Пристрій для підрівнювання сортового прокату на холодильниках дрібносортних станів
Номер патенту: 38750
Опубліковано: 15.05.2001
Автори: Хандусенко Леонід Павлович, Довгаль Петро Григорович, Кокшаров Олександр Миколайович, Квашин Валерій Миколайович, Блохін Дмитро Порфирович, Крускаль Леонід Маркусович, Хиноцький Анатолій Климентійович, Бабенко Михайло Антонович, Нечепоренко Володимир Андрійович, Шрамко Микола Єгорович, Костюченко Михайло Іванович, Худик Валеріан Тарасович

Формула / Реферат
(21) 2000095343
(54) (57) Дата прийняття
рішення
28 лютого 2001р.
Пристрій ддя підрівнювання сортового прокату на холодильниках дрібносортних станів, який складається із приводних роликів, встановлених у кінці рейкового поля холодильника по ходу перекладання штанг перед пристроєм, який пакетує, напрямних холодів і датчиків припинення зщеплення штанг з приводними роликами, що відрізняється тим, що холості і приводні ролики створюють однорівчаковий рольганг попереднього підрівнювання і однорівчаковий рольганг кінцевого підрівнювання з автономними приводними роликами, а датчики припинення зщеплення штанг з приводними роликами встановлені між останніми приводними роликами і кінцями рольгангів, до того ж відношення відстаней від датчиків до кінців рольгангів кінцевого і попереднього підрівнювання не перевищує 0,5.
Текст
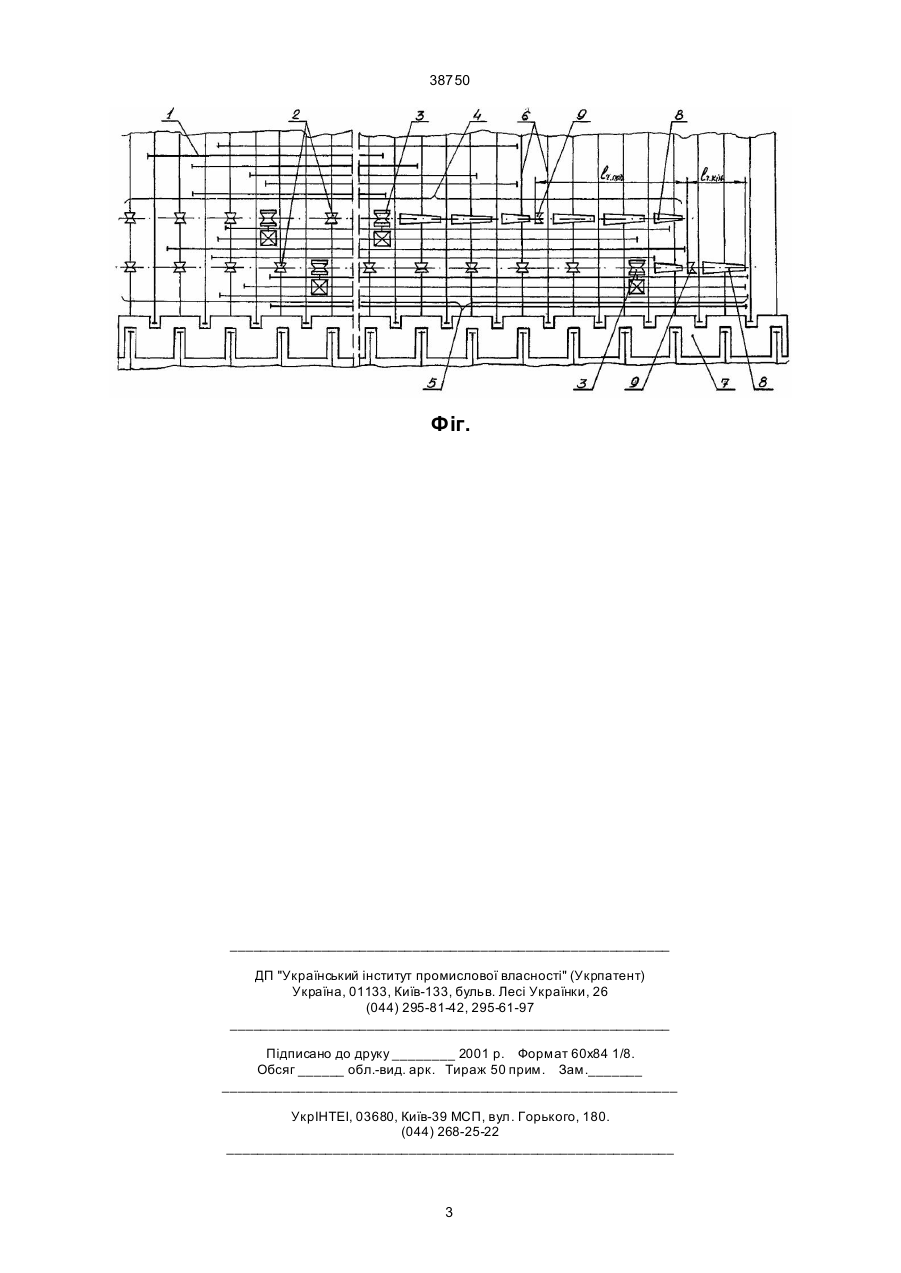
Пристрій для підрівнювання сортового прокату на холодильниках дрібносортних станів, який 38750 датчиків припинення зчеплення штанг з приводними роликами, холості і приводні ролики створюють однорівчаковий рольганг попереднього підрівнювання з автономними приводними роликами, а датчики припинення зчеплення штанг з приводними роликами встановлені між останніми приводними роликами і кінцями рольгангів, до того ж, відношення відстані від датчиків до кінців рольгангів кінцевого і попереднього підрівнювання не перевищує 0,5. Створення системою холостих і приводних роликів двох однорівчакових рольгангів з автономними приводними роликами поряд зі збільшенням спільного часу транспортування, дозволяє перерозподілити поздовжні швидкості транспортування в процессі попереднього і кінцевого підрівнювання. Збільшення швидкості транспортування штанг на рольгангу попереднього підрівнювання забезпечує здійснення процесу при підвищеному розкиді положень передніх кінців на рейковому полі, що створює передумови для зниження