Склад для нанесення алюмоцинкового покриття на сталеві труби
Номер патенту: 3766
Опубліковано: 27.12.1994
Автори: Мітніков Ілля Юхимович, Проскуркін Євген Васильович, Зехов Сергій Васильович, Мартинов Анатолій Павлович, Хаустов Георгій Йосипович, Гладуш Василь Макарович
Формула / Реферат
Состав для нанесения алюмоцинкового покрытия на стальные трубы, содержащий алюминий, цинк, кремний и титан, отличающийся тем, что он дополнительно содержит марганец и магний при следующем соотношении компонентов, мас. %:
Цинк
1,0-7,4
Кремний
0,1-2,0
Магний
0,01-0,1
Титан
0,005-0,02
Марганец
0,005-0,4
Алюминий
Остальное
Текст
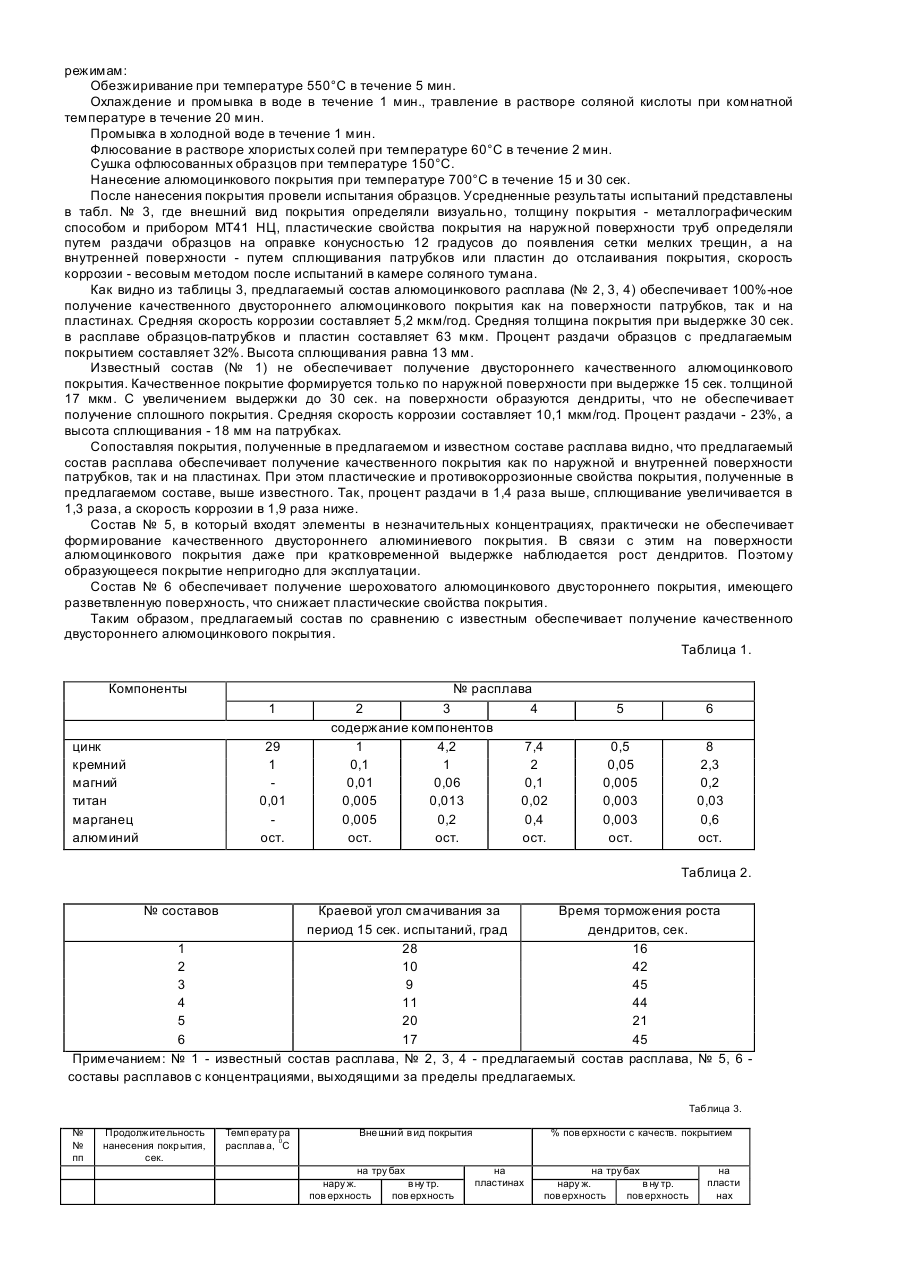
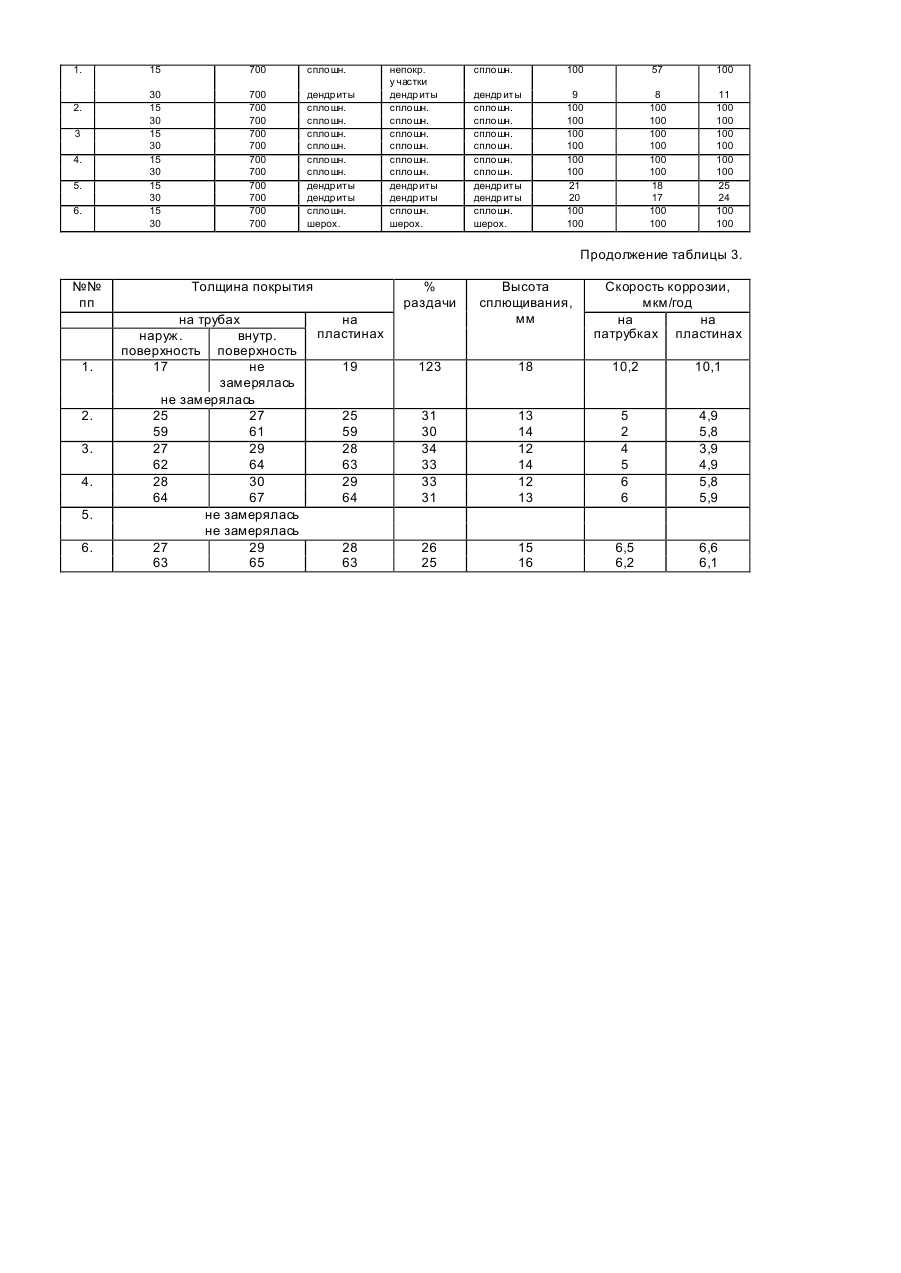
Изобретение относится к нанесению покрытий из расплава и может быть использовано при изготовлении стальных труб с алюмоцинковым покрытием. В мировой практике широко распространено применение алюмоцинковых покрытий для защиты стальных листов, ленты, проволоки и, в незначительной степени, наружной поверхности труб. Из-за сложности нанесения алюмоцинковых покрытий из расплава на внутреннюю поверхность труб, и х производство с двусторонним покрытием в мировой практике на данный период не освоено. Известно алюмоцинковое покрытие, содержащее (масс. %): алюминия 25-75, кремния 1,5-3,0, церия и лантана 0,1-1,0, титана, - циркония, бора или углерода 0,01-0,02, меди 0,05-1,5, свинца и железа 0,1, цинк остальное [1]. Данное покрытие содержит также дефицитные компоненты как церий и лантан, что ограничивает его применение из-за дефицита элементов. Кроме того, коррозионная стойкость покрытия низкая из-за применения меди в его составе. Известен состав расплава, содержащий (в мас.%): алюминий - 20,0-70,0, кремний 0,0-5,0, титан и (или) бор 0,005-2,0, цинк - остальное [2]. Данный расплав применяется для защиты стальной полосы. При нанесении покрытия из этого расплава на трубы получение качественного покрытия на наружной и внутренней поверхности обеспечено быть не может, т.