Спосіб поверхневого зміцнення деталей з титанових сплавів
Номер патенту: 41429
Опубліковано: 17.09.2001
Автори: Трубнік Михайло Володимирович, Перемітько Валерій Вікторович
Формула / Реферат
Способ поверхностного упрочнения деталей из титановых сплавов, при котором аргон подают в зону нагрева дугой, отличающийся тем, что используют дугу косвенного действия, при высоте подъема электродов над изделиями 12-15 мм и подают аргон к електродам расходом 3-4 л/мин.
Текст
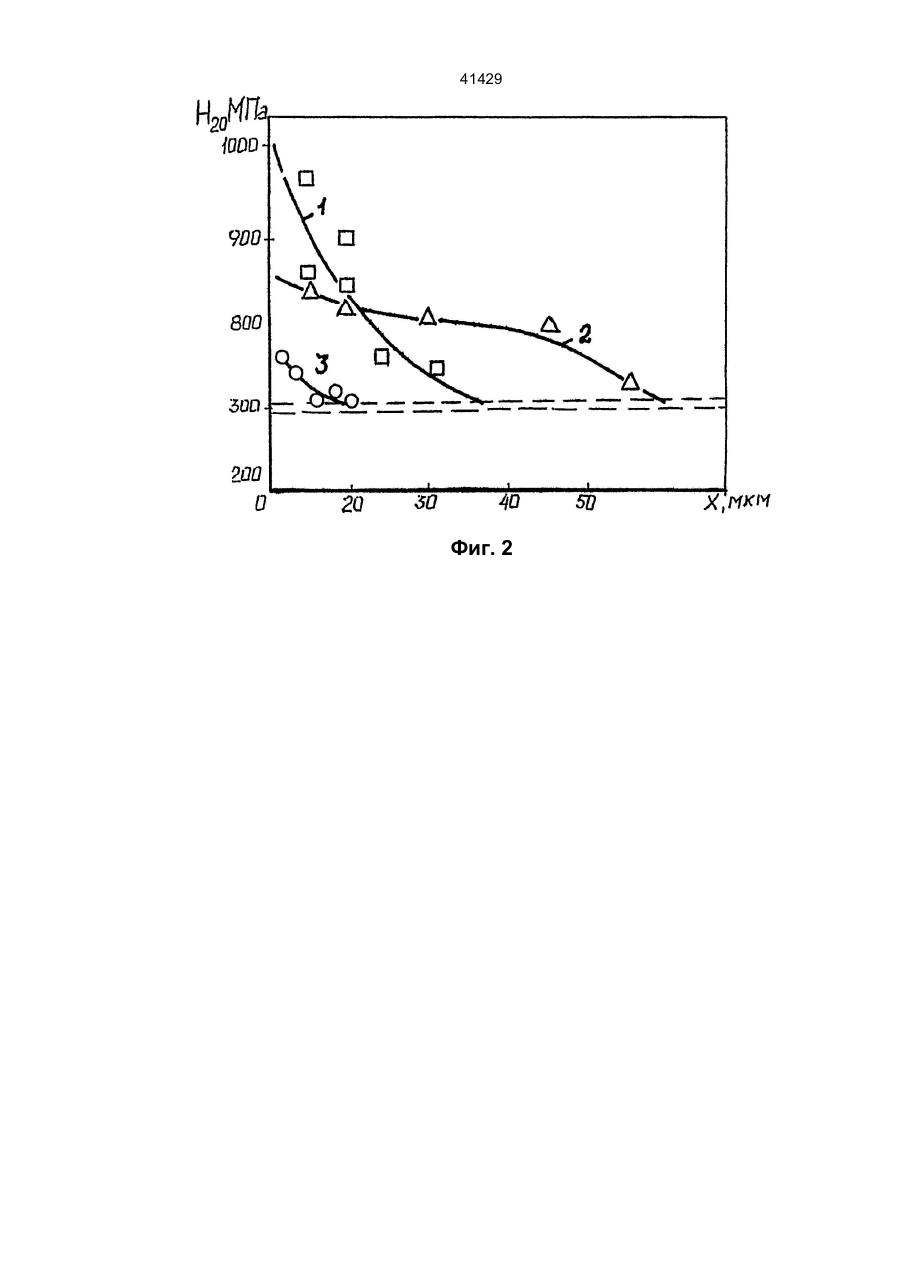
41429 Предлагаемое изобретение относится к химико-термической обработке (ХТО), в частности, к упрочнению поверхностного слоя титановых деталей, подвергающихся работе на износ. Наиболее близким по технической сущности и достигаемому результату является способ поверхностного азотирования деталей из сплавов на основе титана, предусматривающий упрочнение в смеси инертного (аргон+гелий, до 85 об.%) и реактивного (азот, 25-75 об.%) газов. Локальный нагрев обрабатываемой поверхности осуществляется электродуговым разрядом между вольфрамовым катодом и деталью (анодом). Катод перемещается вдоль детали со скоростью 1,5-4,5 м/мин, ток дуги 40-90 А при напряжении 15-22 В. В итоге твердость обрабатываемой детали составляет HV200≥1000 при толщине азотированного слоя 2-15 мкм (Заявка 2661424F, МКИ С23С8/24. Способ поверхностного азотирования деталей из сплавов на основе титана / Dudier Albert (Франция); Pichiney Recherche (Франция). - № 9005839: Заявл. 27.09.90; Опубл. 31.10.91). Согласно известному способу азотирование проводится при атмосферном давлении. Так как в этом случае регулировать концентрацию ввода теплоты затруднительно, во избежание подплавления подложки, обработку рекомендуется проводить кратковременно (секунды). В результате эффект от газонасыщения невысок, толщина упрочненной зоны незначительна. Очевидно, что при этом наблюдается значительный градиент твердости по толщине. Это снижает эксплуатационные свойства упрочненного слоя, становясь причиной его механического разрушения (растрескивание, отколы и т.п.). В основу изобретения поставлена задача усовершенствования способа поверхностного упрочнения деталей из титановых сплавов путем управ-ляемого локального нагрева обрабатываемой поверхности и регулируемого подвода к ней газов-диффузантов из атмосферы, что позволит получить различные толщины альфированного слоя, твердость материала и ее изменение по глубине и, следовательно, повысить эффективность поверхностного упрочнения титановых деталей. Это достигается за счет того, что в способе поверхностного упрочнения деталей из титановых сплавов, при котором аргон подают в зону нагрева дугой, используют дугу косвенного действия, при высоте подъема электродов над деталями 12-16 мм и подаче аргона к электродам расходом 3-4 л/мин. За счет того, что нагрев осуществляется косвенной дугой, есть возможность регулировать тепловложение в обрабатываемую подложку, обеспечивая поддержание необходимого температурного режима (не допуская длительного нахождения металла выше точки полиморфного превращения и подплавления поверхности). Указанная схема нагрева устраняет основной недостаток атмосферных дуг малую их эластичность в управлении, строго ограниченный диапазон параметров, при которых дуговые разряды существуют. Вместе с тем, предлагаемая схема позволяет максимально использовать факт интенсификации диффузии за счет плазмы разряда. Подача аргона - схема и величина расходов - предусмотрена для защиты электродов и регулируемого доступа N2 и О2 воздуха в зону нагрева и формирования, за счет этого, альфированного упрочняемого