виходу немірних довжин, а зниження швидкості транспортування штанг на рольганзі кінцевого підрівнювання зменшує розкид передніх кінців штанг у передаваємих до ножиць пакетах прокату, що забезпечує зниження чи припинення втрат придатного металу в обрізки. Установлення датчиків припинення зчеплення штанг з приводними роликами між приводними роликами і закінченням рольгангів, завдяки забезпеченню потрібної довжини гальмування, дозволяє здійснити зупинку штанг силами тертя в процесі їх просування під дією сили інерції, не удаючись до погашення кінетичної енергії штанг шляхом їх удару в упор. Зупинка штанг прокату за рахунок їх гальмування силами тертя в процесі вільного інерційного ковзання, виключає появу стискувальних сил, а, тобто, і причин пружного і пластичного поздовжнього вигину штанг і викиду їх за межі холодильника, що лежать в основі одержання штанг немірної довжини і додатковим обрізкам. Відношення відстаней між датчиками і закінченням рольгангів кінцевого і попереднього підрівнювання визначає відношення їх швидкостей поздовжнього транспортування. Випробування дослідного зразка пристрою в умовах виробництва показало, що при відношенні відстаней між датчиками і закінченням рольгангів кінцевого і попереднього підрівнювання не перевищуючому 0,5 забезпечується підрівнювання при всіх зустрічаємих на практиці розкидах положень передніх кінців штанг на рейковому полі. На фіг., як приклад виконання, показаний пристрій для підрівнювання прокату штанг 1, який складається з холостих 2, що підтримують, і автономних приводних 3, що транспортують, роликів, які утворюють рольганг попереднього підрівнювання 4 і рольганг кінцевого підрівнювання 5. Рольганги встановлені в кінці рейкового поля 6 холодильника вздовж перекладання штанг 1 перед при строєм 7, який пакетує. В кінці кожного рольганга за останніми приводними роликами 3 в зоні поздовжнього переміщення передніх кінців штанг встановлені напрямні жолоби 8. Обидва рольганги обладнані датчиками 9 - припинення накопичення зчеплення штанг з приводними роликами, встановленими між останніми приводними роликами і кінцями рольгангів попереднього і кінцевого підрівнювання на відстані до закінчення рольгангів l г.поп. і lг.кін., відповідно, які дорівнюють відстані гальмування штанг. Відношення lг.кін./lг.