Обладнання для лазерного поверхневого зміцнення деталей
Номер патенту: 3730
Опубліковано: 15.12.2004
Автори: Аль-Шара Мотаз Мухаммед, Головко Леонід Федорович, Вурсіченко Юрій Васильович, Мажейка Олександр Йосипович

Формула / Реферат
Обладнання для лазерного поверхневого зміцнення деталей, що містить основний лазер, оптично зв'язаний з оброблюваною деталлю, та допоміжний лазер з блоками живлення та фокусуючими системами, встановленими на відстані від оброблюваної деталі, яке відрізняється тим, що обладнання оснащено герметичним резервуаром, в якому розташована оброблювана деталь, що заповнений рідиною і має вхідне вікно, яке прозоре для випромінювання основного та допоміжного лазерів, при цьому блок живлення допоміжного лазера, настроєного на роботу в режимі гігантського імпульсу для створення оптичного розряду в рідині, з'єднаний через блок затримки із блоком живлення основного лазера, настроєного на роботу в режимі нагрівання поверхневого шару матеріалу деталі до температури гартування.
Текст
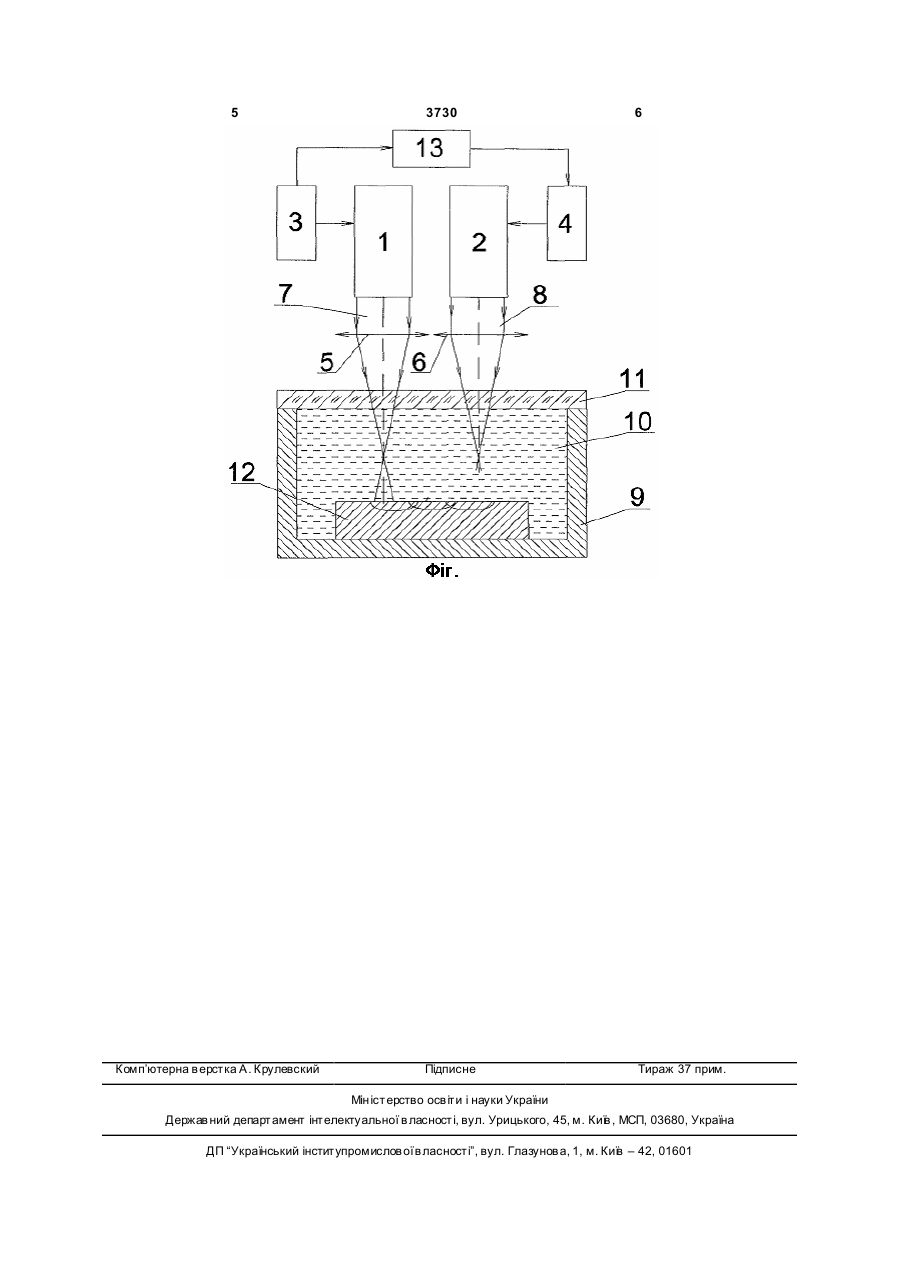
Обладнання для лазерного поверхневого зміцнення деталей, що містить основний лазер, оптично зв'язаний з оброблюваною деталлю, та допоміжний лазер з блоками живлення та 3 3730 4 та втомної міцності деталей, які зміцнені лазерним матеріалу також прозорого для випромінювань 7, випромінюванням. 8 обох лазерів 1, 2. Всередині резервуару 9 встаПоставлена задача вирішується тим, що в обновлена оброблювана деталь 12. Блок живлення 3 ладнанні для лазерного поверхневого зміцнення допоміжного лазера 2 через блок затримки 13 деталей, що містить основний лазер, оптично зв'яз'єднаний з блоком живлення 4 основного лазера заний з оброблюваною деталлю, та допоміжний 1. лазер з блоками живлення та фокусуючими сисПринцип роботи обладнання наступний. В темами, встановленими на відстані від оброблюстані, який передує ввімкненню обладнання деваної деталі, новим є те, що обладнання споряталь 12 розміщують в герметичному резервуарі 9, джено герметичним резервуаром, в якому який потім заповнюють рідиною 10. Резервуар 9 з розташована оброблювана деталь, що заповнений деталлю 12 розміщують на столі лазерного обларідиною і має вхідне вікно, які прозорі для випроднання так, щоб вікно 11 було звернене до лазермінювання основного та допоміжного лазерів, при ного випромінювання. Фокусуючі системи 5 і 6 нацьому блок живлення допоміжного лазера, настроюють попередньо так, щоб випромінювання строєного на роботу в режимі гігантського імпульсу потужного лазера фокусувалося на оброблюваній для створення оптичного розряду в рідині, з'єднаповерхні в пляму, яка задана режимами обробки, а ний через блок затримки із блоком живлення осдопоміжного - щоб фокус лінзи знаходився над