к. при кратковременной выдержке (15 сек.) труб в расплаве сплошное покрытие образуется только на наружной поверхности труб, при этом на внутренней поверхности труб имеются непокрытые участки. А при увеличении выдержки труб в расплаве свыше 15 сек. наблюдается рост дендритов в покрытиях в результате протекания экзотермической реакции, что приводит к разрушению труб. Задачей изобретения является создание состава для нанесения алюмоцинкового покрытия на стальные трубы, обеспечивающего повышение ингибирующего эффекта и жидкотекучести алюмоцинкового расплава и формирование качественного двустороннего алюмоцинкового покрытия на трубах. Поставленная задача решена тем, что известный состав, содержащий цинк, алюминий, кремний, титан, дополнительно содержит магний и марганец при следующем соотношении компонентов, мас. %: Цинк 1,0-7,4 Кремний 0,1-2,0 Магний 0,01-0,1 Титан 0,005-0,02 Марганец 0,005-0,4 Алюминий Остальное Отличие предлагаемого состава от прототипа заключается во введении магния и марганца при указанном соотношении всех компонентов. Техническим результатом является повышение ингибирующего эффекта и жидкотекучести алюминиевого расплава, обеспечивающего формирование качественного двустороннего алюмоцинкового покрытия на трубах, т.к. предложенный состав свободно проникает во внутреннюю полость трубы и одновременно тормозит рост дендритов в покрытии. Последнее связано с тем, что при взаимодействии введенных в алюмоцинковый расплав компонентов со стальной поверхностью труб на время нагрева их до температуры расплава, образуется пленка, экранирующая стальную подложку от расплава и препятствующая тем самым росту дендритов в начальный момент формирования покрытия. Кроме того, взаимодействие введенных компонентов с железом, растворенным в алюмоцинковом расплаве, способствует улучшению его жидкотекучести. Для приготовления расплава были использованы материалы по ГОСТам: Алюминий ГОСТ 11069-74 Цинк ГОСТ 3640-79 Кремний ГОСТ 2169-43 Титан МРТУ 14-19-64 с изм. 1, 3, 4 Магний ГОСТ 804-72 Марганец ГОСТ 6008-82 Предлагаемый состав расплава готовят следующим образом. В керамической ванне расплавляют алюминий при температуре 