поп не перевищує 0,5. Пристрій працює так. Штанги 1 готового прокату, які мають розкид положень передніх кінців, обумовлених різницею швидкостей, місцевої і загальної кривизни, положення розкату на клапанах і в жалобі рихтувальних плит та ін., після поздовжнього переміщення у кінець рейкового поля 6 поштучно укладаються в рівчак рольганга попереднього підрівнювання 4, вводяться в зчеплення з приводними воликами 3 і транспортуються в поздовжньому напрямі з підвищеною швидкістю, що забезпечується прийнятим відношенням Іг.кін./lг.поп., яке не перевищує 0,5, а також використанням холостих роликів. Підвищена швидкість транспортування дозволяє здійснити за час знаходження металу в рівчаку рольганга 4 переміщення передніх кінців усіх штанг до датчика 9 припинення зчеплення металу з приводними роликами, після чого штанги переміщаються під дією сил інерції з уповільненням до повної запинки, коли передні кінці попередньо підрівняних штанг розташовуються в зоні обмеженій останнім приводним роликом 3 і датчиком 9 припинення зчеплення металу з приводними роликами рольганга кінцевого підрівнювання 5. Після цього, відбувається поздовжнє переміщення штанг, їх укладання в рівчак рольганга кінцевого підрівнювання 5, введення в зчеплення штанги з приводними роликами з цього рольганга, і поздовжнє транспортування штанги до досягнення її переднім кінцем датчика 9 припинення зчеплення. Після припинення зчеплення приводним роликом 3 завдяки дії сил тертя виникає уповільнення просування штанг до повної їх з упинки. Низька швидкість транспортування рольгангом кінцевого підрівнювання створює умови для забезпечення допустимого розкиду положень передніх кінців штанг, які передаються на пристрій 7, який пакетує. Безперешкодне переміщення вздовж рейок холодильника передніх кінців в процесі поздовжнього переміщення штанг забезпечується застосуванням жолобів 8. Випробування пристрою для підрівнювання арматурної сталі на холодильнику дрібносортного стану МС 250-5 комбінату "Криворіжсталь" виявила можливість зменшення виходу немірних довжин з 10% до 6% і зниження втрат придатного прокату в обрізки з 18 кг/т до 8 кг/т. 2 38750 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for straightening rolled bar stock on refrigerators of small-section mills
Автори англійськоюKhudik Valerian Tarasovych, Necheporenko Volodymyr Andriiovych, Kostiuchenko Mykhailo Ivanovych, Babenko Mykhailo Antonovych, Kvashyn Valerii Mykolaiovych, Shramko Mykola Yehorovych, Koksharov Oleksandr Mykplaiovych, Kruskal Leonid Markusovych, Blokhin Dmytro Porfyrovych, Khandusenko Leonid Pavlovych, Khynotskyi Anatolii Klymentiiovych, Dovhal Petro Hryhorovych
