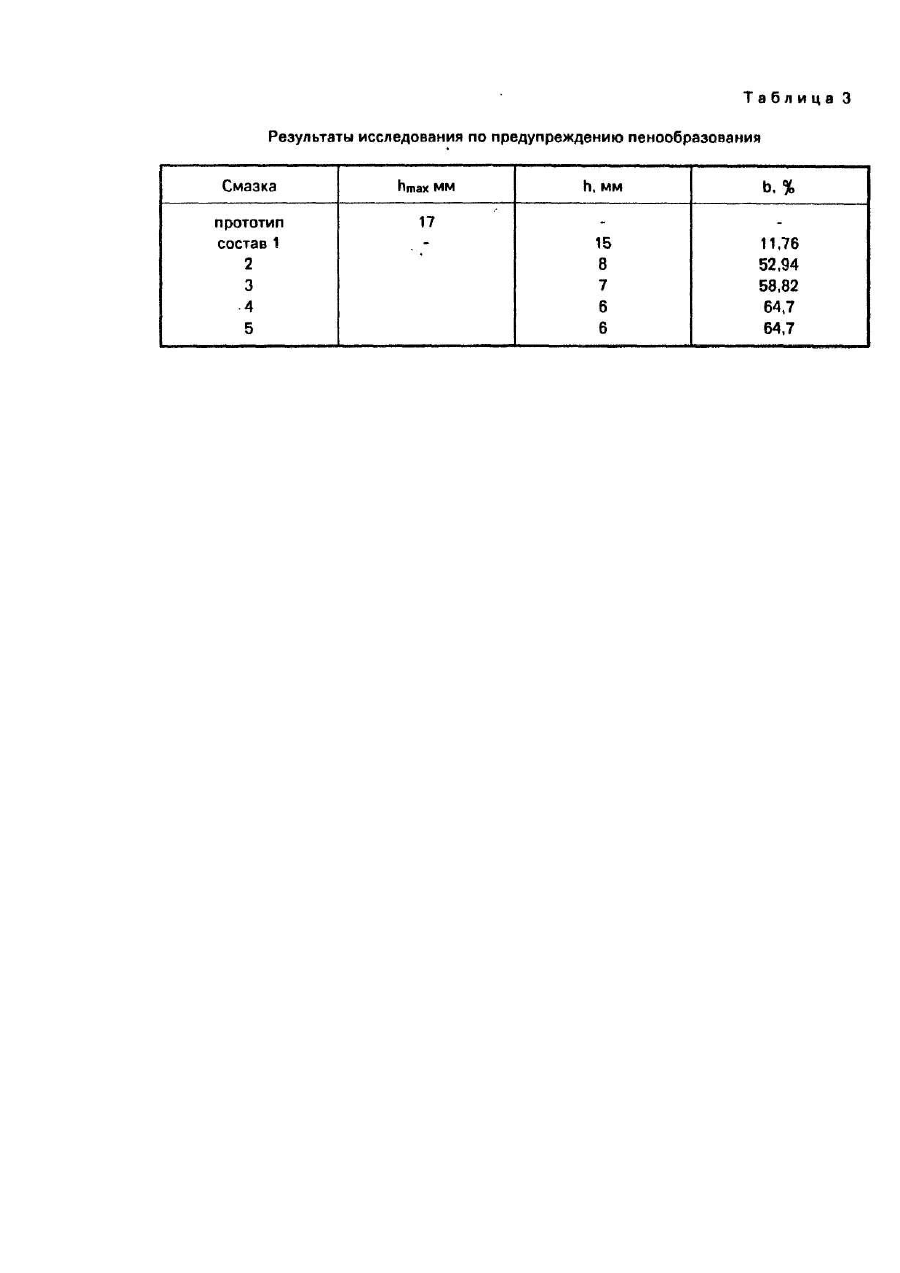
Изобретение относится к области технологических смазок для обработки металлов давлением и может быть использовано для различных видов холодной обработки металлов, как при прокатке так и при волочении черных и цветных металлов. Известна смазка Акваполесч, в состав которой входят: Известная смазка обладает высокими антифрикционными свойствами, однако обильное пенообразование и "обеднение" эмульсии в процессе работы снижают качество технологической смазки. Задачей изобретения является разработка состава, включающего компоненты, способствующие увеличению поверхностного натяжения и уменьшение пенообразования за счет образования упругой пленки, что в конечном счете стабилизирует процесс волочения. Решение этого вопроса достигается за счет введения в смазку на основе моноэтаноламиновых солей СЖК фракции С17 - С20 смеси минерального масла с олеиновой кислотой взятых в соотношении 1.1 при следующем содержании компонентов: Для приготовления смазки используют следующие продукты: - моноэтаноламин технический согласно ТУ 6-02-915-84 представляет собой легкоподвижную коричневую массу с плотностью 1,015 - 1,018 г/см3. Доля основного вещества не менее 98%. - синтетические жирные кислоты фракции С 5 - С6 (антикоррозионное средство АНСК-50) ТУ 38 10757-80 маслянистая светло-желтая жидкость, содержание жировой части 25 - 30% рН - 1 %-ного водного раствора 79. - СЖК фракции С17 - С20 ГОСТ 23239-78 представляет собой твердый продукт светло-желтого цвета Температура застывания 45-51°С. Кислотное число- 195 -210 мг КОН /г. Эфирное число 6,5 мг КОН/г. Олеиновая кислота ТУ 38.302-30-3589. Масло минеральное, например трансформаторное по ГОСТ 982-80 или индустриальные масла общего назначения марки И-12А по ГОСТ 20799-75. Для определения оптимального состава были приготовлены 5 составов (табл. 1) по следующей технологии. В емкость для приготовления смазки загружаем моноэтаноламин и воду нагреваем до 60 - 70°С. Затем подаем расчетное количество расплавленных кислот фракции С17 - С20· Смесь тщательно перемешиваем в течение 1,5 - 2 ч, затем в реактор подаем натриевые соли СЖК С5 - С6 и смесь минерального масла с олеиновой кислотой и опять тщательно перемешиванием 15-30 минут. Готовый продукт представляет собой пастообразную массу светло-желтого цвета, легко разбавляемой водой