670°С, а затем вводят кремний. После растворения кремния вводят марганец. Затем растворяют цинк. В последнюю очередь в расплав вводят магний и титан путем погружения их ниже уровня зеркала расплава. После тщательного перемешивания расплав готов к применению. Были приготовлены и опробованы следующие составы расплавов (табл. 1) Использование в предлагаемом расплаве добавок магния и марганца совместно с такими элементами как алюминий и кремний способствует улучшению ингибирующего эффекта и жидкотекучести алюмоцинкового расплава. Действие предлагаемого расплава таково, что, с одной стороны, тормозится рост дендритов, а с другой стороны расплав становится более жидкотекучим, благодаря чему он легко проникает во внутреннюю полость трубы. Результаты испытания свойств известного и предлагаемого расплава представлены в табл. 2. Как видно из представленных данных (см. табл. 2), краевой угол смачивания стальной поверхности расплавом (№ 2, 3, 4) составляет 10°, в тоже время известный состав расплава (№ 1) обеспечивает краевой угол смачивания стальной поверхности 28°, что в 2,8 раза больше, иследовательно, его жидкотекучесть в 2,8 раза ниже, чем предлагаемого. При этом время торможения роста дендритов в известном составе расплава составляет 16 сек., что в 2,6 раза меньше, чем у предлагаемого. Для сравнения предлагаемый и известный составы расплавов были опробованы на образцах-патрубках размером 21х2,5 мм и пластинах, изготовленных из стали 2 соответственно длиной 70 мм и размером 1,00х50х2 мм. На каждый опыт брали по 5 образцов. Перед нанесением предлагаемого и известного составов расплава образцы подготавливали по следующим режимам: Обезжиривание при температуре 550°С в течение 5 мин. Охлаждение и промывка в воде в течение 1 мин., травление в растворе соляной кислоты при комнатной температуре в течение 20 мин. Промывка в холодной воде в течение 1 мин. Флюсование в растворе хлористых солей при температуре 60°С в течение 2 мин. Сушка офлюсованных образцов при температуре 150°С. Нанесение алюмоцинкового покрытия при температуре 700°С