Назва патенту російськоюУстройство для подравнивания сортового проката на холодильниках мелкосортных станов
Автори російськоюХудик Валерьян Тарасович, Нечепоренко Владимир Андреевич, Костюченко Михаил Иванович, Бабенко Михаил Антонович, Квашин Валерий Николаевич, Шрамко Николай Егорович, Кокшаров Александр Николаевич, Крускаль Леонид Маркусович, Блохин Дмитрий Порфирьевич, Хандусенко Леонид Павлович, Хиноцкий Анатолий Климентьевич, Довгаль Петр Григорьевич
МПК / Мітки
МПК: B21B 39/00
Мітки: підрівнювання, пристрій, сортового, дрібносортних, прокату, станів, холодильниках
Код посилання
<a href="https://ua.patents.su/3-38750-pristrijj-dlya-pidrivnyuvannya-sortovogo-prokatu-na-kholodilnikakh-dribnosortnikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підрівнювання сортового прокату на холодильниках дрібносортних станів</a>
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Севернюк Володимир Васильович, Нечепоренко Володимир Андрійович, Педь Валерій Вікторович, Шеремет Володимир Олександрович
МПК: B21B 43/00
Мітки: холодильнику, дрібносортового, прокату, стану, штаб, пристрій, підрівнювання
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Рейковий холодильник для прокату

Номер патенту: 38371
Опубліковано: 15.05.2001
Автори: Дубина Олег Вікторович, Лєжнін Ніколай Івановіч, Шеремет Володимир Олександрович, Кузьмєнко Анатолій Грігорьєвіч, Сміяненко Ігор Миколайович, Кузьмєнко Філіпп Анатольєвіч
МПК: B21B 43/00
Мітки: рейковий, прокату, холодильник
Текст:
...4, стаціонарно розміщені між рейками на рамі 5, шляхові вимикачі 6, змонтовані між зубчатими рейками в кінці холодильника в кожному струмку рольганга з можливістю взаємодії з підрівнювальним прокатом і гальмові електромагніти 7, змонтовані в струмках підрівнювального рольгангу між зубчатими ройками під прокатом, кожний з яких з’єднано електричним зв'язком (електричний зв’язок на фіг. не показано) з шляховим вимикачем, змонтованим в тім...
Пристрій для охолодження сортового прокату
Номер патенту: 8083
Опубліковано: 26.12.1995
Автори: Бердічевський Юрій Євгенович, Мінаєв Олександр Анатолійович, Судья Володимир Петрович, Антонов Володимир Федорович, Онищенко Сергій Олександрович, Слєднєв Володимир Петрович
МПК: B21B 45/02, C21D 1/62