до концентрации требуемой при технологическом цикле волочения или прокатки. Массовая доля жировой части - 30%. Показатель концентрации водородных ионов, рН 1 %-ного раствора 7-9. Для оценки антифрикционных свойств технологической смазки при обработке металлов давлением используют различные методы, одним из которых является определение эффективности смазки по давлению металла на валки. Из всех известных формул для определения давления прокатки однозначно следует, что чем выше коэффициент трения, тем больше сила давления. Наиболее универсальным, относительно простым и достаточно надежным методом определения коэффициента трения является расчет его через опытное опережение. S - опережение Η - толщина раската до пропуска μ- коэффициент вытяжки за пропуск R - катающий радиус валков. Для экспериментального определения опережения обычно применяют способ кер-новых отпечатков. Он заключается в том, что с помощью керна на поверхности валка делают отметки (риски), расстояние между которыми измеряют. После прокатки измеряют расстояние между соответствующими отпечатками на поверхности полосы. Опережение вычисляют по формуле I b - расстояние между рисками на валке In - расстояние между отпечатками на полосе. Коэффициент вытяжки определяют по формуле: Ι ο и l1 - длина образца соответственно до и после прокатки. Чем больше μ, тем эффективнее технологическая смазка. Смазка подаваемая на валки и полосу при прокатке снижает коэффициент трения, следовательно, полосы прокатываемые с более эффективной смазкой имеют большую вытяжку, меньшую толщину и опережение, чем полосы прокатываемые с менее эффективной смазкой. Опытную прокатку вели на лабораторном стане 125 со скоростью 0,9 м/с. Для прокатки брали латунные образцы марки Л62 размером 400 x 20 x 1 мм. Образцы перед нанесением смазки обезжиривались, а затем наносили испытываемые составы. Результаты опытной прокатки помещены в таблице 2. Способность пенообразования определяли путем встряхивания определенного количества эмульсии в течение 30 секунд, затем замеряли объем образующейся пены. Эффективность предупреждения пенообразования определяем по формуле где: hmax - максимальная высота столба пены, образующаяся при встряхивании 2% эмульсии прототипа; h - высота столба пены образующаяся в результате встряхивания 2%-ной эмульсии заявляемого технического решения.