в течение 15 и 30 сек. После нанесения покрытия провели испытания образцов. Усредненные результаты испытаний представлены в табл. № 3, где внешний вид покрытия определяли визуально, толщину покрытия - металлографическим способом и прибором МТ41 НЦ, пластические свойства покрытия на наружной поверхности труб определяли путем раздачи образцов на оправке конусностью 12 градусов до появления сетки мелких трещин, а на внутренней поверхности - путем сплющивания патрубков или пластин до отслаивания покрытия, скорость коррозии - весовым методом после испытаний в камере соляного тумана. Как видно из таблицы 3, предлагаемый состав алюмоцинкового расплава (№ 2, 3, 4) обеспечивает 100%-ное получение качественного двустороннего алюмоцинкового покрытия как на поверхности патрубков, так и на пластинах. Средняя скорость коррозии составляет 5,2 мкм/год. Средняя толщина покрытия при выдержке 30 сек. в расплаве образцов-патрубков и пластин составляет 63 мкм. Процент раздачи образцов с предлагаемым покрытием составляет 32%. Высота сплющивания равна 13 мм. Известный состав (№ 1) не обеспечивает получение двустороннего качественного алюмоцинкового покрытия. Качественное покрытие формируется только по наружной поверхности при выдержке 15 сек. толщиной 17 мкм. С увеличением выдержки до 30 сек. на поверхности образуются дендриты, что не обеспечивает получение сплошного покрытия. Средняя скорость коррозии составляет 10,1 мкм/год. Процент раздачи - 23%, а высота сплющивания - 18 мм на патрубках. Сопоставляя покрытия, полученные в предлагаемом и известном составе расплава видно, что предлагаемый состав расплава обеспечивает получение качественного покрытия как по наружной и внутренней поверхности патрубков, так и на пластинах. При этом пластические и противокоррозионные свойства покрытия, полученные в предлагаемом составе, выше известного. Так, процент раздачи в 1,4 раза выше, сплющивание увеличивается в 1,3 раза, а скорость коррозии в 1,9 раза ниже. Состав № 5, в который входят элементы в незначительных концентрациях, практически не обеспечивает