Мітки: прокату, охолодження, пристрій, сортового
Формула / Реферат:
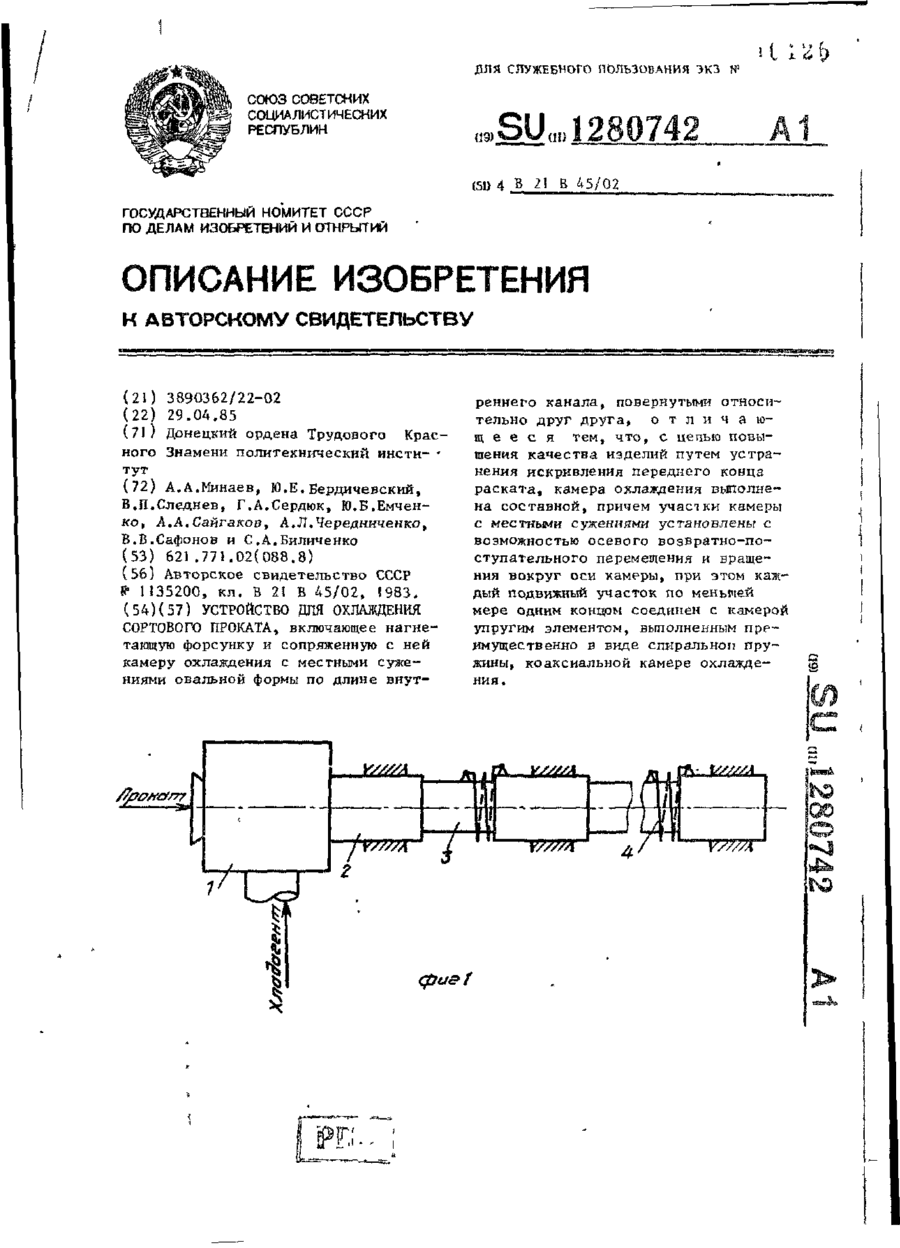
1. Устройство для охлаждения сортового проката, преимущественно арматурных профилей, содержащее нагнетающую форсунку и камеру охлаждения с расположенными подлине ее внутреннего канала местными сужениями в форме овала, меньшая ось которого меньше диаметра камеры, а большая ось превышает этот диаметр, причем меньшие оси смежных местных сужений повернуты друг относительно друга, отличающееся тем, что, с целью увеличения выхода годного за счет...
Пристрiй для охолодження сортового прокату
Номер патенту: 8046
Опубліковано: 26.12.1995
Автори: Ємченко Юрій Борисович, Мінаєв Олександр Анатолійович, Следнєв Володимир Петрович, Сафонов Володимир Вікторович, Бердічевський Юрій Євгенович, Сайгаков Анатолій Авраамович, Біліченко Сергій Олексійович, Чередниченко Анатолій Лукич, Сердюк Генадій Анатолійович
МПК: B21B 45/02
Мітки: прокату, сортового, пристрій, охолодження
Формула / Реферат:
Устройство для охлаждения сортового проката, включающее нагнетающую форсунку и сопряженную с ней камеру охлаждения с местными сужениями овальной формы по длине внутреннего канала, повернутыми относительно друг друга, отличающееся тем, что, с целью повышения качества изделий путем устранения искривления переднего конца раската, камера охлаждения выполнена составной, причем участки камеры с местными сужениями установлены с возможностью...
Ножиці для різання сортового прокату
Номер патенту: 6460
Опубліковано: 29.12.1994
Автори: Чумаченко Віталій Олександрович, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Гамота Сергій Сергійович, Карнаух Василь Гаврилович, Крупнік Леонід Ісаакович, Енвальд Анатолій Васильович
МПК: B23D 23/00
Мітки: прокату, сортового, ножиці, різання
Формула / Реферат:
(57) Ножницы для резки сортового проката, содержащие станину с неподвижным ножом, приводной суппорт с установленным на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из которых расположен над неподвижным ножом, отличающиеся тем, что они снабжены дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному кожу и с зазором относительно него под верхний подвижный нож, направляющей...
Попередній патент: Експрес аналізатор-індикатор крові
Наступний патент: Спосіб банкового масажу
Випадковий патент: Спосіб визначення кадмію методом інверсійної хронопотенціометрії у водних розчинах