ДивитисяДодаткова інформація
Назва патенту англійськоюA lubricant for the cold shaping of metals “akvapolis-m”
Автори англійськоюKaplanov Vasyl Illich, Horbaniov Ivan Fedorovych, Kaplanova Olena Vasylivna, Kaplanova Natalia Vasylivna, Radusheva Liudmyla Mykolaivna, Andreieva Raisa Mykhailivna, Ryzhova El`vira Ivanivna, Radushev Oleksii Oleksandrovych
Назва патенту російськоюСмазка для холодной обработки металлов давлением "акваполис-м"
Автори російськоюКапланов Василий Ильич, Горбанев Иван Федорович, Капланова Елена Васильевна, Капланова Наталья Васильевна, Радушева Людмила Николаевна, Андреева Раиса Михайловна, Рыжова Эльвира Ивановна, Радушев Алексей Александрович
МПК / Мітки
МПК: C10M 173/02
Мітки: мастило, металів, холодної, тиском, акваполіс-м, обробки
Код посилання
<a href="https://ua.patents.su/4-10377-mastilo-dlya-kholodno-obrobki-metaliv-tiskom-akvapolis-m.html" target="_blank" rel="follow" title="База патентів України">Мастило для холодної обробки металів тиском “акваполіс-м”</a>
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Болюк Іван Михайлович, Гірняк Іван Степанович, Мельничок Мирослав Йосифович, Сошко Віктор Олександрович, Шкарапата Ярослав Євстафієвич, Ільницький Зенон Михайлович, Гораль Володимир Михайлович, Сошко Олександр Іванович, Літвак Єфим Анатолійович, Казакевич Ігор Іларіонович, Гарун Ярослав Євстафієвич
МПК: C10M 131/00, C10M 173/02, C10M 129/16, C10M 143/00
Мітки: обробки, технологічне, металів, холодної, тиском, мастило
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Мастило для холодної обробки металів тиском
Номер патенту: 1311
Опубліковано: 25.03.1994
Автори: Брескіна Алла Іллівна, Красовський Володимир Олександрович, Розенберг Олег Олександрович, Маслов Роберт Олексійович, Крицький Анатолій Дмитрович, Рябко Олег Онуфрійович, Афанас'єва Інна Іллівна, Комаров Андрій Анатолійович, Шейкін Сергій Євгенович, Лобанова Людмила Вікторівна
МПК: C10M 133/16, C10M 143/00, C10M 131/00, C10M 135/00, C10N 30/06, C10N 40/24, C10M 161/00
Мітки: холодної, обробки, тиском, металів, мастило
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло и хлорированный парафин, отличающаяся тем, что, с целью повышения противозадирных свойств смазки при работе в жестких условиях деформации, смазка дополнительно содержит полиизобутилен, алкенилсукцинимид и 2-амино-4-фенилтиазол при следующем соотношении компонентов, мас.%:хлорированный парафин 30—40...
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 5246
Опубліковано: 28.12.1994
Автори: Поліщук Віктор Олександрович, Чередниченко Григорій Іванович, Кулик Валентина Яківна, Стахурський Олександр Дмитрович, Шєвалдикіна Людміла Гавріловна, Маврина Валентина Миколаївна, Федоренко Олександр Васильович, Ваврик Василь Іванович, Цегельнюк Любов Іванівна, Кудряшов Владімір Алєксандровіч
МПК: C10M 173/00, C10N 30/06, C10N 40/24, C10M 135/00, C10M 129/16, C10M 125/10, C10M 159/12
Мітки: холодної, тиском, металів, обробки, концентрат, мастила
Формула / Реферат:
Концентрат смазки для холодной обработки металлов давлением, содержащий минеральное масло, полиоксиэтиленгликолевые эфиры первичных жирных спиртов фракции С10-С20 с 8-12 молями окиси этилена и продукт конденсации при температуре 170-180°С на основе полигликолей, отличающийся тем, что концентрат в качестве продукта конденсации при температуре 170-180°С на основе полигликолей содержит продукт конденсации при температуре 170-180°С полигликолей с...
Спосіб одержання мастила для холодної обробки металів тиском
Номер патенту: 10688
Опубліковано: 25.12.1996
Автори: Хаустов Георгій Йосипович, Кац Михайло Ісаакович, Брескіна Алла Іллівна, Постолов Юрій Михайлович, Кіріченко Юрій Алімович, Бут Олександр Володимирович
МПК: C10M 159/00
Мітки: одержання, спосіб, металів, холодної, обробки, тиском, мастила
Формула / Реферат:
Способ получения смазки для холодной обработки металлов давлением, включающий омыление гудрона от дисцилляции жирных кислот водным раствором щелочи, отличающийся тем, что в качестве гудрона используют олеиновый гудронный концентрат, предварительно разбавленный водой в соотношении 3:8, а омыление проводят до числа омыления жировой основы 60 - 80 мг КОН/г.
Мастило для холодного штампування металів
Номер патенту: 8312
Опубліковано: 29.03.1996
Автори: Кравченко Юрій Володимирович, Василевич Геннадій Миколайович, Вязовська Світлана Сергіївна, Тилик Василь Трохимович, Сазонова Марія Юхимівна, Шарамок Сергій Іванович, Мовшович Вілорд Соломонович
МПК: C10M 173/00, C10N 40/24, C10M 149/00
Мітки: мастило, штампування, металів, холодного
Формула / Реферат:
Смазка для холодной штамповки металлов на основе воды, минерального масла и продукта конденсации синтетических жирных кислот с три-этаноламином, отличающаяся тем, что она дополнительно содержит гидрогенизированиое термоуплотненное растительное масло, триэтаноламиновые мыла жирных кислот растительных масел, хлопковое масло, в качестве синтетических жирных кислот смазка содержит кислоты фракции С10-C20, а в качестве минерального масла - масло...
Попередній патент: Склад для безокисного борування сталевих та чавунних виробів
Наступний патент: Захисний одяг з екрануючої тканини
Випадковий патент: Автомобіль з комбінованою ходою