формирование качественного двустороннего алюминиевого покрытия. В связи с этим на поверхности алюмоцинкового покрытия даже при кратковременной выдержке наблюдается рост дендритов. Поэтому образующееся покрытие непригодно для эксплуатации. Состав № 6 обеспечивает получение шероховатого алюмоцинкового двустороннего покрытия, имеющего разветвленную поверхность, что снижает пластические свойства покрытия. Таким образом, предлагаемый состав по сравнению с известным обеспечивает получение качественного двустороннего алюмоцинкового покрытия. Таблица 1. Компоненты 1 цинк кремний магний титан марганец алюминий 29 1 0,01 ост. № расплава 2 3 4 содержание компонентов 1 4,2 7,4 0,1 1 2 0,01 0,06 0,1 0,005 0,013 0,02 0,005 0,2 0,4 ост. ост. ост. 5 6 0,5 0,05 0,005 0,003 0,003 ост. 8 2,3 0,2 0,03 0,6 ост. Таблица 2. № составов Краевой угол смачивания за Время торможения роста период 15 сек. испытаний, град дендритов, сек. 1 28 16 2 10 42 3 9 45 4 11 44 5 20 21 6 17 45 Примечанием: № 1 - известный состав расплава, № 2, 3, 4 - предлагаемый состав расплава, № 5, 6 составы расплавов с концентрациями, выходящими за пределы предлагаемых. Таблица 3. № № пп Продолж ите льность нанесения покр ытия, сек. Темп ерату ра 0 расплав а, С Вне шни й в ид покрытия на тру бах нару ж. в ну тр. пов ерхность пов ерхность % пов ерхности с качеств. покрытием на пластинах на тру бах нару ж. в ну тр. пов ерхность пов ерхность на пласти нах 1. 2. 3 4. 5. 6. 15 700 спло шн. 30 15 30 15 30 15 30 15 30 15 30 700 700 700 700 700 700 700 700 700 700 700 дендр иты спло шн. спло шн. спло шн. спло шн. спло шн. спло шн. дендр иты дендр иты спло шн. шерох. непокр. у частки дендр иты спло шн. спло шн. спло шн. спло шн. спло шн. спло шн. дендр иты дендр иты спло шн. шерох. спло шн. 100 57 100 дендр иты спло шн. спло шн. спло шн. спло шн. спло шн. спло шн. дендр иты дендр иты спло шн. шерох. 9 100 100 100 100 100 100 21 20 100 100 8 100 100 100 100 100 100 18 17 100 100 11 100 100 100 100 100 100 25 24 100 100 Продолжение таблицы 3. №№ пп 1. 2. 3. 4. 5. 