новного лазера, настроєного на роботу в режимі поверхнею деталі 12. При ввімкненні обладнання нагрівання поверхневого шару матеріалу деталі до вмикається блок живлення 3 і запускається потужтемператури гартування. ний основний лазер 1. Одночасно з блока живленНаявність допоміжного лазера, який працює в ня 3 подається керуючий сигнал на блок затримки режимі гігантського імпульсу та зв'язку його блока 13. При ввімкненні потужного лазера 1 випромінюживлення через блок затримки з блоком живлення вання 7 проходячи через вікно 11 фокусується на робочого лазера, а також герметичного резервуаповерхні деталі 12, розігріваючи її до заданої темру, який заповнений рідиною та має вхідне вікно, ператури, наприклад, температури гартування. що прозорі для випромінювання лазерів, всередиЧерез визначений проміжок часу з блока затримки ні якого розташована оброблювана деталь, дозво13 надходить керуюча команда на блок живлення ляє за допомогою робочого лазера розігрівати 4 і здійснює запуск допоміжного лазера 2 в режимі поверхню деталі до температури гартування, а гігантського імпульсу. По ходу обробки поверхні потім пластично деформувати її ударною хвилею, деталі цикл роботи обладнання повторюється. яка збуджується при фокусуванні в рідині випроміВ точці фокусування випромінювання 8 допонювання допоміжного лазера. За рахунок гартуміжного лазера 2 в рідині виникає пробій, пов'язавання окремих ділянок поверхні при одночасній їх ний з утворенням парогазового пузиря і зони підпластичній деформації в поверхневому шарові вищеного тиску. При таких умовах у рідині 10 деталі формуються стискаючі залишкові напругенерується потужна ударна хвиля, яка розповсюження першого роду, які сприяють підвищенню як джуючись діє на шар деталі 12, який попередньо їх зносостійкості, так і втомної міцності. розігрітий дією випромінювання 7 потужного осноСуть корисної моделі пояснюється кресленвного лазера 1. Ударна хвиля пластично дефорням. мує поверхневий шар деталі, в результаті чого в Обладнання містить потужний основний лазер ньому формуються стискаючі залишкові напру1 і допоміжний лазер 2 з блоками живлення 3, 4 та ження першого роду. При цьому глибина розпофокусуючими системами 5, 6 відповідно. На шляху всюдження стискаючих залишкових напружень лазерного випромінювання 7 і 8 встановлений геспівмірна з глибиною зони термічного впливу ларметичний резервуар 9, заповнений рідиною 10, зерного випромінювання. Наявність стискаючих прозорою для випромінювань обох лазерів. В верзалишкових напружень забезпечує підвищення хній частині, яка звернена до випромінювань 7 і 8, опору матеріалу втомному зношуванню і підвирезервуар 9 має вхідне вікно 11, яке виготовлене з щенню втомної міцності всієї деталі в цілому. 5 Комп’ютерна в ерстка А. Крулевский 3730 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститупромислов ої в ласності”, вул. Глазунов а, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюHolovko Leonid Fedorovych, Mazheika Oleksandr Yosypovych