слоя на поверхности изделий. В отличие от ранее известных решений специальной подачи диффузантов настоящей заявкой не предусмотрено. Высота подъема, электродов над деталями ограничивается значениями 12-16 мм. При высоте менее 12 мм становится затруднительным обеспечивать детальный нагрев обрабатываемой поверхности без опасности ее подплавления или перегрева (перехода в α+β или β-фазу). При высоте более 16 мм теплоперенос теряет свою эффективность, область нагрева расширяется, максимально достижимая температура в ней падает ниже 600-550°K. Учитывая, что аргон подается к электродам, превышение указанного значения высоты вызывает также лавинообразное увеличение присутствия О2 и N2 в пятне нагрева. Это происходит из-за нарушения частичной изоляции зоны нагрева струёй Ar, отходящей от электродов. В результате чрезвычайно быстро на поверхности изделий образуется тонкий слой, состоящий из TiN и TiО2. Данные химические соединения обладают низкой диффузионной подвижностью, препятствуя дальнейшему газонасыщению титановой подложки вглубь. Оптимальная подача аргона Q определяется диапазоном 3-4 л/мин. При Q4 л/мин защита зоны нагрева, наоборот, становится чрезмерной и препятствует заметному поступлению газов-диффузантов. В итоге заметного газонасыщения поверхностного слоя, изменения структуры и твердости не наблюдается. Пример конкретной реализации способа. Испытания проводились на экспериментальной установке, состоящей из штатива с закрепленным на нем вольфрамовым (dW =3 мм, катод) и угольным (dС=5 мм, анод) электродами, а также тележки для перемещения образцов. К вольфрамовому электроду, расположенному в горелке, от баллона подается аргон. Внешняя цепь питания дугового разряда включает сварочный выпрямитель типа ВКСМ-1000 и баластный реостат РБ-300. Использовались образцы из сплавов ВТ20 и АТЗ размерами 100х20х2,5 и 100х20х10 мм. Образцы полировали. Обработку производили многократным об-водом под разрядом всей поверхности образцов (скорость перемещения - 10-50 мм/с). Ток разряда составил 30-60 А при напряжении 56-62 В. Общее время альфирования 1,5-5 мин. Изменения в ходе испытания вносили, варьируя расходом аргона (2-7 л/мин) и высотой подъема электродов над образцами (8-25 мм). После поверхностного упрочнения приготовлялись шлифы образцов, которые затем подверга-ли химическому травлению и последующей подполировке. Производились замеры микротвердости на приборе ПМТ-3 с нагрузкой 20 г (см. табл.). Металлографические исследования показали, что образцы, подвергнутые поверхностному упрочнению по предложенному способу, имеют высокие служебные свойства получаемых слоев. Микроструктура 41429 диффузной области образцов представлена альфированной и переходной зонами значительной протяженности (фиг. 1). Микротвердость материала плавно падает от 850-880 Мпа на расстоянии 0,01 мм от края образца до 320-350 МПА в глубине (фиг. 2, 1 - высота поднятия h=12 мм, расход аргона q=2,5 л/мин; 2 - h= 12 мм, q=4,0 л/мин; 3 - h=22 мм, q=4,6 л/мин). Упрочнение поверхности достаточно производительно. Учитывая, что обработку можно вести локально, используя стандартные источники питания сварочной дуги, предлагаемый способ упро-чнения титановых деталей является перспек-тивным. 41429 Таблица Толщина образца, мм 2,5 10 Высота поднят. электр., мм 8 11 11 12 12 12 12 14 16 17 22 8 11 11 12 14 16 16 16 16 17 Расход аргона, л/мин 3,2 3,2 4,5 2,9 3,0 4,0 4,1 3,2 3,0 4,0 4,6 3,2 2,8 4,5 3,0 3,5 2,9 3,0 4,0 4,1 4,0 Микротвердость, Протяж. Мпа (на расст. 