6. Толщина покрытия на трубах наруж. внутр. поверхность поверхность 17 не замерялась не замерялась 25 27 59 61 27 29 62 64 28 30 64 67 не замерялась не замерялась 27 29 63 65 % раздачи Высота сплющивания, мм 19 123 18 10,2 10,1 25 59 28 63 29 64 31 30 34 33 33 31 13 14 12 14 12 13 5 2 4 5 6 6 4,9 5,8 3,9 4,9 5,8 5,9 28 63 26 25 15 16 6,5 6,2 6,6 6,1 на пластинах Скорость коррозии, мкм/год на на патрубках пластинах
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for application of zinc-alumina coating on steel pipes
Автори англійськоюMitnikov Illia Yukhymovych, Proskurkin Yevhen Vasyliovych, Hladush Vasyl Makarovych, Khaustov Heorhii Yosypovych, Zekhov Serhii Vasyliovych, Martynov Anatolii Pavlovych
Назва патенту російськоюСостав для нанесения алюминоцинкового покрытия на стальные трубы
Автори російськоюМитников Илья Ефимович, Проскуркин Евгений Васильевич, Гладуш Василий Макарович, Хаустов Георгий Иосифович, Зехов Сергей Васильевич, Мартынов Анатолий Павлович
МПК / Мітки
Мітки: сталеві, покриття, алюмоцинкового, нанесення, склад, трубі
Код посилання
<a href="https://ua.patents.su/3-3766-sklad-dlya-nanesennya-alyumocinkovogo-pokrittya-na-stalevi-trubi.html" target="_blank" rel="follow" title="База патентів України">Склад для нанесення алюмоцинкового покриття на сталеві труби</a>
Склад для нанесення алюмоцинкового покриття на сталеві вироби
Номер патенту: 3752
Опубліковано: 27.12.1994
Автори: Гладуш Василь Макарович, Зехов Сергій Васильович, Сухомлін Андрій Іванович, Власова Валентина Петрівна, Багаутдінов Анас Ахатовіч, Проскуркін Євген Васильович, Вєдєрніков Алєксандр Константіновіч,, Мітніков Ілля Юхимович
Мітки: склад, вироби, сталеві, нанесення, покриття, алюмоцинкового
Формула / Реферат:
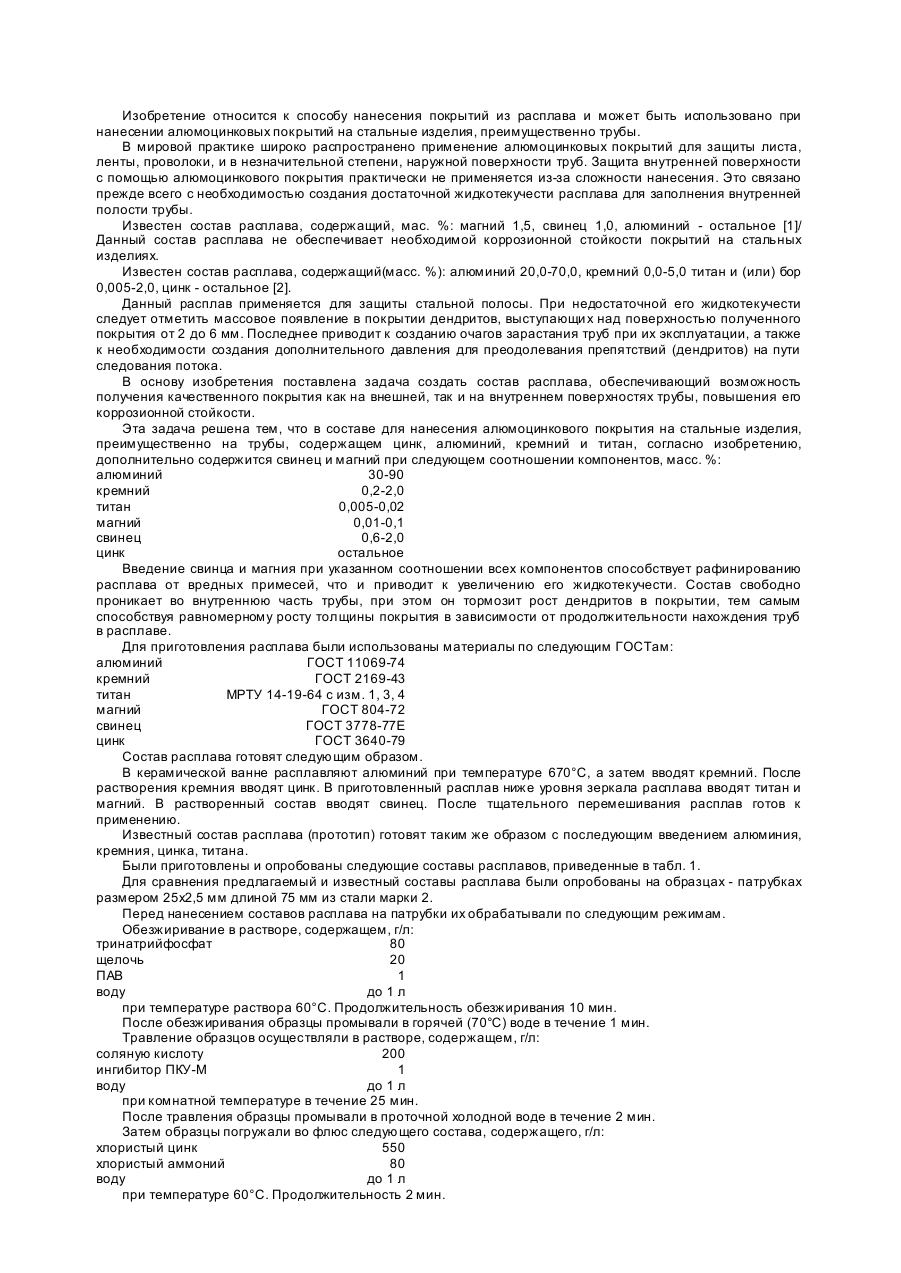
Состав для нанесения алюмоцинкового покрытия на стальные изделия, преимущественно на трубы, содержащий цинк, алюминий, кремний и титан, отличающийся тем, что он дополнительно содержит свинец и магний при следующем соотношении компонентов, мас. %: алюминий 30-90 кремний 0,2-2,0 титан 0,005-0,02 магний 0,01-0,1 ...