Автори російськоюГоловко Леонид Федорович, Мажейка Александр Иосипович
МПК / Мітки
МПК: B23K 26/00
Мітки: обладнання, лазерного, зміцнення, деталей, поверхневого
Код посилання
<a href="https://ua.patents.su/3-3730-obladnannya-dlya-lazernogo-poverkhnevogo-zmicnennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Обладнання для лазерного поверхневого зміцнення деталей</a>
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Бондаренко Олександр Вікторович, Малимон Валентина Ігорівна, Жуков Андрій Олександрович
МПК: C23C 8/08
Мітки: зміцнення, сталевих, деталей, поверхневого, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб поверхневого зміцнення деталей з титанових сплавів
Номер патенту: 41429
Опубліковано: 17.09.2001
Автори: Трубнік Михайло Володимирович, Перемітько Валерій Вікторович
МПК: C23C 8/24
Мітки: деталей, поверхневого, зміцнення, сплавів, титанових, спосіб
Формула / Реферат:
Способ поверхностного упрочнения деталей из титановых сплавов, при котором аргон подают в зону нагрева дугой, отличающийся тем, что используют дугу косвенного действия, при высоте подъема электродов над изделиями 12-15 мм и подают аргон к електродам расходом 3-4 л/мин.
Установка для поверхневого зміцнення металів з двоступеневим блоком живлення
Номер патенту: 31607
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/14, C23C 10/10
Мітки: двоступеневим, металів, поверхневого, блоком, живлення, зміцнення, установка
Текст:
...вирішується за рахунок того, що установка додатково включає перемикач з'єднань вторинних обмоток трансформатора. ! Суть винаходу пояснюється кресленням. Установка для поверхневого зміцнення металів з двоступеневим блоком живлення складається з ввідного пристрою 1, регулятора напруги 2, трансформатора напруги 3, випрямляча 4, перемикача з'єднань вторинних обмоток трансформатора 5, розрядної камери 6. Напруга подається в установку від...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович
Мітки: комбінованою, зміцнення, обробкою, деталі, спосіб, поверхневого
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Бережницька Марія Пилипівна, Черватюк Володимир Арсенович, Ткачов Володимир Іванович
МПК: C21D 1/34
Мітки: металевих, поверхневого, спосіб, зміцнення, виробів
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Попередній патент: Система опалення будинків та споруд
Наступний патент: Вузькозахоплювальний вугільний комбайн
Випадковий патент: Фрезерний верстат для обробки великогабаритних деталей з двох боків