0,01 диффуз. области, мм мм от края) 830 0,05 820 0,10 670 0,15 890 0,27 880 0,54 850 0,52 800 0,35 870 0,50 850 0,49 790 0,25 770 0,18 820 0,12 840 0,15 670 0,14 870 0,53 865 0,50 890 0,33 880 0,52 860 0,49 850 0,30 840 0,26 Примечания Значительная эрозия поверхности, очаги подплавления материал всех образцов - АТЗ Значительная эрозия поверхности материал всех образцов - ВТ20 Продолжение таблицы Толщина образца, мм Высота поднят. электр., мм 20 25 25 Расход аргона, л/мин 4,6 7,0 4,0 Протяж. Микротвердость, Мпа (на расст. 0,01 диффуз. мм от края) области, мм 810 0,19 650 0,15 770 0,12 Примечания Примечание: данные, представленные в таблице, относятся ко времени обработки 5 мин. 41429 Фиг. 1 41429 Фиг. 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for surface strengthening pieces of titanium alloys
Автори англійськоюPeremitko Valerii Viktorovych, Trubnik Mykhailo Volodymyrovych
Назва патенту російськоюСпособ поверхностного упрочнения деталей из титановых сплавов
Автори російськоюПеремитько Валерий Викторович, Трубник Михаил Владимирович
МПК / Мітки
МПК: C23C 8/24
Мітки: спосіб, поверхневого, титанових, зміцнення, сплавів, деталей
Код посилання
<a href="https://ua.patents.su/5-41429-sposib-poverkhnevogo-zmicnennya-detalejj-z-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення деталей з титанових сплавів</a>
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Жуков Андрій Олександрович, Малимон Валентина Ігорівна, Бондаренко Олександр Вікторович, Бондарюк Микола Миколайович
МПК: C23C 8/08
Мітки: деталей, сталевих, зміцнення, поверхневого, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Мельнікова Наталія Олександрівна, Лук'янов Валентин Семенович, Леонець Віктор Адамович, Куліш Микола Полікарпович, Петренко Петро Васильович, Гліксон Ігор Леонідович, Богуслаев Вячеслав Олександрович, Писаренко Георгій Степанович, Банас Федір Павлович
МПК: C21D 8/00
Мітки: спосіб, титанових, сплавів, зміцнення, лопаток
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 29/00
Мітки: поверхневого, фрикційного, інструмент, зміцнення
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Спосіб зміцнення інструменту з твердих сплавів
Номер патенту: 12597
Опубліковано: 28.02.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: інструменту, сплавів, зміцнення, спосіб, твердих
Формула / Реферат:
Способ упрочнения инструмента из твердых сплавов, включающий поверхностную обработку высококонцентрированным источником нагрева, отличающийся тем, что нагрев при обработке осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы.
Спосіб визначення оптимальної температури нагріву під загартування титанових сплавів
Номер патенту: 1306
Опубліковано: 25.03.1994
Автори: Ошкадьоров Станіслав Петрович, Теруков Андрій Вікторович, Івасишин Орест Михайлович, Марковський Павло Євгенович, Гріднев Віталій Никифорович
МПК: C22F 1/18
Мітки: титанових, температури, нагріву, спосіб, оптимальної, сплавів, загартування, визначення
Формула / Реферат:
Способ определения оптимальной температуры нагрева под закалку титановых сплавов, включающий измерение температуры полиморфного превращения закаливаемого сплава и выбор тсмпературы закалки в зависимости от температуры полиморфного превращения и скорости нагрета, отличающийся тем, что, с целью повышения достоверности определения за счет уменьшения разброса свойств, дополнительно определяют сруктурный параметр а, равный средней толщине частин...
Попередній патент: Спосіб біологічної очистки стічних вод та установка для його здійснення
Наступний патент: Система автоматичного керування насосними агрегатами
Випадковий патент: Качаноочисник, вмонтований в елеватор качанів кукурудзи