Флюс для нанесення алюмоцинкових покриттів
Номер патенту: 1386
Опубліковано: 25.03.1994
Автори: Сухомлін Андрій Іванович, Вербицька Альбіна Олександрівна, Власова Валентина Петрівна, Норвилло Надія Юріївна, Сидорова Наталія Миколаївна, Зехов Сергій Васильович, Гладуш Василь Макарович, Проскурін Євген Васильович, Мітніков Ілля Юхимович
МПК: C23C 2/30
Мітки: флюс, покриттів, алюмоцинкових, нанесення
Формула / Реферат:
Флюс для нанесения алюмоцинковых покрытий на стальные изделия, содержащий хлористый цинк, хлористый натрий, хлористый литий и воду, отличающийся тем, что флюс дополнительно содержит карналлит и кислый сернокислый калий при следующем соотношении компонентов, г/л:
Пристрій для нанесення полімерного покриття довгомірного матеріалу
Номер патенту: 848
Опубліковано: 15.12.1993
Автори: Вагін Микола Іванович, Носов Михайло Павлович, Смирнова Віра Олександрівна
МПК: B05C 3/02
Мітки: нанесення, матеріалу, довгомірного, пристрій, полімерного, покриття
Формула / Реферат:
1. Устройство для нанесения полимерного покрытия на длинномерный материал, содержащее катушку с длинномерным материалом, направляющий ролик, емкость с рабочим раствором, калибр, отверстие которого расположено вдоль продольной его оси, шахту удаления растворителя, транспортирующее и приемное устройства, отличающееся тем, что оно снабжено поплавком, размещенным в емкости с возможностью свободного перемещения на поверхности рабочего раствора, а...
Склад для покриття

Номер патенту: 3864
Опубліковано: 27.12.1994
Автори: Рунова Раїса Федорівна, Майстренко Алла Анатоліївна
МПК: C04B 12/00
Формула / Реферат:
Состав для покрытия, включающий жидкое стекло калиевое, тонкодисперсные песок и гидросиликат кальция состава СаО.SiО2.2Н2О, отличающийся тем, что он дополнительно содержит тонкодисперсный шлак производства безуглеродистого феррохрома, сульфитно-дрожжевую бражку, карбамид и бутадиенстирольный латекс при следующем соотношении компонентов, мас.%: жидкое стекло калиевое 44,60-47,00 тонкодисперсный...
Лінія для нанесення плівкового покриття на панелі

Номер патенту: 510
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Фрідман Роман Аркадійович, Кундін Станіслав Ісакович, Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович
МПК: B28B 11/04, B28B 11/00, E04F 13/00
Мітки: нанесення, плівкового, покриття, панелі, лінія
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Линия для нанесения пленочного покрытия на панели, содержащая раму и установленные на ней бесконечный тяговый орган, приспособления для подачи и резки пленочного покрытия, прижимной механизм, прикатное устройство в виде неприводного барабана, устройство для загиба, подворота и прижима покрытия к внутренней стороне панели, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности работы линии...
Попередній патент: Пристрій для вимірювання товщини стінок трубчастих еластичних виробів
Наступний патент: Теплоелектропровідний клей для мікроелектроніки
Випадковий патент: Водозахисний декоративний зонт тунелю підземної споруди